
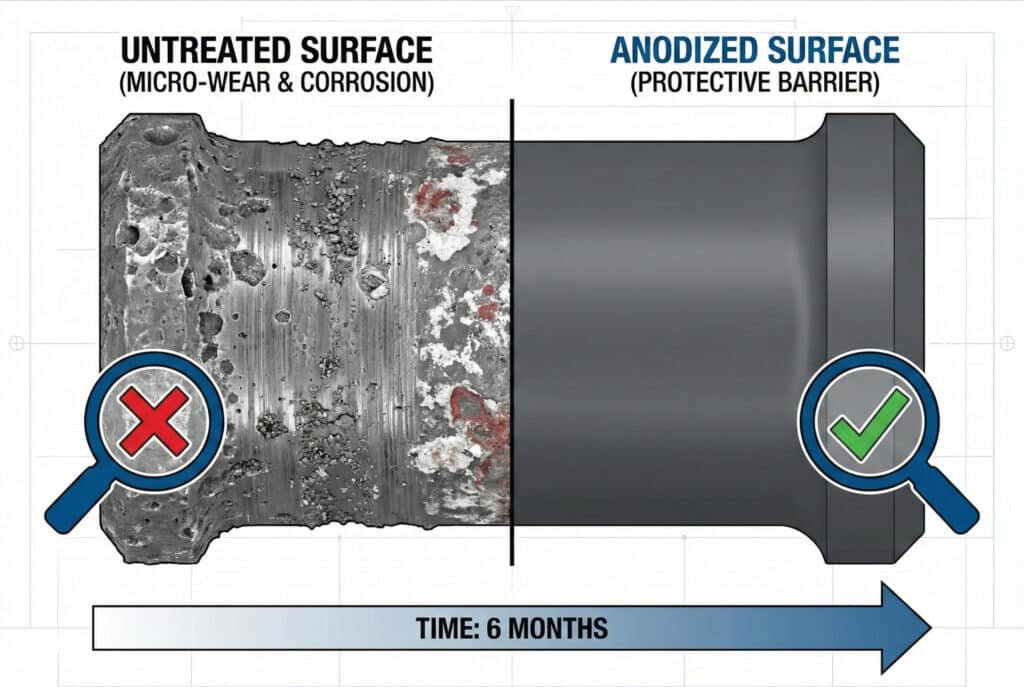
Jūsu precīzā pneimatiskā sistēma darbojās nevainojami rūpnīcas pieņemšanas testu laikā, bet sešus mēnešus pēc uzstādīšanas vārstu reakcijas laiks ir nepastāvīgs un daži vārsti ir pilnībā aizsērējuši. Kas ir vainīgs? Mikroskopiska nodiluma un korozijas uz neapstrādātiem alumīnija vārstu vārpstiem, kas ir uzkrājusies, radot darbības traucējumus izraisošu berzi un piesārņojumu. $200 anodizēšanas apstrāde varētu novērst $50 000 izmaksas, kas saistītas ar dīkstāvi un nomaiņu. Virsmas apstrāde nav tikai kosmētiska — tā ir būtiska aizsardzības sistēma. 🛡️
Anodizēšana un virsmas apstrāde ievērojami pagarinā vārsta spoles kalpošanas laiku, radot aizsargbarjeras pret nodilumu, koroziju un piesārņojumu, bet cietā anodizēšana nodrošina līdz pat 10 reizes uzlabota nodilumizturība1, savukārt specializētie pārklājumi var samazināt berzes koeficientu par 80% un novērst galvaniskā korozija2 daudzmetālu sistēmās.
Pagājušajā mēnesī es strādāju ar Davidu, iepakojuma iekārtu ražotāju Mičiganā, kura pneimatiskās vārstis pārtikas pārstrādes vidē priekšlaicīgi sabojājās. FDA apstiprinātas cietās anodizācijas ieviešana palielināja vārstu kalpošanas laiku no 6 mēnešiem līdz vairāk nekā 5 gadiem, vienlaikus ievērojot stingras sanitārās prasības.
