

簡介
採礦環境會讓標準氣缸桿在數月內損壞,而非數年。🪨 研磨性粉塵、岩石顆粒與礦物污染物如同砂紙般,在每次往復運動中不斷刮擦表面。 鍍鉻1 並導致災難性的密封失效。當您的設備在如此嚴苛的環境中運作時,傳統的表面處理根本無法滿足需求。.
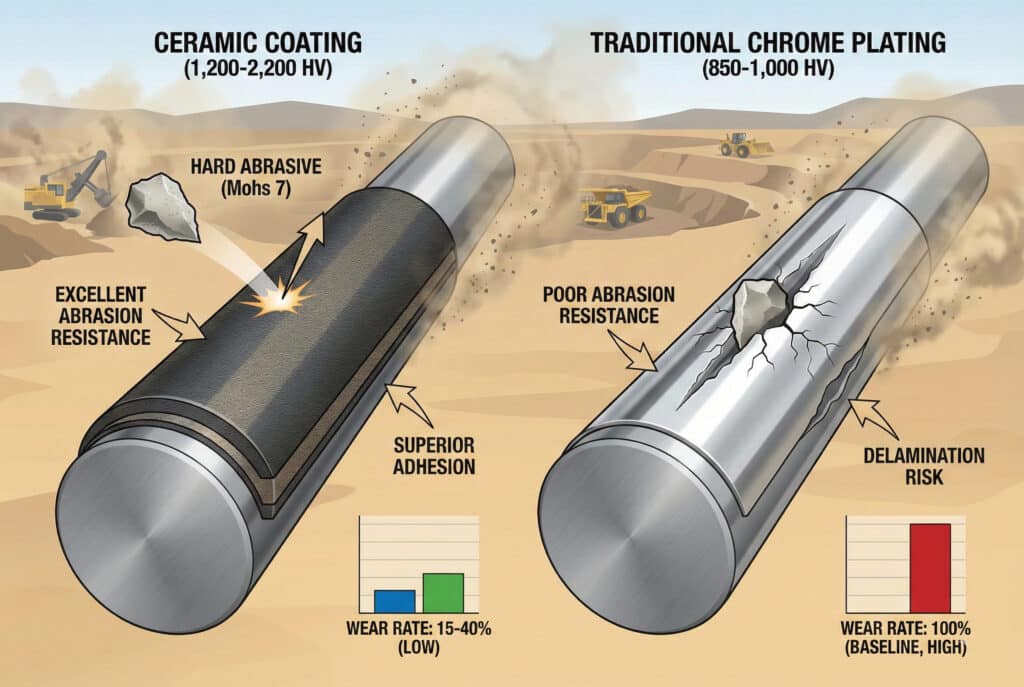
陶瓷塗層為氣缸連桿提供1,200-2,200 HV的硬度等級(相較於硬鍍鉻的850-1,000 HV),形成超硬耐磨屏障,在磨蝕性採礦應用中可延長連桿壽命達300-500%。此類塗層——包含碳化鉻、碳化鎢及氧化鋁——透過 熱噴塗2 或 PVD3 處理厚度為25-150微米的工藝,在提供卓越的抗顆粒性能的同時,仍能維持氣動缸體有效密封所需的平滑表面處理。.
上個季度,我與亞利桑那州某銅礦開採企業的維修工程師史蒂文合作。由於銅礦粉塵的磨蝕性,該設施每4至6個月就需更換鍍鉻氣缸桿。每次更換意味著關鍵輸送機定位系統停機8至12小時,每次事故造成15,000至20,000美元的損失。 我們為其提供配備鎢碳化物陶瓷塗層導桿的Bepto無桿氣缸。在相同惡劣環境下連續運行18個月後,其導桿磨損極輕微——我們將更換週期從6個月延長至預估3年以上,為該礦場節省逾120,000美元。.
目錄
陶瓷塗層為何在採礦應用中表現卓越?
