

Are you struggling to justify additional investment in your pneumatic systems while facing increasing pressure to reduce operational costs? Many maintenance and engineering managers find themselves caught between budget constraints and performance expectations, unsure how to demonstrate the financial benefits of system optimization.
Strategic ROI1 enhancement for rodless cylinder systems combines multi-cylinder synergy optimization, systematic air leakage detection, and data-driven spare parts inventory modeling – delivering typical payback periods of 3-8 months while reducing operational costs by 15-30% and improving system reliability by 25-40%.
I recently worked with a packaging equipment manufacturer who implemented these strategies across their pneumatic systems and achieved a remarkable 267% ROI within the first year, transforming their pneumatic systems from a maintenance burden into a competitive advantage. Their experience isn’t unique – these results are achievable in virtually any industrial application when the right enhancement strategies are properly implemented.
Table of Contents
- How Can Multi-Cylinder Synergy Optimization Maximize Your System Efficiency?
- What Air Leakage Detection Techniques Deliver the Fastest ROI?
- Which Spare Parts Inventory Model Will Minimize Your Downtime Costs?
- Conclusion
- FAQs About ROI Enhancement for Rodless Cylinders
How Can Multi-Cylinder Synergy Optimization Maximize Your System Efficiency?
Multi-cylinder synergy optimization represents one of the most overlooked opportunities for significant efficiency improvements in pneumatic systems.
Effective multi-cylinder synergy optimization combines strategic throttling, coordinated motion profiling, and pressure cascade utilization – typically reducing air consumption by 20-35% while improving cycle times by 10-15% and extending component life by 30-50%.
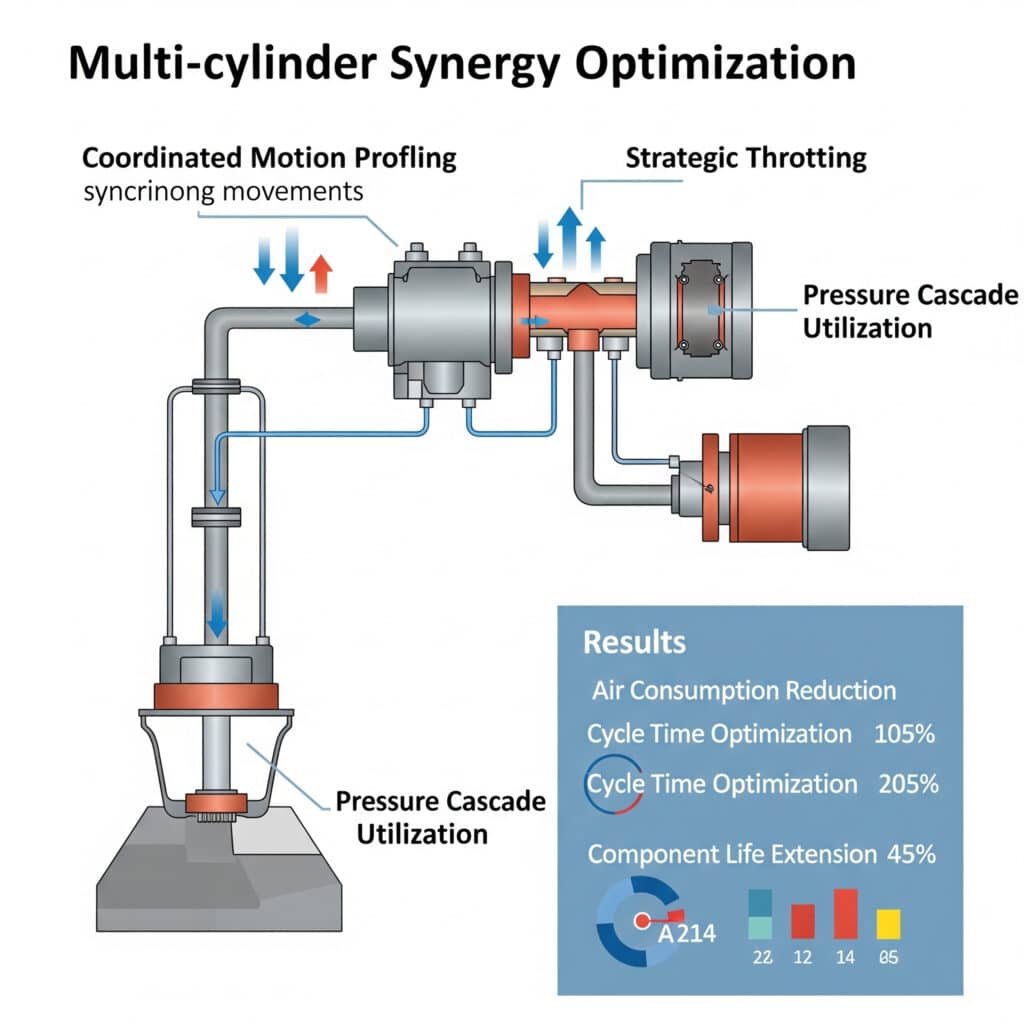
Having implemented optimization strategies across diverse industries, I’ve found that most organizations focus on individual cylinder performance while missing the substantial benefits of system-level optimization. The key is viewing multiple cylinders as an integrated system rather than isolated components.
Comprehensive Synergy Optimization Framework
A properly implemented synergy optimization approach includes these essential elements:
1. Strategic Throttling Implementation
Coordinated throttling across multiple cylinders delivers significant benefits:
| Throttling Strategy | Air Consumption Impact | Performance Impact | Implementation Complexity |
|---|---|---|---|
| Individual Cylinder Optimization | 10-15% reduction | Minimal change | Low |
| Sequential Motion Coordination | 15-25% reduction | 5-10% improvement | Medium |
| Pressure Cascade Implementation | 20-30% reduction | 10-15% improvement | Medium-High |
| Dynamic Pressure Adaptation | 25-35% reduction | 15-20% improvement | High |
Implementation considerations:
- Analyze motion sequence requirements
- Identify interdependencies between cylinders
