

はじめに
シリンダーは滑らかで静かに減速しますが、その後奇妙な現象が発生します——ピストンが最終位置に落ち着く前に5~10mm後方へ跳ね返るのです。システムが振動するたびに各サイクルで0.3~0.8秒が浪費され、位置決め精度が低下し、高精度作業が不可能になります。より多くの減衰が有効と考えクッション性を強化しましたが、跳ね返りが悪化するだけでした。🔄
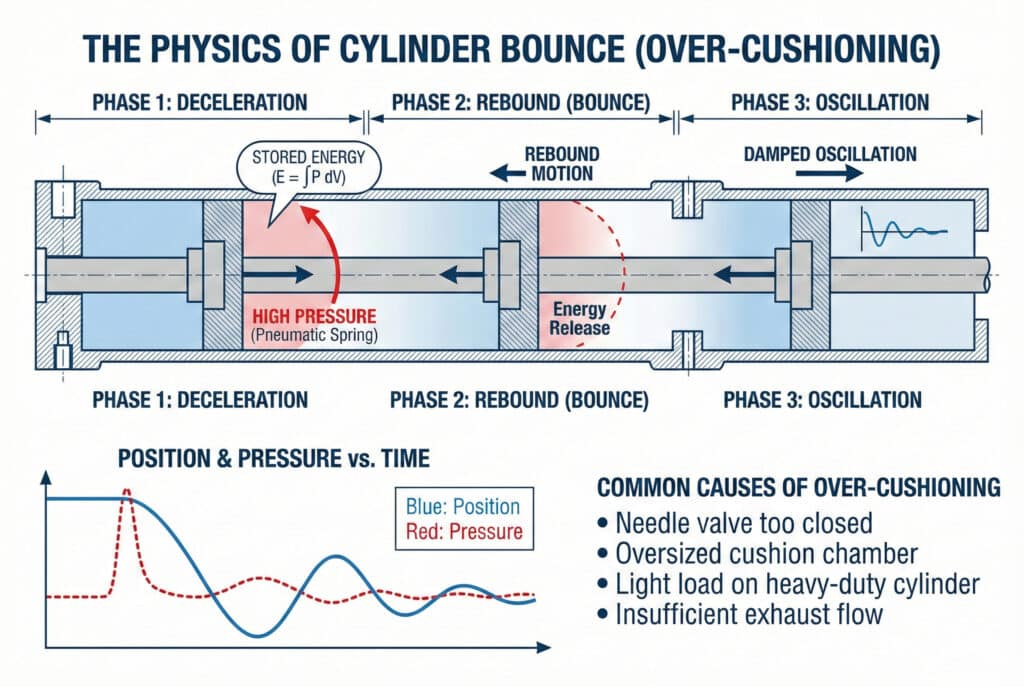
バウンス現象は、過剰なクッション圧力により反発力が発生し、初期減速後にピストンを後方へ押し戻すことで生じる。原因としては、ニードルバルブの過閉、クッション室の過大、あるいは軽負荷に対する減衰不整合が挙げられる。 バウンスは2~15mmの逆方向動作と、その後1~3回の振動を経て安定する現象として現れ、サイクルタイムを0.2~1.0秒延長し、位置決め精度を300~500%低下させる。最適なクッション設定では、適切な減衰係数調整により0.3秒未満での安定化と2mm未満のオーバーシュートを実現する。.
3週間前、マサチューセッツ州の精密電子機器組立工場で制御エンジニアを務めるマイケルと共同作業を行った。彼のピックアンドプレイスシステムは部品位置決め用にロッドレスシリンダーを使用しており、±0.1mmの精度が要求されていた。強化クッション機能付き「プレミアム」シリンダーを導入後、位置決め精度は±0.8mmに低下し、サイクルタイムは35%増加した。 問題はシリンダー自体ではなく、過剰なクッション性が制御不能なバウンドを引き起こし、視覚システムが補正できなかった点にあった。これによりライン効率は22%低下し、週当たり15,000ドル以上の生産損失が発生した。📊
目次
- 空気圧シリンダーにおけるバウンス現象の原因は何か?
