

Въведение
Проблемът: Вашата линия за преработка на храни преминава всички визуални проверки, но все пак ATP тестове с тампон1 многократно се провалят, а вие не можете да идентифицирате източника на замърсяване. 🦠 Агитацията: Това, което не виждате, са микроскопичните неравности по повърхността на вашите пневматични цилиндри, които създават идеални условия за размножаване на бактерии, които оцеляват при стандартните протоколи за почистване, което води до изтегляне на продукти от пазара, нарушения на нормативните изисквания и увреждане на репутацията на марката, което струва милиони. Решението: Разбирането на връзката между топографията на повърхността на цилиндъра и задържането на бактерии превръща вашите пневматични компоненти от риск за замърсяване в хигиенично проектирани активи, които отговарят на изискванията на FDA, EHEDG2, и санитарни стандарти 3-A.
Ето прякият отговор: задържането на бактерии в пневматичните цилиндри е пряко пропорционално на грапавостта на повърхността – повърхности с Ra стойности над 0,8 микрона създават пукнатини, където бактериите се заселват и образуват колонии. биофилми3 устойчив на стандартно почистване. Цилиндрите за хранителни продукти изискват Ra ≤ 0,4 микрона (електрополиран4 неръждаема стомана), радиусни преходи ≥ 3 mm (без остри ъгли) и пълна дренируемост, за да се постигне степен на намаляване на бактериите от 99,91 TP3T+ по време на циклите на CIP. Стандартните промишлени цилиндри с Ra 1,6-3,2 микрона задържат 100-1000 пъти повече бактерии дори след почистване, което ги прави неподходящи за приложения с директен контакт с храни.
Преди три месеца получих спешно обаждане от Дейвид, мениджър по качеството в млекопреработвателно предприятие в Уисконсин. Предприятието му се беше провалило на три последователни теста с АТР тампон и инспекторите бяха установили, че замърсяването е от пневматични цилиндри, използвани в автоматичната опаковъчна линия. Въпреки ежедневните процедури за измиване, броят на бактериите остава завишен. Когато изследвахме цилиндрите му под увеличение, открихме Ra 2,5 микрона повърхности с остри монтажни канали - идеална среда за размножаване на бактерии, която никакво почистване не можеше да дезинфекцира адекватно. Това е скритият риск от замърсяване, който повечето преработватели на храни не откриват, докато не стане твърде късно. 🧪
Съдържание
- Защо повърхностната топография е важна при цилиндрите за преработка на храни?
- Какви стандарти за повърхностна обработка са необходими за спазване на изискванията за безопасност на храните?
- Как дизайнът влияе върху задържането на бактерии и лесното почистване?
- Кои спецификации на цилиндрите отговарят на изискванията за безопасност на храните?
Защо повърхностната топография е важна при цилиндрите за преработка на храни?
Разбирането на микробиологията на повърхностното замърсяване е от съществено значение, преди да се специфицира оборудване, подходящо за хранителни продукти. 🔬
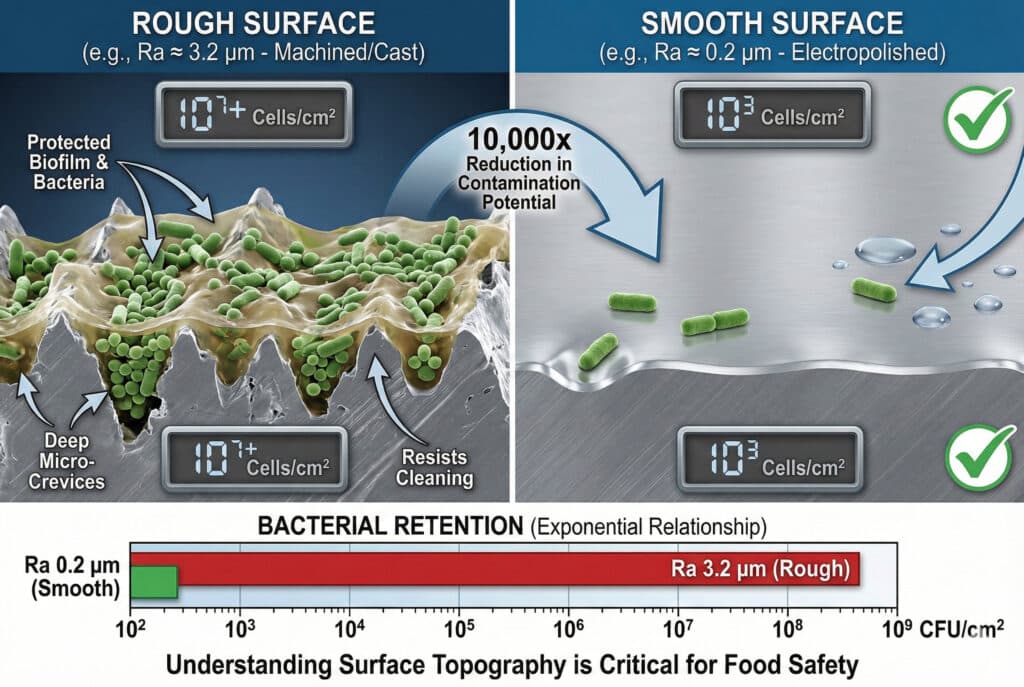
Топографията на повърхността е важна, защото бактериите са с размер 0,5-5 микрона, което им позволява да колонизират неравности по повърхността, които са невидими с невъоръжено око, но осигуряват защитена микросреда за растеж. Грубостта на повърхността над Ra 0,8 микрона създава долини и върхове, където бактериите се прикрепват, размножават и образуват биофилми – организирани бактериални общности, обвити в защитни полизахаридни матрици, които са устойчиви на почистващи химикали, екстремни температури и механично триене. Един квадратен сантиметър повърхност с Ra 3,2 микрона може да приюти 10⁶-10⁸ бактериални клетки, докато електрополирана повърхност с Ra 0,2 микрона със същата площ задържа само 10²-10⁴ клетки – 10 000 пъти по-малко потенциално замърсяване.