- Determine critical vs. non-critical movements
- Establish minimum pressure requirements for each motion
2. Coordinated Motion Profile Development
Optimized motion profiles maximize efficiency across multiple cylinders:
Sequence Optimization Techniques
– Overlapping non-conflicting movements
– Staggering high-consumption operations
– Minimizing dwell times between movements
– Optimizing acceleration and deceleration profilesLoad Balancing Strategies
– Distributing peak air consumption
– Equalizing pressure demands
– Balancing workload across cylinders
– Minimizing pressure fluctuationsCycle Time Optimization
– Identifying critical path operations
– Streamlining non-value-added movements
– Implementing parallel operations where possible
– Optimizing transition timing
3. Pressure Cascade2 Utilization
Leveraging pressure differentials across the system improves efficiency:
Multi-Pressure System Design
– Implementing tiered pressure levels
– Matching pressure to actual requirements
– Utilizing pressure step-down strategies
– Recovering exhaust energy where feasibleSequential Pressure Utilization
– Using exhaust air for secondary operations
– Implementing air recycling techniques
– Cascading pressure from high to low requirements
– Optimizing valve and regulator placementDynamic Pressure Control
– Implementing adaptive pressure regulation
– Utilizing electronic pressure controllers
– Developing application-specific pressure profiles
– Integrating feedback-based adjustment
Implementation Methodology
To implement effective multi-cylinder synergy optimization, follow this structured approach:
Step 1: System Analysis and Mapping
Begin with comprehensive system understanding:
Motion Sequence Documentation
– Create detailed operation sequence charts
– Document timing requirements
– Identify dependencies between movements
– Map current air consumption patternsPressure Requirement Analysis
– Measure actual pressure needs for each operation
– Identify over-pressurized operations
– Document minimum pressure requirements
– Analyze pressure fluctuationsConstraint Identification
– Determine critical timing requirements
– Identify physical interference zones
– Document safety considerations
– Establish performance requirements
Step 2: Optimization Strategy Development
Create a tailored optimization plan:
Throttling Strategy Design
– Determine optimal throttle settings
– Select appropriate throttling components
– Design implementation approach
– Develop adjustment proceduresMotion Profile Redesign
– Create optimized sequence diagrams
– Develop coordinated motion profiles
– Design transition timing
– Establish control parametersPressure System Reconfiguration
– Design pressure zone implementation
– Develop pressure cascade approach
– Select control components
– Create implementation specifications
Step 3: Implementation and Validation
Execute the optimization plan with proper validation:
Phased Implementation
– Implement changes in logical sequence
– Test individual optimizations
– Gradually integrate system changes
