

原因不明の機器故障、空気工具の性能不安定、過剰な空気消費にお困りではありませんか?こうした一般的な問題は、多くの場合、不適切に選定または保守されたFRLユニット(フィルター、レギュレーター、ルブリケーター)に起因します。適切なFRLソリューションを導入すれば、これらのコストのかかる問題を即座に解決できます。.
理想的なFRLユニットは、システムの流量要件に適合し、過度な圧力損失なく適切なろ過を提供し、精密な潤滑を実現し、既存設備とシームレスに統合されなければなりません。適切な選定には、ろ過性能と圧力損失の関係、オイルミスト調整の原理、モジュール式組立の考慮事項を理解することが必要です。.
昨年オハイオ州の製造工場を訪問した際、汚染問題により数か月ごとに空圧工具を交換している現場を目にしました。使用状況を分析し、適切なろ過機能を備えた適正サイズのFRLユニットを導入したところ、工具寿命が300%延長し、空気消費量は22%減少しました。空圧業界で15年以上培った知見を共有させてください。.
目次
- ろ過精度と圧力損失の関係の理解
- 潤滑器におけるオイルミスト供給量の適切な調整方法
- モジュラー式FRLアセンブリと設置のベストプラクティス
空圧システムにおいて、ろ過精度が圧力損失に与える影響は?
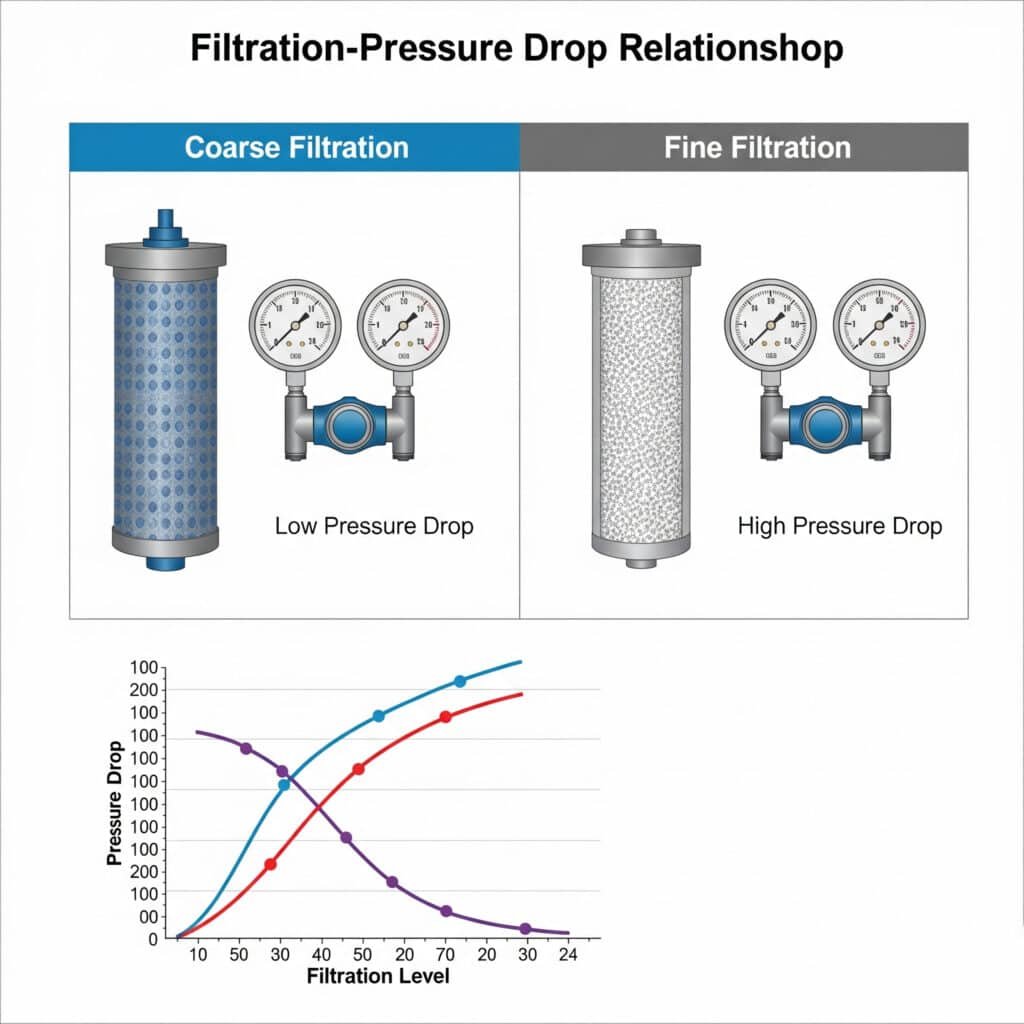
ろ過精度と圧力損失の関係は、空気品質のニーズとシステム性能要件のバランスを取る上で極めて重要である。.