- 過剰なクッション性が振動と不安定性を生む仕組みとは?
- シリンダーバウンスの性能への影響とは何か?
- 適切なクッション調整によって跳ね返りをどのように解消しますか?
- 結論
- シリンダーバウンスに関するよくある質問
空気圧シリンダーにおけるバウンス現象の原因は何か?
バウンドの背後にある物理的原理を理解することで、過剰なクッション性がなぜ望ましい性能とは逆の効果を生むのかが明らかになる。⚙️
バウンスは、緩衝圧力が滑らかな減速に必要な力を超えた際に発生し、速度がゼロに達した後、ピストンを後方へ押し戻す空気ばねとして作用する残留圧力を生み出す。主な原因には以下が含まれる: ニードルバルブ1 最適設定を超えて閉じられた状態(150-300%の過剰な背圧を発生)、負荷に対して過大に設計されたクッションチャンバー(軽量負荷に重負荷用シリンダーを使用する場合に多発)、または対向チャンバーからの排気流量不足による圧力不均衡。閉じ込められた空気は圧縮スプリングとして機能し、5-20ジュールのエネルギーを蓄積し、反動運動として解放される。.
空気ばね効果
クッション室は過圧縮時にエネルギー貯蔵装置となる:
エネルギー貯蔵機構:
- 過剰なクッションは減速に必要な量を超えて空気を圧縮する
- 圧縮空気貯蔵庫 弾性ポテンシャルエネルギー2 (E = ∫P dV)
- ピストン速度がゼロに達しても、蓄積されたエネルギーは残る
- 圧力差がピストンを後方へ押し戻す
- ピストンが逆方向に跳ね返る
エネルギー計算例:
- クッション室:100 cm³
- 初期圧力:100 psi
- 過度のクッション圧力:600 psi(過剰)
- 蓄積エネルギー:約12ジュール
- 結果:15kgの負荷で8~12mmの跳ね上がり
よくあるバウンスの原因
過剰なクッション化には複数の要因が関与している:
| 原因 | メカニズム | 典型的なバウンス | 解決策 |
|---|---|---|---|
| ニードルバルブが閉じすぎている | 過剰な背圧の蓄積 | 5~15mm、2~3振動 | バルブを1~3回転開ける |
| 大型クッション室 | 圧縮量が過剰です | 3~8mm、1~2振動 | チャンバーを縮小するか質量を追加する |
| 重負荷用シリンダーへの軽負荷 | より重い質量向けに設計されたクッション性 | 8-20mm、3-5振動 | 減衰力を調整するかシリンダーを交換する |
| 反対側からの排気ガスがゆっくり漏れる | 圧力不均衡が沈降を防止する | 2-5mm、低速振動 | 排気流量を増やす |