Микробиологията на колонизирането на повърхности
Прикрепването на бактериите към повърхностите следва предсказуема последователност:
Етап 1: Първоначално привързване (0-4 часа)
- Бактерии в повърхностите на цилиндри, които са в контакт с течности
- Слаб сили на Ван дер Ваалс5 създаване на обратимо прикачване
- Гладките повърхности (Ra < 0,4 µm) позволяват лесно отстраняване чрез изплакване.
- Грубите повърхности (Ra > 0,8 µm) осигуряват механично закрепване.
Етап 2: Необратимо привързване (4-24 часа)
- Бактериите произвеждат адхезивни протеини и пили
- Силни химични връзки се образуват на повърхността
- Грубостта на повърхността увеличава силата на прилепване 10-100 пъти
- Бактериите започват да произвеждат екстрацелуларни полимерни вещества (EPS)
Етап 3: Образуване на биофилм (1-7 дни)
- Бактериалните колонии растат и се разпространяват
- EPS матрицата обгръща бактериите в защитен слой
- Биофилмът става устойчив на почистващите химикали
- Започва отделянето и повторно замърсяване на продукта
Връзка между грапавостта на повърхността и бактериалното натоварване
В Bepto Pneumatics проведохме обширни тестове за задържане на бактерии:
| Повърхностно покритие (Ra) | Тип на повърхността | Задържане на бактерии след почистване | Оценка за лесно почистване | Статус на безопасността на храните |
|---|---|---|---|---|
| 0,2 µm | Електрополиран 316L | 10²-10³ КОЕ/см² | Отличен | Съответства на изискванията на FDA/EHEDG |
| 0,4 µm | Полиран 316L | 10³-10⁴ CFU/cm² | Много добър | Съответстващ на 3-A |
| 0,8 µm | Фино обработена 304 | 10⁴-10⁵ КОЕ/см² | Добър | Маргинално за храна |
| 1,6 µm | Стандартно обработен | 10⁵-10⁶ КОЕ/см² | Fair | Не е подходящ за хранителни продукти |
| 3,2 µm | Грубо обработени | 10⁶-10⁸ КОЕ/см² | Беден | Неприемливо |
| 6,3 µm | Отлято/заварено | 10⁷-10⁹ КОЕ/см² | Много лошо | Източник на замърсяване |
Критичен поглед: Дори 10-кратно подобряване на качеството на повърхността води до 100-1000-кратно намаляване на задържането на бактерии - връзката е експоненциална, а не линейна. 📊
Защо стандартните промишлени цилиндри не са подходящи за приложение в хранителната промишленост
Повечето промишлени пневматични цилиндри са проектирани с оглед на механичните характеристики, а не на хигиената:
Типични повърхности на индустриални цилиндри:
- Алуминиеви корпуси: Ra 1,6-3,2 µm (машинно обработена), пореста микроструктура
- Хромирани пръти: Ra 0,8-1,6 µm (по-добро, но все още недостатъчно)
- Боядисани повърхности: Ra 2,5-6,3 µm (най-лошото възможно за бактериите)
- Резбови връзки: Остри ъгли, цепнатини, мъртви пространства
- Канали за О-пръстени: 90° ъглите задържат бактерии и течности
Механизми на замърсяване:
- Коррозия в пукнатини: Създава ямки, в които се размножават бактерии
- Задържане на течности: Каналите задържат остатъци от продукта и почистващи разтвори
- Защита от биофилм: Грубите повърхности позволяват образуването на дебел биофилм
- Непълно отводняване: Хоризонталните повърхности задържат влагата
Последици от замърсяването в реалния свят
Хранителната промишленост е изправена пред тежки наказания за бактериално замърсяване:
Регулаторни последици:
- Предупредителни писма и съдебни решения на FDA
- Задължителни изтегляния на продукти (средна стойност $10M+)
- Спиране на съоръженията по време на саниране
- Повишена честота на инспекциите в продължение на години
Въздействие върху бизнеса:
- Увреждане на репутацията на марката (често трайно)
- Загуба на големи клиенти в търговията на дребно
- Увеличение на застрахователните премии
- Потенциална наказателна отговорност за ръководители
Млекарницата на Дейвид във Висконсин беше изправен пред потенциално изтегляне от пазара на $2.3M, преди да установим и заменим замърсените цилиндри. Инвестицията от $18 000 в заместители, подходящи за хранителни продукти, предотврати катастрофални загуби. 💰
Какви стандарти за повърхностна обработка са необходими за спазване на изискванията за безопасност на храните?