より高いろ過精度(より小さいミクロン定格)は空気流量に対する抵抗を大きくし、フィルターエレメント全体の圧力損失を増加させます。この圧力損失は下流側の利用可能圧力を低下させ、工具の性能やエネルギー効率に影響を及ぼす可能性があります。この関係を理解することで、特定の用途に最適なろ過レベルを選択できます。.
ろ過圧力損失モデルの理解
ろ過精度と圧力損失の関係は、数学的にモデル化可能な予測可能なパターンに従う:
基本圧力損失式
フィルターの圧力損失は、以下の式で近似できる:
ΔP = k × Q² × (1/A) × (1/d⁴)
場所:
- ΔP = 圧力損失
- k = フィルタ係数(フィルタ設計に依存)
- Q = 流量
- A = フィルター表面積
- d = 平均細孔径(マイクロン等級に関連)
この方程式はいくつかの重要な関係性を明らかにしている:
- 圧力損失は流量の二乗に比例して増加する
- より小さな孔径(より高いろ過精度)は、圧力損失を劇的に増加させる
- より大きなフィルター表面積は圧力損失を低減する
ろ過グレードとその用途
異なる用途には特定のろ過レベルが必要です:
| ろ過グレード | マイクロン評価 | 代表的な用途 | 予想圧力損失* |
|---|---|---|---|
| 粗い | 40-5マイクロメートル | 一般的な工場用空気、基本工具 | 0.03~0.08バール |
| 中 | 5-1 μm | 空圧シリンダー、バルブ | 0.05~0.15バール |
| 結構です | 1-0.1マイクロメートル | 精密制御システム | 0.10~0.25バール |
| 超微細 | 0.1-0.01 μm | 計測機器、食品・医薬品 | 0.20~0.40バール |
| マイクロ | 0.01マイクロメートル未満 | 電子機器、呼吸用空気 | 0.30~0.60バール |
*定格流量時(清浄なエレメント使用時)
ろ過と圧力損失のバランス最適化
最適な濾過レベルを選択するには:
必要最小限のろ過レベルを特定する
– 機器メーカーの仕様書を参照してください
– 業界標準を考慮するISO 8573-11)
– 環境条件を評価するシステムの流量要件を計算する
– 全コンポーネントの消費量を合計する
– 適切な多様性係数を適用する
– 安全マージンを追加(通常30%)サイズフィルターを適切に設定する
– 必要流量を超える流量容量のフィルターを選択する
– 圧力損失を低減するため、大きめのサイズを検討する
– 多段ろ過オプションの評価フィルターエレメントの設計を検討する
– プリーツ構造により表面積が拡大
– 凝集フィルター2 粒子と液体の両方を取り除く
– 活性炭フィルターは臭気や蒸気を除去します
実践例:ろ過-圧力損失解析
先月、ミネソタ州の医療機器メーカーから、組立設備の性能が不安定であるとの相談を受けました。既存の5ミクロンフィルターは、ピーク流量時に0.4バールの圧力損失を引き起こしていました。.