Satura rādītājs
- Kādi ir virsmas apstrādes aizsardzības pamatmehānismi?
- Kā dažādi anodizēšanas veidi ietekmē vārsta darbību?
- Kādi specializētie pārklājumi optimizē vārstu spoles darbību?
- Kā izvēlēties un īstenot optimālus virsmu apstrādes risinājumus?
Kādi ir virsmas apstrādes aizsardzības pamatmehānismi?
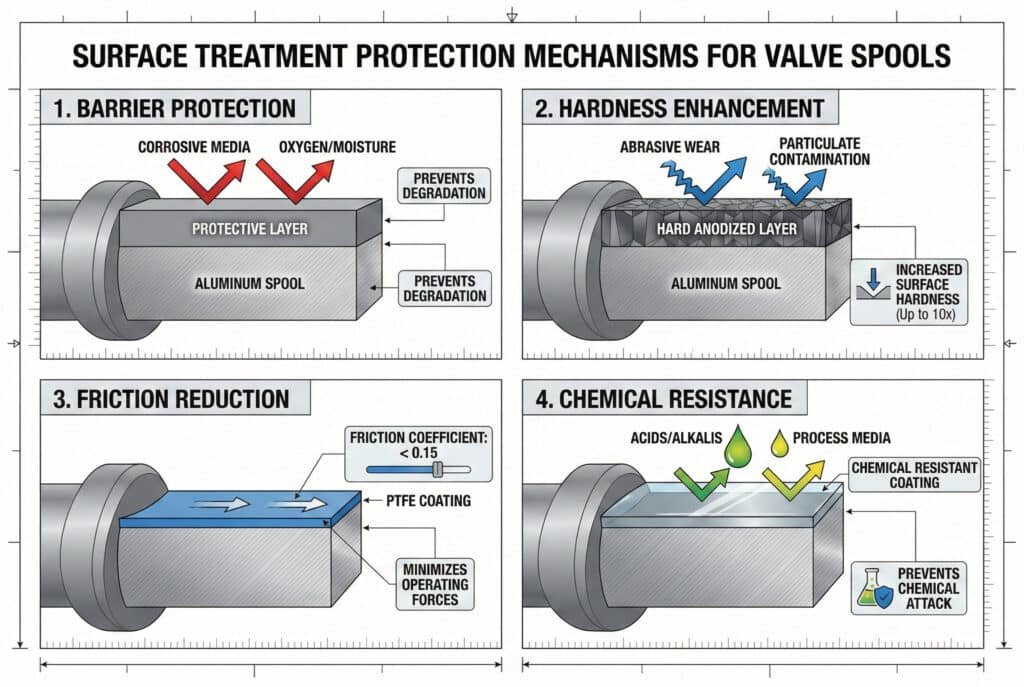
Virsmā apstrāde aizsargā vārstu spoles, izmantojot vairākus mehānismus, tostarp barjeras aizsardzību, cietības palielināšanu, berzes samazināšanu un ķīmiskās izturības uzlabošanu.
Virsmā apstrāde aizsargā vārstu spoles, radot inženierijas virsmas slāņus, kas nodrošina barjeru aizsardzību pret koroziju, palielina virsmas cietību, lai izturētu nodilumu, samazina berzes koeficientus, lai minimizētu darbības spēkus, un uzlabo ķīmisko izturību, lai novērstu procesa vidē un piesārņotāju izraisītu degradāciju.
Barjeras aizsardzības mehānismi
Virsmām piemērotie apstrādes veidi rada fiziskas barjeras, kas neļauj korozīvām vielām sasniegt pamatmateriālu, bloķējot skābekli, mitrumu un ķīmiskās vielas, kas izraisa degradāciju.