Множество регулаторни органи определят изискванията за качество на повърхността на оборудването за контакт с храни. 📋
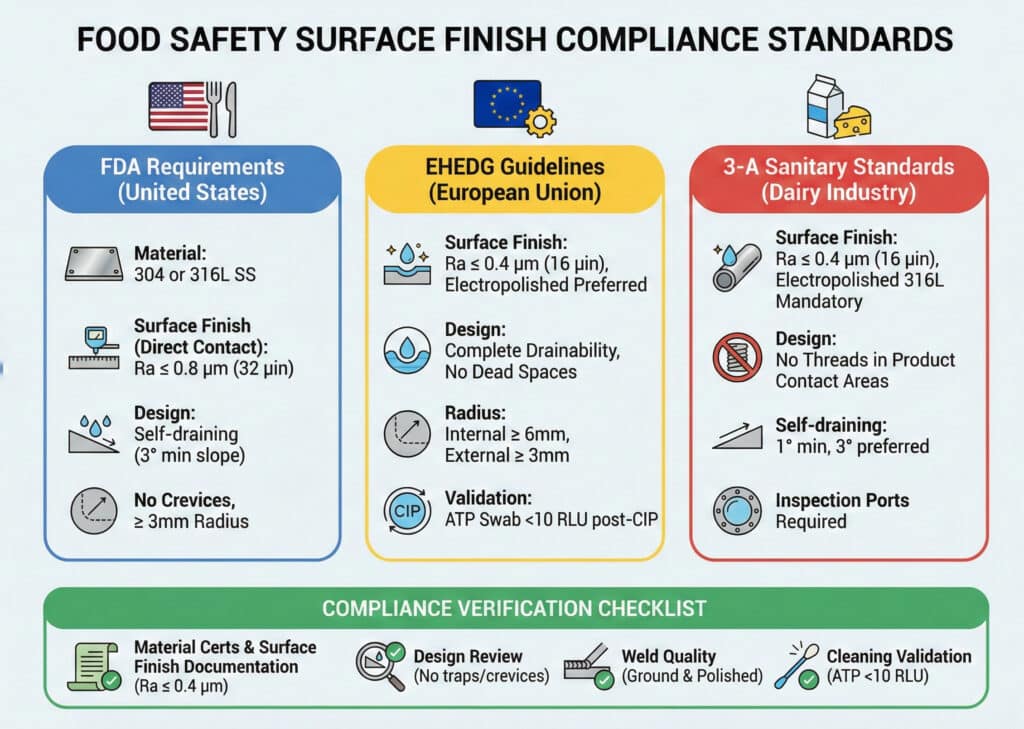
Спазването на изискванията за безопасност на храните изисква спазване на три основни стандарта: Регламентите на FDA изискват използването на неръждаема стомана тип 304 или 316L с повърхностна обработка Ra ≤ 0,8 микрона за директен контакт с храни, насоките на EHEDG (European Hygienic Engineering & Design Group) изискват Ra ≤ 0,4 микрона с пълна дренируемост и без мъртви пространства, а санитарните стандарти 3-A определят Ra ≤ 0,4 микрона (32 микроинча) с електрополирана повърхност за млечни продукти. Проверката за съответствие изисква документирани тестове за грапавост на повърхността, сертификати за материалите и валидиране на ефективността на почистването чрез тестове с ATP тампони, постигащи <10 RLU (относителни светлинни единици) след CIP цикли.
Изисквания на FDA (Съединени щати)
21 CFR Част 110 – Настоящи добри производствени практики
Изисквания към материалите:
- Неръждаема стомана 304 или 316L (предпочитана за устойчивост на корозия)
- Нетоксични, неабсорбиращи материали
- Устойчив на корозия в среди за преработка на храни
- Без изтичане на олово, кадмий или токсични метали
Изисквания към повърхностната обработка:
- Пряк контакт с храни: Ra ≤ 0,8 µm (32 микроинча)
- Непряк контакт (зони на пръски): Ra ≤ 1,6 µm
- Безконтактни зони: Няма специфични изисквания, но трябва да може да се почиства
Изисквания за проектиране:
- Самооттичаща се конструкция (минимален наклон 3°)
- Без затворени кухини или цепнатини
- Плавни преходи на радиуса (радиус ≥ 3 mm)
- Достъпен за проверка и почистване
Насоки на EHEDG (Европейски съюз)
EHEDG Doc 8: Критерии за проектиране на хигиенично оборудване
По-строги от изискванията на FDA:
Повърхностно покритие:
- Повърхности в контакт с храни: Ra ≤ 0,4 µm (16 микроинча)
- Предпочитано електрополирано покритие за оптимална почистваемост
- Заваръчни шевове: Изравнен и полиран, за да съответства на основния материал
Критерии за проектиране:
- Пълна дренируемост: Няма задържане на течности никъде
- Изисквания за радиус: Вътрешни ъгли ≥ 6 mm, външни ≥ 3 mm
- Елиминиране на мъртвото пространство: Максимален диаметър на тръбата 1,5x за мъртви краища
- Съвместимост с CIP: Може да се почиства без разглобяване
Изисквания за валидиране:
- Документирани проучвания за валидиране на почистването
- Микробиологично тестване преди/след почистване
- ATP тест с тампон <10 RLU след CIP
3-A Санитарни стандарти (млечна промишленост)
3-A Стандарт 605-03: Приети практики за трайно инсталирани тръбопроводи за продукти и разтвори и системи за почистване
Най-строги изисквания:
Повърхностно покритие:
- Ra ≤ 0,4 µm (16 микроинча) за всички повърхности, които влизат в контакт с продукта
