

Introduzione
Le vostre guarnizioni FKM di alta qualità si guastano prematuramente e non riuscite a capirne il motivo. 🔍 Le guarnizioni sembrano gonfie, morbide e perdono la loro forza di tenuta nel giro di pochi mesi invece che durare anni. La causa non sono guarnizioni difettose, ma l'incompatibilità chimica tra il vostro fluoroelastomero1 guarnizioni e olio sintetico per compressori che lubrifica il sistema pneumatico.
I tassi di rigonfiamento dell'FKM (fluoroelastomero) negli oli sintetici per compressori variano notevolmente a seconda della composizione chimica dell'olio, con polialfaolefina (PAO)2 oli che causano un rigonfiamento del volume pari a 2-8% (accettabile), oli polialchilenglicolici (PAG) che producono un rigonfiamento pari a 8-15% (marginale) e alcuni sintetici a base di esteri che generano un rigonfiamento pari a 15-30% (inaccettabile) che distrugge la geometria e la forza di tenuta della guarnizione. Test di compatibilità dei materiali secondo ASTM D4713 è fondamentale prima di specificare guarnizioni in FKM in sistemi pneumatici lubrificati ad olio, poiché un rigonfiamento eccessivo provoca l'estrusione della guarnizione, una compressione ridotta e un guasto prematuro indipendentemente dalla qualità della guarnizione.
Il mese scorso ho ricevuto una telefonata preoccupante da David, un ingegnere addetto all'affidabilità presso un produttore di componenti automobilistici nel Michigan. Il suo stabilimento era recentemente passato a un nuovo olio sintetico per compressori per migliorare l'efficienza energetica e prolungare gli intervalli di manutenzione. Nel giro di sei mesi, le guarnizioni in FKM dei cilindri pneumatici senza stelo hanno iniziato a guastarsi a una velocità dieci volte superiore al normale. Le guarnizioni non si stavano consumando, ma si gonfiavano a tal punto da perdere la compressione e iniziare a fuoriuscire dalle loro scanalature. Abbiamo testato il suo nuovo olio sui nostri composti per guarnizioni e abbiamo scoperto un rigonfiamento volumetrico di 18-22%, ben oltre il massimo di 10% necessario per una tenuta affidabile. Abbiamo riformulato il suo sistema con guarnizioni in nitrile idrogenato (HNBR) compatibili con la composizione chimica del suo olio, e ora è tornato alla normale durata delle guarnizioni di 3-5 anni.
Indice dei contenuti
- Perché l'FKM si gonfia negli oli sintetici e cosa è accettabile?
- Quali tipi di olio sintetico causano il maggiore rigonfiamento dell'FKM?
- Come è possibile verificare la compatibilità dei materiali prima che si verifichi un guasto al sistema?
- Quali materiali alternativi per guarnizioni funzionano meglio con oli problematici?
Perché l'FKM si gonfia negli oli sintetici e cosa è accettabile?