彼らの申請書を分析することにより:
- 要求される空気品質:ISO 8573-1 クラス 2.4.2
- システム流量要件:850 NL/min
- 最低作動圧力:5.5バール
二段階のろ過ソリューションを導入しました:
- 第一段階:5ミクロン汎用フィルター
- 第二段階:0.01マイクロン高効率フィルター
- 両方のフィルターは1500 NL/minの容量に対応するサイズである
結果は印象的だった:
- 合計圧力損失が0.25バールに低減
- 空気品質がISO 8573-1クラス1.4.1に改善された。
- 装置の性能が安定した
- エネルギー消費量が8%削減されました
圧力損失の監視と保守
最適なろ過性能を維持するには:
圧力差インジケーターを設置する
– 視覚的なインジケーターが、部品の交換時期を示します
– デジタルモニターはリアルタイムデータを提供します
– 一部のシステムは遠隔監視機能を提供しています定期的なメンテナンス計画を策定する
– 過度の圧力損失が発生する前に部品を交換する
– 間隔を設定する際には、流量と汚染レベルを考慮する
– 時間の経過に伴う圧力低下の傾向を記録する自動排水システムを導入する
– 結露の蓄積を防ぐ
– メンテナンス要件を削減する
– 安定した性能を確保する
空気工具の最適な潤滑のために、オイルミスト供給をどのように調整すべきか?
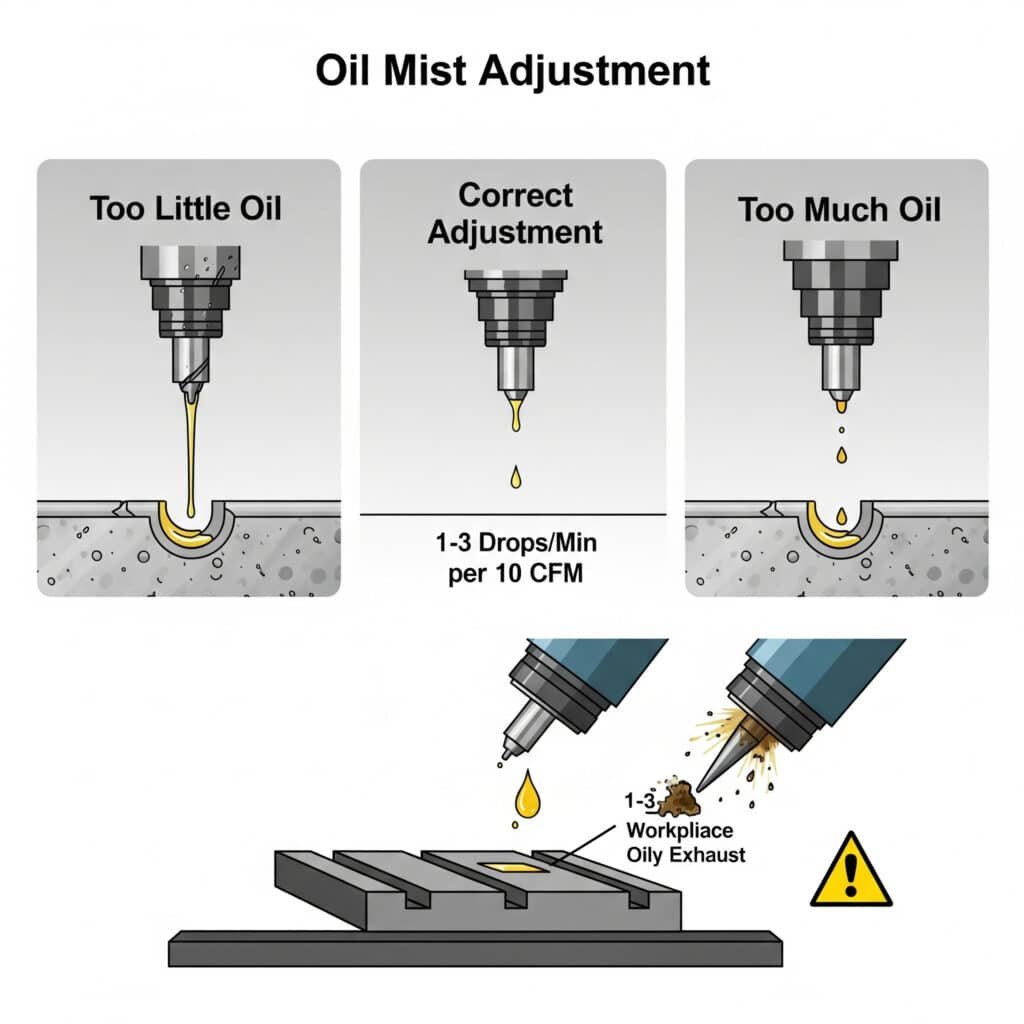
適切なオイルミスト調整により、空気工具は過剰なオイル消費や環境汚染なしに十分な潤滑を受けられます。.