- Електрополирана неръждаема стомана 316L задължителен
- Качество на заварката: Пълно проникване, шлифовано и полирано
Изисквания за проектиране:
- Самооттичане: Минимален наклон 1°, предпочитан наклон 3°
- Без теми в зоните на контакт с продукта
- Материали за уплътнения: Само еластомери, одобрени от FDA
- Инспекционни отвори: Необходимо за визуална проверка
Методи за измерване на повърхностната обработка
Точното измерване е от съществено значение за проверката на съответствието:
Ra (аритметична средна грапавост):
- Най-често срещаният параметър за измерване
- Средна стойност на абсолютните стойности на отклоненията в профила на повърхността
- Измерва се в микрометри (µm) или микроинчове (µin)
- Преобразуване: 1 µm = 39,37 µin
Техники за измерване:
- Профилометър: Контактният стилус проследява повърхността (най-точен)
- Оптични методи: Безконтактна лазерна или бяла светлинна интерферометрия
- Стандарти за сравнение: Визуални/тактилни референтни блокове (използване на място)
Контролен списък за проверка на съответствието
За спецификациите на цилиндрите за хранителни продукти:
✅ Сертифициране на материала: Неръждаема стомана 304 или 316L с протоколи от заводски тестове
✅ Документация за повърхностна обработка: Ra ≤ 0,4 µm, проверено с профилометър
✅ Преглед на дизайна: Без пукнатини, мъртви пространства или капани за течности
✅ Качество на заварката: Изравнен и полиран, за да съответства на основния материал
✅ Материали за уплътнения: Одобрено от FDA, документирано съответствие
✅ Валидиране на почистването: ATP тест <10 RLU след CIP
✅ Съответствие с нормативните изисквания: FDA/EHEDG/3-A, както е приложимо
Как дизайнът влияе върху задържането на бактерии и лесното почистване?
Освен качеството на повърхността, характеристиките на геометричния дизайн оказват решаващо влияние върху хигиенните характеристики. 🛠️
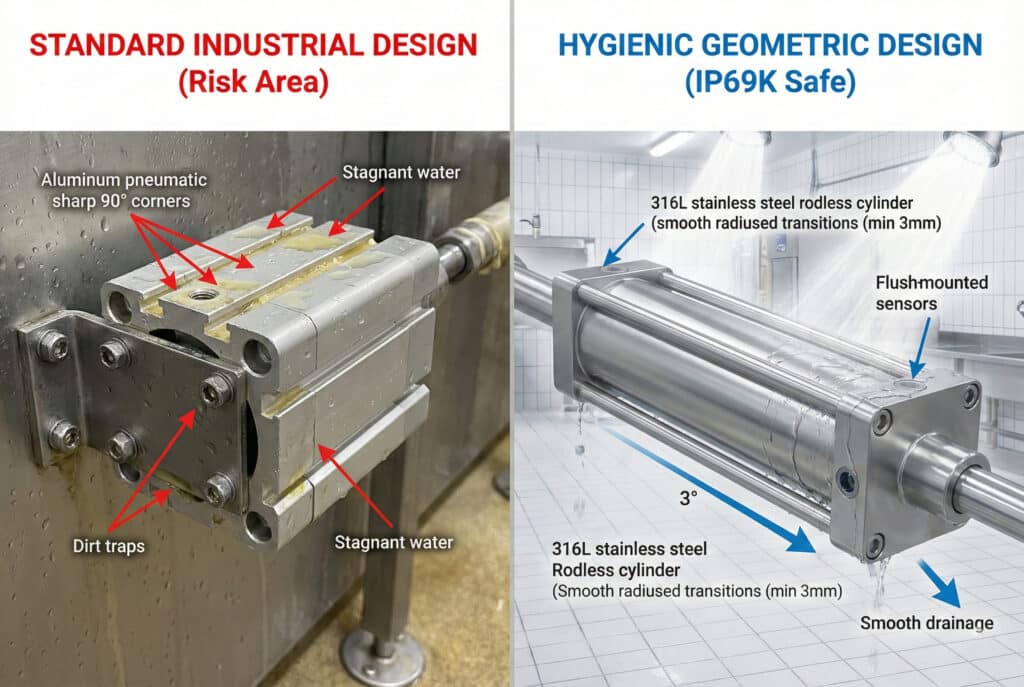
Хигиеничният дизайн на цилиндрите изисква пет основни характеристики: заоблени преходи с минимален радиус 3 mm, които елиминират острите ъгли, където се колонизират бактериите, пълно изтичане с наклон 3°, който предотвратява задържането на течности, запечатани лагерни системи, които предотвратяват проникването на почистващи химикали и продукти, гладки външни повърхности без вдлъбнатини или изпъкналости, в които се задържат отпадъци, и модулна конструкция, която позволява разглобяване за проверка и дълбоко почистване. Стандартните индустриални цилиндри с ъгли 90°, хоризонтални монтажни повърхности и сложна геометрия задържат 50-500 пъти повече бактерии от хигиенично проектираните им еквиваленти, дори и при идентична повърхностна обработка, което прави геометричната оптимизация толкова важна, колкото и избора на материал.
