

Неправильные методы монтажа безмолвно разрушают приводы на промышленных предприятиях по всему миру, вызывая преждевременные отказы, которые обходятся компаниям в тысячи долларов за непредвиденные простои. Проблемы несоосности являются причиной более 60% отказов пневматических приводов, однако большинство этих проблем можно полностью предотвратить с помощью правильных методов монтажа.
Правильный монтаж и выверка могут продлить срок службы привода с 2-3 лет до 8-10 лет за счет исключения боковые нагрузки1Это уменьшает внутренний износ и обеспечивает оптимальное распределение усилия по всему циклу хода привода. Главное - понять траекторию движения нагрузки, обеспечить перпендикулярность монтажных поверхностей и создать надлежащие опорные конструкции.
На прошлой неделе мне позвонил расстроенный менеджер по техническому обслуживанию из Огайо, чье предприятие заменяло приводы каждые 18 месяцев. Проанализировав практику их установки, мы обнаружили простые ошибки выравнивания, которые стоили им более $50 000 в год за счет преждевременной замены. 😤
Оглавление
- Каковы критические требования к монтажной поверхности для обеспечения долговечности привода?
- Как устранить вредные боковые нагрузки при монтаже?
- Какие инструменты и методы выравнивания обеспечивают оптимальную производительность?
- Какие распространенные ошибки при монтаже приводят к преждевременному выходу из строя приводов?
Каковы критические требования к монтажной поверхности для обеспечения долговечности привода?
Стабильность основания и точность поверхности являются краеугольным камнем успешной установки приводов и напрямую влияют на характер износа внутренних компонентов.
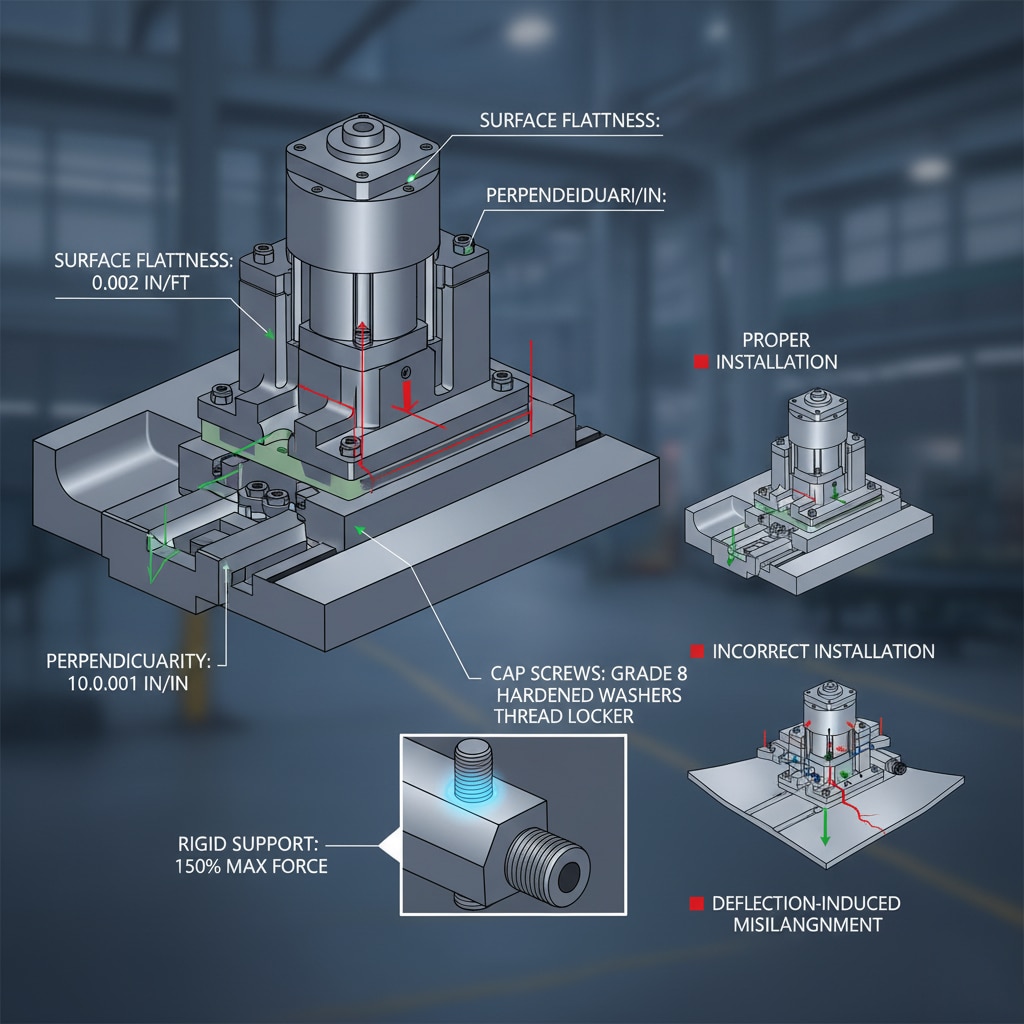
Монтажные поверхности должны быть плоскими в пределах 0,002″ на фут, перпендикулярными в пределах 0,001″ на дюйм и обеспечивать жесткую опору, способную выдержать 150% от максимального выходного усилия привода, чтобы предотвратить смещение, вызванное прогибом.