– Document performance at each stagePerformance Measurement
– Monitor air consumption
– Measure cycle times
– Document pressure profiles
– Track system reliabilityContinuous Refinement
– Analyze performance data
– Make incremental adjustments
– Document optimization results
– Implement lessons learned
Real-World Application: Automotive Assembly Line
One of my most successful multi-cylinder optimization projects was for an automotive assembly line with 24 rodless cylinders operating in a coordinated sequence. Their challenges included:
- High energy costs due to excessive air consumption
- Inconsistent cycle times affecting production
- Pressure fluctuations causing reliability issues
- Limited budget for component upgrades
We implemented a comprehensive optimization strategy:
System Analysis
– Mapped complete operation sequence
– Measured actual pressure requirements
– Documented air consumption patterns
– Identified optimization opportunitiesStrategic Throttling Implementation
– Installed precision flow controls
– Implemented differential throttling
– Optimized extension/retraction speeds
– Balanced motion profilesPressure System Optimization
– Created three pressure zones (6 bar, 5 bar, 4 bar)
– Implemented sequential pressure utilization
– Installed electronic pressure controllers
– Developed application-specific pressure profiles
The results exceeded expectations:
| Metric | Before Optimization | After Optimization | Improvement |
|---|---|---|---|
| Air Consumption | 1,240 liters/cycle | 820 liters/cycle | 34% reduction |
| Cycle Time | 18.5 seconds | 16.2 seconds | 12.4% improvement |
| Pressure Fluctuation | ±0.8 bar | ±0.3 bar | 62.5% reduction |
| Cylinder Failures | 37 per year | 14 per year | 62% reduction |
| Annual Energy Cost | $68,400 | $45,200 | $23,200 savings |
The key insight was recognizing that cylinders operating in sequence create both constraints and opportunities. By viewing the system holistically, we were able to leverage these interactions to create significant improvements without major component replacements. The optimization delivered a 3.2-month payback period with minimal capital investment.
What Air Leakage Detection Techniques Deliver the Fastest ROI?
Air leakage in pneumatic systems represents one of the most persistent and costly inefficiencies, yet also offers one of the quickest returns on investment when properly addressed.
Effective air leakage detection combines systematic ultrasonic inspection, pressure decay testing, and flow-based monitoring – typically identifying leakage that wastes 20-35% of compressed air production while delivering ROI within 2-4 months through simple repairs and targeted component replacement.

Having implemented leakage detection programs across multiple industries, I’ve found that most organizations are shocked to discover the extent of their air leakage once systematic detection methods are applied. The key is implementing a comprehensive, ongoing detection program rather than reactive, occasional inspections.