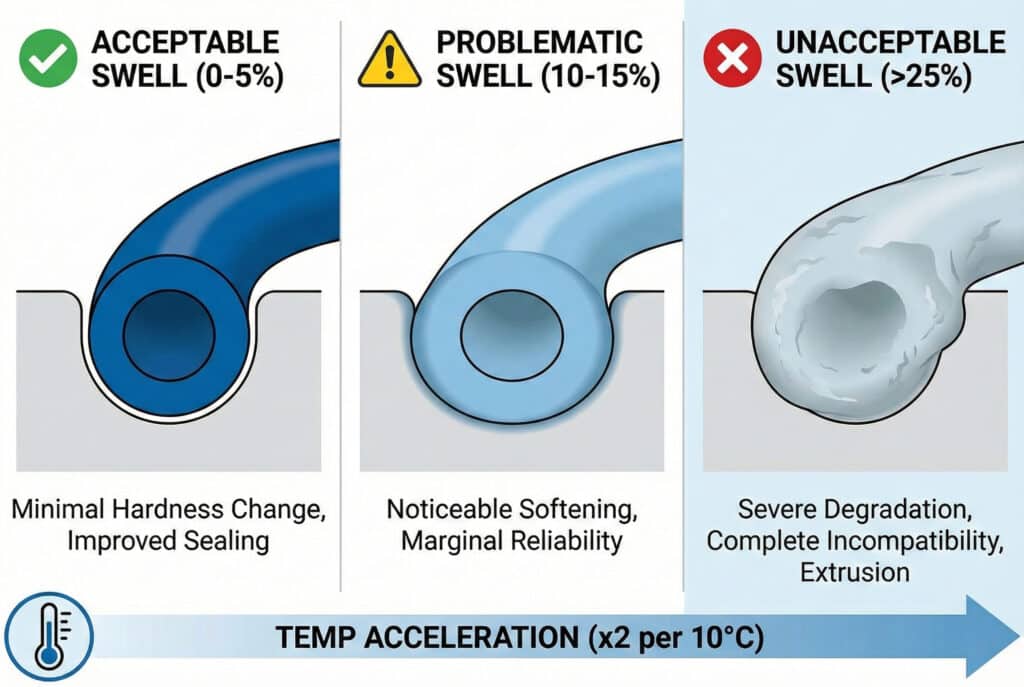
Il gonfiore delle guarnizioni non è sempre negativo, ma se eccessivo compromette le prestazioni. 📊
Il rigonfiamento dell'FKM si verifica quando le molecole di olio sintetico penetrano nella matrice polimerica, separando le catene polimeriche e aumentando il volume del materiale. Un rigonfiamento controllato di 2-10% è accettabile e può effettivamente migliorare la tenuta mantenendo la pressione di contatto, ma un rigonfiamento superiore a 15% provoca una distorsione dimensionale e una riduzione della durezza (20-30 Riva A4 perdita), diminuito set di compressione5 resistenza e potenziale estrusione della guarnizione dalle scanalature. Il tasso di rigonfiamento dipende dal contenuto di fluoro dell'FKM (maggiore contenuto di fluoro = migliore resistenza), dalla polarità dell'olio (gli oli polari causano un maggiore rigonfiamento), dalla temperatura (ogni aumento di 10 °C raddoppia il tasso di penetrazione) e dal tempo di esposizione (l'equilibrio viene raggiunto in 72-168 ore alla temperatura di esercizio).
Il meccanismo di gonfiore
A livello molecolare, gli elastomeri sono reti di lunghe catene polimeriche tenute insieme da legami incrociati. Quando esposti agli oli, piccole molecole di olio possono penetrare tra le catene polimeriche. Se l'olio è chimicamente simile al polimero (compatibile), la penetrazione è minima. Se l'olio è chimicamente diverso ma può dissolversi nella matrice polimerica, si verifica un rigonfiamento significativo.
I polimeri FKM (fluoroelastomeri) contengono atomi di fluoro che li rendono resistenti alla maggior parte degli oli di petrolio. Tuttavia, gli oli sintetici con strutture chimiche diverse possono interagire in modo diverso con la struttura del polimero fluorurato.
Intervalli di moto ondoso accettabili vs problematici
| Aumento di volume % | Variazione di durezza | Impatto sulle prestazioni | Affidabilità della tenuta | Azione richiesta |
|---|---|---|---|---|
| 0-5% | 0-5 Shore A | Minimo, può migliorare la tenuta | Eccellente | Nessuna: compatibilità ideale |
| 5-10% | 5-10 Shore A | Leggera variazione dimensionale | Buono | Monitoraggio durante il servizio |
| 10-15% | 10-20 Shore A | Notevole ammorbidimento | Marginale | Considerare materiali alternativi |
| 15-25% | 20-30 Shore A | Distorsione significativa | Povero | Sostituire immediatamente il materiale della guarnizione |
| >25% | >30 Shore A | Grave degrado | Inaccettabile | Incompatibilità totale |
Accelerazione della temperatura
I tassi di rigonfiamento aumentano in modo esponenziale con la temperatura. Una guarnizione che presenta un rigonfiamento di 8% a 23 °C potrebbe presentare un rigonfiamento di 15-18% a 80 °C nello stesso olio. Questo è il motivo per cui i test di compatibilità devono essere eseguiti alle temperature di esercizio effettive, non solo a temperatura ambiente.