潤滑器のオイルミスト調整は、作動条件下において、空気流量10 CFM(280 L/min)あたり毎分1~3滴のオイルを供給するように設定すべきである。オイル不足は工具の早期摩耗を招き、過剰なオイルは潤滑剤の浪費、加工品の汚染、環境問題を引き起こす。.
空気潤滑の基礎を理解する
空気圧部品の適切な潤滑は、以下の点において不可欠です:
- 摩擦と摩耗の低減
- 腐食の防止
- シール類の維持管理
- パフォーマンスの最適化
- 設備の寿命延長
オイルミスト調整基準とガイドライン
業界標準は適切な潤滑に関する指針を提供します:
ISO 8573-1 油分含有量分類
| ISOクラス | 最大油分含有量(mg/m³) | 代表的な用途 |
|---|---|---|
| クラス1 | 0.01 | 半導体、医薬品 |
| クラス2 | 0.1 | 食品加工、重要計装 |
| クラス3 | 1 | 一般空圧機器、標準自動化機器 |
| クラス4 | 5 | 重工業用工具、一般製造業 |
| クラスX | 5 | 基本的なツール、重要度の低いアプリケーション |
推奨オイル供給量
オイル配送の一般的なガイドラインは以下の通りです:
- 10 CFM(280 L/min)の空気流量あたり、1分間に1~3滴
- 特定の工具メーカーの推奨事項に基づいて調整してください
- 高速または高負荷用途ではわずかに増加する
- 間欠使用用途向けに削減
オイルミスト調整手順(段階別)
精密なオイルミスト調整には、以下の標準手順に従ってください:
必要な油供給量を決定する
– 工具メーカーの仕様を確認する
– システムの空気消費量を計算する
– デューティサイクルと動作条件を考慮する適切な潤滑油を選択してください
– ISO VG3 32 一般用途向け
– 高温用途向け ISO VG 46
– 食品加工用食品グレードオイル
– 過酷な環境向け合成油初期調整を設定
– 潤滑器のボウルを推奨レベルまで満たす
– 調整ノブを中央の位置に設定する
– システムを常圧・通常流量で運転する微調整を行う
– 視認ドームを通して滴下速度を観察する
– 作動中の1分あたりの滴下数を計測する
– 制御ノブを適宜調整してください
– 調整の合間に安定化のため5~10分間空ける適切な潤滑を確認する
– 工具排気口に軽い油ミストがないか確認する
– 慣らし運転期間終了後、工具内部を点検する
– オイル消費率を監視する
– ツールの性能に応じて必要に応じて調整する
一般的なオイルミスト調整の問題と解決策
| 問題 | 考えられる原因 | 解決策 |
|---|---|---|
| 石油の供給なし | 調整が低すぎる、通路が詰まっている | 設定を上げる、潤滑器を清掃する |
| 過剰なオイル消費 | 調整が高すぎる、損傷したサイトドーム | 設定を下げ、損傷した部品を交換する |
| 不安定なオイル供給 | 気流の変動、オイルレベル低下 | 気流を安定させ、適切なオイルレベルを維持する |
| オイルが適切に霧化しない | 不適切なオイル粘度、空気流量不足 | 推奨オイルを使用し、最低流量を確保してください |
| オイル漏れ | 損傷したシール、過度に締め付けられたボウル | シールを交換し、手で締めるだけにしてください |
事例研究:オイルミスト最適化
最近、ミシガン州の自動車部品メーカーと協力しました。同社ではインパクトレンチの早期故障が発生していました。既存の潤滑システムが不安定なオイルミストを供給していたため、工具の損傷を引き起こしていたのです。.