| システム圧力過大 | クッション圧力の増加 | 4-10mm、2-3振動 | 作動圧力を減らす |
負荷不整合シナリオ
バウンスの深刻度は、荷重とクッションの不一致によって増加する:
高負荷用シリンダー(軽負荷対応):
- 30kgの荷重用に設計されたクッション
- 実負荷:8kg(設計値27%)
- クッション圧力:必要値の3.7倍
- 結果:深刻なバウンド(12~18mm)
適切な負荷を伴う標準シリンダー:
- 15kgの荷重用に設計されたクッション
- 実負荷:12kg(設計値80%)
- クッションの圧力:やや高め
- 結果:最小限の跳ね返り(1~3mm)
跳躍時の圧力動態
圧力挙動を理解することで、バウンスサイクルが明らかになる:
フェーズ1 – 減速:
- クッション圧力が400~800 psiに上昇する
- 吸収された運動エネルギー
- ピストン速度がゼロに減少する
- 持続時間:0.05~0.15秒
フェーズ2 – リバウンド:
- 残留クッション圧力(300-600 psi)が対抗力を上回る
- ピストンが後方へ加速する
- クッション室が拡張し、圧力が低下する
- 持続時間:0.08~0.20秒
フェーズ3 – 振動:
- ピストンが再び方向を反転する
- 減衰振動が続く
- 振幅は周期ごとに減少する
- 持続時間:0.15~0.60秒(安定するまで)
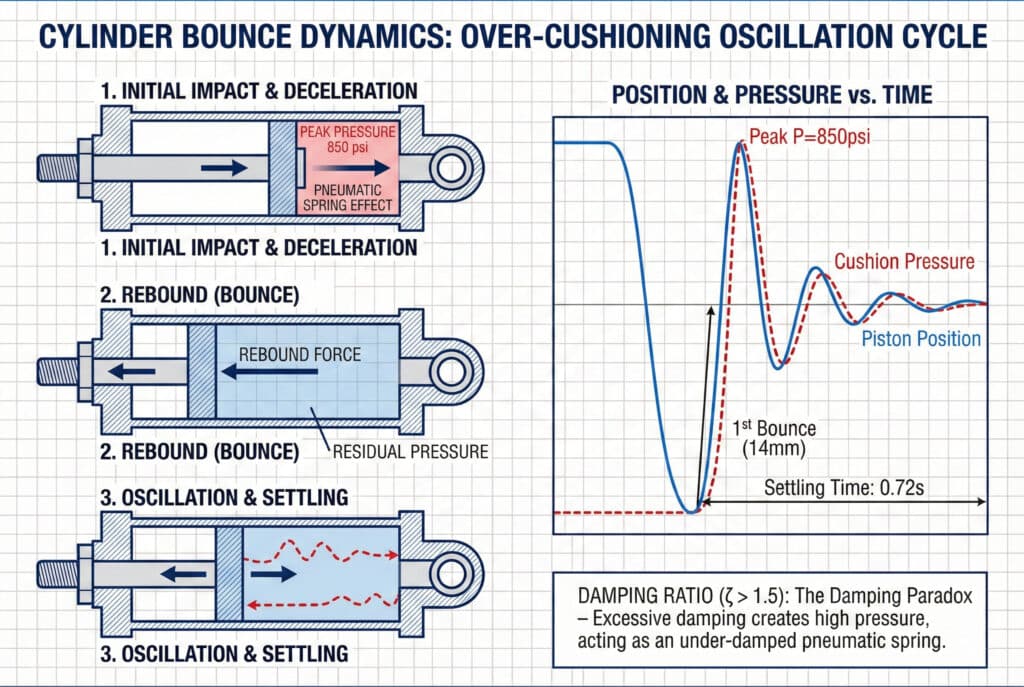
マイケル氏のマサチューセッツ州電子機器工場では、6kgの負荷でクッション圧力が850psiに達することを測定しました。これは滑らかな減速に必要な220psiのほぼ4倍です。この過剰圧力は15ジュールのエネルギーを蓄積し、14mmのバウンドとして解放されました。💡
過剰なクッション性が振動と不安定性を生む仕組みとは?
過減衰システムの力学は、バウンスがなぜ連鎖的な性能問題を引き起こすのかを明らかにする。📉
過剰なクッション性は、エネルギーの蓄積と解放サイクルを通じて振動を生じさせる。過剰な減衰力が質量を急激に減速させるため、残留圧力がピストンを後方へ反発させ、これが反対側のチャンバーを圧縮して逆クッション効果を生み出す。これにより、安定するまでに2~5回の減衰振動が発生する。 システムは高い減衰係数を持つにもかかわらず、空気ばね効果(圧縮空気)が挙動を支配するため、減衰不足のばね質量系として振る舞う。振動周波数は通常2~8Hz、減衰時間定数はシステムの質量と圧力に応じて0.2~0.8秒となる。.
