

Wprowadzenie
Twoje cylindry ze stali nierdzewnej wyglądają na nieskazitelne z zewnątrz – nie ma na nich rdzy ani widocznej korozji. Jednak pewnego dnia, bez ostrzeżenia, pojawia się katastrofalne pęknięcie i cała linia produkcyjna zostaje zatrzymana. 💥 Nie jest to zwykła korozja, lecz pękanie korozyjne naprężeniowe (SCC) – cichy zabójca, który atakuje stal nierdzewną od wewnątrz, gdy chlorki, naprężenia rozciągające i temperatura łączą się, tworząc idealną burzę prowadzącą do awarii.
Pękanie korozyjne naprężeniowe (SCC) to mechanizm kruchego pękania, który występuje, gdy austenityczne stale nierdzewne (304, 316) są jednocześnie narażone na naprężenia rozciągające powyżej granicy plastyczności 30%, stężenia chlorków na poziomie zaledwie 50 ppm oraz temperatury przekraczające 60°C, powodując pęknięcia międzykrystaliczne lub międzyziarnowe, które szybko się rozprzestrzeniają bez widocznej korozji zewnętrznej. SCC może skrócić żywotność cylindra z 15-20 lat do katastrofalnej awarii w ciągu 6-18 miesięcy, bez żadnych oznak ostrzegawczych aż do całkowitej awarii konstrukcji.
Zeszłego lata otrzymałem gorączkowy telefon od Michelle, kierownika operacyjnego nadmorskiej instalacji odsalania wody w Kalifornii. Trzy z jej cylindrów pneumatycznych ze stali nierdzewnej 316 uległy nagłemu pęknięciu w ciągu dwóch tygodni, powodując straty produkcyjne i uszkodzenia sprzętu o wartości $180 000. Cylindry miały zaledwie 14 miesięcy i nie wykazywały żadnych oznak korozji zewnętrznej. Analiza metalurgiczna wykazała klasyczne pękanie korozyjne naprężeniowe — chlorki z mgły solnej przeniknęły do obszarów montażowych poddanych dużym naprężeniom, powodując pęknięcia, które rozprzestrzeniły się po ściankach cylindrów. Wymieniliśmy jej system na cylindry ze stali nierdzewnej duplex Bepto, specjalnie zaprojektowane z myślą o odporności na chlorki, i od dwóch lat nie odnotowała ona kolejnej awarii spowodowanej pękaniem korozyjnym naprężeniowym.
Spis treści
- Co powoduje pękanie korozyjne naprężeniowe w cylindrach ze stali nierdzewnej?
- Jak rozpoznać wczesne oznaki SCC przed awarią?
- Które gatunki stali nierdzewnej zapewniają lepszą odporność na korozję naprężeniową wywołaną chlorkami (SCC)?
- Jakie strategie zapobiegania faktycznie sprawdzają się w środowiskach zawierających chlorki?
Co powoduje pękanie korozyjne naprężeniowe w cylindrach ze stali nierdzewnej?
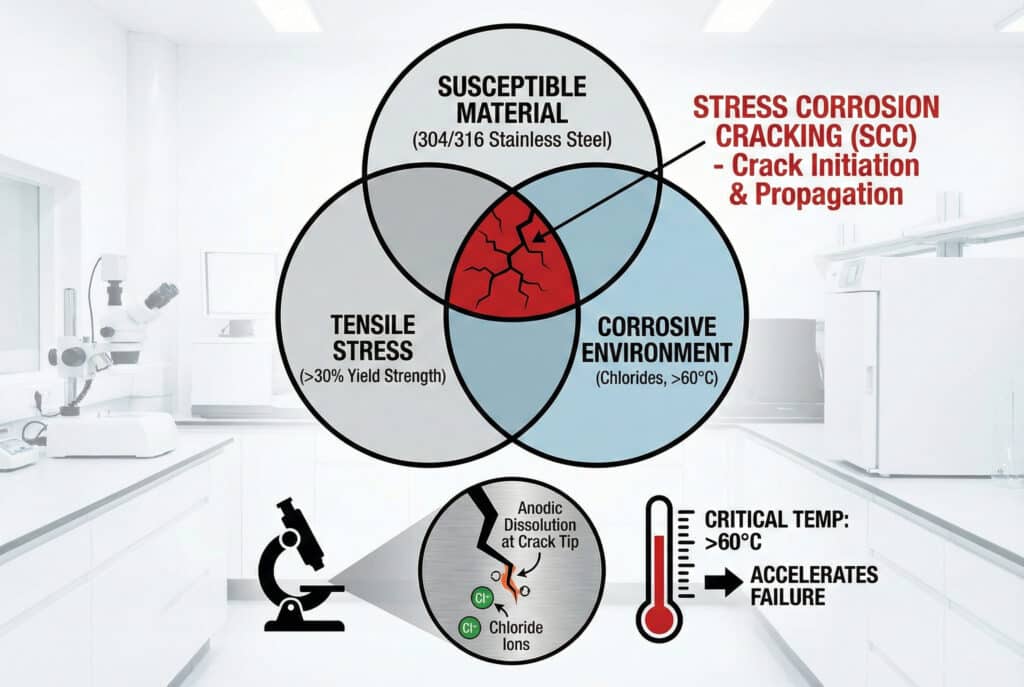
SCC wymaga współdziałania trzech czynników — usunięcie któregokolwiek z nich powoduje zatrzymanie pękania. 🔬
Pękanie korozyjne naprężeniowe występuje tylko wtedy, gdy współistnieją trzy warunki: (1) podatny materiał (stal austenityczna nierdzewna, np. 304/316), (2) naprężenie rozciągające spowodowane ciśnieniem wewnętrznym, obciążeniami montażowymi lub resztkowym naprężeniem spawalniczym przekraczającym 30-40% granicy plastyczności oraz (3) środowisko korozyjne zawierające jony chlorkowe (pochodzące ze słonej wody, środków czyszczących lub narażenia na działanie atmosfery) w temperaturach powyżej 60°C. Synergiczne oddziaływanie powoduje miejscowe rozpuszczanie anodowe na końcach pęknięć, propagując pęknięcia z prędkością 0,1-10 mm/godz. aż do wystąpienia katastrofalnej awarii.