Comprehensive Leakage Detection Framework
An effective leakage detection program includes these essential components:
1. Ultrasonic Inspection3 Methodology
Ultrasonic detection provides the most versatile and effective approach:
Equipment Selection and Setup
– Selecting appropriate ultrasonic detectors
– Configuring frequency sensitivity
– Using appropriate attachments and accessories
– Calibrating for specific environmentsSystematic Inspection Procedures
– Developing standardized scanning patterns
– Creating zone-based inspection routes
– Establishing consistent distance and angle techniques
– Implementing noise isolation methodsLeakage Classification and Documentation
– Developing severity classification system
– Creating standardized documentation
– Implementing digital recording methods
– Establishing trend tracking procedures
2. Pressure Decay Testing Implementation
Pressure decay testing provides quantitative leakage measurement:
System Segmentation Approach
– Dividing system into testable sections
– Installing appropriate isolation valves
– Creating pressure test points
– Developing section-by-section test proceduresMeasurement and Analysis Techniques
– Establishing baseline pressure decay rates
– Implementing standardized test durations
– Calculating volumetric leakage rates
– Comparing against acceptable thresholdsPrioritization and Tracking Methods
– Ranking sections by leakage severity
– Tracking improvements over time
– Establishing target reduction goals
– Implementing verification testing
3. Flow-Based Monitoring Systems
Continuous monitoring provides ongoing leakage detection:
Flow Meter Installation Strategy
– Selecting appropriate flow measurement technology
– Determining optimal meter placement
– Implementing bypass capabilities
– Establishing measurement parametersBaseline Consumption Analysis
– Measuring production vs. non-production consumption
– Establishing normal flow patterns
– Identifying abnormal consumption
– Developing trending analysisAlert and Response System
– Setting threshold-based alerts
– Implementing automated notifications
– Developing response procedures
– Creating escalation protocols
Implementation Methodology
To implement effective leakage detection, follow this structured approach:
Step 1: Initial Assessment and Planning
Begin with a comprehensive understanding of the current situation:
Baseline Measurement
– Measure total compressed air production
– Document current energy costs
– Estimate current leakage percentage
– Calculate potential savingsSystem Mapping
– Create comprehensive system diagrams
– Document component locations
– Identify high-risk areas
– Establish inspection zonesProgram Development
– Select appropriate detection methods
– Develop inspection schedules
– Create documentation templates
– Establish repair protocols
Step 2: Detection Implementation
Execute the detection program systematically:
Ultrasonic Inspection Execution
– Conduct zone-by-zone inspections
– Document all identified leaks
– Classify by severity and type
– Create repair priority listPressure Testing Implementation
– Perform section-by-section testing
– Calculate leakage rates
– Identify worst-performing sections
– Document results and recommendationsMonitoring System Deployment
– Install flow measurement equipment
– Configure monitoring parameters
– Establish baseline patterns
– Implement alert thresholds
Step 3: Repair and Verification
Address identified leakage systematically:
Prioritized Repair Execution
– Address highest-impact leaks first
– Implement standardized repair methods
– Document all repairs
– Track repair costsVerification Testing
– Retest after repairs
– Document improvement
– Calculate actual savings
– Update system baselineProgram Sustainability
– Implement regular inspection schedule
– Train personnel on detection methods
– Create ongoing reporting
– Celebrate and publicize results
Real-World Application: Food Processing Facility
One of my most successful leakage detection implementations was for a large food processing facility with extensive pneumatic systems. Their challenges included:
- High energy costs from compressed air production
- Inconsistent pressure affecting production equipment
- Limited maintenance resources
- Challenging sanitary requirements
We implemented a comprehensive detection program:
Initial Assessment
– Measured baseline consumption: 1,250 CFM average
– Documented non-production consumption: 480 CFM
– Calculated estimated leakage: 38% of production
– Projected potential savings: $94,500 annuallyDetection Program Implementation
– Deployed ultrasonic detection across all zones
– Implemented weekly off-hours pressure decay testing
– Installed flow meters on main distribution lines
– Created digital documentation systemSystematic Repair Program
– Prioritized repairs by leakage volume
– Implemented standardized repair procedures
– Created weekly repair schedule
– Tracked and verified results
The results were remarkable:
| Metric | Before Program | After 3 Months | After 6 Months |
|---|---|---|---|
| Total Air Consumption | 1,250 CFM | 980 CFM | 840 CFM |
| Non-Production Consumption | 480 CFM | 210 CFM | 70 CFM |
| Leakage Percentage | 38% | 21% | 8% |
| Monthly Energy Cost | $21,600 | $16,900 | $14,500 |
| Annual Savings | – | $56,400 | $85,200 |
The key insight was recognizing that leakage detection must be an ongoing program rather than a one-time event. By implementing systematic procedures and creating accountability for results, the facility was able to achieve and maintain exceptional performance. The program delivered complete ROI in just 2.7 months, with minimal capital investment beyond detection equipment.