振動サイクル
バウンスは繰り返される動きのパターンを生み出す:
典型的なバウンスシーケンス:
- フォワードストローク: ピストンは終端位置に1.0~2.0 m/sで接近する
- 初期減速: クッション作動、速度がゼロに低下(0.08秒)
- 最初の跳ね返り: ピストンが後方へ8~12mm反発する(0.12秒)
- 第二減速: 逆転動作停止、ピストン前進(0.10秒)
- 二度目の跳ね返り: より小さな反発 3-5mm (0.10秒)
- 第三の振動: さらに1~2mm(0.08秒)削減
- 最終的な決着: 振動減衰(0.15秒)
- 総沈降時間: 0.63秒(最適値0.15秒に対して)
跳躍の数学モデル
運動方程式:
$$
m \frac{d^{2}x}{dt^{2}} + c \frac{dx}{dt} + kx = 0
$$
場所:
- m = 移動質量 (kg)
- c = 減衰係数 (N・s/m)
- k = 空気ばね定数 (N/m)
- x = 位置変位 (m)
減衰比4:
$$
\zeta = \frac{c}{2\sqrt{m k}}
$$
減衰比による跳ね返り挙動
- ζ < 0.7: 減衰不足、わずかなオーバーシュートを伴う高速応答(最適)
- ζ = 1.0: 臨界減衰、オーバーシュートなしの最速応答(理想的)
- ζ > 1.0: 過減衰、オーバーシュートのない緩やかな減衰
- ζ > 1.5: 過剰減衰によりバウンスパラドックスが発生する
逆説:非常に高い減衰係数は過大な圧力を生み出し、空気ばね効果が支配的となるため、高い減衰にもかかわらずシステムは実質的に減衰不足となる!
周波数と振幅の分析
振動特性はシステムの挙動を明らかにする:
| システム質量 | ばね定数 | 固有振動数 | 跳動振幅 | 沈静時間 |
|---|---|---|---|---|
| 5キログラム | 40,000 N/m | 14.2 ヘルツ | 12-18mm | 0.6~0.9秒 |
| 10キログラム | 50,000 N/m | 11.2ヘルツ | 8-14mm | 0.5~0.7秒 |
| 20キログラム | 60,000 N/m | 8.7ヘルツ | 5~10mm | 0.4-0.6秒 |
| 40キログラム | 70,000 N/m | 6.6ヘルツ | 3~6mm | 0.3~0.5秒 |
質量が大きいほど跳動振幅と周波数は減少するが、減衰時間は増加する——これはクッション性能の最適化における複雑なトレードオフを示している。.
圧力不均衡の力学
対向するチャンバー圧力がバウンスの深刻度に影響する:
バランス排気(最適):
- 前方チャンバー:大型ポートによる急速排気
- クッション室:制御された制限
- 減速後の圧力差:最小限
- 結果:最小限の跳ね返りでクリーンな停止
制限付き排気(問題あり):
- 前方室:小さなポートを通じた緩やかな排気
- クッション室:高圧の蓄積
- 圧力差:大きな不均衡
- 結果:圧力が均等化する際に激しい跳ね返りが生じる
マイケルによるシステム分析:
我々は彼のマサチューセッツシリンダーに圧力センサーを取り付けた:
測定圧力プロファイル:
- 衝撃時の前室圧力:95 psi(通常)
- クッション室ピーク圧力:850 psi(過剰)
- バウンス時の前方チャンバー圧力:78 psi(遅延排気)
- 圧力差:772 psi(走行バウンス)
- バウンス振幅:14mm
- 振動周波数:6.8 Hz
- 定常時間:0.72秒
データは明らかに、過剰なクッション性と不十分な前方チャンバー排気が組み合わさり、深刻なバウンスを引き起こしていることを示した。🔬
シリンダーバウンスの性能への影響とは何か?