Cietības uzlabošanas efekti
Daudzas virsmas apstrādes metodes ievērojami palielina virsmas cietību, nodrošinot izturību pret abrazīvo nodilumu, berzi un mehāniskiem bojājumiem, ko rada daļiņu piesārņojums.
Berzes modifikācijas īpašības
Speciālas virsmas apstrādes var ievērojami samazināt berzes koeficientus, samazinot darbības spēkus un nodilumu, vienlaikus uzlabojot vārsta reakcijas īpašības.
Ķīmiskās izturības uzlabošana
Virsmām piemērotie apstrādes veidi var nodrošināt ķīmisko inertumu, kas aizsargā pret konkrētiem korozīviem vidējiem, pagarinot vārsta kalpošanas laiku sarežģītās ķīmiskās vidēs.
| Aizsardzības mehānisms | Neapstrādāts alumīnijs | Standarta anodēšana | Cieta anodizēšana | PTFE pārklājums | Ietekme uz spoles kalpošanas ilgumu |
|---|---|---|---|---|---|
| Izturība pret koroziju | Slikts | Labi | Lielisks | Lielisks | 3–10 reizes uzlabojums |
| Izturība pret nodilumu | Pamatlīnija | 2-3x | 5-10x | Mainīgs | Proporcionāls cietībai |
| Berzes koeficients | 0.8-1.2 | 0.6-0.8 | 0.4-0.6 | 0.05-0.15 | Apgriezta attiecība |
| Ķīmiskā izturība | Ierobežots | Mērens | Labi | Lielisks | Atkarīgs no vides |
Deivida pārtikas pārstrādes iekārtās tika novērota alumīnija spoles korozija, ko izraisīja dezinfekcijas ķimikālijas. Cietā anodizēšana radīja keramikas līdzīgu barjeru, kas pilnībā novērsa koroziju, vienlaikus atbilstot FDA prasībām. 🧪
Virsmā enerģijas modifikācija
Virsmām veikta apstrāde var mainīt virsmas enerģētiskās īpašības, ietekmējot piesārņojuma pielipšanu un virsmu tīrīšanas vieglumu to apkopes laikā.
Izmēru stabilitāte
Aizsargājošie pārklājumi palīdz saglabāt dimensiju stabilitāti, novēršot korozijas izraisītu materiāla zudumu un nodiluma izraisītas dimensiju izmaiņas, kas ietekmē vārsta darbību.
Kā dažādi anodizēšanas veidi ietekmē vārsta darbību?
Dažādi anodizēšanas procesi rada atšķirīgas virsmas īpašības, kas tieši ietekmē vārsta spoles darbību, izturību un piemērotību lietošanai.
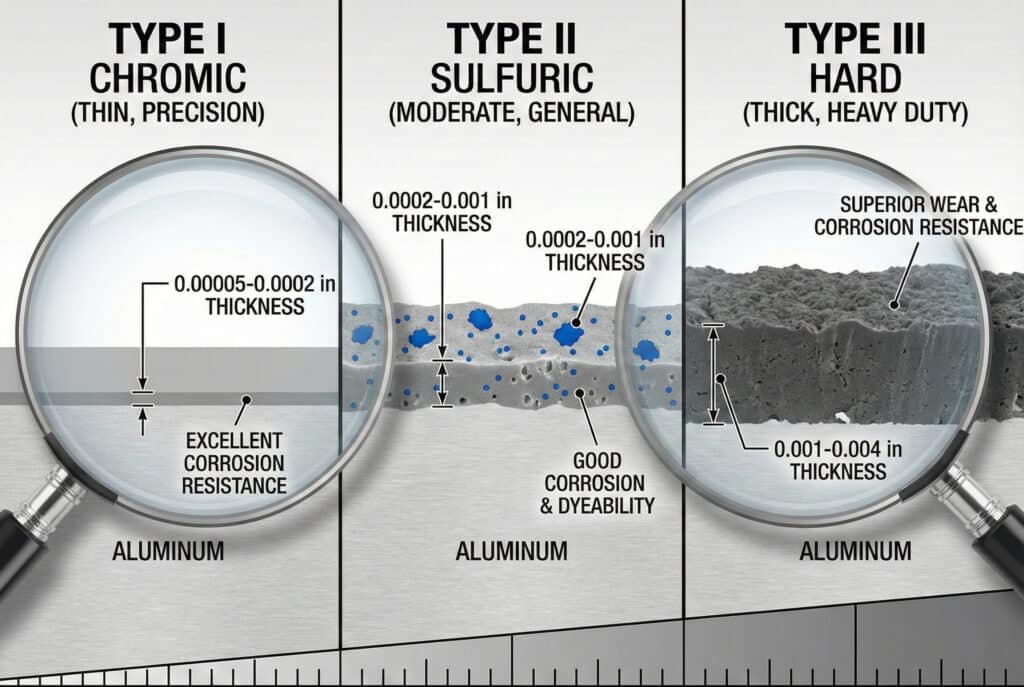