Effetto della temperatura sul tasso di rigonfiamento:
- 23 °C (temperatura ambiente): tasso di rigonfiamento di base
- 40 °C: 1,5-2 volte il valore di riferimento
- 60 °C: 2,5-3 volte il valore di riferimento
- 80 °C: 4-5 volte il valore di riferimento
- 100 °C: 6-8 volte il valore di riferimento
Conseguenze nel mondo reale
Noi di Bepto abbiamo analizzato centinaia di guarnizioni difettose provenienti da sistemi pneumatici lubrificati a olio. Un rigonfiamento eccessivo crea modalità di guasto prevedibili:
Estrusione di guarnizioni: Le guarnizioni gonfie diventano troppo grandi per le loro scanalature e fuoriescono negli spazi liberi, causando strappi e guasti rapidi.
Perdita di compressione: Man mano che le guarnizioni si gonfiano e si ammorbidiscono, perdono la forza di compressione necessaria per mantenere la pressione di contatto contro le superfici di tenuta.
Set permanente: Le guarnizioni gonfie sviluppano una deformazione permanente e non tornano alle dimensioni originali anche dopo la fine dell'esposizione all'olio.
Usura accelerata: Il materiale di tenuta ammorbidito si usura più rapidamente a causa dell'attrito, riducendo la durata di servizio del 60-80%.
Quali tipi di olio sintetico causano il maggiore rigonfiamento dell'FKM?
Non tutti gli oli sintetici sono uguali quando si tratta di compatibilità con l'FKM. 🧪
Gli oli sintetici polialfaolefinici (PAO) causano un rigonfiamento minimo dell'FKM (tipicamente 2-6%) grazie alla loro struttura idrocarburica simile a quella degli oli minerali, rendendoli la scelta più sicura per le guarnizioni in FKM. Gli oli polialchilenglicolici (PAG) producono un rigonfiamento moderato (8-15%) e richiedono test accurati. I sintetici a base di esteri, inclusi diesteri, polioli esteri e esteri fosfatici, causano un grave rigonfiamento dell'FKM (15-35%) e sono generalmente incompatibili. I pacchetti di additivi per oli contenenti composti polari possono aumentare il rigonfiamento di ulteriori 3-8% oltre agli effetti dell'olio base, rendendo essenziali test di compatibilità effettivi con l'olio formulato completo.

Confronto chimico tra oli sintetici
| Tipo di olio | Struttura chimica | Gonfiamento tipico dell'FKM a 100 °C | Valutazione della compatibilità | Applicazioni comuni |
|---|---|---|---|---|
| Olio minerale | Idrocarburi petroliferi | 2-5% | Eccellente | Industria generale |
| PAO (polialfaolefina) | Idrocarburi sintetici | 3-7% | Eccellente | Compressori ad alte prestazioni |
| PAG (polialchilenglicole) | Glicoli legati all'etere | 10-18% | Discreto-Scarso | Refrigerazione, alcuni compressori |
| Diester | Esteri organici | 18-28% | Povero | Aviazione, applicazioni ad alta temperatura |
| Poliolo estere | Esteri complessi | 20-35% | Molto scarso | Oli per turbine, refrigerazione |
| Silicone | Polisilossani | 5-12% | Buono-Discreto | Idoneo al contatto con gli alimenti, temperature estreme |
| Estere fosforico | Organofosfati | 25-40% | Inaccettabile | Sistema idraulico resistente al fuoco |
Perché gli oli PAO funzionano meglio
Gli oli sintetici PAO sono prodotti mediante polimerizzazione di alfa-olefine (derivati dell'etilene) in molecole di idrocarburi più grandi. La struttura risultante è chimicamente simile all'olio minerale, ma più uniforme e pura. Questa somiglianza significa che gli oli PAO interagiscono con l'FKM in modo simile agli oli minerali, causando un rigonfiamento minimo.
