Въведение
Представете си това: Производствената ви линия спира, тъй като цилиндърът без пръти се свързва, дрънка или се износва преждевременно. 😰 Проверили сте налягането на въздуха, сменили сте уплътненията и дори сте подменили компонентите - но проблемът продължава. В девет от десет случая виновникът не е в самия цилиндър, а в успоредност на направляващите релси и кумулативния ефект от подреждане на толерантността1 по време на инсталацията.
Паралелизмът на направляващите релси се отнася до точното подравняване на монтажните повърхности и направляващите релси спрямо оста на движение на безпрътовия цилиндър. Когато допустимите отклонения от корпуса на цилиндъра, монтажните скоби, рамката на машината и направляващите релси се натрупват (натрупват), дори и малки отклонения могат да причинят обвързване, преждевременно износване и катастрофална повреда. Поддържането на паралелизъм в рамките на ±0,05 мм по дължината на хода е от решаващо значение за безпроблемната работа и дълготрайността.
Наскоро разговарях с Дейвид, инженер по поддръжката в предприятие за опаковане в Онтарио, Канада. Екипът му подменяше цилиндри без пръти на всеки шест месеца поради мистериозни повреди. След като анализирахме заедно неговата настройка, открихме, че грешка в паралелизма от 0,08 мм - причинена от сложени толеранси от износени монтажни плочи и неправилно подравнени направляващи - унищожава цилиндри на стойност $3 000 годишно. Позволете ми да ви покажа как да избегнете неговата скъпоструваща грешка. 💡
Съдържание
- Какво представлява натрупването на толеранси в безпрътовите цилиндрови системи?
- Защо паралелизмът на направляващата релса е от значение за цилиндрите без пръти?
- Как се изчислява и контролира натрупването на толеранс?
- Какви са най-добрите практики за монтиране на безпрътови цилиндри?
Какво представлява натрупването на толеранси в безпрътовите цилиндрови системи?