Trzy podstawowe czynniki
Czynnik 1: Podatność materiału
Stale nierdzewne austenityczne1 (seria 300) są bardzo podatne na korozję naprężeniową spowodowaną chlorkami ze względu na ich strukturę krystaliczną typu sześciennego centrowanego. Najczęściej stosowane gatunki w cylindrach pneumatycznych to:
- Stal nierdzewna 304: Najbardziej podatny, nie powinien być nigdy stosowany w środowiskach zawierających chlorki.
- Stal nierdzewna 316: Nieco lepsza dzięki zawartości molibdenu, ale nadal podatna na uszkodzenia w temperaturze powyżej 60°C.
- 316L (niskowęglowa): Nieznaczna poprawa, ale nie jest odporny na SCC
The warstwa pasywacyjna tlenku chromu2 która normalnie chroni stal nierdzewną, staje się niestabilna w obecności chlorków, zwłaszcza w miejscach koncentracji naprężeń.
Czynnik 2: Naprężenie rozciągające
Siłowniki pneumatyczne podlegają wielu źródłom naprężeń:
| Źródło stresu | Typowa wielkość | Poziom ryzyka SCC |
|---|---|---|
| Ciśnienie wewnętrzne (10 barów) | 20-40% granicy plastyczności | Umiarkowany |
| Napięcie wstępne śruby mocującej | 40-70% granicy plastyczności | Wysoki |
| Resztkowe naprężenia spawalnicze | 50-90% granicy plastyczności | Bardzo wysoka |
| Naprężenie rozszerzalności cieplnej | 10-30% granicy plastyczności | Niski-umiarkowany |
| Obciążenia udarowe/wstrząsowe | 30-60% granicy plastyczności | Wysoki |
Krytyczny próg dla powstania pęknięć korozyjnych wynosi około 30% granicy plastyczności. Powyżej tego poziomu prawdopodobieństwo powstania pęknięć staje się coraz większe.
Czynnik 3: Środowisko chlorowe
Chlorek może pochodzić z zaskakujących źródeł:
- Atmosfera wybrzeża: 50–500 ppm chlorków w mgle solnej
- Baseny: 1000–3000 ppm z chlorowania
- Przetwarzanie żywności: 500–5000 ppm z solanek, roztworów czyszczących
- Oczyszczanie ścieków: 100–10 000 ppm ze ścieków, zrzutów przemysłowych
- Sól drogowa: 2000–20 000 ppm w urządzeniach mobilnych w zimie
- Środki czyszczące: 100–1000 ppm z chlorowanych środków odkażających
Nawet “suche” powietrze nadbrzeżne zawiera wystarczającą ilość chlorków, aby w połączeniu ze stresem i podwyższoną temperaturą spowodować korozję podtlenkową.
Mechanizm propagacji pęknięć
Po zainicjowaniu pęknięcia SCC rozprzestrzeniają się w wyniku samopodtrzymującego się procesu elektrochemicznego:
- Inicjacja pęknięciaChlorek przenika przez warstwę pasywną w miejscach koncentracji naprężeń (zadrapania, wgłębienia, spoiny).
- Rozpuszczanie anodowe: Metal na końcu pęknięcia staje się anodowy, rozpuszczając się w roztworze.
- Postęp pęknięcia: Pęknięcie rozprzestrzenia się prostopadle do naprężenia rozciągającego.
- Kruchość wodorowa: Wodór powstający podczas korozji dodatkowo osłabia czubek pęknięcia.
- Katastrofalna awaria: Pęknięcie osiąga krytyczną wielkość i cylinder nagle pęka.
Przerażającym aspektem SCC jest to, że 90% żywotności cylindra upływa na powstawanie pęknięć. Gdy pęknięcia zaczynają się rozprzestrzeniać, dochodzi do szybkiej awarii — często w ciągu kilku dni lub tygodni.
The miejscowe rozpuszczanie anodowe3 na czubku pęknięcia jest spowodowane wysoką koncentracją naprężeń, która uniemożliwia ponowne utworzenie warstwy ochronnej.