Which Spare Parts Inventory Model Will Minimize Your Downtime Costs?
Optimizing spare parts inventory for rodless cylinders represents one of the most challenging aspects of pneumatic system management, requiring careful balance between inventory costs and downtime risk.
Effective spare parts inventory optimization combines criticality-based stocking, consumption-driven forecasting, and vendor-managed inventory approaches – typically reducing inventory carrying costs by 25-40% while improving parts availability by 15-25% and decreasing emergency procurement expenses by 60-80%.
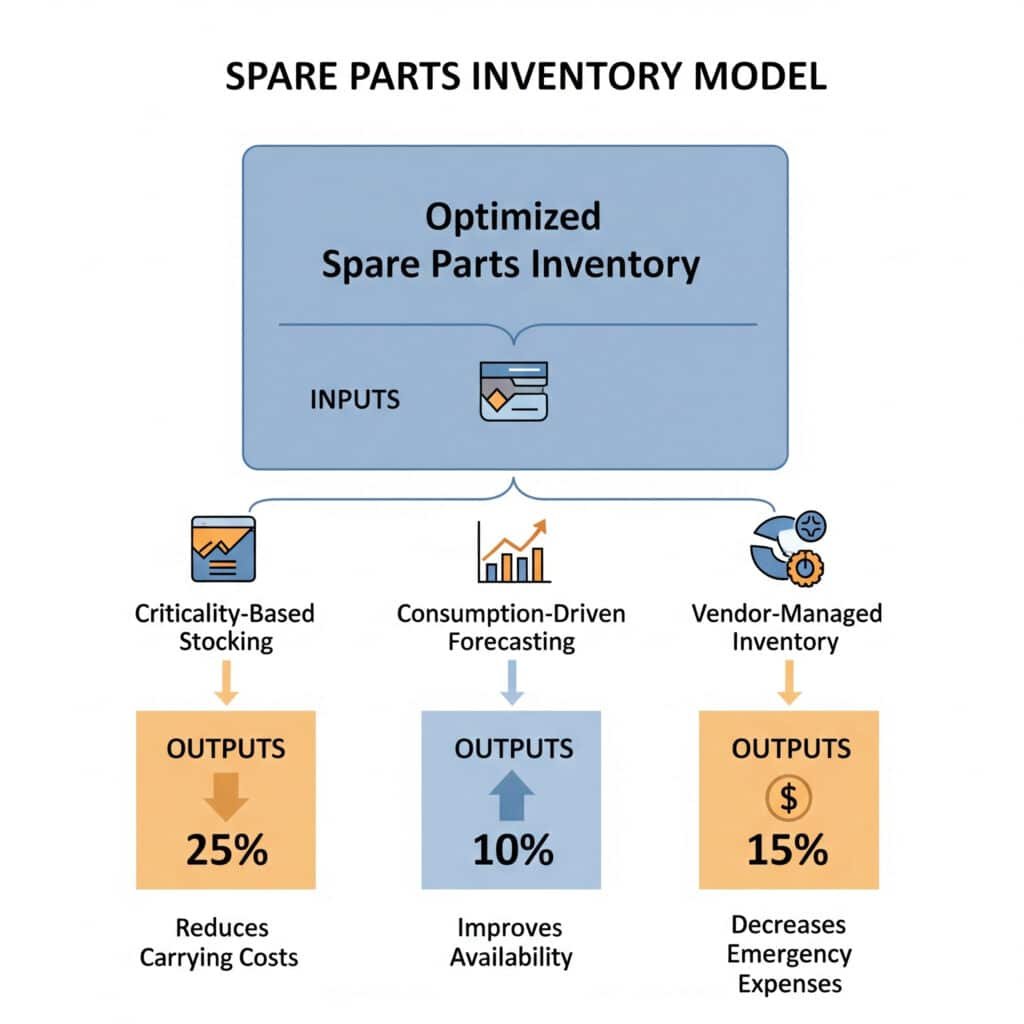
Having developed inventory strategies for pneumatic systems across multiple industries, I’ve found that most organizations struggle to find the right balance between overstocking and risking downtime. The key is implementing a data-driven model that aligns inventory levels with actual risk and consumption patterns.