申請内容を分析した結果:
- 空気消費量:工具1台あたり25 CFM
- デューティサイクル:60%
- 作動圧力:6.2バール
以下の変更を実施しました:
- 適切なサイズのベプト潤滑器を設置した
- 選定済み ISO VG 32 空圧油
- 初期供給速度を毎分3滴に設定する
- 週次検証手順を実施した
結果は顕著であった:
- 工具寿命が3ヶ月から1年以上に向上した
- 石油消費量が40%減少した
- 年間維持費が12,000円減少した
- 工具の故障が減少したため、生産性が向上した
用途別オイル選定ガイドライン
| 申請の種類 | 推奨オイルタイプ | 粘度範囲 | 配達率 |
|---|---|---|---|
| 高速工具 | 合成空気圧油 | ISO VG 22-32 | 10 CFMあたり2~3滴/分 |
| インパクトツール | 空気圧工具用オイル EP添加剤4 | ISO VG 32-46 | 10 CFMあたり2~4滴/分 |
| 精密機構 | 低粘度合成 | ISO VG 15-22 | 10 CFMあたり1~2滴/分 |
| 低温環境 | 低流動点合成油 | ISO VG 22-32 | 10 CFMあたり2~3滴/分 |
| 食品加工 | 食品用(H1)潤滑剤 | ISO VG 32 | 10 CFMあたり1~2滴/分 |
モジュラー式FRLアセンブリの組立・設置におけるベストプラクティスとは?
モジュラー式FRLユニットの適切な組立と設置は、最適な性能、容易なメンテナンス、およびシステムの長期使用を保証します。.
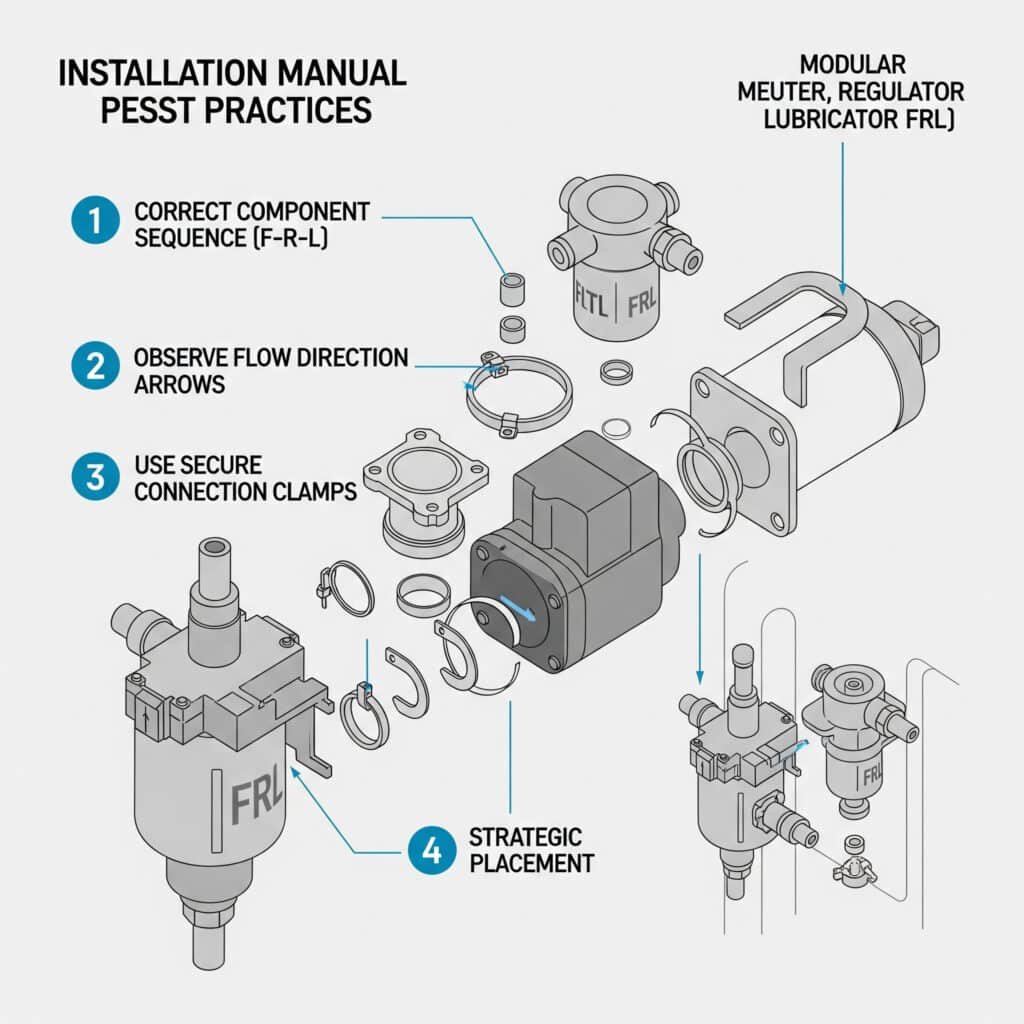
モジュラー式FRLアセンブリでは、部品の配置順序の慎重な計画、流れ方向の適切な向き、確実な接続方法、および空気圧システム内での戦略的な配置が必要です。組み立てと設置におけるベストプラクティスに従うことで、漏れを防止し、適切な機能を確保し、将来のメンテナンスを容易にします。.
モジュラー式FRLコンポーネントの理解
現代のFRLユニットはモジュール設計を採用しており、いくつかの利点を提供します:
- 組み合わせ可能な機能
- 容易な拡張
- 簡素化されたメンテナンス
- 省スペース設置
- 潜在的な漏洩箇所を削減
コンポーネントの順序と構成に関するガイドライン
FRLコンポーネントの適切な順序は、最適な性能にとって極めて重要です:
標準構成(流れ方向:左から右)
フィルター
– 汚染物質を除去する最初の構成要素
– 下流のコンポーネントを保護します
– 様々なろ過精度でご利用いただけます規制機関
– 圧力を制御し安定させる
– 保護のためフィルターの後方に配置
– 圧力計またはインジケーターを含む場合がある潤滑器