Основные стандарты подготовки поверхности
Правильный монтаж начинается с тщательной подготовки поверхности:
Требования к плоскостности и перпендикулярности
- Плоскостность поверхности: Максимальное отклонение 0,002″ по монтажной длине
- Допуск на перпендикулярность: В пределах 0,001″ на дюйм от монтажной поверхности
- Отделка поверхности: 125 RMS2 или лучше для оптимального контакта
- Толщина материала: Минимум 1,5x диаметр болта для адекватного зацепления резьбы
Технические характеристики монтажного оборудования
| Компонент | Технические характеристики | Значение крутящего момента | Класс материала |
|---|---|---|---|
| Винты с крышками | Минимум 8 класс | 75% из испытательная нагрузка3 | Легированная сталь |
| Шайбы | Закаленная плоская | Н/Д | SAE 1060+ |
| Монтажные пластины | Минимальная толщина 1/4″ | Н/Д | A36 сталь минимум |
| Фиксатор резьбы | Средняя прочность | По производителю | Анаэробный клей4 |
История успеха в реальном мире
Я работал с Дженнифер, инженером упаковочного предприятия в Шарлотте, Северная Каролина. Ее команда каждые 6 месяцев сталкивалась с поломкой уплотнения штока на бесштоковых цилиндрах Bepto. Осмотрев их монтажную систему, мы обнаружили, что алюминиевые монтажные пластины деформируются под нагрузкой. Благодаря переходу на стальные пластины правильных размеров и повторной обработке монтажных поверхностей, приводы Дженнифер работают безупречно уже более 3 лет. 🔧
Как устранить вредные боковые нагрузки при монтаже?
Боковые нагрузки представляют собой наиболее разрушительную силу, действующую на пневматические приводы, вызывая ускоренный износ и катастрофические отказы уплотнений.
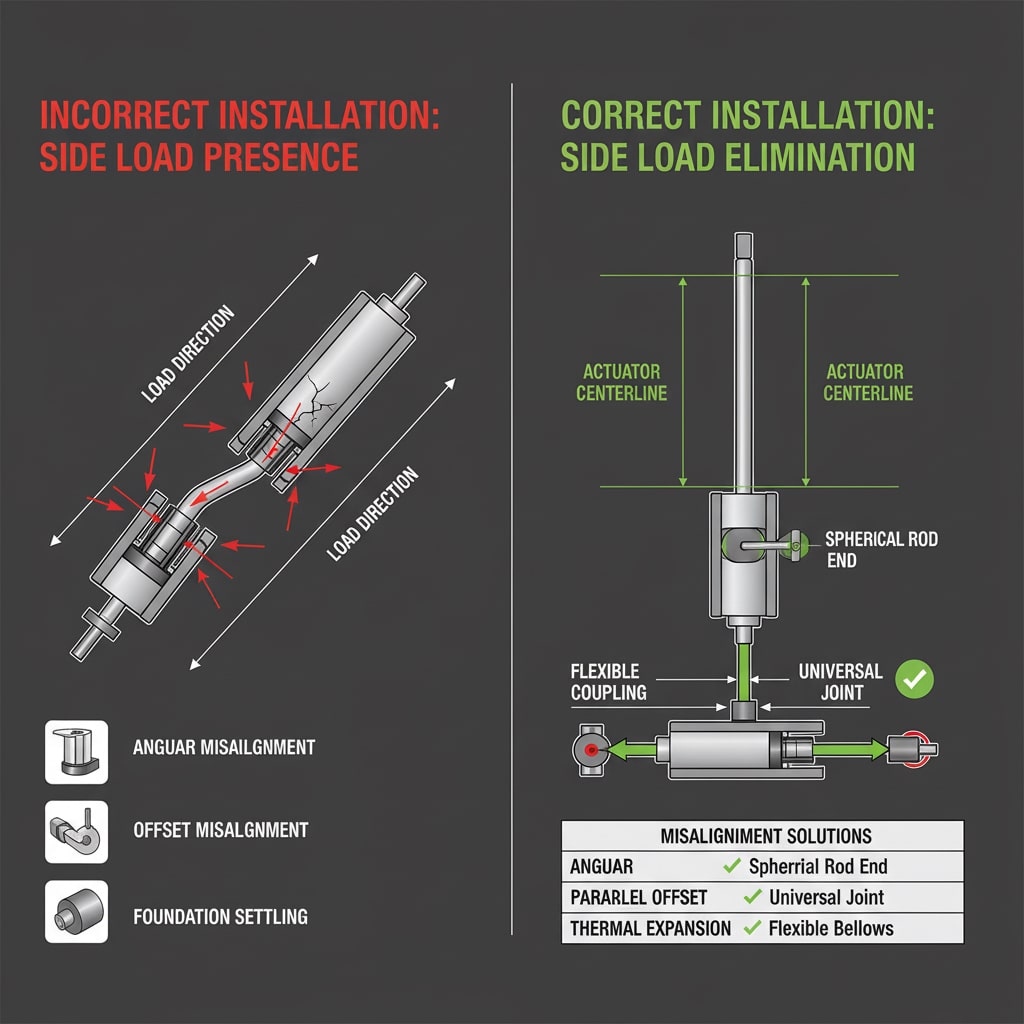
Устранение боковых нагрузок требует соблюдения идеальной соосности между центральной линией привода и направлением нагрузки, использования гибких муфт, где это необходимо, и обеспечения параллельного перемещения всех соединенных компонентов в течение всего цикла хода.
Понимание источников боковой нагрузки
Боковые нагрузки возникают из-за многочисленных ошибок при установке:
Причины нагрузки на первичной стороне
- Угловое смещение: Ось стержня не параллельна направлению нагрузки
- Перекос со смещением: Осевая линия штока смещена относительно осевой линии груза
- Тепловое расширение: Дифференциальное расширение между приводом и нагрузкой
- Оседание фундамента: Постепенное перемещение монтажных поверхностей
Методы устранения боковой нагрузки
Решения для гибких муфт