Всеки компонент на вашата система за автоматизация има производствени допуски - и те се натрупват. 🔧
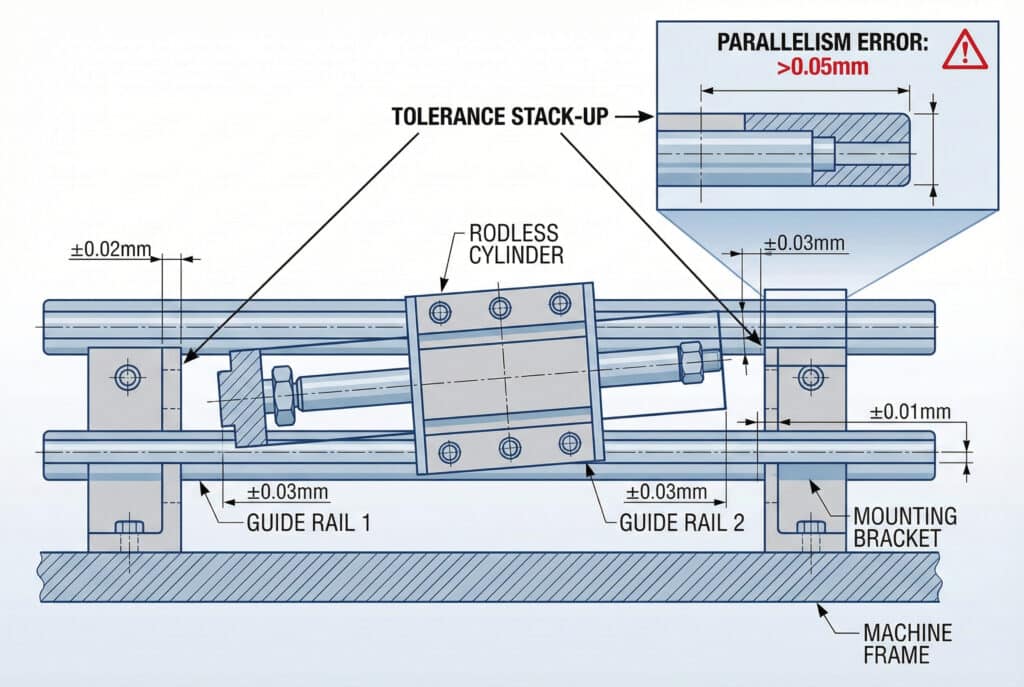
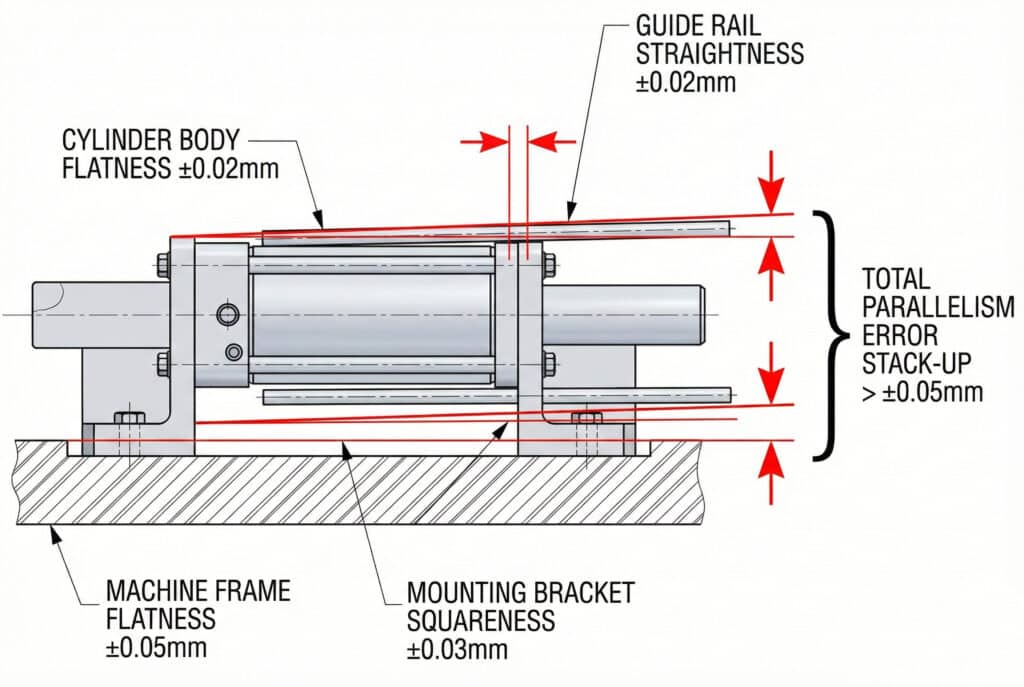
Натрупването на допуски е кумулативният ефект от допуските на отделните компоненти в даден възел. В инсталациите на цилиндри без пръти допуските от плоскостта на корпуса на цилиндъра (±0,02 mm), квадратурата на монтажната скоба (±0,03 mm), повърхността на рамката на машината (±0,05 mm) и праволинейността на направляващата шина (±0,02 mm) се комбинират, за да създадат общо отклонение на системата, което може да надхвърли допустимите граници на паралелизма.
Веригата от допустими отклонения
Когато монтирате цилиндър без пръти, създавате верига от допуски:
- Плоскост на повърхността на рамката на машината - Базова референтна равнина
- Перпендикулярност на монтажната скоба - Компонент на интерфейса
- Праволинейност на корпуса на цилиндъра - Задвижване на ядрото
- Монтажна повърхност на направляващата релса - Вторична справка
- Праволинейност на направляващата релса - Краен носещ елемент
Всяко звено от тази верига допринася за крайната грешка на паралелизма. В най-лошия случай всички допустими отклонения се натрупват в една и съща посока, което създава максимално отклонение.
Въздействие в реалния свят
Никога няма да забравя Сара, производствен мениджър в производител на автомобилни части в Мичиган. Нейният екип инсталира осем безпръстови цилиндъра на нова монтажна линия, следвайки докрай ръководството на ОЕМ. В рамките на три седмици четири цилиндъра показали прекомерно износване от едната страна на лагерните блокове. 😤
Когато измерихме нейната настройка с прецизни инструменти, открихме грешка от 0,12 мм в паралелизма при 1000 мм ход - извън спецификацията от ±0,05 мм. Виновникът? Нейният машинен цех е използвал стандартни допустими отклонения при фрезоване (±0,1 mm) за монтажните повърхности, без да осъзнава, че безпрътовите цилиндри изискват прецизно шлифована плоскост.