– アセンブリの最終コンポーネント
– 空気流に制御されたオイルミストを添加する
– 端末機器から10フィート以内であるべき
追加コンポーネント
基本的なF-R-L構成に加えて、以下の追加モジュールを検討してください:
- ソフトスタート弁
- ロックアウト/タグアウトバルブ
- 電子式圧力スイッチ
- 流量制御弁
- 圧力ブースター
- 追加のろ過段階
モジュール式組立手順ガイド
モジュラー式FRLユニットを正しく組み立てるには、以下の手順に従ってください:
構成を計画する
– 必要なコンポーネントを決定する
– 流量容量の適合性を確認する
– ポートサイズがシステム要件に合致していることを確認する
– 将来の拡張ニーズを考慮する部品を準備する
– 輸送中の損傷を確認する
– 保護キャップを外す
– Oリングが正しく装着されていることを確認する
– 可動部が自由に動作することを確認するモジュールを組み立てる
– 接続機能の調整
– 接合クリップを挿入するか、接続ボルトを締め付ける
– メーカー指定のトルク仕様に従ってください
– モジュール間の安全な接続を確認するアクセサリーを取り付ける
– 圧力計を取り付ける
– 自動排水管を接続する
– 圧力スイッチまたはセンサーを設置する
– 必要に応じて取り付けブラケットを追加してくださいアセンブリをテストする
– 徐々に加圧する
– 漏れがないか確認する
– 各コンポーネントの正常な動作を確認する
– 必要な調整を行う
インストールに関するベストプラクティス
最適なFRL性能を得るためには、以下の設置ガイドラインに従ってください:
取り付けに関する考慮事項
- 身長: 適切な高さ(通常は床から4~5フィート)に設置してください
- アクセシビリティ調整とメンテナンスのための容易なアクセスを確保する
- オリエンテーション: 縦向きに取り付け、ボウルを下向きに
- クリアランスボウルを取り外すための十分なスペースを確保してください
- サポート適切な壁掛けブラケットまたはパネル取付を使用してください
配管に関する推奨事項
- 吸込配管最小圧力損失のためのサイズ(通常、FRLポートより1サイズ大きい)
- 排出口配管ポートサイズを最小限に一致させる
- バイパスラインメンテナンス用にバイパスを設置することを検討してください
- フレキシブル接続振動が発生する場所で使用してください
- 勾配流れの方向にわずかな下り勾配を設けることで、凝縮水の排出を助ける
特別な設置上の考慮事項
- 高振動環境柔軟なコネクタを使用し、確実に固定する
- 屋外設置: 直接的な天候への曝露から保護する
- 高温区域周囲温度が仕様範囲内であることを確認する