Kluczowa rola temperatury
Temperatura znacznie przyspiesza SCC:
- Poniżej 60°C: SCC występuje rzadko w większości stężeń chlorków.
- 60–80°C: Czas rozpoczęcia SCC mierzony w miesiącach lub latach
- 80–100°C: Czas rozpoczęcia SCC mierzony w tygodniach lub miesiącach
- Powyżej 100°C: Czas rozpoczęcia SCC mierzony w dniach lub tygodniach
Współpracowałem z producentem farmaceutycznym w Puerto Rico, którego autoklawy działały w temperaturze 85°C w zakładzie położonym na wybrzeżu. Ich cylindry ze stali nierdzewnej 316 ulegały awarii co 8–12 miesięcy z powodu SCC. Połączenie wysokiej temperatury, roztworów czyszczących zawierających chlorki i rosnącego naprężenia stworzyło idealne warunki do wystąpienia SCC.
Jak rozpoznać wczesne oznaki SCC przed awarią?
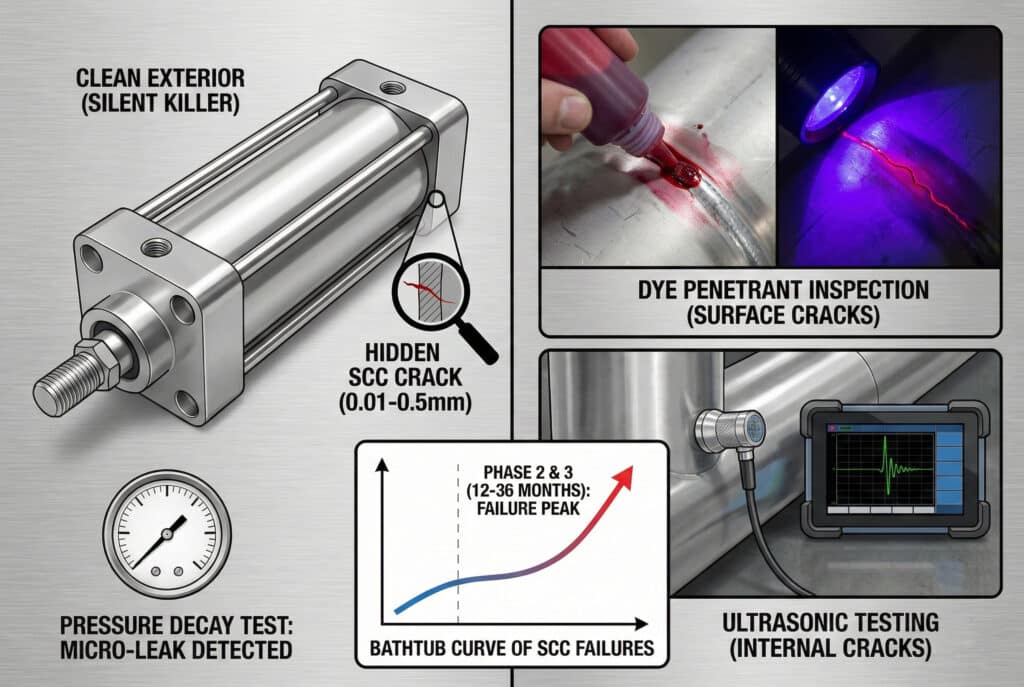
SCC nazywane jest “cichym zabójcą”, ponieważ zewnętrzne oznaki są minimalne aż do momentu katastrofalnej awarii. 🔍
Wczesne wykrywanie SCC jest niezwykle trudne, ponieważ pęknięcia powstają wewnątrz lub w ukrytych obszarach, takich jak powierzchnie montażowe, bez widocznej korozji zewnętrznej, wżerów lub przebarwień. Ostrzegawcze sygnały to między innymi niewyjaśnione spadki ciśnienia sugerujące mikroprzecieki przez pęknięcia włoskowate, nietypowe odgłosy trzaskania lub klikania podczas pracy, gdy pęknięcia otwierają się i zamykają, oraz niewielkie wycieki w miejscach spoin lub punktów montażowych. Metody badań nieniszczących, takie jak kontrola penetracyjna barwnikiem, badania ultradźwiękowe lub badania prądami wirowymi, pozwalają wykryć pęknięcia przed awarią, ale wymagają demontażu i specjalistycznego sprzętu.
Ograniczenia kontroli wzrokowej
W przeciwieństwie do korozji ogólnej, która powoduje widoczną rdzę lub wżery, SCC często pozostawia powierzchnię w idealnym stanie. Pęknięcia są zazwyczaj:
- Niezwykle delikatny: szerokość 0,01–0,5 mm, niewidoczne gołym okiem
- Wypełniony produktami korozji: Pojawiają się jako słabe linie przebarwień.
- Ukryte pod elementami montażowymi: Rozpocznij od otworów po śrubach i szczelinach.