Ho lavorato con Rebecca, ingegnere di impianto presso uno stabilimento di trasformazione alimentare in California. La sua attività richiedeva oli sintetici per compressori per la loro superiore stabilità all'ossidazione e gli intervalli di sostituzione prolungati. Inizialmente aveva specificato un olio sintetico a base di poliolo estere per le sue eccellenti proprietà alle alte temperature. Nel giro di 8 mesi, le guarnizioni in FKM dell'intero sistema pneumatico hanno iniziato a presentare guasti.
Abbiamo testato il suo olio rispetto ai composti FKM standard e abbiamo misurato un rigonfiamento volumetrico di 24-28% alla sua temperatura di esercizio di 70 °C, risultando completamente incompatibile. Abbiamo consigliato di passare a un olio sintetico PAO di grado alimentare con caratteristiche prestazionali simili. Dopo il cambio dell'olio e la sostituzione delle guarnizioni, il suo sistema ha funzionato per oltre 3 anni senza guasti legati alle guarnizioni.
Il problema del pacchetto additivo
La compatibilità dell'olio base è solo una parte dell'equazione. Gli oli per compressori moderni contengono pacchetti di additivi 5-15% che includono:
- Antiossidanti: Generalmente compatibile con FKM
- Additivi antiusura: Il dialchil ditiofosfato di zinco (ZDDP) può aumentare il rigonfiamento di 2-5%.
- Detergenti: Solfonati di calcio o magnesio, moderato aumento di rigonfiamento
- Dispersanti: I succinimmidi di poliisobutilene possono aumentare significativamente il rigonfiamento.
- Depressori del punto di scorrimento: Compatibilità variabile
- Inibitori di schiuma: Solitamente a base di silicone, impatto minimo
Questo è il motivo per cui non è possibile prevedere la compatibilità solo in base al tipo di olio base: è necessario testare l'olio formulato completo.
Variazioni regionali e di marca
Anche gli oli commercializzati con lo stesso nome generico (ad esempio, “olio sintetico per compressori PAO”) possono avere formulazioni diverse a seconda dei produttori o delle regioni. Le formulazioni degli oli europei, asiatici e nordamericani spesso differiscono nella composizione chimica degli additivi per soddisfare le normative locali e gli standard prestazionali.
Noi di Bepto disponiamo di un database di test di compatibilità con oltre 150 oli per compressori comunemente utilizzati, prodotti dai principali produttori mondiali. Quando i clienti specificano la marca e il tipo di olio, siamo spesso in grado di fornire immediatamente indicazioni sulla compatibilità con i nostri materiali di tenuta.
Come è possibile verificare la compatibilità dei materiali prima che si verifichi un guasto al sistema?
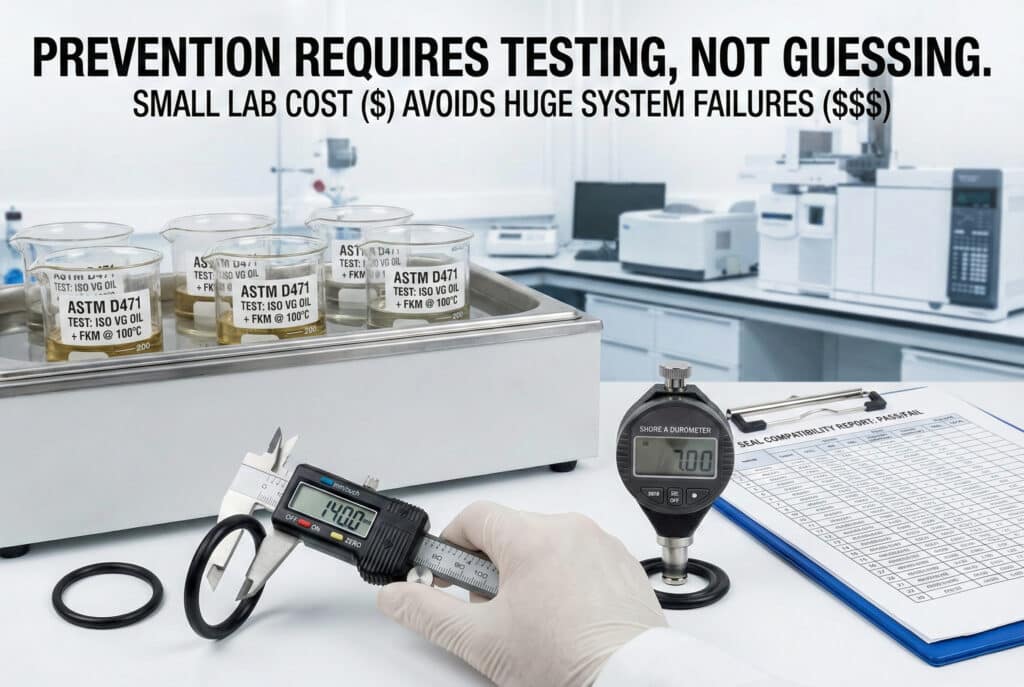
La prevenzione richiede test, non supposizioni. 🔬