Anodizēšanas veidi ir dažādi – no dekoratīvās I tipa hromskābes anodizēšanas, kas nodrošina pamata aizsardzību, līdz II tipa sērskābes anodizēšanai, kas nodrošina vidēju uzlabojumu, un III tipa cietajai anodizēšanai, kas nodrošina maksimālu nodilumizturību un izturību pret koroziju. Katram no tiem ir savas specifiskas darbības īpašības un pielietojuma priekšrocības.
I tipa hromskābes anodēšana
Hromskābes anodizēšana rada plānas (0,00005–0,0002 collas) oksīda slāņus ar izcilu izturību pret koroziju un minimālu izmēru izmaiņu, kas ir ideāli piemēroti precīziem pielietojumiem, kur svarīgas ir stingras pielaides.
II tipa sērskābes anodēšana
Sērskābes anodizēšana rada vidēja biezuma (0,0002–0,001 collas) oksīda slāņus ar labu izturību pret koroziju un krāsojamību, ko parasti izmanto vispārējos rūpnieciskos pielietojumos.
III tipa cietā anodizēšana
III tipa cietā anodizēšana3 rada biezu (0,001–0,004 collas) un ārkārtīgi cietu oksīda slāni ar izcilu nodilumizturību un korozijas izturību, kas ir ideāli piemērots prasīgām lietojumprogrammām, kurām nepieciešama maksimāla izturība.
Aizsargāta un neaizsargāta anodizēšana
Hermētiķu procesi noslēdz poraino anodisko oksīda struktūru, uzlabojot izturību pret koroziju, bet potenciāli ietekmējot izmēru pielaides un virsmas īpašības.
| Anodēšanas veids | Biezuma diapazons | Cietība (HV) | Izturība pret koroziju | Nodilumizturība | Labākie lietojumprogrammas |
|---|---|---|---|---|---|
| I tipa hroms | 0,00005–0,0002″ | 300-400 | Lielisks | Mērens | Precizitāte, kosmosa nozare |
| II tipa sērskābe | 0,0002–0,001″ | 250-350 | Labi | Labi | Vispārējā rūpniecība |
| III tips Cietais | 0,001–0,004 collas | 400-600 | Lielisks | Lielisks | Smagie darba apstākļi, nodiluma pakļautie lietojumi |
| Aizsargāts II tips | 0,0002–0,001″ | 200-300 | Lielisks | Mērens | Korozīvas vides |
Krāsu un izskata opcijas
Anodizēšana var ietvert krāsvielas krāsu kodēšanai vai identifikācijai, vienlaikus saglabājot aizsargājošās īpašības, kas ir noderīgas sistēmas organizēšanai un uzturēšanai.