- 複数の支線個別の制御機構を備えた多様体システムを考慮する
- 重要アプリケーション冗長なFRL経路を設置する
モジュラー式FRLトラブルシューティングガイド
| 問題 | 考えられる原因 | 解決策 |
|---|---|---|
| モジュール間の空気漏れ | 損傷したOリング、緩んだ接続部 | Oリングを交換し、接続部を再締め付けする |
| 圧力変動 | 小型レギュレーター、過剰流量 | レギュレーターのサイズを大きくする、制限がないか確認する |
| フィルターにもかかわらずシステム内に水がある | 飽和要素、バイパス流量 | 部品を交換し、適切なサイズであることを確認する |
| アセンブリ全体の圧力損失 | 詰まったエレメント、小さすぎる部品 | エレメントを清掃または交換する、部品サイズを大きくする |
| 設定の維持が困難 | 振動、損傷した部品 | ロック機構を追加する、部品を修理または交換する |
事例研究:モジュラーシステムの実装
最近、ペンシルベニア州の包装機器メーカーが空気圧システムの再設計を行うのを支援しました。既存のシステムはねじ込み接続の個別部品を使用しており、頻繁な漏れと困難なメンテナンスを引き起こしていました。.
モジュラー式Bepto FRLシステムを導入することにより:
- ステーションあたりの組立時間が45分から10分に短縮
- リークポイントが65%減少した
- メンテナンス時間を75%削減
- システム圧力の安定性が大幅に改善された
- 将来の修正ははるかに簡単になった
モジュール設計により、彼らは以下のことが可能となった:
- 複数のマシン間でコンポーネントを標準化する
- 予備部品の在庫を減らす
- 必要に応じてシステムを迅速に再構成する
- 大幅な改修なしで機能を追加する
モジュラー拡張計画
FRLシステムの設計時には、将来のニーズを考慮してください:
成長のためのサイズ
– 将来の拡張を見据えた流量容量を備えたコンポーネントを選択する
– 空気消費量の増加を見込む追加モジュール用のスペースを確保する
– 拡張のための物理的なレイアウトを計画する
– 現在の構成を文書化するモジュール式プラットフォームを標準化する
– メーカーとシリーズを統一して使用してください
– 共通部品の在庫管理システムを文書化する
– 詳細な組立図を作成する
– 圧力設定と仕様を記録する
– メンテナンス手順を策定する
結論
適切なFRLユニットの選定には、ろ過精度と圧力損失の関係を理解し、最適な潤滑のためのオイルミスト調整を習得し、モジュール式組立・設置のベストプラクティスに従うことが必要です。これらの原則を適用することで、空気圧システムの性能を最適化し、メンテナンスコストを削減し、設備寿命を延長できます。.