Il test di compatibilità dei materiali secondo la norma ASTM D471 prevede l'immersione di campioni di guarnizioni nell'olio del compressore alla massima temperatura di esercizio per 70 ore (minimo), quindi la misurazione del rigonfiamento volumetrico, della variazione di durezza e della ritenzione della resistenza alla trazione. Il test professionale costa $200-500 per ogni combinazione di olio/materiale, ma previene $10.000-50.000+ in guasti al sistema e tempi di inattività. È possibile eseguire semplici test sul campo immergendo le guarnizioni di ricambio in campioni di olio riscaldato per 168 ore e misurando le variazioni dimensionali, anche se i test di laboratorio forniscono risultati più accurati e legalmente difendibili per applicazioni critiche.
Metodo di prova standard ASTM D471
Il test di compatibilità standard del settore segue questo protocollo:
1. Preparazione del campione
- Tagliare campioni standardizzati dal materiale di tenuta
- Misurare le dimensioni iniziali, il peso e la durezza
- Registrare le proprietà di base
2. Prova di immersione
- Immergere i campioni nell'olio di prova alla massima temperatura di esercizio.
- Durata standard: minimo 70 ore (preferibilmente 168 ore)
- Mantenere la temperatura a ±2 °C durante tutto il test.
3. Misurazioni post-immersione
- Rimuovere i campioni, asciugare l'olio dalla superficie
- Misurare entro 30 minuti dalla rimozione
- Registrare variazioni di volume, peso e durezza
- Opzionale: resistenza alla trazione, prova di allungamento
4. Interpretazione dei risultati
- Calcolare la percentuale di aumento di volume
- Valutare la variazione di durezza (durometro Shore A)
- Valutare le condizioni fisiche (crepe, ammorbidimento, appiccicosità)
Test sul campo Alternativa
Per i clienti che necessitano di risposte rapide senza costi di laboratorio, consigliamo questo test semplificato da eseguire sul campo:
Materiali necessari:
- 3-5 guarnizioni di ricambio per ciascun materiale da testare
- Campione di olio compressore effettivo (minimo 500 ml)
- Fonte di calore che mantiene la temperatura di prova (forno, piastra riscaldante con controllo della temperatura)
- Contenitori in vetro con coperchio
- Calibri o micrometri
- Durometro (durometro Shore A)
Procedura:
- Misurare e registrare le dimensioni iniziali e la durezza della guarnizione.
- Immergere le guarnizioni in olio riscaldato per 168 ore (1 settimana)
- Rimuovere, asciugare e misurare immediatamente le dimensioni e la durezza.
- Calcola la variazione percentuale
Criteri di accettazione:
- Aumento di volume <10%: accettabile
- Perdita di durezza <10 Shore A: accettabile
- Nessuna crepa visibile, appiccicosità o grave ammorbidimento
Quando eseguire i test
Prima della progettazione del sistema: Testare tutti i materiali candidati per le guarnizioni con gli oli specificati durante la fase di progettazione.
Dopo il cambio dell'olioOgni volta che si cambia marca o tipo di olio per compressori, verificare nuovamente la compatibilità anche se il nuovo olio è “equivalente”.”
Dopo guasti alle guarnizioni: In caso di guasti inspiegabili alle guarnizioni, testare campioni di olio prelevati sul campo: il degrado o la contaminazione dell'olio possono alterarne la compatibilità nel tempo.