Типове толерантност, които трябва да вземете предвид
| Компонент | Типично отклонение | Въздействие върху паралелизма |
|---|---|---|
| Плоскост на корпуса на цилиндъра | ±0,02 мм | Ниска (контролирана от производителя) |
| Правоъгълност на монтажната скоба | ±0,03 мм | Медиум (променлива инсталация) |
| Повърхност на рамката на машината | ±0,05 мм | Висока (често пренебрегвана) |
| Праволинейност на направляващата релса | ±0,02 mm/m | Среден (с натрупване по дължина) |
| Деформация на затягането на крепежа | ±0,01 мм | Нисък, но значителен при интерфейсите |
Защо паралелизмът на направляващата релса е от значение за цилиндрите без пръти?
За разлика от традиционните цилиндри с удължаващи се пръти, безпрътовите конструкции разчитат изцяло на външно водене за стабилност на товара. ⚙️
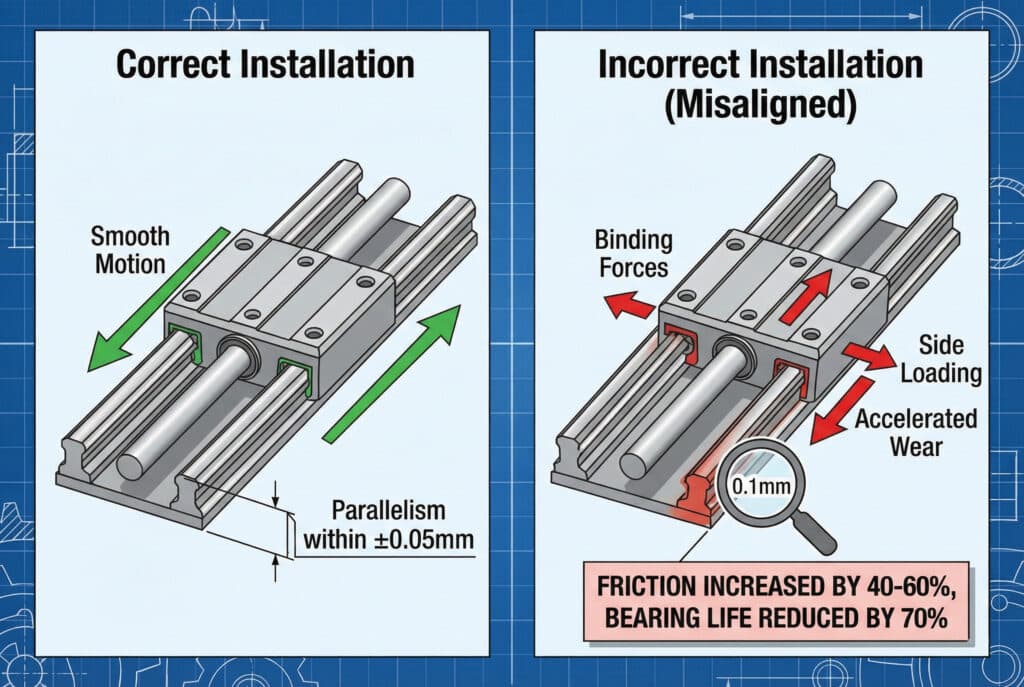
Паралелността на направляващите релси е от решаващо значение, тъй като безпрътовите цилиндри предават всички странични и моментни натоварвания през каретата към външните направляващи релси. Когато релсите не са успоредни на оста на цилиндъра в рамките на ±0,05 mm, силите на свързване нарастват експоненциално, което води до ускорено износване на лагерите, повреда на уплътненията, повишено триене и потенциална повреда на системата. Правилният паралелизъм осигурява разпределение на натоварването по всички лагерни повърхности и увеличава максимално експлоатационния живот.
Физика на свързването
Когато направляващите релси се отклоняват от идеалната успоредност, каретата изпитва:
- Странично зареждане - Сили, перпендикулярни на посоката на движение
- Моментно натоварване - Ротационни сили, причиняващи неравномерен контакт с лагера
- Умножаване на триенето - Експоненциално нарастване на съпротивлението (не линейно!)