FRLユニット選択に関するよくある質問
フィルター、レギュレーター、潤滑器ユニットの取り付け順序はどのようになりますか?
正しい取り付け順序は、フィルター→レギュレーター→ルブリケーター(F-R-L)です。この順序により、空気が圧力レギュレーターに到達する前に汚染物質が除去され、レギュレーターで調整された空気圧が安定してからルブリケーターによって油が添加されます。部品を誤った順序で取り付けると、レギュレーターの損傷、圧力変動、または不適切な潤滑を引き起こす可能性があります。.
空気圧システムに適したサイズのFRLをどのように決定すればよいですか?
適切なFRLサイズを決定するには、システムの最大空気流量要件をCFMまたはL/minで計算し、この要件より少なくとも25%高い流量容量を持つFRLを選択してください。FRLの圧力損失(ライン圧力の10%未満であるべき)、配管に適合するポートサイズ、および最も敏感な部品に基づくろ過要件を考慮してください。.
FRLユニットのフィルターエレメントはどのくらいの頻度で交換すべきですか?
フィルターエレメントは、差圧計が過大な圧力損失(通常10 psi/0.7 bar)を示した場合、または空気品質と使用状況に基づく時間ベースのメンテナンススケジュールに従って交換する必要があります。一般的な産業環境では、交換間隔は月次から年次まで幅があります。汚染レベルが高いシステムや重要な用途では、より頻繁な交換が必要となる場合があります。.
空気式潤滑器には、どんな種類の油でも使用できますか?
いいえ、空気圧システム用に特別に設計されたオイルのみを使用してください。これらのオイルは適切な粘度(通常ISO VG 32または46)を持ち、防錆剤および酸化防止剤を含み、適切に霧化されるように配合されています。油圧オイル、モーターオイル、または汎用潤滑剤は絶対に使用しないでください。これらはシールを損傷し、堆積物を発生させ、空気圧システムで正しく霧化されない可能性があります。.
FRLアセンブリにおける過剰な圧力損失の原因は何ですか?
FRLアセンブリにおける過剰な圧力損失は、通常、流量要件に対して部品サイズが小さすぎる場合、フィルターエレメントの詰まり、バルブの部分閉状態、コネクターやアダプターの狭窄、レギュレーターの不適切な調整、または部品内部の損傷によって引き起こされます。定期的なメンテナンス、適切なサイズ選定、圧力差インジケーターの監視により、これらの問題の予防と特定が可能となります。.
空気工具が適切に潤滑されているかどうか、どのように確認すればよいですか?
適切に潤滑された空圧工具は、排気口付近の清潔な表面に暗い背景が映るか、わずかな油っぽさを感じる程度の微細な油霧を排出する。工具は過度の発熱なく滑らかに作動すべきである。潤滑不足は動作の鈍化と早期摩耗を招き、潤滑過多は排気口からの大量の油排出と加工物の汚染を引き起こす可能性がある。.
-
ISO 8573-1の概要を提供する。この国際規格は、圧縮空気の純度クラスを、粒子、水分、油分に関して規定するものであり、空気の測定位置がシステム内のどこであるかに依存しない。. ↩
-
凝集フィルターの仕組みを説明する。このフィルターは、圧縮空気中の微細な水または油エアロゾルを除去するために設計されており、小さな液滴を集めて(凝集させて)より大きな液滴とし、その後排出できるようにする。. ↩
-
ISO粘度等級(VG)システムについて説明します。これは国際規格(ISO 3448)であり、工業用潤滑油を40°Cにおける動粘度に基づいて分類するものです。. ↩
-
極圧(EP)添加剤の機能を詳細に説明する。これは潤滑油に添加される化合物であり、高負荷条件下で金属表面の壊滅的な摩耗や焼き付きを防止するため、保護膜を形成する。. ↩