Критични характеристики на дизайна
Характеристика 1: Заоблени ъгли и преходи
Проблемът с острите ъгли:
- 90° ъглите създават застойни зони, до които почистващите течности не достигат.
- Бактериите колонизират защитени зони
- Образуването на биофилм се ускорява в ъглите
- Невъзможно е да се провери ефективността на почистването
Хигиенично решение за дизайн:
- Минимален радиус 3 mm за всички вътрешни ъгли
- Предпочитан радиус 6 mm за критични области
- Плавно смесване между повърхности
- Без остри ръбове навсякъде върху повърхности, които влизат в контакт с храни
Намаляване на бактериите: 10-50 пъти по-малко бактерии при правилно заобляване
Характеристика 2: Отводняемост и самопочистваща се геометрия
Проблемът с задържането на течности:
- Хоризонталните повърхности задържат почистващи разтвори и остатъци от продукти
- Задържаните течности се превръщат в среда за размножаване на бактерии
- Непълното източване пречи на ефективното CIP
- Влагата спомага за корозията и образуването на биофилм
Хигиенично решение за дизайн:
- 3° минимален наклон върху всички повърхности (предпочитано 5°)
- Дренаж на най-ниската точка без джобове или капани
- Вертикална ориентация на монтажа където е възможно
- Без слепи отвори или кухини
Ефективност на почистването: 90% намаляване на времето за почистване и употребата на химикали
Характеристика 3: Запечатани лагери и системи с пръти
Проблемът с откритите лагери:
- Стандартните уплътнения на прътите позволяват проникването на почистващи химикали
- Вътрешно замърсяване от процедури за измиване
- Измиването на смазката намалява производителността
- Корозия на вътрешни компоненти
Хигиенично решение за дизайн:
- Системи с двойно уплътнени лагери с бариерни уплътнения
- Водачи за пръти от неръждаема стомана (без бронз или пластмаса)
- Смазочни материали за хранителни продукти съвместим с почистващи химикали
- Степен на защита IP69K за измиване с високо налягане
Предотвратяване на замърсяването: Елиминира вътрешния бактериален растеж
Характеристика 4: Гладки външни повърхности
Проблемът със сложните геометрии:
- Монтажните скоби създават цепнатини и сенки
- Главите на крепежните елементи задържат отпадъците
- Етикетните табелки и табелките с имена са развъдник на бактерии
- Кабелните входове създават пътища за замърсяване
Хигиенично решение за дизайн:
- Вградени крепежни елементи с гладки капачки
- Интегрирани монтажни функции (без допълнителни скоби)
- Лазерно маркиране вместо самозалепващи се етикети
- Запечатани кабелни входове с хигиенични съединители
Ефективност на почистването: 70% намаляване на времето за почистване
Характеристика 5: Модулна конструкция за инспекция
Проблемът със запечатаните сглобки:
- Не може да се провери вътрешната чистота
- Скритото замърсяване нараства незабелязано
- Невъзможно е да се извърши дълбоко почистване
- Регулаторните инспектори не могат да валидират хигиената
Хигиенично решение за дизайн:
- Разглобяване без инструменти за проверка
- Инспекционни отвори с санитарни капаци
- Сменяеми капачки за вътрешен достъп
- Документирани процедури за разглобяване
Възможност за валидиране: Позволява пълна проверка на хигиената
Сравнение: Стандартен дизайн срещу хигиеничен дизайн
| Характеристика на дизайна | Стандартен промишлен цилиндър | Хигиеничен цилиндър за хранителни продукти | Разлика в задържането на бактерии |
|---|---|---|---|
| Радиус на ъгъла | 0 mm (90° остри ъгли) | Преходи с радиус 3-6 mm | 10-50x намаление |
| Наклон на повърхността | 0° (хоризонтален монтаж) | 3-5° самооттичане | 20-100x намаление |
| Уплътнения за лагери | Единично уплътнение за чистачки | Двойни бариерни уплътнения (IP69K) | Елиминира вътрешното замърсяване |