Elektriskās īpašības
Anodizētās virsmas ir elektriski izolētas, kas var būt noderīgi galvaniskās korozijas novēršanai, bet dažos gadījumos var ietekmēt zemējuma prasības.
Nesen palīdzēju Marijai, kas vada pusvadītāju ražotni Arizonā, izvēlēties I tipa hromēto anodizēšanu ultraprecizitātes vārstu spolēm, kur 0,00005 collu biezums nodrošināja kritiskās pielaides, vienlaikus sniedzot aizsardzību pret koroziju. 🔬
Procesu kontrole un kvalitāte
Anodizēšanas kvalitāte ir atkarīga no precīzas procesa kontroles, tostarp šķīduma sastāva, temperatūras, strāvas blīvuma un laika, kas tieši ietekmē sasniegtās aizsardzības īpašības.
Kādi specializētie pārklājumi optimizē vārstu spoles darbību?
Uzlabotās pārklājumu tehnoloģijas piedāvā izcilas veiktspējas īpašības, kas pārsniedz tradicionālo anodizēšanu, nodrošinot specializētus risinājumus ekstremāliem lietojumiem.
Specializētie pārklājumi, tostarp PTFE, keramika, dimanta līdzīgs ogleklis (DLC) un inženierijas polimēru sistēmas, nodrošina ļoti zemu berzi, izcilu ķīmisko izturību, uzlabotu nodiluma aizsardzību un specializētas īpašības, kas var pagarināt vārsta spoles kalpošanas laiku vairākkārtīgi sarežģītās lietojumprogrammās.
PTFE un fluorpolimēru pārklājumi
PTFE pārklājumi nodrošina ārkārtīgi zemu berzes koeficientu (0,05–0,15), izcilu ķīmisko izturību un nelīpošas īpašības, kas novērš piesārņojuma uzkrāšanos un samazina darbības spēkus.
Keramikas pārklājumu sistēmas
Keramikas pārklājumi nodrošina izcilu cietību, nodilumizturību un termisko stabilitāti, kas ir ideāli piemēroti lietošanai augstā temperatūrā vai vidē ar abrazīvu piesārņojumu.
Dimanta līdzīga oglekļa (DLC) pārklājumi
Dimanta līdzīga oglekļa (DLC) pārklājumi4 apvieno ārkārtēju cietību ar zemu berzi, nodrošinot izcilu nodilumizturību un vienmērīgu darbību precīzās lietojumprogrammās.
Inženierijas polimēru pārklājumi
Uzlabotas polimēru sistēmas var pielāgot konkrētām lietojumprogrammām, apvienojot vairākas izdevīgas īpašības, piemēram, zemu berzi, ķīmisko izturību un pašsmērēšanos.
| Pārklājuma veids | Berzes koeficients | Cietība | Temperatūras diapazons | Ķīmiskā izturība | Galvenie ieguvumi |
|---|---|---|---|---|---|
| PTFE | 0.05-0.15 | Mīksts | -200°C līdz +260°C | Lielisks | Īpaši zema berze, nelīpošs |
| Keramika | 0.3-0.6 | Ļoti augsts | -50 °C līdz +1000 °C | Lielisks | Īpaši izturīgs pret nodilumu |
| DLC | 0.1-0.3 | Ekstrēms | -50 °C līdz +400 °C | Labi | Cieta, zema berze |
| Inženierijas polimērs | 0.2-0.4 | Mainīgs | -40°C līdz +200°C | Mainīgs | Pielāgotas īpašības |
Hibrīda pārklājumu sistēmas
Daudzslāņu pārklājumu sistēmas apvieno dažādus materiālus, lai optimizētu vairākas īpašības, piemēram, cietu pamatni, kas nodrošina izturību pret nodilumu, ar zemas berzes virsējo pārklājumu.
Konkrētām lietojumprogrammām paredzēti formulējumi
Pārklājumi var tikt izstrādāti konkrētiem pielietojumiem, piemēram, FDA apstiprinātai saskarei ar pārtiku, bioloģiski saderīgiem medicīnas ierīcēm vai ārkārtējai ķīmiskai izturībai.