Само 0,1 мм отклонение при 1000 мм ход може да увеличи триенето с 40-60% и да намали живота на лагера със 70%. 📉
Начини на повреда от лош паралелизъм
- Преждевременно износване на лагерите - Концентрирано натоварване от едната страна
- Изтичане на уплътнението - Деформирана геометрия на уплътнението при странично натоварване
- Отривисто движение - Поведение на приплъзване при променливо триене
- Свързване на карета - Пълен припадък в екстремни случаи
- Намалена точност - Грешки при позициониране от отклонение
Bepto vs. OEM: Спецификации на допустимите отклонения
| Спецификация | Типично OEM | Бепто Пневматика |
|---|---|---|
| Праволинейност на корпуса на цилиндъра | ±0,03 mm/m | ±0,02 mm/m |
| Плоскост на монтажната повърхност | ±0,02 мм | ±0,015 мм |
| Препоръчителен паралелизъм на релсите | ±0,05 мм | ±0,05 мм |
| Техническа поддръжка за инсталиране | Ограничен | Изчерпателност (осигуряваме ръководства за инсталиране и дистанционна консултация) |
В Bepto обработваме корпусите на цилиндрите с по-строги допуски, за да ви осигурим по-голям марж при монтажа. Това означава, че можете да работите със стандартните възможности на машинния цех, без да правите компромиси с производителността на системата. 💪
Как се изчислява и контролира натрупването на толеранс?
Контролирането на паралелизма започва с разбиране на бюджета за толерантност. 📐
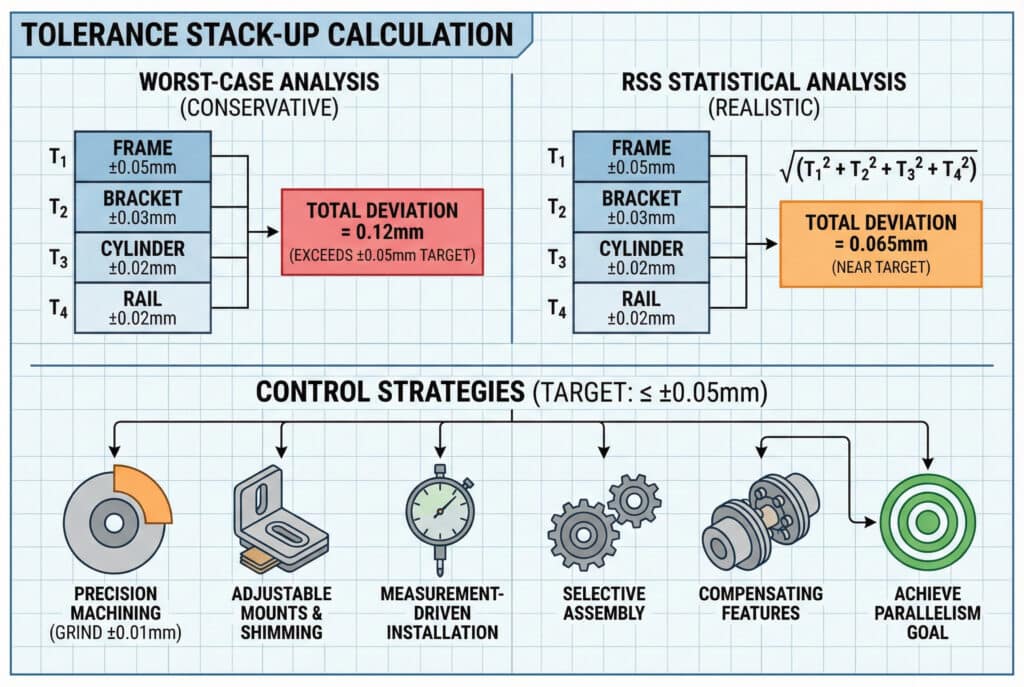
За изчисляване на толерантното подреждане използвайте анализ на най-лошия случай2 (събиране на всички допустими отклонения) или Метод на коренната сума на квадрата3 (RSS). За цилиндри без пръти идентифицирайте всички компоненти в монтажната верига, избройте индивидуалните им допуски и ги сумирайте, за да гарантирате, че общото отклонение е в рамките на ±0,05 mm. Контролирайте подреждането чрез прецизна механична обработка на критичните повърхности, регулируеми монтажни системи и базирано на измервания подсилване по време на монтажа.