| Външна геометрия | Комплекс с пукнатини | Гладка, вградена | 5-20x намаление |
| Разглобяване | Постоянно събрание | Модулен, без инструменти | Активира валидиране |
| Материал | Алуминий/боядисана стомана | 316L електрополирана неръждаема стомана | 100-1000x намаление |
Подходът на Bepto към хигиеничния дизайн
В Bepto Pneumatics разработихме безпрътови цилиндри за хранителната промишленост с вградени хигиенни характеристики:
Серия хигиенични цилиндри без шпиндел:
- Конструкция от неръждаема стомана 316L през
- Електрополиран Ra 0,2-0,4 µm върху всички повърхности
- Минимален радиус 3 mm при всички преходи
- 5° наклонена горна повърхност за пълно източване
- IP69K запечатана каретка предотвратяване на вътрешно замърсяване
- Вградени сензори с хигиенични M12 конектори
- Достъп за проверка без инструменти за валидиране
- Дизайн, съответстващ на изискванията на FDA/EHEDG с документация
Защо да изберете безпрътови продукти за приложения в хранителната промишленост:
- Без открит прът да замърсявам или да бъда замърсен
- Затворена направляваща релса защитава вътрешните компоненти
- Компактен дизайн намалява повърхността, която се нуждае от почистване
- Отлична почистваемост в сравнение с цилиндрите тип пръчка
Решението на Дейвид за млекопреработвателната промишленост в Уисконсин
Помните ли проблема с замърсяването на Дейвид? Ето какво открихме и поправихме:
Оригинални замърсени цилиндри:
- Алуминиев корпус с боядисано покритие (Ra 3,2 µm)
- Хромирана пръчка (Ra 1,2 µm)
- 90° ъглови монтажни скоби
- Хоризонтална ориентация с уловители за течности
- Открити уплътнения на пръти, позволяващи проникване на вода при измиване
Bepto Хигиенична подмяна:
- 316L цилиндри от неръждаема стомана без шпиндел
- Електрополирана повърхност Ra 0,3 µm
- 5 мм заоблени ъгли навсякъде
- Вертикален монтаж с наклон за отводняване 5°
- IP69K запечатана система за превоз
Резултати след 6 месеца:
- ATP тестове с тампон: Постоянно 200 RLU в оригинала)
- Бактериален брой: 99,97% намаление след почистване
- Съответствие с нормативните изисквания: Премина всички инспекции на FDA
- Време за почистване: Намалено с 60% (15 минути срещу 40 минути на линия)
- Нула инциденти със замърсяване от инсталирането
Дейвид ми каза: “Никога не съм разбирал, че дизайнът на цилиндъра може да бъде проблем за безопасността на храните. Мислехме, че проблемът е в протоколите за почистване, но всъщност това беше оборудване, което не можеше да се почиства адекватно. Хигиенните бутилки промениха контрола ни върху замърсяването.” ✅
Кои спецификации на цилиндрите отговарят на изискванията за безопасност на храните?
Превеждането на регулаторните изисквания в спецификациите за поръчките гарантира избор на оборудване, отговарящо на изискванията. 📝
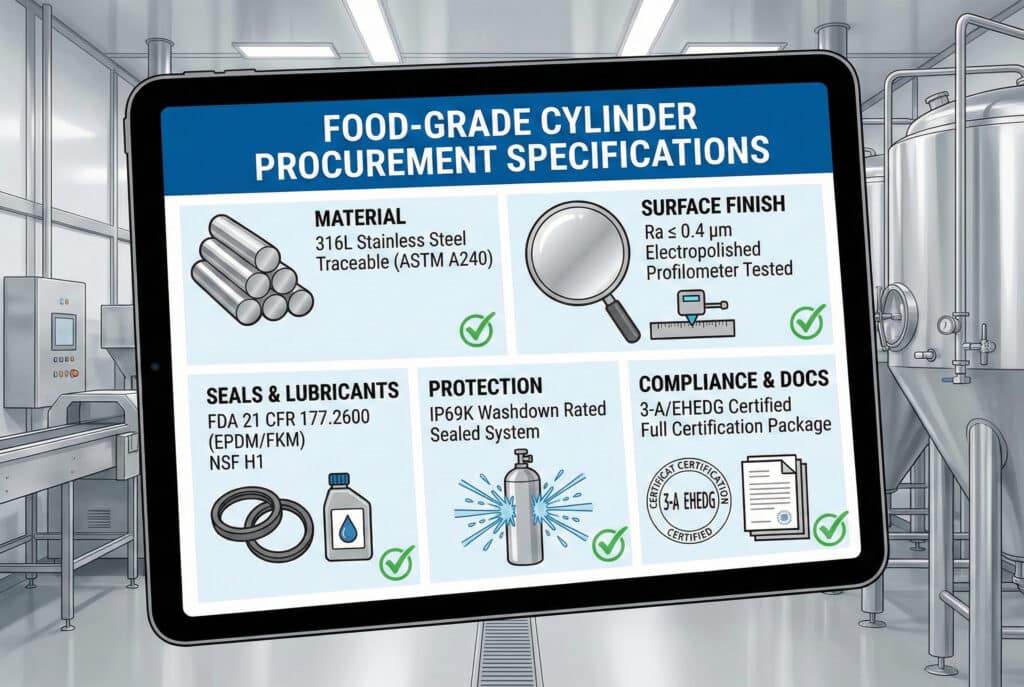
Пневматичните цилиндри за хранителни продукти трябва да отговарят на следните изисквания: конструкция от неръждаема стомана 316L с сертификати за материалите и проследимост, електрополирана повърхност Ra ≤ 0,4 микрона, проверена чрез профилометрично тестване, одобрени от FDA еластомери (EPDM, силикон или FKM) с информационни листове за безопасност на материалите, минимална степен на защита IP69K или IP67 за среди, подложени на измиване, сертификат за съответствие 3-A или EHEDG от независими тестове и пълен пакет документация, включващ сертификати за материали, доклади за повърхностна обработка, протоколи за валидиране на почистването и декларации за съответствие с нормативните изисквания. Цилиндрите, отговарящи на тези спецификации, струват 2-4 пъти повече от индустриалните им еквиваленти, но предотвратяват инциденти с замърсяване, които струват 100-1000 пъти повече от ценовата разлика.