Mūsu Bepto pētniecības komanda ir izstrādājusi patentētas pārklājumu sistēmas, kas apvieno vairāku tehnoloģiju priekšrocības, sasniedzot berzes koeficientu zem 0,08 un vienlaikus saglabājot izcilu nodilumizturību. 🚀
Pārklājuma biezums un pielaides apsvērumi
Specializētie pārklājumi parasti palielina virsmas izmērus par 0,0002–0,002 collām, tāpēc ir rūpīgi jāapsver pielaides un iespējamās apstrādes prasības.
Kā izvēlēties un īstenot optimālus virsmu apstrādes risinājumus?
Lai veiksmīgi izvēlētos virsmas apstrādi, ir nepieciešama sistemātiska analīze par lietošanas prasībām, vides apstākļiem un darbības mērķiem, lai optimizētu vārsta vārpstas kalpošanas laiku un sistēmas darbību.
Optimāla virsmas apstrādes izvēle ietver visaptverošu lietojuma analīzi, tostarp darba vides novērtējumu, veiktspējas prasību definīciju, materiālu saderības novērtējumu un ekonomisko analīzi, lai izvēlētos apstrādes veidus, kas maksimāli pagarinātu vārsta kalpošanas laiku, vienlaikus sasniedzot izmaksu un veiktspējas mērķus.
Lietojumprogrammu prasību analīze
Dokumentējiet visus ekspluatācijas apstākļus, tostarp temperatūras diapazonus, ķīmisko iedarbību, piesārņojuma līmeni, ekspluatācijas biežumu un veiktspējas prasības, lai palīdzētu izvēlēties apstrādes veidu.
Vides saderības novērtējums
Novērtējiet, kā dažādas virsmas apstrādes metodes darbojas konkrētā darba vidē, ņemot vērā tādus faktorus kā mitrums, ķīmisko vielu iedarbība un temperatūras svārstības.
Veiktspējas optimizācijas kritēriji
Noteikt kritiskos veiktspējas parametrus, piemēram, berzes samazināšanas mērķus, nodiluma ilguma prasības, korozijas izturības prasības un dimensiju stabilitātes prasības.
Ekonomiskās analīzes sistēma
Salīdziniet apstrādes izmaksas ar sagaidāmo veiktspējas uzlabojumu, ņemot vērā sākotnējās apstrādes izmaksas, pagarināto kalpošanas laiku, samazināto apkopi un dīkstāves novēršanu.
| Atlases kritēriji | Svars | Standarta anodēšana | Cieta anodizēšana | PTFE pārklājums | Keramiskais pārklājums | Lēmuma pieņemšanas faktori |
|---|---|---|---|---|---|---|
| Izturība pret nodilumu | Augsts | 6/10 | 9/10 | 4/10 | 10/10 | Darbības smagums |
| Berzes samazināšana | Vidēja | 7/10 | 8/10 | 10/10 | 6/10 | Spēka prasības |
| Izturība pret koroziju | Augsts | 8/10 | 9/10 | 9/10 | 9/10 | Vide |
| Rentabilitāte | Vidēja | 9/10 | 7/10 | 5/10 | 3/10 | Budžeta ierobežojumi |
| Temperatūras iespējas | Mainīgs | 8/10 | 8/10 | 7/10 | 10/10 | Darba temperatūra |
Kvalitātes kontrole un specifikācija
Izstrādāt detalizētas specifikācijas virsmu apstrādei, tostarp biezuma prasības, cietības mērķus, adhezijas testēšana5, un pieņemšanas kritēriji.
Īstenošanas plānošana
Plānojiet virsmas apstrādes īstenošanu, ieskaitot priekšapstrādes prasības, maskēšanas vajadzības, pēcapstrādes darbības un kvalitātes pārbaudes procedūras.