- Сферические стержневые наконечники: Допускает угловое смещение до 25°
- Универсальные шарниры: Обработка углового и параллельного смещения
- Гибкий сильфон: Поглощают разницу в тепловом расширении
- Скользящие направляющие: Предотвращение связывания во время циклов хода
| Тип несоосности | Максимальный допуск | Рекомендуемое решение | Влияние на стоимость |
|---|---|---|---|
| Angular | 0.5° | Сферический конец штока | Низкий |
| Параллельное смещение | 0,010″ | Универсальный шарнир | Средний |
| Тепловое расширение | Переменная | Гибкая муфта | Средний |
| Оседание фундамента | 0,005″ | Регулируемые крепления | Высокий |
Какие инструменты и методы выравнивания обеспечивают оптимальную производительность?
Для точного выравнивания требуются специальные инструменты и систематические методы измерения, чтобы достичь допусков, необходимых для продления срока службы привода.
При профессиональной центровке используются лазерные системы для длинных ходов, циферблатные индикаторы для точных измерений и систематические пошаговые процедуры, которые проверяют центровку в нескольких положениях хода, чтобы обеспечить стабильную работу во всем рабочем диапазоне.
Профессиональный набор инструментов для выравнивания
Основное измерительное оборудование
- Системы лазерного выравнивания: точность ±0,001″ на расстоянии более 10 футов
- Циферблатные индикаторы: Разрешение 0,0001″ для точных работ
- Точные квадраты: Проверенные ссылки на перпендикулярность
- Щуплые измерительные приборы: Измерение зазоров и проверка контакта с поверхностью
Пошаговая процедура выравнивания
Начальная фаза установки
- Установите привод использование временного крепежа
- Позиционная нагрузка в среднем положении гребка
- Проверьте параллельность с помощью лазера или линейки
- Проверьте перпендикулярность с точным квадратом
- Измерьте зазоры во всех местах соединения
Процесс точной настройки
- Отрегулируйте монтажные прокладки для достижения параллелизма
- Перемещение положения привода для выравнивания по центру
- Проверьте выравнивание в обоих крайних положениях
- Проверьте наличие переплета в течение всего цикла
- Приложите окончательный момент затяжки ко всем крепежным элементам
Компания Bepto Pneumatics прилагает к каждой партии приводов подробные процедуры юстировки, а наша служба технической поддержки предлагает дистанционные консультации для обеспечения правильной установки. 📐
Какие распространенные ошибки при монтаже приводят к преждевременному выходу из строя приводов?