Qualificazione di nuovi fornitori: Quando si qualificano nuovi fornitori di guarnizioni, verificare che i loro materiali soddisfino i requisiti di compatibilità con i vostri oli specifici.
Noi di Bepto offriamo test di compatibilità gratuiti per i clienti che specificano i nostri cilindri senza stelo in sistemi lubrificati ad olio. Inviateci un campione del vostro olio e i dettagli dell'applicazione: lo testeremo con i nostri composti sigillanti e vi forniremo un rapporto dettagliato sulla compatibilità entro 2 settimane.
Quali materiali alternativi per guarnizioni funzionano meglio con oli problematici?
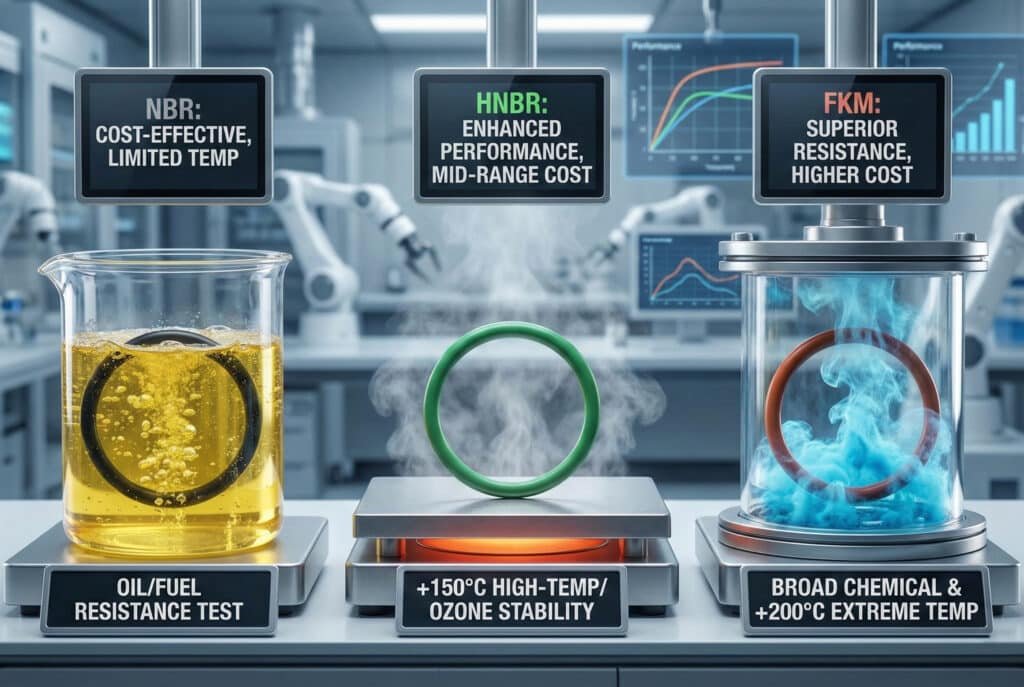
Quando FKM non è compatibile, esistono altre opzioni. 🔧
Il nitrile idrogenato (HNBR) offre un'eccellente compatibilità con la maggior parte degli oli sintetici, compresi il PAG e molti esteri, con tassi di rigonfiamento tipici compresi tra 5 e 12% in un'ampia gamma di composizioni chimiche degli oli, rendendolo la migliore alternativa generica all'FKM. Il perfluoroelastomero (FFKM) offre una resistenza chimica universale con un rigonfiamento <3% praticamente in tutti gli oli, ma costa 10-15 volte di più dell'FKM. Le guarnizioni in poliuretano funzionano bene con PAO e oli minerali (rigonfiamento 3-8%) e offrono una resistenza all'usura superiore, anche se hanno una capacità limitata alle alte temperature (<90 °C) rispetto alla resistenza a 200 °C dell'FKM.