Davida iepakojuma iekārtu ražotājs ieviesa sistemātisku atlases procesu, kurā tika ņemtas vērā pārtikas nekaitīguma prasības, tīrīšanas ķimikāliju saderība un izmaksu faktori, kā rezultātā tika optimizētas cietā anodizēšanas specifikācijas. 📊
Piegādātāju atlase un kvalifikācija
Izvēlieties kvalificētus virsmu apstrādes piegādātājus ar atbilstošām sertifikācijām, procesu kontroli un kvalitātes sistēmām, lai nodrošinātu stabilus rezultātus.
Veiktspējas uzraudzība un validācija
Ieviest uzraudzības sistēmas, lai sekotu virsmas apstrādes efektivitātei un apstiprinātu sagaidāmos uzlabojumus vārstu kalpošanas ilgumā un sistēmas darbībā.
Pareiza virsmas apstrādes izvēle un īstenošana var ievērojami pagarināt vārsta spoles kalpošanas laiku, vienlaikus uzlabojot sistēmas veiktspēju un samazinot uzturēšanas izmaksas.
FAQ par anodizēšanu un virsmas apstrādi vārstu spolēm
J: Vai anodēšana ietekmē vārsta spolītes izmērus un pielaides?
Jā, anodizēšana palielina materiāla biezumu (0,00005–0,004 collas atkarībā no veida), kas jāņem vērā konstrukcijas pielaidēs. Kritiskām dimensijām var būt nepieciešama apstrāde pirms anodizēšanas.
J: Vai anodizētās vārstu spoles var remontēt vai atkārtoti anodizēt?
Anodizēšanu var noņemt un uzklāt atkārtoti, bet tas prasa pilnīgu izjaukšanu un var ietekmēt pamatmateriāla izmērus. Profilakse, izmantojot pareizu sākotnējo apstrādi, ir rentablāka.
J: Vai ir kādas lietojumprogrammas, kurās būtu jāizvairās no virsmas apstrādes?
Dažas precīzijas lietojumprogrammas, kurām nepieciešama elektrovadītspēja vai īpašas virsmas īpašības, var nebūt piemērotas noteiktām apstrādēm. Konsultējieties ar lietojumprogrammu inženieriem par kritiskām prasībām.
J: Kā pārbaudīt virsmas apstrādes kvalitāti un veiktspēju?
Kvalitātes pārbaude ietver biezuma mērījumus, cietības testēšanu, saķeres testēšanu un korozijas izturības novērtēšanu, izmantojot standartizētas testēšanas metodes.
J: Vai vienam un tam pašam vārstam var izmantot dažādas virsmas apstrādes metodes?
Jā, dažādiem komponentiem var būt atšķirīgas apstrādes metodes, kas optimizētas to specifiskajām funkcijām, bet ir jāņem vērā savietojamība un galvaniskās korozijas potenciāls.
-
Pārskatiet tehniskos pētījumus vai datu lapas, kas apstiprina tipisko nodilumizturības uzlabojumu, ko nodrošina cietā anodizēšana. ↩
-
Izpratne par galvaniskās korozijas elektromehānisko principu un to, kā izolējošās oksīda kārtas mazina risku daudzmetālu konstrukcijās. ↩
-
Konsultējieties ar militārajām specifikācijām, kas nosaka III tipa cietā anodizēšanas biezuma, cietības un veiktspējas prasības. ↩
-
Uzziniet par DLC pārklājumu izstrādē izmantoto modernāko materiālu zinātni, kas nodrošina unikālu kombināciju starp ārkārtēju cietību un zemu berzi. ↩
-
Atklājiet standartizētās testēšanas metodes (piemēram, šķērsgriezuma vai atdalīšanas), kas tiek izmantotas, lai pārbaudītu saites stiprību starp pārklājumu un pamatmateriālu. ↩