バウンスは連鎖的な問題を引き起こし、サイクルタイム、精度、設備寿命に影響を与えます。⚠️
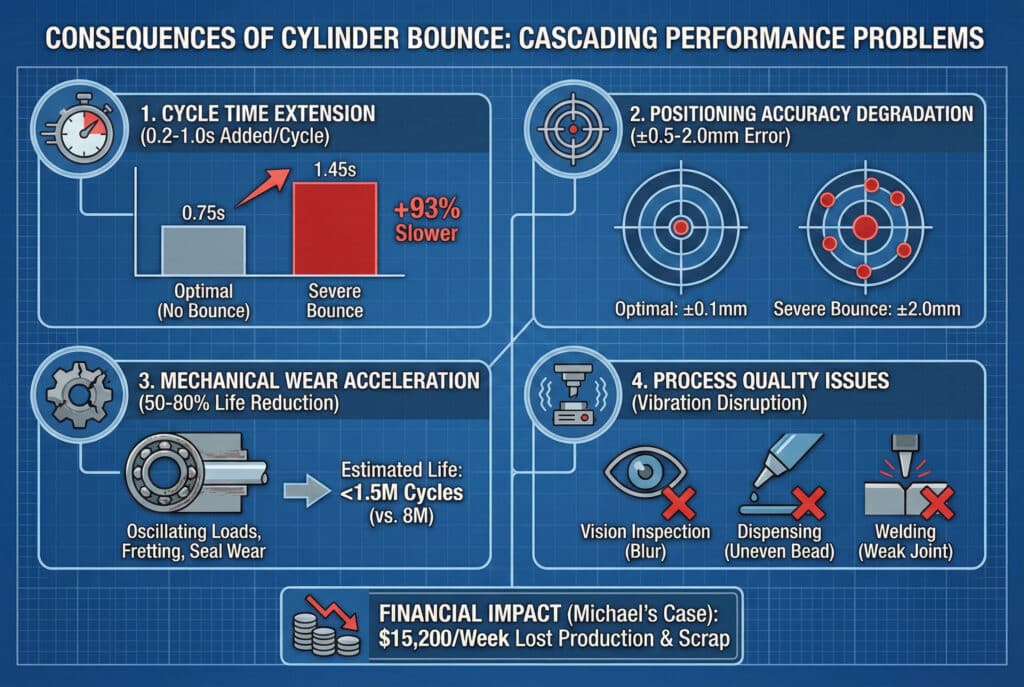
シリンダーバウンスは、以下の要因により性能を低下させる:・安定化時間の延長(1サイクルあたり0.2~1.0秒の増加)・位置決め精度の低下(バウンス時:±0.5~2.0mmの誤差/バウンスなし時:±0.1~0.3mm)・機械的摩耗の増加(振動荷重によりベアリングとガイドへの負荷が滑らかな停止時と比べて3~5倍に増加) および工程品質問題(安定化時の振動がディスペンシング、溶接、視覚検査などの精密作業を妨げる)を引き起こします。高速生産ではバウンスによりスループットが15~35%低下する一方、精密用途では不良率が50~200%増加します。.
サイクルタイムへの影響
バウンスは直接サイクルの持続時間を延長します:
時間解析例(シリンダー速度1.5m/s):
バウンスなし:
– 加速: 0.15秒
– 一定速度: 0.40秒
– 減速:0.12秒
– 沈降時間: 0.08秒
– 合計: 0.75秒適度な反発力:
– 加速: 0.15秒
– 一定速度: 0.40秒
– 減速:0.12秒
– 振動による沈降:0.45秒
– 合計: 1.12秒 (49%より遅い)激しい跳ね返りと共に:
– 加速: 0.15秒
– 一定速度: 0.40秒
– 減速:0.12秒
– 振動による安定化時間:0.78秒
– 合計: 1.45秒 (93%遅い)
測位精度の劣化
バウンスにより正確な位置決めは不可能となる:
| バウンスの深刻度 | 振幅 | 振動 | 最終位置誤差 | 再現性 |
|---|---|---|---|---|
| なし(最適) | 2mm未満 | 0-1 | ±0.1mm | ±0.05mm |
| わずかに | 2~5mm | 1-2 | ±0.3mm | ±0.15mm |
| 中程度 | 5~10mm | 2-3 | ±0.8mm | ±0.40mm |
| 重度の | 10-20mm | 3-5 | ±2.0mm | ±1.00mm |
マイケルが要求した±0.1mmの精度において、わずかな反発でさえ仕様を満たすことが不可能であった。.
