

您的汽車生產線是否正為空間限制和精度挑戰而煩惱?許多汽車業的工程師發現,傳統的氣壓缸無法提供現代製程所需的緊湊型高性能解決方案。這就是無桿氣缸改變遊戲規則的地方。
無桿氣壓缸 透過為焊接應用提供節省空間的設計、為組裝線實現高精度定位,以及滿足無塵室環境的嚴格污染控制要求 - 使機器佔地面積縮小達 50%,定位精度提高 30-40%,從而改變汽車製造業。
我與領先的汽車製造商直接合作超過十年,我親眼看到無桿氣缸技術如何解決他們一些最長期的自動化挑戰。讓我來分享一下這些創新元件正在產生最大影響的關鍵應用。
目錄
無桿氣缸如何改善焊槍整合?
汽車焊接線是擁擠、高速的環境,每一毫米的空間都很重要。傳統的氣動解決方案所造成的問題往往多於所解決的問題。
無活塞桿氣缸提供緊湊、強大的解決方案,可在空間有限的機器人工作單元中定位重型點焊槍,從而改善焊槍整合。它們的設計省去了外部活塞桿,與傳統氣缸相比,所需的安裝長度減少了近 50%,並允許更靈活的機器佈局。

在實施了數十個焊槍定位系統之後,我已經見證了正確的無桿氣缸是如何大幅改善效能與可維護性的。
機器人焊接單元的空間效率
現代汽車工廠的空間非常寶貴。以下是無桿油缸如何創造價值:
足跡減少分析
| 參數 | 傳統汽缸(內孔 100 公釐、衝程 500 公釐) | 無桿氣缸(內孔 100 公釐、衝程 500 公釐) | 優勢 |
|---|---|---|---|
| 總長度 | ~1200 公釐 (行程 + 機體 + 連桿) | ~650 公釐 (行程 + 滑架) | 46% 還原 |
| 干擾區 | 大型(移動桿) | 最小 (包含動作) | 可縮小機器間距 |
| 重量 | 高 | 中度 | 減少機械手臂的負荷 |
負載能力和剛性
焊槍很重,需要精確定位。無桿氣缸獨特地適合這項挑戰:
- 高負荷支援:整合式導軌系統可處理沉重的懸臂負載。
- 力矩阻抗:寬大的軸承間距可抵抗移動時的扭曲力。
- 剛性結構:鋁擠壓機身提供絕佳的剛性。
個案研究:白身焊接生產線
歐洲一家大型汽車製造商正苦惱於一個白車身焊接站。他們現有的傳統氣缸系統..:
- 體積龐大,維修時不易接近
- 容易導致焊條偏移,造成焊接品質不一致
- 由於移動質量高,速度受到限制
我們使用我們的機械耦合無桿氣缸實現了一個解決方案:
- 減少 35% 機器佔地面積,改善維修通道
- 整合式重型導軌軸承可消除偏移
- 由於移動質量較低,實現了更快的 20% 循環時間