Confronto tra materiali alternativi
| Materiale della guarnizione | Intervallo di temperatura | Compatibilità con gli oli | Onde tipiche (PAO/PAG/Ester) | Resistenza all'usura | Costo relativo | Disponibilità di Bepto |
|---|---|---|---|---|---|---|
| FKM (Viton) | Da -20 a 200 °C | Eccellente/Scarso/Scarso | 5% / 15% / 25% | Buono | $$$ | Standard |
| HNBR | Da -40 a 150 °C | Eccellente/Buono/Buono | 6% / 10% / 12% | Molto buono | $$ | Standard |
| FFKM (Kalrez) | Da -15 a 300 °C | Universale | 2% / 3% / 3% | Buono | $$$$$ | Ordine personalizzato |
| Poliuretano | Da -40 a 90 °C | Eccellente/Discreto/Scarso | 4% / 12% / 18% | Eccezionale | $$ | Standard |
| NBR (Nitrile) | Da -40 a 100 °C | Eccellente/Scarso/Scarso | 5% / 15% / 20% | Eccellente | $ | Standard |
HNBR: la soluzione versatile
La gomma nitrilica idrogenata (HNBR) è ottenuta mediante idrogenazione della gomma nitrilica standard, che satura la struttura polimerica e migliora notevolmente la resistenza al calore, all'ozono e la compatibilità chimica. L'HNBR mantiene l'eccellente resistenza agli oli della gomma nitrilica, aggiungendo però la compatibilità con oli sintetici più aggressivi.
Vantaggi dell'HNBR:
- Ampia compatibilità con gli oli (PAO, PAG, molti esteri)
- Buon intervallo di temperatura (da -40 a 150 °C)
- Eccellenti proprietà meccaniche
- Costo ragionevole (20-40% in più rispetto all'NBR)
- Disponibile in diversi gradi di durezza
Limiti dell'HNBR:
- Non adatto a temperature estreme (>150 °C)
- Resistenza chimica moderata (non universale come FFKM)
- Resistenza all'usura leggermente inferiore rispetto al poliuretano
Albero decisionale per la selezione dei materiali
Scegli FKM quando:
- Utilizzo di lubrificanti a base di PAO o olio minerale
- Funzionamento ad alta temperatura (>100 °C) richiesto
- Ottima resistenza chimica richiesta
- Compatibilità confermata tramite test
Scegliete l'HNBR quando:
- Utilizzo di oli sintetici a base di PAG o esteri
- Intervallo di temperatura da -40 a 150 °C adeguato
- Ampia compatibilità con gli oli richiesta
- Soluzione conveniente necessaria
Scegli FFKM quando:
- Compatibilità chimica universale richiesta
- Temperature estreme (>200 °C) riscontrate
- Tolleranza zero per i guasti alle guarnizioni
- Il budget consente un premio di 10-15 volte superiore rispetto all'FKM.
Scegli il poliuretano quando:
- Utilizzo di PAO o oli minerali
- Massima resistenza all'usura prioritaria
- Temperatura di esercizio <90 °C
- Presenza di ambiente abrasivo
Il processo di selezione dei materiali Bepto
Quando i clienti ci contattano in merito a sistemi pneumatici lubrificati a olio, seguiamo un approccio sistematico:
- Identificare l'olio: Marca, tipo e grado dell'olio per compressori
- Determinare le condizioni operative: Intervallo di temperatura, pressione, frequenza di ciclo
- Controlla il nostro database: Confronta con i nostri oltre 150 record di compatibilità degli oli
- Materiali consigliati: Fornire 2-3 opzioni compatibili con compromessi
- Offerta di test: Test di compatibilità gratuito se l'olio non è presente nel nostro database
- Documentazione di fornitura: Fornire dati di prova e certificazioni dei materiali
Questo approccio consultivo è il motivo per cui i nostri clienti ottengono una durata delle guarnizioni superiore del 40-60% rispetto ai ricambi OEM generici: adattiamo la composizione chimica delle guarnizioni alle condizioni operative effettive, invece di fornire semplicemente guarnizioni “standard”.
Conclusione
La compatibilità delle guarnizioni FKM con gli oli sintetici per compressori dipende dalle proprietà chimiche e deve essere verificata tramite test piuttosto che data per scontata, poiché combinazioni incompatibili di olio e guarnizione causano guasti rapidi indipendentemente dalla qualità della guarnizione o dalle pratiche di installazione. 🎯
Domande frequenti sulla compatibilità di FKM con gli oli sintetici
D: Posso usare guarnizioni in FKM con un nuovo olio sintetico se funzionavano bene con il mio vecchio olio minerale?