- Ustawiony prostopadle do naprężenia: Postępuj zgodnie z przewidywalnymi wzorcami
Strefy kontroli wysokiego ryzyka:
- Otwory na śruby montażowe: Najwyższa koncentracja naprężeń
- Strefy wpływu ciepła spawania: Naprężenia szczątkowe i uwrażliwienie granic ziaren
- Korzenie nici: Elementy zwiększające naprężenia z korozją szczelinową
- Zaślepki cylindrów: Naprężenie obwodowe wywołane ciśnieniem
- Rowki uszczelniające: Koncentracja naprężeń spowodowana ściskaniem uszczelnienia
Wskaźniki oparte na wynikach
Ponieważ wykrycie wizualne jest trudne, należy monitorować następujące zmiany wydajności:
Testowanie zaniku ciśnienia: Zwiększyć ciśnienie w butli i monitorować spadek ciśnienia przez 24 godziny. Spadek >2% sugeruje mikroprzecieki przez pęknięcia zbyt małe, aby je dostrzec.
Emisja akustyczna: Pęknięcia rozprzestrzeniające się w metalu wytwarzają ultradźwiękowe sygnały akustyczne. Specjalistyczne czujniki mogą wykrywać wzrost pęknięć w czasie rzeczywistym, ale wymaga to kosztownego sprzętu.
Korelacja cyklu liczeniaJeśli butle używane w podobnych warunkach ulegają awarii przy podobnej liczbie cykli (np. wszystkie ulegają awarii po około 500 000–600 000 cykli), prawdopodobnie przyczyną jest SCC, a nie przypadkowe zużycie.
Metody badań nieniszczących
W przypadku zastosowań krytycznych należy przeprowadzać okresowe kontrole NDT:
| Metoda NDT | Zdolność wykrywania | Koszt | Ograniczenia |
|---|---|---|---|
| Barwnik penetrujący | Pęknięcia powierzchniowe >0,01 mm | $ | Wymaga demontażu, dostępu do powierzchni |
| Cząstka magnetyczna | Pęknięcia powierzchniowe/przypowierzchniowe | $$ | Działa tylko na stal ferrytyczną, nie austenityczną. |
| Badania ultradźwiękowe | Pęknięcia wewnętrzne >1 mm | $$$ | Wymaga wykwalifikowanego technika, złożona geometria stanowi wyzwanie |
| Prąd wirowy | Pęknięcia powierzchniowe, zmiany materiałowe | $$$ | Ograniczona głębokość penetracji |
| Radiografia | Pęknięcia wewnętrzne >2% grubość ścianki | $$$$ | Kwestie bezpieczeństwa, wysokie koszty |
W Bepto zalecamy kontrola metodą penetracyjną4 podczas corocznej konserwacji cylindrów w środowiskach o wysokim ryzyku wystąpienia chlorków. Koszt wynosi $50-150 na cylinder, ale może zapobiec katastrofalnym awariom.
“Krzywa wannowa” awarii SCC
Awarie SCC przebiegają według przewidywalnego schematu:
Faza 1 (miesiące 0–12): Brak uszkodzeń, pęknięcia pojawiają się, ale nie są jeszcze krytyczne.
Faza 2 (miesiące 12–24): Pojawiają się pierwsze uszkodzenia, przyspiesza rozprzestrzenianie się pęknięć.
Faza 3 (miesiące 24–36): Wskaźnik awaryjności osiąga szczyt, gdy wiele elementów osiąga krytyczny rozmiar pęknięcia.
Faza 4 (36+ miesięcy): Wskaźnik awaryjności spada, ponieważ podatne urządzenia już uległy awarii.
Jeśli wystąpi jedna awaria SCC, należy spodziewać się kolejnych w ciągu 3–6 miesięcy. Ten efekt klastrowania jest charakterystyczny dla SCC i wskazuje na problem systemowy wymagający natychmiastowego podjęcia działań naprawczych.
Które gatunki stali nierdzewnej zapewniają lepszą odporność na korozję naprężeniową wywołaną chlorkami (SCC)?