結果在焊接品質和生產量上都有顯著的改善。關鍵在於充分利用無桿油缸設計的固有空間效率和剛性。
是什麼讓無桿氣缸成為組裝線定位的必要條件?
現代汽車組裝所要求的精確度是十年前聞所未聞的。無桿氣缸提供這些嚴苛任務所需的精確度與彈性。
無桿式氣缸對於組裝線定位非常重要,因為它們在長行程上提供優異的精確度,提供對於精密零件處理非常重要的平滑且受控制的運動曲線,並可輕鬆與先進的感測器和控制系統整合,以獲得閉環回饋。
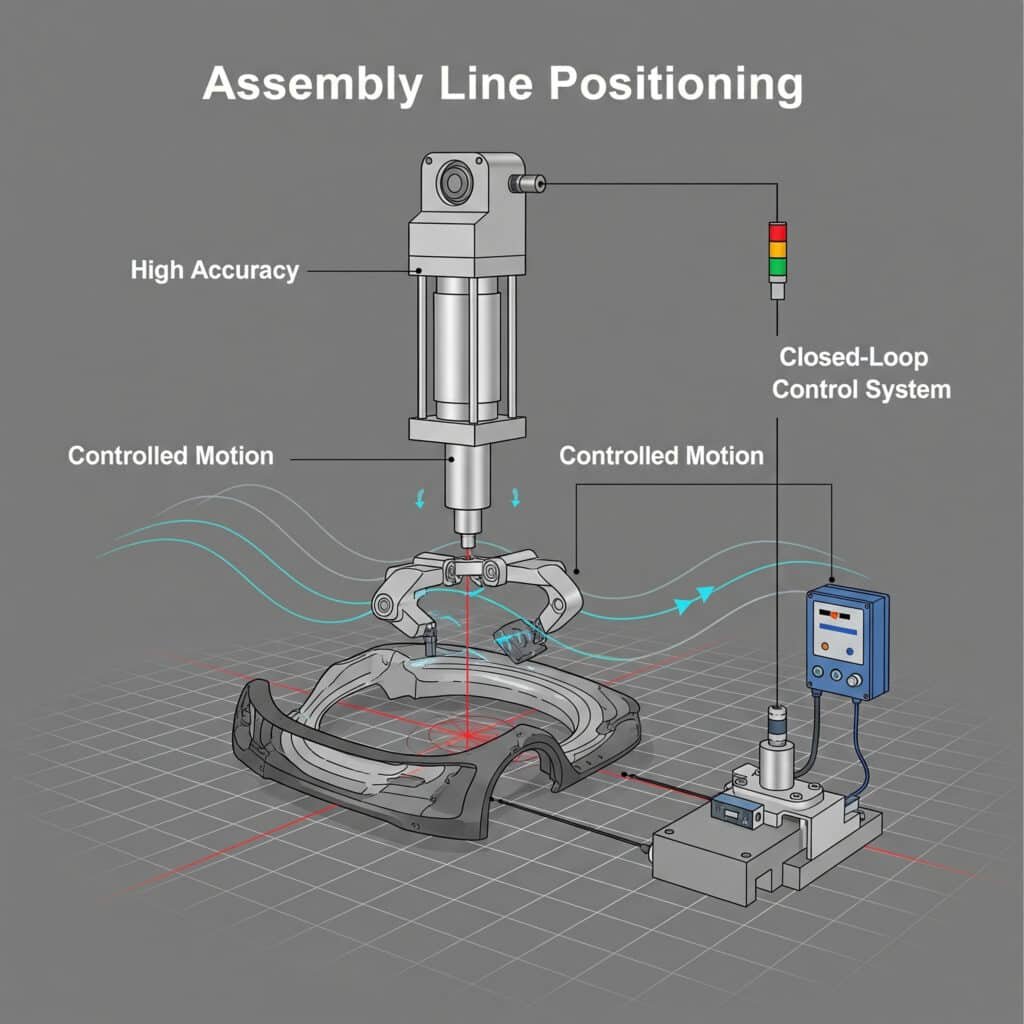
從動力傳動系統配接到儀表板安裝,無桿油缸所提供的精確度是現代汽車組裝的重要助力。
精確度與控制能力
無桿式氣缸的設計允許幾種先進的控制功能:
- 連續位置感測:磁性編碼器提供即時位置回饋。
- 多位置止動器:無需複雜的外部機制即可輕鬆實現。
- 平順的加速/減速:比例閥可實現精確的速度控制。
- 低摩擦設計:最大程度減少棍子滑動,實現穩定的低速移動。
特定應用的精確度要求
| 應用 | 所需的定位精度 | 無鑰匙圓柱式鎖芯特點 | 選擇原因 |
|---|---|---|---|
| 點焊1 槍 | ±1.0mm | 堅固的無桿導引 | 高負載能力 |
| 儀表板安裝 | ±0.5mm | 長行程導向無桿 | 長距離穩定性 |
| 動力系統配接 | ±0.1mm | 高精度導向無桿 | 負載下的剛性 |
| 玻璃安裝 | ±0.3mm | 磁耦合無桿 | 流暢的運動輪廓 |
實際執行策略
當我幫助一家美國大型汽車製造商升級其車門組裝站時,我們著重於這些關鍵要素:
識別關鍵定位點
- 門鉸鏈位置精度要求 ±0.15mm
- 主講人的動作需要平穩的加速度剖面
- 在一個行程內需要多個位置停止
選擇適當的技術
- 採用磁性位置感測的導向無桿氣缸
- 新增比例流量控制以進行速度管理
- 整合式位置驗證回饋
驗證方法
- 安裝時建立測量規範
- 實施持續核查程序
- 建立預防性維護計劃
結果,與門相關的品質問題減少了 67%,工位吞吐量提高了 40%。成功的關鍵因素在於了解定位不只是鋼瓶本身,而是圍繞鋼瓶的整個控制系統。
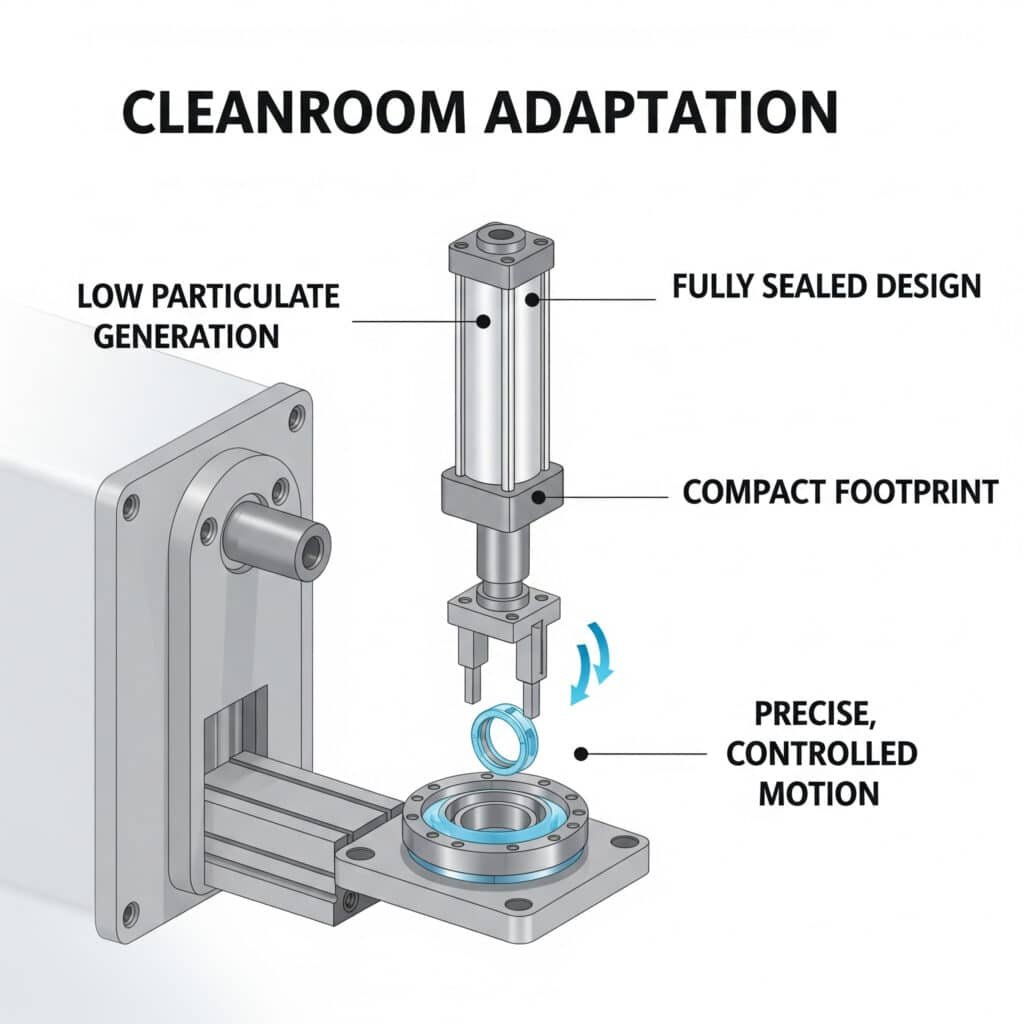
是什麼讓無桿氣缸成為汽車無塵室環境的理想選擇?
無塵室環境2 汽車製造業所面臨的獨特挑戰,是傳統氣動解決方案難以有效解決的。