Методи за изчисление
Анализ на най-лошия случай:
Консервативен подход - приема се, че всички допустими отклонения се подреждат в една и съща посока.
Статистически анализ (RSS):
По-реалистично - предполага случайно разпределение на допустимите отклонения.
Практически пример
Нека да изчислим подреждането за типична инсталация:
| Компонент | Толерантност | Най-лошият вариант | RSS принос |
|---|---|---|---|
| Рамка на машината | ±0,05 мм | 0,05 мм | 0,0025mm² |
| Монтажна скоба | ±0,03 мм | 0,03 мм | 0,0009mm² |
| Корпус на цилиндъра | ±0,02 мм | 0,02 мм | 0,0004mm² |
| Водеща релса | ±0,02 мм | 0,02 мм | 0,0004mm² |
| Общо | 0,12 мм | √0,0042 = 0,065 мм |
В най-лошия случай целта ни е ±0,05 мм, но статистическият анализ показва, че сме близо до нея. Това ни подсказва, че трябва да контролираме по-строго поне едно критично измерение. 🎯
Стратегии за контрол
- Прецизна обработка - Шлайфане на монтажни повърхности с точност до ±0,01 мм
- Регулируеми стойки - Използване на отвори с прорези и прецизни подложки
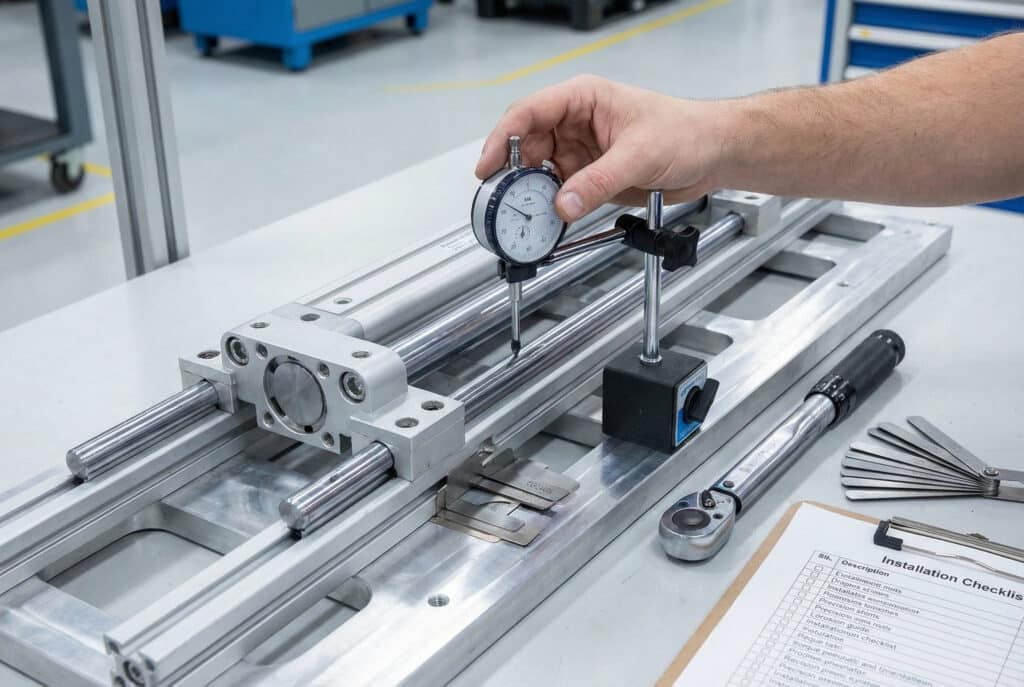
- Инсталация, базирана на измервания - Използване индикатор с циферблат4 по време на монтажа
- Селективно сглобяване - Съчетайте компонентите, за да намалите до минимум струпването им
- Компенсаторни функции - Възможност за регулиране на дизайна
Протокол за измерване на инсталацията
Когато работим с клиенти, винаги препоръчвам тази последователност на проверка:
- Монтирайте свободно цилиндъра
- Монтиране на направляващи релси с прикрепена каретка
- Измерване на успоредността при 25%, 50%, 75% и 100% от хода
- Регулиране с помощта на прецизни шайби (0,01 мм, 0,02 мм, 0,05 мм)
- Завъртане на крепежните елементи според спецификацията
- Повторно измерване за проверка (при затягане може да се получи изкривяване от 0,01-0,02 мм)
Какви са най-добрите практики за монтиране на безпрътови цилиндри?