採礦環境是考驗材料耐久性的終極試煉。⛏️
陶瓷塗層在採礦應用中表現優於傳統鍍鉻技術,因其晶體結構提供2-3倍硬度(1,200-2,200 HV對比850-1,000 HV)、卓越的礦物顆粒抗磨損能力,以及更強的附著強度,可防止塗層在衝擊載荷下剝離。 緻密的陶瓷基體能抵抗顆粒嵌入,並形成自潤滑表面,可降低30-40%的摩擦力,在-40°C至+500°C的溫度範圍內維持尺寸穩定性,同時延長連桿與密封件的使用壽命。.
耐磨損優勢
採礦作業使氣缸連桿暴露於地球上最具磨蝕性的物質之一:
| 研磨材料 | 莫氏硬度 | 鍍鉻磨損率 | 陶瓷塗層磨損率 |
|---|---|---|---|
| 二氧化矽粉塵(砂) | 7 | 100% (基線) | 15-25% |
| 鐵礦石 | 5-6 | 100% | 20-30% |
| 銅礦石 | 3-4 | 100% | 25-35% |
| 煤塵 | 2-3 | 100% | 30-40% |
| 石灰岩 | 3-4 | 100% | 25-35% |
硬度優勢顯著。硬度達850-1,000 HV的鍍鉻層雖比鋼材堅硬,卻比多數礦物顆粒柔軟。而硬度達1,200-2,200 HV的陶瓷塗層,其硬度超越多數磨蝕性污染物,能有效防止顆粒穿透。.
抗衝擊與抗震性能
採礦設備持續承受振動、衝擊載荷與撞擊。傳統鍍鉻工藝在此類工況下易產生裂紋或剝落,進而形成加速磨損的起始點。陶瓷塗層若能配合適當的底層黏合層正確施作,可更有效地分散衝擊能量。.
熱噴塗陶瓷塗層 透過表面粗化與粒子互鎖形成機械結合,即使在衝擊載荷下仍能提供卓越的黏著力。塗層的分層結構可吸收衝擊能量,避免發生災難性剝離。.
溫度穩定性
地下採礦作業可能面臨極端溫度變化——從地表的冰凍環境到地下40-50°C的高溫。沙漠地區的露天採礦作業則需承受超過50°C的日間高溫。陶瓷塗層能在此整個溫度範圍內維持其性能,而鍍鉻層則可能因反覆的溫度循環產生熱應力裂紋。.
哪些陶瓷塗層類型最適合用於氣缸連桿?
並非所有陶瓷塗層在氣動應用中都具有同等效能。🔬
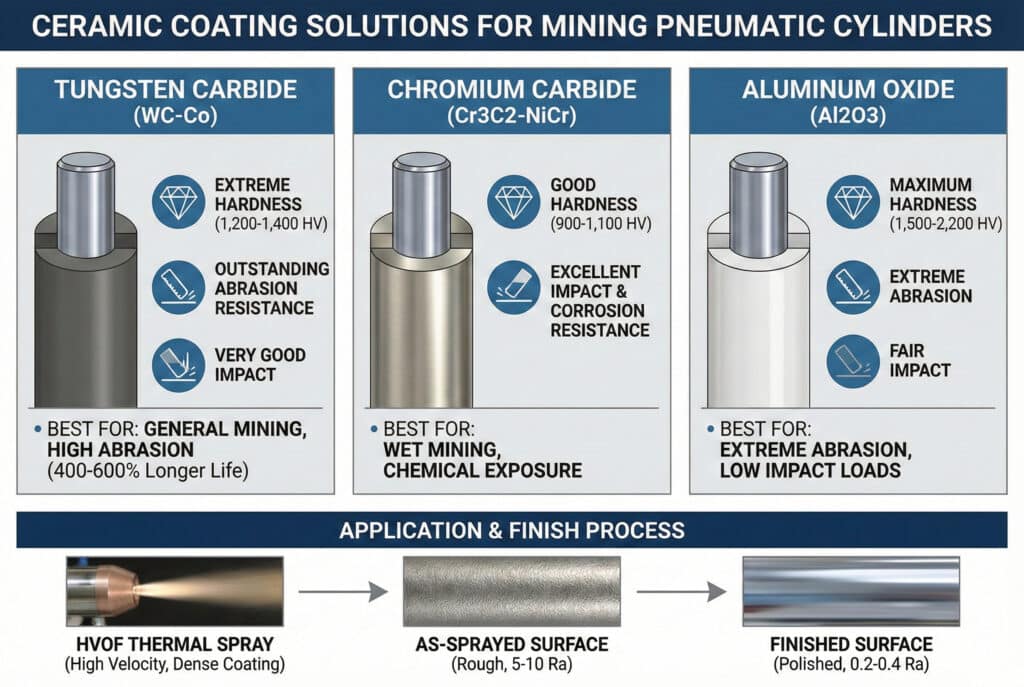