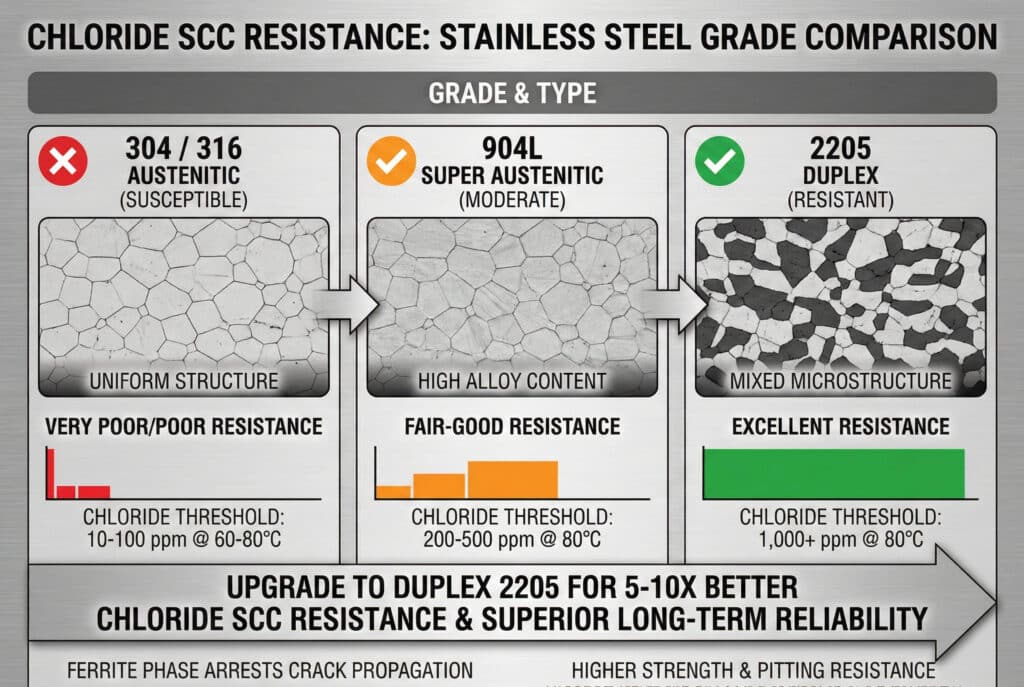
Nie wszystkie stale nierdzewne zachowują się tak samo w obecności chlorków. 🛡️
Stale nierdzewne typu duplex (2205, 2507) oferują 5-10 razy lepszą odporność na korozję naprężeniową wywołaną chlorkami niż gatunki austenityczne dzięki swojej mieszanej mikrostrukturze ferrytyczno-austenitycznej, z krytycznymi progami chlorków powyżej 1000 ppm w temperaturze 80°C w porównaniu z 50-100 ppm dla stali nierdzewnej 316. Gatunki super austenityczne (904L, AL-6XN) z dodatkiem 6% molibdenu zapewniają pośrednią poprawę, podczas gdy stale nierdzewne ferrytyczne (430, 444) są zasadniczo odporne na SCC pod wpływem chlorków, ale mają niższą wytrzymałość i plastyczność, co sprawia, że nie nadają się do zastosowań pneumatycznych pod wysokim ciśnieniem.
Porównanie gatunków stali nierdzewnej
| Ocena | Typ | Odporność SCC | Próg chlorkowy | Siła | Koszt względny | Dostępność preparatu Bepto |
|---|---|---|---|---|---|---|
| 304 | Austenityczny | Bardzo słaby | 10–50 ppm przy 60°C | Umiarkowany | $ (wartość bazowa) | Niezalecane |
| 316 | Austenityczny | Słaby | 50–100 ppm przy 80°C | Umiarkowany | $$ | Standard |
| 316L | Austenityczny | Słaby-Dostateczny | 75–150 ppm przy 80°C | Umiarkowany | $$ | Standard |
| 904L | Super austenityczny | Dobra-Dobra | 200–500 ppm w temperaturze 80°C | Umiarkowany | $$$$ | Zamówienie niestandardowe |
| 2205 | Dwupoziomowy | Doskonały | Ponad 1000 ppm w temperaturze 80°C | Wysoki | $$$ | Opcja premium |
| 2507 | Super Duplex | Znakomity | Ponad 2000 ppm w temperaturze 100°C | Bardzo wysoka | $$$$ | Zamówienie niestandardowe |
| 430 | Ferrytyczny | Odporność | NIE DOTYCZY | Niski-umiarkowany | $ | Nie nadaje się do butli |
Dlaczego stal nierdzewna Duplex jest najlepsza
Stale nierdzewne typu duplex5 zawierają w swojej mikrostrukturze około 50% ferrytu i 50% austenitu. Takie połączenie zapewnia:
Odporność SCC: Faza ferrytu jest zasadniczo odporna na korozję naprężeniową wywołaną chlorkami, natomiast austenit zapewnia plastyczność i wytrzymałość. Pęknięcia powstające w ziarnach austenitu są zatrzymywane, gdy napotykają ziarna ferrytu.
Większa wytrzymałość: Gatunki Duplex mają granicę plastyczności o 50-80% wyższą niż 316, co pozwala na uzyskanie cieńszych ścianek i mniejszej masy przy tej samej wartości ciśnienia znamionowego.
Lepsza odporność na korozję: Wyższa zawartość chromu (22-25%) i molibdenu (3-4%) zapewnia doskonałą odporność na korozję wżerową i szczelinową.
Efektywność kosztowa: Chociaż materiał duplex kosztuje 40-60% więcej niż 316, jego lepsza wydajność często skutkuje niższym całkowitym kosztem posiadania dzięki wydłużonej żywotności.
Przykład zastosowania w świecie rzeczywistym
Niedawno współpracowałem z Thomasem, który zarządza zakładem przetwórstwa owoców morza w stanie Maine. W jego zakładzie stosowane są wysokociśnieniowe systemy mycia wodą chlorowaną o temperaturze 70–75°C — idealne warunki do wystąpienia SCC. Pierwotnie stosowane cylindry ze stali nierdzewnej 316 ulegały awarii co 10–14 miesięcy, co kosztowało $8000–12 000 za każdą awarię, łącznie z przestojem.
Wymieniliśmy jego cylindry na jednostki ze stali nierdzewnej Bepto 2205 duplex. Koszt materiału był wyższy o 50%, ale po 4 latach eksploatacji nie odnotowano ani jednej awarii SCC. Całkowity koszt posiadania spadł o 65% w porównaniu z wielokrotną wymianą cylindrów 316.