無桿式圓筒是汽車無塵室環境的理想選擇,因為它們產生的微粒排放量極低,提供可防止污染的密封設計,為空間有限的無塵區提供緊湊的佔地面積,並提供敏感元件處理所需的精確控制。
汽車電子和電池生產的複雜性與日俱增,大幅擴大了業界對無塵室的要求。根據我在這些環境中實施解決方案的經驗,無桿氣缸具有明顯的優勢。
無塵室分類要求
汽車無塵室應用通常屬於這些類別:
ISO 7-8 級3 (聯邦標準 209E 等級 10,000-100,000)
- 電池芯組件
- 感測器製造
- 電子控制單元生產
ISO 6-7 級(聯邦標準 209E 1,000-10,000 級)
無桿氣瓶的污染控制功能
現代的無桿式圓筒設計結合了幾項特別有利於潔淨室環境的功能:
封閉式運動機構
- 密封帶可防止微粒產生
- 內部潤滑系統可減少維修保養
- 無外部移動零件,減少污染
材料相容性
- 非放氣密封件和元件
- 耐化學表面
- 靜電放電 (ESD)5 相容選項
特殊無塵室改裝
- 抽取微粒的外部真空口
- 低微粒產生的潤滑劑
- 專門的清洗協議
無塵室實作比較
| 特點 | 標準氣動 | 無塵室無桿圓筒 | 效益 |
|---|---|---|---|
| 粒子產生 | 中度至高度 | 非常低 | 維持清潔分類 |
| 外部潤滑 | 定期要求 | 提供密封系統 | 降低污染風險 |
| 清潔相容性 | 有限責任 | 增強的耐化學性 | 支援消毒協定 |
| 空間效率 | 貧窮 | 極佳 | 最大化清潔區域利用率 |
無塵室的電動與氣動無桿選項
雖然無桿式電動推桿通常被考慮用於無塵室,但氣動無桿式氣缸在某些應用中具有明顯的優勢:
- 發熱量較低(對溫度敏感的製程至關重要)
- 不會對敏感電子產品造成電磁干擾
- 簡化電池製造的防爆實施
- 一般而言,同等效能下成本較低
最近,我幫助奧地利的一家電池製造商在電極堆疊製程中實施了無塵室相容的無桿料筒系統。通過選擇具有專用密封件和內部潤滑的磁耦合無桿式圓筒,我們實現了以下目標:
- 符合 ISO 7 級標準
- 30% 較其先前的電動推桿解決方案更快的週期時間
- 大幅節省初始投資與能源消耗的成本
關鍵在於瞭解特定的無塵室要求,並選擇具有適當密封和潤滑技術的無桿氣缸變體。
總結
無桿氣缸已成為現代汽車製造業中不可或缺的元件,可提供焊接整合、組裝線定位和無塵室作業所需的空間效率、精度和可靠性。透過為各種應用選擇正確的無桿式解決方案,製造商可以在品質、效率和成本效益方面獲得顯著的改善。