碳化鎢(WC-Co)塗層在礦業氣缸桿應用中,完美平衡了極致硬度(1,200-1,400 HV)、韌性與表面光潔度,在富含二氧化矽的環境中,其使用壽命較鉻塗層延長400-600%。 碳化鉻(Cr3C2-NiCr)兼具優異抗蝕性與良好硬度(900-1,100 HV),適用於濕式採礦作業。氧化鋁(Al2O3)提供最高硬度(1,500-2,200 HV),但需謹慎施作以避免脆化,故適用於低衝擊載荷下的極端磨損工況。.
礦業塗層比較
| 塗層類型 | 硬度 (HV) | 耐磨性 | 抗衝擊性 | 耐腐蝕性 | 最佳採礦應用程式 |
|---|---|---|---|---|---|
| 硬鍍鉻(基準) | 850-1,000 | 公平 | 良好 | 極佳 | 僅限室內使用,保持清潔 |
| 碳化鎢(WC-Co) | 1,200-1,400 | 傑出 | 非常好 | 良好 | 一般採礦,高磨損 |
| 碳化鉻(Cr₃C₂) | 900-1,100 | 極佳 | 極佳 | 傑出 | 濕式採礦、化學物質暴露 |
| 氧化鋁 (Al₂O₃) | 1,500-2,200 | 極端 | 公平 | 極佳 | 極度磨損,低衝擊 |
| 氮化鈦 (TiN) | 2,000-2,400 | 非常好 | 公平 | 良好 | 精密應用,較低負載 |
申請流程至關重要
高速氧燃料(HVOF)熱噴塗鎢碳化物與鉻碳化物塗層的黃金標準。高溫噴塗技術可形成致密度極高、結合力強且孔隙率極低的塗層。顆粒速度超過600米/秒,造就卓越的附著力與塗層密度。.
等離子噴塗適用於氧化鋁及部分碳化物塗層。成本低於高溫氣溶膠噴塗(HVOF),但孔隙率略高。在多數採礦應用中仍能提供卓越性能。.
物理氣相沉積(PVD):可形成極薄(2-5微米)、超硬塗層(如氮化鈦)。因塗層厚度較薄,僅適用於低磨損應用,但能提供卓越的表面光潔度。.
在Bepto,我們與 ISO 90014 經認證的塗層設施專精於高溫氣溶膠噴塗(HVOF)碳化鎢應用。我們的標準礦業級無桿氣缸採用75-100微米WC-Co塗層,塗覆於噴砂處理且經應力消除的基材上,以實現最佳附著力與耐久性。.
表面處理要求
陶瓷塗層在噴塗完成後表面粗糙(5-10 Ra),不適用於氣動密封件。必須進行塗層後研磨與拋光處理,將粗糙度降至0.2-0.4 Ra。此精加工工序能消除表面凸起,同時維持硬質陶瓷基體,形成光滑的密封表面——既能避免損壞密封件,又能保持耐磨性。.
陶瓷塗層釣竿與鍍鉻釣竿在總成本方面如何比較?