Schemat decyzyjny dotyczący wyboru materiałów
Użyj stali nierdzewnej 316, gdy:
- Narażenie na chlorek <50 ppm
- Temperatura robocza <60°C
- W pomieszczeniu, w klimatyzowanym środowisku
- Ograniczenia budżetowe są głównym problemem.
Użyj Duplex 2205, gdy:
- Narażenie na chlorek 50–1000 ppm
- Temperatura robocza 60–100°C
- Środowisko przybrzeżne, zewnętrzne lub morskie
- Długoterminowa niezawodność jest priorytetem
Użyj Super Duplex 2507, gdy:
- Narażenie na chlorek >1000 ppm
- Temperatura robocza >100°C
- Bezpośredni kontakt z wodą morską
- Konsekwencje niepowodzenia są poważne.
Rozważ alternatywne materiały, gdy:
- Poziom chlorków jest ekstremalny (>5000 ppm)
- Temperatura przekracza 120°C
- Opcje obejmują cylindry z tytanu, Hastelloy lub pokryte polimerem.
Jakie strategie zapobiegania faktycznie sprawdzają się w środowiskach zawierających chlorki?
Zapobieganie jest zawsze tańsze niż wymiana. 💡
Skuteczne zapobieganie SCC wymaga wielopoziomowego podejścia: należy określić materiały odporne na SCC (stal nierdzewna duplex lub super austenityczna), zminimalizować naprężenia rozciągające poprzez odpowiednią konstrukcję mocowania i obróbkę cieplną spoin w celu odprężenia, kontrolować środowisko poprzez stosowanie powłok ochronnych lub regularne płukanie słodką wodą w celu usunięcia osadów chlorków oraz wdrożyć zarządzanie temperaturą, aby utrzymać powierzchnie poniżej 60°C. Najbardziej niezawodna strategia łączy modernizację materiałów z kontrolą środowiska, zmniejszając ryzyko SCC o 95-99% w porównaniu ze standardową stalą nierdzewną 316 w niekontrolowanych środowiskach chlorowych.
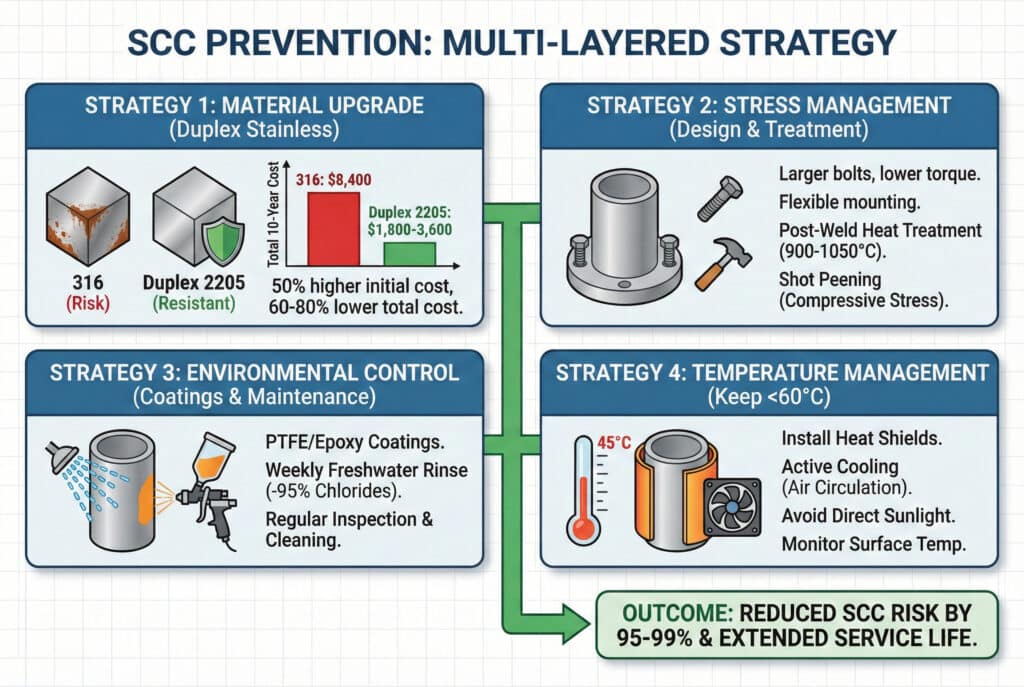
Strategia 1: Ulepszenie materiałów
Najskuteczniejszym sposobem zapobiegania jest stosowanie materiałów odpornych na SCC od samego początku:
Przykład analizy kosztów i korzyści:
| Scenariusz | Koszt początkowy | Oczekiwany czas życia | Awarie/10 lat | Całkowity koszt w ciągu 10 lat |
|---|---|---|---|---|
| Stal nierdzewna 316 (podstawa) | $1,200 | 18 miesięcy | 6-7 zamienników | $8,400 |
| 316 + powłoka ochronna | $1,450 | 30 miesięcy | 3-4 zamienniki | $5,800 |
| Dwupoziomowy 2205 | $1,800 | 10+ lat | Wymiana 0-1 | $1,800-3,600 |
Opcja dupleksowa ma o 50% wyższy koszt początkowy, ale o 60-80% niższy całkowity koszt posiadania.