機械的摩耗加速
振動負荷は部品をより早く損傷させる:
摩耗メカニズム:
- 軸受応力: 逆方向の荷重は一方向の荷重に比べて3~5倍の応力を発生させる
- ガイドの摩耗: 振動が引き起こす 心配5 および表面損傷
- シール摩耗: 急激な方向変化は潤滑膜を減少させる
- 締結部品の緩み: 振動により取付ボルトや接続部が緩む
推定される生活への影響:
- 最適なクッション性:500万~800万サイクル
- 中程度の反発性:200万~400万サイクル(50%低減)
- 深刻なバウンス:0.8~150万サイクル(80%の減少)
プロセス品質問題
跳ね返りが精密な操作を妨げる:
ビジョンシステムの問題:
- カメラは画像撮影前に安定するまで待機する必要があります
- 振動中に画像を撮影した場合のモーションブラー
- 検査時間の増加または誤った不良判定
調剤/組立上の問題点:
- 振動中の接着剤吐出により不均一なビードが生じる
- 部品配置精度が低下した
- 再加工率と廃棄率の増加
溶接/接合の問題:
- 溶接時の振動は接合部を弱くする
- 圧力のかけ方が不均一
- 品質欠陥が増加する
マイケルによる生産への影響
跳ね返り問題は深刻な結果をもたらした:
測定された性能劣化:
- サイクル時間:1.8秒から2.6秒に増加(44%遅延)
- スループット:2,000台/時間から1,385台/時間へ減少(31%の損失)
- 位置決め精度:±0.08mmから±0.75mmへ劣化(840%は劣る)
- 視覚的不良品率:1.2%から8.7%へ増加(625%の増加)
- コンポーネント損傷:0.3%から2.1%へ増加(600%増加)
財務的影響:
- 失われた生産価値:$12,400/週
- 増加した廃棄物/手直し:$2,800/週
- 総費用:$15,200/週 = $790,000/年 💰
すべては、パフォーマンス向上に役立つはずだと思われた過剰なクッションが原因だった!📉
適切なクッション調整によって跳ね返りをどのように解消しますか?
体系的な調整手法により、滑らかで精密な動作を回復します。🔧
バウンスを解消するため、クッションニードルバルブを現在の設定から1~2回転開け、振動低減を確認しながら調整を繰り返す。減衰時間が0.3秒未満、オーバーシュートが2mm未満となるまで継続する。 調整式ショックアブソーバーの場合、減衰係数を現行設定より20-30%低下させる。最小オーバーシュートで最速の安定化を実現するため、減衰比0.6-0.8(軽微なアンダーダンピング)を目標とする。バルブ全開時でもバウンスが継続する場合は、負荷に対してクッション室が過大であるため、シリンダー交換、質量追加、または外部減衰ソリューションが必要となる。.
段階的な調整手順
以下の体系的なアプローチに従ってください:
ステップ1:ベースラインの確立
- 現在のバウンス振幅を測定する(定規またはセンサーを使用)
- 振動が収まるまでの回数を数える
- 時間沈降時間
- 現在のニードルバルブの位置を記録する
ステップ2:初期調整
- ニードルバルブを1.5~2回転開ける
- 5~10回のテストサイクルを実行する
- バウンス挙動を観察する
- 新たな沈降時間を測定する
ステップ3: 反復調整
- バウンスが減少したが依然として存在する場合は:さらに1ターン開ける
- バウンドが解消されたが減速が急激な場合:0.5回転閉じる
- 改善が見られない場合:バルブが完全に開いている可能性があります。手順4に進んでください。
- 最適な性能が得られるまで繰り返す
ステップ4: 条件を横断して検証する
- 異なる速度でテストする(可変の場合)
- 負荷変動テスト(該当する場合)
- パフォーマンスの一貫性を検証する
- ドキュメントの最終設定
バウンスの深刻度に応じた調整ガイドライン
問題の深刻度に応じた対応を調整する:
| 跳動振幅 | 振動 | 推奨される対応 | 予想される改善 |
|---|---|---|---|
| 2~4mm | 1-2 | バルブを1回転開ける | 60-80%の削減 |
| 5~8mm | 2-3 | バルブを2回転開ける | 70-85%の削減 |