在挖礦應用中,初始價格僅能反映部分真相。💰
陶瓷塗層氣缸桿的初始成本比鍍鉻替代品高出80-150%(典型礦業氣缸尺寸為$300-600 vs. $150-250), 但在磨蝕性環境中可延長300-500%使用壽命,若計入替換零件、人工及停機成本,五年內總擁有成本可降低40-60%。對於每起氣缸故障導致10,000-50,000生產損失的作業場合,投資回收期通常僅需6-12個月。.
現實世界成本分析
情境:煤炭開採輸送機定位系統
| 成本因素 | 鍍鉻處理(5年保固) | 陶瓷塗層(5年) | 節約 |
|---|---|---|---|
| 初始桿成本 | $220 | $450 | -$230 |
| 替換件(9x 對 2x) | $1,980 | $450 | +$1,530 |
| 勞動力(11x @ $500) | $5,500 | $1,500 | +$4,000 |
| 停機時間(11次 @ $12,000) | $132,000 | $36,000 | +$96,000 |
| 密封件替換(額外磨損) | $880 | $320 | +$560 |
| 5 年總成本 | $140,580 | $38,720 | $101,860 |
本分析基於西維吉尼亞州某客戶在高矽煤塵環境下運轉的實際數據。.
Bepto 價值主張
作為直接OEM替代供應商,我們提供的陶瓷塗層無桿氣缸價格低於主流品牌25-35%。相較於頂級OEM品牌為同等防護收取$400-600的溢價,我們的碳化鎢塗層方案僅需額外增加約$180-280即可為標準氣缸提供同等保護。.
我最近與內華達州某採礦設備製造商的採購經理派翠西亞合作。她正在為將運往秘魯和智利運營的黃金開採設備指定氣缸規格——這些地區屬於極度磨損的高海拔環境。其原始設備製造商供應商報價為每支陶瓷塗層無桿氣缸$2,800美元,交貨期為16週。.
我們提供了尺寸相容的Bepto圓筒,表面覆蓋HVOF鎢鉬碳化物塗層,每件報價1,850美元,交貨期為4週。該公司現已將Bepto產品標準化應用於所有採礦作業,在提升供貨可靠性的同時,成功節省30-35%的零件成本。.
何時該採用陶瓷塗層
高價值應用:
- 設備停機時間 >$5,000 每小時
- 更換週期 <12 個月(鉻)
- 高矽粉塵或礦物粉塵暴露
- 交通不便的偏遠地區
邊際應用:
- 低週期設備(<50,000週期/年)
- 清潔或中等灰塵環境
- 便於維護的簡易存取
- 預算受限的專案
我們協助客戶根據實際運作狀況與總成本分析做出明智決策,而非僅針對每項應用強行推銷高級塗料。.
哪些安裝與維護考量至關重要?
陶瓷塗層需經特殊處理方能發揮最佳效能。🔧
陶瓷塗層活塞桿需遵循嚴謹安裝規範,包括:組裝時避免衝擊損傷、選用適當密封材料(聚氨酯或填充聚四氟乙烯取代標準丁腈橡膠)、使用低摩擦潤滑脂維持適當潤滑,並加裝有效防塵套或刮油環以防止顆粒積聚。定期檢查應著重塗層完整性而非磨損深度,因即使輕微塗層損傷亦可能加速局部磨損。安裝前應以保護套妥善存放,防止搬運過程造成損傷。.

安裝最佳實務
小心輕放陶瓷塗層雖極為堅硬,但若遭金屬工具撞擊仍可能產生缺角或裂痕。安裝時請使用塑膠或橡膠塗層工具。切勿直接夾緊塗層表面——務必使用保護套。.
密封相容性標準丁腈橡膠密封件可能無法在陶瓷塗層上提供最佳性能。我們建議:
- 聚氨酯密封件最佳耐磨性與相容性
- 填充聚四氟乙烯:適用於高溫應用環境
- 氫化丁腈橡膠(HNBR):特性平衡良好
適當的潤滑雖然陶瓷塗層能降低摩擦,但初始磨合期的潤滑至關重要。請使用二硫化鉬或聚四氟乙烯基潤滑脂,此類潤滑劑不會吸附磨料顆粒。.