Strategia 2: Zarządzanie stresem
Zmniejsz naprężenie rozciągające poniżej progu SCC:
Modyfikacje projektu:
- Użyj większych śrub montażowych przy niższym momencie obrotowym (zmniejsza koncentrację naprężeń).
- Wdrożenie elastycznych systemów montażowych, które uwzględniają rozszerzalność cieplną
- Dodaj rowki odciążające w miejscach przejść poddanych dużym naprężeniom.
- Określ śrutowanie w celu wytworzenia naprężeń ściskających na powierzchni (przeciwstawnych do naprężeń rozciągających).
Obróbka cieplna po spawaniu:
W przypadku butli spawanych wyżarzanie odprężające w temperaturze 900–1050°C eliminuje resztkowe naprężenia spawalnicze. Powoduje to wzrost kosztów produkcji o 10–151 TP3T, ale znacznie zmniejsza ryzyko wystąpienia pękania naprężeniowego (SCC) w spoinach.
Strategia 3: Kontrola środowiska
Usuń lub zneutralizuj chlorki:
Powłoki ochronne:
- Powłoki PTFE: Stanowią barierę chroniącą przed przenikaniem chlorków, grubość 0,025–0,050 mm.
- Powłoki epoksydowe: ekonomiczne, ale mniej trwałe, wymagają ponownego nakładania co 2–3 lata.
- Powłoki PVD: azotek tytanu lub azotek chromu, doskonała trwałość, ale wysoka cena
Protokoły konserwacji:
- Cotygodniowe płukanie słodką wodą w celu usunięcia osadów chlorków (zmniejsza stężenie chlorków o 80-95%)
- Comiesięczna kontrola i czyszczenie szczelin oraz połączeń montażowych
- Kwartalne stosowanie związków inhibitorów korozji
Współpracowałem z dostawcą sprzętu dla marin na Florydzie, który wdrożył prosty protokół cotygodniowego płukania słodką wodą dla swoich cylindrów ze stali nierdzewnej 316. Ten program konserwacji $50/miesiąc wydłużył żywotność cylindrów z 14 miesięcy do ponad 4 lat — zwrot z inwestycji wyniósł 10:1.
Strategia 4: Zarządzanie temperaturą
Utrzymuj powierzchnie poniżej krytycznego progu 60°C:
- Zainstaluj osłony termiczne między cylindrami a gorącym sprzętem.
- W zamkniętych pomieszczeniach należy stosować aktywne chłodzenie (cyrkulację powietrza).
- Unikaj bezpośredniego nasłonecznienia instalacji zewnętrznych.
- Monitoruj temperaturę powierzchni za pomocą termowizji podczas upałów.
Pakiet środowiskowy Bepto Chloride
Klientom działającym w środowiskach o wysokim ryzyku związanym z obecnością chlorków oferujemy kompleksowe rozwiązanie:
Pakiet standardowy:
- Konstrukcja ze stali nierdzewnej Duplex 2205
- Powierzchnie poddane śrutowaniu w celu uzyskania naprężeń ściskających
- Powłoka PTFE na powierzchniach montażowych
- Elementy montażowe ze stali nierdzewnej z preparatem zapobiegającym zatarciu
- Wytyczne dotyczące instalacji i konserwacji
Pakiet Premium:
- Super duplex 2507 stal nierdzewna
- Spoiny odprężone
- Pełna powłoka zewnętrzna z PTFE
- Czujniki monitorujące korozję
- 5-letnia gwarancja na uszkodzenia spowodowane SCC
Pakiet premium kosztuje 80–100% więcej niż standardowe butle 316, ale w ciągu 6 lat nie odnotowaliśmy żadnych awarii SCC w ponad 500 instalacjach w środowiskach przybrzeżnych i morskich.
Program kontroli i monitorowania
W przypadku istniejących instalacji 316, których nie można natychmiast wymienić:
Miesięcznie: Kontrola wzrokowa pod kątem przebarwień, wycieków lub zmian powierzchniowych.
Kwartalnie: Badanie penetracyjne barwnikiem w strefach poddanych dużym naprężeniom
Rocznie: Ultradźwiękowy pomiar grubości w celu wykrycia pęknięć wewnętrznych
CiągłyMonitorowanie ciśnienia w przypadku niewyjaśnionego rozkładu
Program ten kosztuje $200-400 za cylinder rocznie, ale pozwala wykryć SCC przed katastrofalną awarią, umożliwiając planową wymianę zamiast awaryjnego wyłączenia.
Wnioski
Pękanie korozyjne naprężeniowe w środowiskach chlorowych jest przewidywalne, możliwe do uniknięcia i kontrolowania poprzez świadomy dobór materiałów, kontrolę naprężeń i zarządzanie środowiskowe. Zrozumienie mechanizmu trzech czynników pozwala projektować systemy, które zapewniają niezawodną, długotrwałą wydajność nawet w najtrudniejszych warunkach nadmorskich i chemicznych. 🌊
Najczęściej zadawane pytania dotyczące pękania korozyjnego naprężeniowego w butlach ze stali nierdzewnej
P: Czy pęknięcia korozyjne naprężeniowe można naprawić, czy też zawsze konieczna jest wymiana butli?