Понимание и избежание частых ошибок при монтаже может предотвратить преждевременные отказы приводов 90% в промышленных приложениях.
К наиболее разрушительным ошибкам монтажа относятся недостаточная поддержка фундамента, неправильный выбор крепежа, пренебрежение соображениями теплового расширения и отсутствие проверки выравнивания после первоначальной установки, причем каждая ошибка потенциально сокращает срок службы привода на 50-80%.
Критические ошибки при установке
Ошибки, связанные с фундаментом и поддержкой
- Неразмерные монтажные пластины: Вызывает прогиб под нагрузкой
- Недостаточный момент затяжки болтов: Обеспечение движения во время работы
- Смешанные марки крепежа: Создание неравномерных усилий зажима
- Игнорирование тепловых эффектов: Без учета расширения/сужения
Ошибки выравнивания и пути нагрузки
- Одноточечные измерения: Не проверяет выравнивание на протяжении всего хода
- Игнорирование подключенного оборудования: Невозможность учесть выравнивание по течению
- Недостаточные зазоры: Создание помех во время работы
- Плохая документация: Не регистрировать строительные размеры
Недавно я помогал Майклу, руководителю технического обслуживания на заводе по производству автомобильных запчастей в Детройте. Его команда ежемесячно заменяла уплотнения приводов из-за, казалось бы, нормального износа. Расследование показало, что они использовали старые крепежные детали с растянутой резьбой, что создавало непостоянное усилие зажима. После внедрения рекомендованных нами процедур монтажа и использования надлежащего крепежа класса 8 интервалы замены уплотнений Майкла увеличились до более чем 18 месяцев. 🚗
Контрольный список профилактических мероприятий
| Check Point | Частота | Толерантность | Требуется действие |
|---|---|---|---|
| Момент затяжки крепежных болтов | Установка + 30 дней | ±10% от спецификации | При необходимости повторно затяните |
| Плоскостность поверхности | Предварительная установка | 0,002″/фут | Машина при превышении |
| Проверка выравнивания | Установка + 90 дней | В соответствии со спецификацией производителя | Отрегулируйте при необходимости |
| Тепловые зазоры | Сезонная | Допуск к проектированию | Измените, если произойдет связывание |
Заключение
Правильный монтаж и выверка - основа надежной работы привода, напрямую определяющая, будет ли ваше оборудование работать месяцами или десятилетиями.
Вопросы и ответы о монтаже и выравнивании приводов
В: Как часто следует проверять выравнивание привода после установки?
О: Проверьте выравнивание в течение 30 дней после установки, затем ежеквартально в течение первого года и в дальнейшем ежегодно. При использовании с высоким циклом работы может потребоваться более частая проверка.
В: Можно ли использовать фиксатор резьбы на всех крепежных элементах?
О: Используйте фиксатор резьбы средней прочности на крепежных болтах, но не применяйте его на регулировочных винтах или часто обслуживаемых соединениях. Всегда следуйте спецификациям производителя для конкретного применения.
Вопрос: Какова максимально допустимая боковая нагрузка для пневматических приводов?
О: Большинство пневматических приводов могут выдерживать 2-5% от силы тяги в качестве боковой нагрузки, но полное исключение боковых нагрузок за счет правильной центровки значительно продлевает срок службы.
Вопрос: Как учесть тепловое расширение при монтаже привода?
A: Рассчитайте ожидаемое расширение, исходя из температурного диапазона и коэффициентов материала. Обеспечьте соответствующие зазоры и используйте гибкие муфты, если тепловое движение превышает 0,005″.
В: Совместимы ли сменные приводы Bepto с существующими крепежными деталями?
О: Да, наши приводы сохраняют размерную совместимость с основными марками OEM-производителей, обеспечивая при этом превосходную гибкость монтажа и всестороннюю поддержку при установке, что гарантирует беспроблемную замену с повышенной надежностью.
-
Поймите инженерное определение боковой (или радиальной) нагрузки и то, как она влияет на подшипники и системы линейного перемещения. ↩
-
Узнайте, как среднеквадратичное отклонение (RMS) используется для измерения и определения микроскопической шероховатости обработанной поверхности. ↩
-
Узнайте, что такое расчетная нагрузка крепежа - максимальное усилие, которое он может выдержать без необратимой деформации. ↩
-
Изучите научные основы анаэробных клеев, которые отверждаются в отсутствие воздуха и обеспечивают фиксацию и герметизацию резьбовых крепежных элементов. ↩