Comprehensive Inventory Optimization Framework
An effective spare parts inventory model includes these essential components:
1. Criticality-Based Classification System4
Strategic part classification drives appropriate stocking decisions:
Component Criticality Assessment
– Production impact evaluation
– Redundancy analysis
– Failure consequence assessment
– Recovery time requirementsClassification Matrix Development
– Creating multi-factor classification system
– Establishing inventory policy by class
– Defining service level targets
– Implementing review frequenciesStocking Strategy Alignment
– Matching inventory levels to criticality
– Establishing safety stock by class
– Defining expedite thresholds
– Creating escalation procedures
2. Consumption-Driven Forecasting Model
Data-driven forecasting improves inventory accuracy:
Consumption Pattern Analysis
– Historical usage evaluation
– Trend identification
– Seasonality assessment
– Correlation with productionPredictive Model Development
– Statistical forecasting methods
– Reliability-based consumption models
– Maintenance schedule integration
– Production plan alignmentDynamic Adjustment Mechanisms
– Forecast accuracy tracking
– Exception-based adjustment
– Continuous model refinement
– Outlier management
3. Vendor-Managed Inventory5 Integration
Strategic supplier partnerships optimize inventory management:
Supplier Partnership Development
– Identifying VMI-capable suppliers
– Establishing performance expectations
– Developing information sharing protocols
– Creating mutual benefit modelsConsignment Program Implementation
– Determining consignment candidates
– Establishing ownership boundaries
– Developing usage reporting
– Creating payment triggersPerformance Management System
– Establishing KPI framework
– Implementing regular reviews
– Creating continuous improvement mechanisms
– Developing issue resolution procedures
Implementation Methodology
To implement effective inventory optimization, follow this structured approach:
Step 1: Current State Assessment
Begin with comprehensive understanding of existing inventory:
Inventory Analysis
– Catalog current inventory
– Document usage history
– Analyze turnover rates
– Identify excess and obsolete itemsCriticality Assessment
– Evaluate component importance
– Document failure impacts
– Assess lead times
– Determine recovery requirementsCost Structure Analysis
– Calculate carrying costs
– Document emergency procurement expenses
– Quantify downtime costs
– Establish baseline metrics
Step 2: Model Development and Implementation
Create and implement the optimization model:
Classification System Implementation
– Develop classification criteria
– Assign parts to appropriate categories
– Establish inventory policies by class
– Create management proceduresForecasting System Development
– Select appropriate forecasting methods
– Implement data collection procedures
– Develop forecast models
– Create review and adjustment processesSupplier Integration
– Identify strategic supplier partners
– Develop VMI agreements
– Implement information sharing
– Establish performance metrics
Step 3: Monitoring and Continuous Improvement
Ensure ongoing optimization:
Performance Tracking
– Monitor key performance indicators
– Track service levels
– Document cost improvements
– Analyze exception eventsRegular Review Process
– Implement scheduled reviews
– Adjust classification as needed
– Refine forecasting models
– Optimize supplier performanceContinuous Improvement
– Identify improvement opportunities
– Implement process enhancements
– Document best practices
– Share success stories
Real-World Application: Manufacturing Plant
One of my most successful inventory optimization projects was for a manufacturing plant with extensive pneumatic systems. Their challenges included:
- Excessive inventory carrying costs
- Frequent stockouts of critical components
- High emergency procurement expenses
- Limited storage space
We implemented a comprehensive optimization approach:
Criticality-Based Classification
– Evaluated 840 pneumatic components
– Created four-tier classification system
– Established service level targets by class
– Developed stocking policies for each categoryConsumption-Driven Forecasting