Пълен шаблон за спецификация
Спецификации на материала:
✅ Материал на корпуса: Неръждаема стомана 316L (ASTM A240, EN 1.4404)
✅ Материал на пръта: 316L неръждаема стомана, закалена и електрополирана
✅ Свързващи елементи: 316 неръждаема стомана, пасивирана
✅ Уплътнения: Съответствие с FDA 21 CFR 177.2600 (EPDM или FKM)
✅ Смазочни материали: NSF H1 за хранителни продукти, документирано съответствие
Спецификации за повърхностна обработка:
✅ Повърхности на контакт с продукта: Ra ≤ 0,4 µm (електрополиран)
✅ Безконтактни повърхности: Ra ≤ 0,8 µm минимум
✅ Заваръчни шевове: Шлифована повърхност, полирана до Ra ≤ 0,4 µm
✅ Проверка: Необходими са протоколи от профилометрични изпитвания
Спецификации на дизайна:
✅ Радиус на ъгъла: Минимум 3 мм всички вътрешни ъгли
✅ Наклон на дренажа: Минимум 3°, предпочитани 5°
✅ Мъртви пространства: Нулева толерантност към капани за течности
✅ Защита от проникване: IP69K за измиване с високо налягане
✅ Монтаж: Вертикална ориентация или наклонена за отводняване
Документация за съответствие:
✅ Сертификати за материали: Доклади от заводски изпитвания за всички видове неръждаема стомана
✅ Доклади за повърхностна обработка: Измервания с профилометър
✅ Еластомерно съответствие: Декларации по FDA 21 CFR 177.2600
✅ Съответствие с нормативните изисквания: 3-A, EHEDG или FDA документация
✅ Валидиране на почистването: Протоколи за ATP тестове и базови данни
Анализ на разходите и ползите
| Тип на цилиндъра | Първоначални разходи | Очакван живот | Риск от замърсяване | Общи разходи за 5 години |
|---|---|---|---|---|
| Стандартни индустриални | $200 | 3-5 години | Много висока (80-90%) | $200 + $2.3M риск от отзоваване |
| “Морски клас” SS | $400 | 4-6 години | Висока (50-70%) | $400 + $1.5M риск от отзоваване |
| Хранителен клас (основен) | $600 | 5-8 години | Умерено (10-20%) | $600 + $300K риск от отзоваване |
| Хигиеничен дизайн (Премиум) | $800-1,200 | 8-12 години | Ниска (1-5%) | $800-1200 + минимален риск |
Критичен поглед: Премията от $600-1 000 за истински бутилки за хранителни продукти е незначителна в сравнение с дори един инцидент на замърсяване. 💡
Контролен списък за доставки
При определяне на цилиндри за хранителни продукти:
Стъпка 1: Определете изискванията за приложението
- Директен контакт с храни или зона на пръски?
- Температура на CIP и излагане на химикали?
- Налягане и честота на измиване?
- Регулаторна юрисдикция (FDA, EHEDG, 3-A)?
Стъпка 2: Искане на документация
- Сертификати за материали с проследимост
- Доклади за изпитване на повърхностната обработка
- Декларации за съответствие (FDA/EHEDG/3-A)
- Протоколи за валидиране на почистването
Стъпка 3: Проверете характеристиките на дизайна
- Проверете за остри ъгли и цепнатини
- Потвърдете капацитета на отводняване
- Проверете материалите и класификациите на уплътненията
- Проверете степента на защита от проникване
Стъпка 4: Проверка на ефективността
- Провеждане на базови тестове с ATP тампон
- Извършване на проучване за валидиране на почистването
- Документирайте степента на намаляване на бактериите
- Създаване на протоколи за мониторинг
Стъпка 5: Поддържане на съответствие
- Тримесечно тестване с ATP тампон
- Годишна проверка на повърхностната обработка
- Документирани процедури за почистване
- График за превантивна подмяна на уплътненията
Предимството на Bepto Food-Grade
Ние предлагаме цялостни решения за безопасност на храните:
Продуктова линия:
- Хигиенични цилиндри без шпиндели: 316L, Ra 0,2-0,4 µm, IP69K
- Актуатори за хранителни продукти: Съответствие с 3-A за млечни продукти
- Санитарни захващащи устройства: Електрополиран, заоблен дизайн
- Клапани, подходящи за измиване: IP69K, конструкция от неръждаема стомана
Пакет документи:
- Сертификати за материали с пълна проследимост
- Доклади за повърхностна обработка на профилометъра
- Съответствие с FDA 21 CFR 177.2600 за еластомери
- Декларации за съответствие с 3-A и EHEDG
- Протоколи за валидиране на почистването с процедури за тестване с АТР
Техническа поддръжка:
- Безплатна консултация по инженерство на приложения
- Помощ при разработването на протокол за почистване
- Насоки за спазване на нормативните изисквания
- Поддръжка за валидиране на място
Ценообразуване:
- Конкурентен: 30-40% по-малко от основните OEM цилиндри за хранителни продукти
- Прозрачен: Пълни спецификации и документация включени
- Бърза доставка: Конфигурациите на склад се изпращат в рамките на 5 дни
Заключение
Безопасността на храните в пневматичните системи не се отнася до скъпо оборудване, а до разбирането на микробиологията на повърхностното замърсяване, определянето на подходящо покритие на повърхността и конструктивни характеристики, прилагането на утвърдени протоколи за почистване и поддържането на документирано съответствие, което превръща пневматичните цилиндри от потенциални източници на замърсяване в хигиенично проектирани компоненти, които защитават качеството на продукта, репутацията на марката и безопасността на потребителите. 🎯
Често задавани въпроси относно безопасността на храните и топографията на повърхността на бутилките
Мога ли да използвам стандартни цилиндри от неръждаема стомана за приложения в хранителната промишленост?