Pęknięć SCC nie można naprawić w sposób niezawodny — po pojawieniu się pęknięć obszar ten pozostaje podatny na uszkodzenia, a pęknięcia pojawiają się ponownie nawet po spawaniu lub załataniu. Naprawy spawalnicze w rzeczywistości pogarszają problem, powodując powstanie nowych naprężeń szczątkowych i stref wpływu ciepła. Jedynym bezpiecznym rozwiązaniem jest całkowita wymiana butli na materiał odporny na SCC. Próby naprawy stwarzają ryzyko odpowiedzialności cywilnej, ponieważ awarie SCC są nagłe i katastrofalne w skutkach, potencjalnie powodując obrażenia lub uszkodzenia sprzętu.
P: Jak szybko SCC może przejść od zainicjowania do katastrofalnej awarii?
Czas trwania SCC różni się znacznie w zależności od warunków: w trudnych warunkach (wysoka zawartość chlorków, duże obciążenia, wysoka temperatura) katastrofalna awaria może nastąpić w ciągu 2–6 miesięcy od powstania pęknięcia; w umiarkowanych warunkach – w ciągu 6–18 miesięcy; w warunkach granicznych – w ciągu 1–3 lat. Kluczowym czynnikiem jest to, że 80–90% żywotności butli upływa na powstawanie pęknięć — gdy pęknięcia zaczną się rozprzestrzeniać, awaria następuje bardzo szybko. Dlatego okresowe kontrole są nieskuteczne, chyba że są przeprowadzane bardzo często (co miesiąc lub częściej) w środowiskach wysokiego ryzyka.
P: Czy regularne użytkowanie lub pozostawanie w stanie bezczynności wpływa na podatność na SCC?
W rzeczywistości SCC postępuje szybciej w warunkach stagnacji, ponieważ chlorki gromadzą się w szczelinach i pod osadami, gdy sprzęt nie jest używany. Regularna praca z płukaniem słodką wodą pomaga usunąć nagromadzone chlorki. Jednak praca w cyklu wysokich temperatur przyspiesza SCC poprzez efekty termiczne. Najgorszym scenariuszem jest praca przerywana, w której sprzęt pozostaje bezczynny w warunkach zanieczyszczenia chlorkami, a następnie pracuje w wysokiej temperaturze — łączy to stężenie chlorków z aktywacją termiczną.
P: Czy istnieją jakieś sygnały ostrzegawcze dotyczące jakości sprężonego powietrza, które mogłyby wskazywać na zanieczyszczenie chlorkami?
Tak — jeśli system sprężonego powietrza wykazuje oznaki korozji wewnętrznej (cząsteczki rdzy w filtrach, skorodowane przewody powietrzne), klorekty mogą pochodzić z atmosfery w obszarach przybrzeżnych lub z zanieczyszczonej wody chłodzącej w chłodnicach końcowych sprężarek powietrza. Badanie zawartości klorektów w sprężonym powietrzu kosztuje $100-200 i pozwala zidentyfikować to ukryte zagrożenie. Norma ISO 8573-1 klasa 2 lub wyższa dla cząstek stałych i klasa 3 lub wyższa dla zawartości wody pomaga zminimalizować transport chlorków przez systemy pneumatyczne.
P: Dlaczego niektóre cylindry ze stali nierdzewnej 316 wytrzymują lata, podczas gdy inne szybko ulegają uszkodzeniu w podobnych warunkach?
Niewielkie różnice w poziomach naprężeń, lokalnym stężeniu chlorków i temperaturze powodują znaczne różnice w czasie wystąpienia SCC. Butla zamontowana z nieco wyższym momentem obrotowym śruby (wyższe naprężenie) może ulec uszkodzeniu w ciągu 12 miesięcy, podczas gdy sąsiednia jednostka o niższym naprężeniu montażowym wytrzyma 5 lat. Różnice w mikroklimacie — jedna butla wystawiona na bezpośrednie działanie promieni słonecznych (cieplejsza) w porównaniu z inną znajdującą się w cieniu — powodują różne wskaźniki awaryjności. Ta zmienność jest charakterystyczna dla SCC i stanowi powód, dla którego jest ona tak niebezpieczna: nie można przewidzieć, która konkretna butla ulegnie awarii jako następna, a jedynie to, że awarie wystąpią w podatnych materiałach w odpowiednich warunkach.
-
Dowiedz się więcej o strukturze krystalicznej i właściwościach stali nierdzewnych austenitycznych. ↩
-
Dowiedz się, jak jony chlorkowe oddziałują z ochronną warstwą pasywną tlenku chromu na stali nierdzewnej. ↩
-
Zbadaj proces elektrochemiczny lokalnego rozpuszczania anodowego na końcach rozprzestrzeniających się pęknięć. ↩
-
Zrozumienie standardowych procedur i zastosowań kontroli penetracyjnej barwnikowej w wykrywaniu pęknięć. ↩
-
Zapoznaj się z obszernym przewodnikiem na temat tego, w jaki sposób dwufazowa mikrostruktura stali nierdzewnej typu duplex zapobiega rozprzestrzenianiu się pęknięć. ↩