– Analyzed 24 months of usage history
– Developed statistical forecasting models
– Integrated maintenance schedules
– Implemented exception reportingVendor Partnership Development
– Established VMI program with key suppliers
– Implemented consignment for high-value items
– Created weekly usage reporting
– Developed performance metrics
The results transformed their inventory management:
| Metric | Before Optimization | After Optimization | Improvement |
|---|---|---|---|
| Inventory Value | $387,000 | $241,000 | 38% reduction |
| Service Level | 92.3% | 98.7% | 6.4% improvement |
| Emergency Orders | 47 per year | 8 per year | 83% reduction |
| Annual Carrying Cost | $96,750 | $60,250 | $36,500 savings |
| Downtime Due to Parts | 87 hours/year | 12 hours/year | 86% reduction |
The key insight was recognizing that not all parts deserve the same inventory approach. By implementing a multi-tiered strategy based on actual criticality and consumption patterns, the plant was able to simultaneously reduce inventory costs and improve parts availability. The optimization delivered complete ROI in just 5.2 months, primarily through reduced carrying costs and decreased downtime.
Conclusion
Strategic ROI enhancement for rodless cylinder systems through multi-cylinder synergy optimization, systematic air leakage detection, and data-driven spare parts inventory modeling delivers substantial financial benefits while improving system performance and reliability. These approaches typically generate payback periods measured in months rather than years, making them ideal even in budget-constrained environments.
The most important insight from my experience implementing these strategies across multiple industries is that significant improvements are often possible with minimal capital investment. By focusing on optimization of existing systems rather than wholesale replacement, organizations can achieve remarkable ROI while building internal capabilities that deliver ongoing benefits.
FAQs About ROI Enhancement for Rodless Cylinders
What’s the typical ROI timeframe for multi-cylinder optimization projects?
Most multi-cylinder optimization projects deliver 3-8 month ROI through reduced energy consumption, improved productivity, and decreased maintenance costs.
How much compressed air is typically lost through leakage in industrial systems?
Industrial pneumatic systems typically lose 20-35% of compressed air through leakage, representing thousands of dollars in wasted energy annually.
What’s the biggest mistake companies make with spare parts inventory?
Most companies either overstock non-critical parts or understock critical components, failing to align inventory strategy with actual risk and usage patterns.
How often should air leakage detection be performed?
Implement quarterly ultrasonic inspections, monthly pressure decay testing, and continuous flow monitoring for optimal leakage management and sustained savings.
What’s the first step in implementing multi-cylinder synergy optimization?
Begin with comprehensive system mapping and motion sequence analysis to identify interdependencies and optimization opportunities before making any changes.
-
Provides a clear definition of Return on Investment (ROI), a key performance metric used to evaluate the profitability of an investment, and explains how to calculate it. ↩
-
Explains the principle of a pressure cascade system, an energy-saving technique where the exhaust air from a high-pressure application is used to power a separate, lower-pressure application. ↩
-
Describes the technology behind ultrasonic leak detection, where specialized sensors detect the high-frequency sound produced by turbulent gas flow, allowing for the quick and precise location of leaks. ↩
-
Details the concept of ABC analysis, an inventory categorization method that classifies items into A, B, and C categories based on their value and importance to determine the appropriate level of management and control. ↩
-
Offers an explanation of Vendor-Managed Inventory (VMI), a supply chain strategy where the supplier takes full responsibility for maintaining an agreed-upon inventory of their material at the buyer’s location. ↩