維護與檢查
目視檢查規範:
- 每月檢查:檢查是否有可見的塗層損傷、剝落或分層現象
- 每季:測量密封件磨損率作為桿件狀態的指標
- 每年:使用放大設備進行微裂紋的詳細檢查
清潔程序請使用軟毛刷與壓縮空氣——切勿使用可能損壞塗層的金屬刷或研磨墊。避免將高壓水柱直接噴射於塗層表面。.
環境保護
即使陶瓷塗層的釣竿也受益於環境保護:
桿套:摺疊式靴能阻隔80-90%的顆粒與桿體表面接觸,使陶瓷塗層壽命延長2-3倍。.
雨刷高效能聚氨酯刮片能在顆粒接觸密封件前予以清除,同時保護塗層與密封表面。.
空氣過濾適當的壓縮空氣過濾(ISO 8573-15 6級或更高等級的顆粒控制)可防止內部污染,避免從內部損壞密封件。.
在Bepto,我們提供專為採礦應用設計的完整環保套件,包含重型連桿護套、雙刮水器組件,以及具備抗衝擊與抗振動性能的安裝硬體。.
總結
陶瓷塗層使礦業應用中的氣缸桿從消耗性零件轉變為長期資產,憑藉卓越的耐磨性與耐久性,大幅降低更換頻率、維護成本及非計劃性停機時間。🏆
關於礦業氣缸陶瓷塗層的常見問題
問:陶瓷塗層能否作為升級方案,直接塗覆於現有的鍍鉻桿上?
是的,但必須先透過研磨或化學剝離徹底去除鍍鉻層,以露出基底鋼材。接著對鋼棒進行噴砂處理,形成陶瓷塗層所需的表面粗糙度,再進行塗覆與精磨。此翻新工序的成本僅為全新陶瓷塗層鋼棒的60-70%(以TP3T計),對於大直徑或客製化鋼棒而言具經濟效益,但標準尺寸產品我們通常建議直接更換。.
問:若陶瓷塗層在操作過程中受損或剝落,會發生什麼情況?
表面輕微缺損(直徑<2毫米)通常不會擴散,只要黏合層保持完整——周邊陶瓷仍能持續保護基材。然而,若損傷導致基底鋼材暴露,便會形成局部磨損點並加速惡化。受損桿體應於下次定期維護時更換,而非等待災難性故障發生。正因如此,我們建議在嚴苛的採礦環境中實施季度檢查。.
問:陶瓷塗層是否需要特殊的磨合程序?
是的,陶瓷塗層活塞桿需經過50至100個循環的磨合期,期間應以低於正常值50-60%的速度及70-80%的工作壓力運行,並確保充分潤滑。此過程能使密封件貼合塗層表面,並建立初始潤滑油膜。若跳過磨合程序,可能導致運轉初期密封件過早磨損。.
問:陶瓷塗層在濕式採礦應用中接觸水時,其性能表現如何?
陶瓷塗層在潮濕環境中表現卓越——碳化鉻與碳化鎢塗層具備極高耐腐蝕性,且不會產生可能剝離鍍鉻層的底層腐蝕。然而,水流攜帶磨蝕性顆粒的能力遠勝於乾燥粉塵,因此環境密封措施(如桿靴、高效刮水器)顯得尤為關鍵。在濕式採礦應用中,透過妥善的系統設計,我們已見證其優異的實績表現。.
問:陶瓷塗層的釣竿在磨損後能否進行修復或重新塗層?
陶瓷塗層桿可進行剝離與重新塗覆,但每次循環的表面處理會去除0.1-0.2毫米基材。通常可重複塗覆2-3次,此後尺寸公差將受到影響。重新塗覆成本約為新桿價格的50-60%。 Bepto公司提供高價值或客製化應用的桿體翻新服務,但對於標準尺寸氣缸,更換新桿體通常更具經濟效益。.