| 9-15mm | 3-4 | バルブを3回転開ける | 75-90% 削減 |
| 15mm以上 | 4+ | 完全に開く、シリンダー交換が必要になる場合がある | 80-95%の削減 |
調整だけでは足りない時
状況によっては代替案が必要となる場合がある:
問題:ニードルバルブを全開にしてもバウンスが続く
ソリューションオプション:
移動中の荷重に質量を追加する(可能であれば)
– 運動エネルギーが増加し、より多くの緩衝が必要となる
– 相対的な跳動振幅を低減する
– コスト: $0-50(重量用)
– 有効性:40-70%の改善より小さなクッションチャンバーシリンダーと交換する
– クッション容量を実際の負荷に合わせる
– ベプトは標準、低減、最小限のクッションオプションを提供します
– 費用:$200-600(シリンダーあたり)
– 有効性:90-100%のTP3T除去率低減衰の外部ショックアブソーバーを取り付ける
– 内部緩衝材を完全にバイパスする
– 調整可能な外部ダンピングにより精密な制御を実現
– コスト:$150-300(吸収体あたり)
– 有効性:95-100%のTP3T除去率作動圧力を減らす
– システム圧力が低下すると、クッション圧力の蓄積が減少する
– シリンダーの力と速度に影響を与える可能性があります
– コスト: $0(調整のみ)
– 有効性:30-60%の改善
マイケルによるソリューション導入
私たちは彼のマサチューセッツ州の電子機器工場における跳ね返り問題を解決しました:
フェーズ1:即時救済(1日目)
- すべてのクッションニードルバルブを3回転全開にした
- バウンス量が14mmから4mmに減少
- 定常状態到達時間が0.72秒から0.28秒に改善された
- 位置決め精度が±0.35mmに改善された
フェーズ2:最適解(第2週)
- シリンダーをBepto標準クッションモデルに交換
- クッションチャンバー:60%は従来の「ヘビーデューティ」ユニットより小型
- 調整済みニードルバルブを最適設定(2回転開)に設定
- 微調整用の外部マイクロ調整式ショックアブソーバーを追加
最終結果:
- バウンス:除去済み(オーバーシュート<1mm)
- 定常時間:0.15秒(80%改善)
- 位置決め精度:±0.08mm(仕様に復元)
- サイクル時間:1.75秒(バウンス方式より33%高速)
- スループット:2,057ユニット/時間(49%増加)
- ビジョン不良率:1.1%(87%削減)
- コンポーネント損傷: 0.2% (90% 減少)
財務的回復:
- 生産価値回復量:$12,400/週
- スクラップ/手直しによる節約額:$2,800/週
- シリンダー/アブソーバー投資額:$8,400
- 回収期間:3.3週間 🎉
ベプト クッションオプション
当社は様々な用途に最適化されたシリンダーを提供しています:
| クッションレベル | チャンバーサイズ | 最適 | バウンスリスク | 費用 |
|---|---|---|---|---|
| 最小限 | 5-7% 巻 | 軽量、高速 | 非常に低い | 標準 |
| 標準 | 8-12% ボリューム | 汎用 | 低 | 標準 |
| 強化された | 13-17% 巻 | 重い荷重、中程度の速度 | 中程度 | +$45 |
| 重作業用 | 18-25% 巻 | 非常に重い負荷、低速 | 誤用すれば危険 | +$85 |
適切な選択は最初からバウンスを排除します。🎯
結論
バウンス効果は、クッション性が大きければ良いとは限らないことを示しています。最適な空気圧性能を得るには、実際の負荷と速度条件にクッション容量を適合させる必要があります。バウンスを引き起こす空気圧スプリング効果を理解し、その動作への影響を測定し、わずかなアンダーダンピング(ζ = 0.6-0.8)を達成するためにクッション性を体系的に調整することで、振動を排除し、高速で正確かつ再現性の高い位置決めを実現できます。 ベプトでは、適切なサイズの緩衝オプションと技術的専門知識を提供し、バウンドのない動作と生産性の最大化を実現するシステム最適化を支援します。.