Non senza test: gli oli sintetici hanno strutture chimiche completamente diverse dagli oli minerali e la compatibilità con l'FKM varia notevolmente a seconda del tipo di olio sintetico. Gli oli sintetici PAO sono solitamente compatibili (simili agli oli minerali), ma gli oli sintetici PAG, esteri e altri possono causare un grave rigonfiamento. Verificare sempre la compatibilità prima di cambiare olio nei sistemi con guarnizioni in FKM, oppure prevedere la sostituzione delle guarnizioni con materiali compatibili dopo il cambio dell'olio.
D: Se le guarnizioni si sono già gonfiate a causa dell'uso di un olio incompatibile, si riprenderanno se passo a un olio compatibile?
È possibile un recupero parziale, ma il rigonfiamento causa danni permanenti, tra cui deformazione permanente, riduzione della reticolazione e alterazione delle proprietà fisiche. Le guarnizioni che hanno subito un rigonfiamento superiore a 15% devono essere sostituite anche dopo il passaggio a un olio compatibile, poiché hanno perso il 40-60% della loro potenziale durata di servizio. La prevenzione attraverso una corretta selezione dei materiali è molto più conveniente dal punto di vista economico rispetto al tentativo di recupero dopo un danno causato dall'incompatibilità.
D: Con quale frequenza devo ripetere il test di compatibilità delle guarnizioni oleose in un sistema esistente?
Ripetere il test ogni volta che si cambia marca o tipo di olio, anche se commercializzato come “equivalente”. Eseguire il test anche in caso di guasti inspiegabili alle guarnizioni: il degrado dell'olio, la contaminazione o l'esaurimento degli additivi possono modificare la compatibilità nel tempo. Per i sistemi critici, il campionamento annuale dell'olio e la verifica della compatibilità forniscono un preallarme in caso di problemi. Noi di Bepto consigliamo di eseguire il test almeno ogni 2-3 anni o immediatamente dopo qualsiasi modifica al sistema oleodinamico.
D: Le specifiche dei materiali fornite dal produttore delle guarnizioni garantiscono la compatibilità con il mio olio?
No, specifiche generiche come “FKM, 75 Shore A” non garantiscono la compatibilità con oli specifici perché le formulazioni FKM variano in modo significativo tra i diversi produttori. Richiedete sempre i dati effettivi dei test di compatibilità per il vostro olio specifico oppure eseguite voi stessi i test. I fornitori di guarnizioni affidabili dispongono di database di compatibilità e possono fornire rapporti di prova. Noi di Bepto forniamo la documentazione sulla compatibilità con gli oli per tutti i materiali delle guarnizioni che forniamo.
D: Posso combinare materiali di tenuta diversi nello stesso sistema pneumatico per ottimizzarlo per oli diversi?
Generalmente non consigliato: i sistemi pneumatici dovrebbero utilizzare materiali di tenuta uniformi per semplificare la manutenzione ed evitare confusione durante le riparazioni. Se sezioni diverse del sistema utilizzano oli diversi (cosa insolita), potrebbero essere necessari materiali di tenuta diversi, ma ciò richiede un'attenta documentazione e una codifica a colori per evitare errori di installazione. La soluzione migliore è selezionare un olio compatibile con un unico materiale di tenuta per l'intero sistema.
-
Scopri di più sulla struttura chimica e sulle applicazioni industriali dei fluoroelastomeri (FKM). ↩
-
Scopri le caratteristiche tecniche e i vantaggi dei lubrificanti sintetici PAO nei sistemi industriali. ↩
-
Accedi allo standard ufficiale per testare come i liquidi, come gli oli, influenzano le proprietà dei materiali in gomma. ↩
-
Comprendere la scala di durezza Shore A utilizzata per misurare la flessibilità e la resistenza delle guarnizioni elastomeriche. ↩
-
Scopri come la deformazione permanente influisce sulle prestazioni a lungo termine e sulla capacità di tenuta delle guarnizioni industriali. ↩