Не, стандартните цилиндри от неръждаема стомана обикновено имат повърхности с Ra 1,6-3,2 микрона с остри ъгли и уловители на течности, които задържат 100-1000 пъти повече бактерии отколкото моделите, предназначени за хранителни продукти – самият материал не гарантира безопасността на храните. Истинските цилиндри за хранителни продукти изискват електрополирани повърхности с Ra ≤ 0,4 µm, заоблени ъгли, пълна дренируемост и потвърдена почистваемост. Простото използване на неръждаема стомана без подходяща повърхностна обработка и дизайн създава фалшиво чувство за сигурност, като същевременно поддържа висок риск от замърсяване.
Колко често трябва да се почистват и валидират цилиндрите за хранителни продукти?
Почиствайте цилиндрите за хранителни продукти при всяка смяна на производствената смяна (обикновено ежедневно), извършвайте седмична валидация с ATP тампон и провеждайте пълни микробиологични тестове ежемесечно, за да поддържате съответствие и да откривате тенденции на замърсяване, преди те да се превърнат в проблеми. Честотата на почистване зависи от типа на продукта – продуктите с висок риск (млечни продукти, сурово месо) изискват по-често почистване от продуктите с нисък риск (сухи продукти, пакетирани продукти). В Bepto Pneumatics ние предоставяме протоколи за валидиране на почистването, специфични за Вашето приложение и нормативните изисквания.
Каква е разликата между класификациите IP67 и IP69K за приложения в хранителната промишленост?
IP67 предпазва от временно потапяне във вода, но не и от измиване с високо налягане и висока температура, докато IP69K специално тества при 80 °C вода при налягане 80-100 бара – само IP69K е подходящ за CIP/измиване в хранително-вкусовата промишленост. Уплътненията IP67 не издържат при типичните условия на измиване в хранителни предприятия (60-80 °C, налягане 40-100 бара), което позволява проникването на вода и химикали, което води до вътрешно замърсяване и корозия. Винаги посочвайте IP69K за приложения в преработката на храни с автоматизирани системи за измиване.
Могат ли пневматичните цилиндри да бъдат стерилизирани за асептична преработка на храни?
Да, но само цилиндри, специално проектирани за термична стерилизация, изработени изцяло от неръждаема стомана 316L, с уплътнения за висока температура (FKM или FFKM с номинална температура 150°C+) и валидирано термично разпределение — стандартните цилиндри за хранителни продукти могат да се почистват, но не могат да се стерилизират. Асептичната обработка изисква стерилизация с пара при 121-134 °C, което надвишава възможностите на повечето еластомери и смазочни материали. В Bepto Pneumatics предлагаме цилиндри с асептично качество за фармацевтични и хранителни приложения при ултрависоки температури, но те изискват специализирана конструкция и струват 3-4 пъти повече от стандартните цилиндри с хранително качество.
Дали цилиндрите без шпиндел са по-добри от цилиндрите със шпиндел по отношение на безопасността на храните?
Да, цилиндрите без шпиндел осигуряват по-висока безопасност на храните, защото елиминират открития шпиндел, който е основният източник на замърсяване в традиционните цилиндри – затворената конструкция на каретата предотвратява контакта с продукта и улеснява почистването с 40-60%. Цилиндрите с прът имат присъщ хигиенен недостатък: прътът се удължава през уплътненията в производствената среда, след което се прибира и пренася замърсяването обратно вътре. При цилиндрите без пръти всички движещи се компоненти са затворени в херметизирана направляваща шина. В Bepto Pneumatics препоръчваме безпрътовата технология за всички приложения, които са в пряк контакт с храни - тя е по-хигиенична по своята същност, по-лесна за почистване и осигурява по-добър дългосрочен контрол на замърсяването. 🚀
-
Прочетете техническо ръководство за използването на мониторинг на аденозин трифосфат (ATP) за проверка на нивата на хигиена в производството на храни. ↩
-
Достъп до официалните указания на Европейската група за хигиенна инженерия и дизайн относно стандартите за безопасност на оборудването. ↩
-
Разгледайте научните механизми на образуването на бактериални биофилми върху промишлени материали и тяхната устойчивост на санитарни процедури. ↩
-
Разберете процеса на електрополиране и как той създава микроскопично гладка повърхност, за да сведе до минимум прилепването на бактерии. ↩
-
Научете повече за междумолекулните сили, които определят началния етап на бактериалната адхезия към твърди повърхности. ↩