シリンダーバウンスに関するよくある質問
バウンスがクッションの過剰によるものか、その他の問題によるものかを、どのように見分ければよいですか?
過剰なクッションによるバウンスには特定の特徴が見られる:ピストンが初期減速後に2~20mm後方へ跳ね返り、2~5回の減衰振動を生じ、クッションニードルバルブを開くと改善する。バルブ開放でバウンスが軽減される場合、過剰クッションが確認される。. その他の原因(機械的拘束、圧力不均衡、制御問題)はバルブ調整では改善せず、通常異なる動作パターンを示す。簡易テスト:ニードルバルブを2回転全開にする—バウンスが大幅に減少すれば、過剰なクッションが原因だった。変化がなければ、機械的または空気圧システムの問題を調査する。.
跳ね返りダメージはシリンダーや取り付けられた装置に与えることができますか?
はい、激しいバウンスは振動負荷を発生させ、ベアリングの摩耗を3~5倍加速させ、振動により取付締結具を緩め、ガイド面にフリッティング損傷を引き起こし、4~10Hzの周波数で200~800Nの反復衝撃力を構造部材に加えます。. 単一のバウンスサイクルによる損傷は最小限ですが、数百万回のバウンスを伴うサイクルはシリンダー寿命を500万~800万サイクルから200万サイクル未満に短縮します。取り付け機器(センサー、ブラケット、工具)も同様の加速摩耗を経験します。適切な調整によるバウンスの排除は部品寿命を2~4倍延長し、早期故障を防止します。.
ニードルバルブをさらに閉じると、なぜバウンスが悪化することがあるのか?
ニードルバルブを閉じるとクッション圧が上昇し、空気ばね効果が強まる。しかし一定点を超えると、追加の減衰は吸収するよりも多くの反発エネルギーを蓄積するため、バウンドは改善されず悪化するのである。. この直感に反する挙動は、空気式クッションが減衰(エネルギー散逸)とばね効果(エネルギー蓄積)を併せ持つことに起因する。最適な性能は、エネルギー散逸が支配的な適度な減衰状態で発揮される。締め付けすぎるとバランスがエネルギー蓄積側に偏り、「クッション性向上」が「跳ね返り増大」をもたらすという跳ね返りの逆説が生じる。“
可変負荷のアプリケーションでは、クッション性をどのように調整しますか?
可変荷重の場合、予想される最小荷重に合わせてクッション性を設定し(軽荷重時の跳ね返りを防止)、その後最大荷重時の衝撃が過度に強くないことを確認する。重荷重時の衝撃が過剰な場合は、各荷重条件に合わせて調整可能な減衰器を使用する。. 固定式緩衝装置は広い負荷範囲(3:1以上の変動)に対応できません。代替案:負荷感知式自動ショックアブソーバー($280-400)の設置(自動調整機能付き)、負荷とニードルバルブ設定を対応付ける調整表の作成(オペレーター用参照資料)、または異なる負荷範囲に最適化された別々のシリンダーの使用。ベプト社は可変負荷用途に関するコンサルティングを提供します。.
空気圧シリンダーの最適な減衰時間とオーバーシュートはどれくらいですか?
最適性能では、0.3秒未満の安定化時間と2mm未満のオーバーシュート(クッションストローク長5%未満)を実現し、これは減衰比0.6~0.8(わずかに減衰不足)に相当し、最小の振動で最速の安定化を達成する。. 臨界減衰(ζ = 1.0)はオーバーシュートを生じないが、減衰時間が長くなる(0.4-0.5秒)。 過減衰(ζ > 1.2)は極めて遅い収束(0.6-1.0秒以上)とバウンスの発生リスクを生じる。減衰不足(ζ < 0.5)は収束が速いが過剰なオーバーシュート(5-15mm)を伴う。ほとんどの産業用途において速度と精度の最適なバランスを得るには、0.6-0.8の範囲を目標とする。.