常見問題
汽車製造中使用的無桿氣缸主要有哪些類型?
主要類型包括磁性無活塞杆油缸 (內部活塞與外部滑塊之間使用磁性耦合)、機械無活塞杆油缸 (使用機械連接,例如槽帶),以及導軌無活塞杆油缸 (具有額外的導軌,可處理側面負載)。根據負載要求和精度需求,每種類型都適用於不同的汽車應用。
在汽車應用中,無桿式氣缸與傳統氣缸相比有何優勢?
汽車製造中使用的無桿氣缸主要有哪些類型?
主要類型包括磁性無活塞杆油缸 (內部活塞與外部滑塊之間使用磁性耦合)、機械無活塞杆油缸 (使用機械連接,例如槽帶),以及導軌無活塞杆油缸 (具有額外的導軌,可處理側面負載)。根據負載要求和精度需求,每種類型都適用於不同的汽車應用。
焊接環境中的無桿式氣缸需要進行哪些維護?
在焊接環境中使用的無桿油缸需要定期檢查密封帶是否有飛濺損傷、定期清潔外表面、驗證磁性耦合器的性能,並根據製造商的規格不定期進行潤滑。維護得宜的裝置通常每 1,000 萬至 1,500 萬次循環才需要大修。
無桿式氣缸能否應付汽車組裝中的重負荷?
是的,現代的無活塞杆油缸可以承受巨大的負荷,在水平應用中,重型機型可以承受高達 200kg 的負荷。對於極端負載,具有額外軸承支撐的導向無桿式油壓缸可以承受更大的力,同時保持 ±0.1mm 以內的定位精度。
升級為無活塞杆油缸的典型投資回報是多少?
大多數汽車製造商在升級為無桿氣缸後的 8-18 個月內就能看到 ROI。這些回報來自於降低維護成本 (降低 30-40%)、改善品質 (通常減少 25-50% 的瑕疵)、節省空間 (40-60% 更小的佔地面積),以及因最佳化的運動曲線和可靠性而增加的產量 (增加 15-30%)。
-
提供電阻點焊的詳細說明,電阻點焊是汽車製造的常用製程,藉由施加壓力和電流來接合金屬板零件。 ↩
-
解釋潔淨室的概念,潔淨室是一種污染物(如灰塵、空氣中的微生物和化學蒸氣)含量較低的受控環境,對於敏感的製造過程非常重要。 ↩
-
詳細介紹 ISO 14644-1 標準,該標準根據空氣中顆粒的濃度對無塵室和受控環境的空氣潔淨度進行分類。 ↩
-
說明 LiDAR (Light Detection and Ranging) 的原理,這是一種使用脈衝雷射光量測與地球之間可變距離的遙測方法,是自動駕駛汽車的關鍵元件。 ↩
-
提供靜電放電 (ESD) 的解釋,靜電放電是指兩個帶電物體之間的突然電流,會對敏感電子元件造成重大損害。 ↩