След петнадесет години работа в тази индустрия разработих систематичен подход, който елиминира 95% проблемите с паралелизма. 🛠️
Най-добрите практики включват: подготовка на прецизно зашлифовани монтажни повърхности (равнина ±0,01 mm), използване на регулируеми монтажни конзоли с възможност за поставяне на подложки, инсталиране на цилиндъра и направляващите релси като съгласувана система, измерване на паралелизма с циферблатни индикатори в няколко точки по хода и документиране на окончателната конфигурация на подложките за бъдеща поддръжка. Винаги спазвайте спецификациите на производителя за въртящия момент и проверявайте отново подравняването след затягане на крепежните елементи.
Контролен списък преди инсталиране
- Повърхности на рамката на машината, шлифовани до ±0,01 мм плоскост
- Проверка на монтажните скоби за квадратност
- Отворите за крепежни елементи са зачистени и почистени
- Наличен е прецизен комплект шайби (0,01 мм, 0,02 мм, 0,05 мм, 0,1 мм)
- Готов индикатор за циферблат или лазерна система за подравняване
- Калибриран динамометричен ключ
- Преглед на монтажния чертеж със спецификациите за допустими отклонения
Процес на инсталиране стъпка по стъпка
Стъпка 1: Подготовка на основата
Почистете и проверете всички монтажни повърхности. Използвайте прецизна права линия и измервателни уреди, за да проверите плоскостта.
Стъпка 2: Монтирайте свободно цилиндъра
Монтирайте монтажните скоби с крепежни елементи, като ги затягате с пръсти. Това позволява регулиране.
Стъпка 3: Инсталиране на Guide Rails
Прикрепете направляващите релси към каретата. Позиционирайте релсите успоредно на оста на цилиндъра с помощта на индикатор.
Стъпка 4: Измерване и регулиране
Проверете паралелността в няколко точки. При необходимост добавете подложки под монтажните скоби или опорите на направляващата релса.
Стъпка 5: Завъртане и проверка
Затегнете крепежните елементи според спецификацията в кръстосана схема. Повторното измерване на силите на затягане може да доведе до изместване на центровката с 0,01-0,02 мм.
Стъпка 6: Документиране
Запишете окончателните позиции на шайбите и измерванията за бъдещи справки.
Често срещани грешки, които трябва да избягвате
❌ Ако приемем, че повърхностите на машината са плоски - Винаги измервайте!
❌ Затягане на крепежните елементи преди подравняване - Регулирането става невъзможно
❌ Измерване само в края на хода - Все още може да се появи обвързване в средата на хода
❌ Игнориране на топлинно разширение5 - Обмислете работната температура
❌ Използване на прекомерни стекове от подложки - Повече от 3 шайби показват проблем с обработката
Поддръжка за инсталиране на Bepto
Когато купувате безпръчкови цилиндри Bepto, вие получавате нещо повече от продукт - получавате нашия опит. Ние предлагаме:
- Подробни ръководства за инсталиране със спецификации на допустимите отклонения
- Видео уроци, демонстриращи техники за подравняване
- Дистанционна техническа консултация чрез видеоразговор
- Персонализирани дизайни на монтажни скоби за сложни приложения
- Резервните части се доставят в рамките на 24 часа
Маркъс, конструктор на оборудване в Тексас, ми каза: “Екипът на Bepto ме преведе през първата ми инсталация чрез видеоразговор. Сега мога да подравнявам система от цилиндри без пръти за по-малко от час с перфектен паралелизъм всеки път. Тази подкрепа струва повече от спестените разходи!” 🌟
Заключение
Паралелизмът на направляващите релси не е просто спецификация - това е разликата между безпрътовия цилиндър, който работи безупречно в продължение на години, и този, който се поврежда за месеци, което ви струва хиляди разходи за престой и подмяна. Овладейте подреждането на толерансите и ще овладеете надеждността. 🎯
Често задавани въпроси относно паралелизма на направляващите релси в безпрътовите цилиндри
Какъв е допустимият толеранс на паралелност за водещите шини на цилиндри без пръти?
Промишленият стандарт е ±0,05 mm по цялата дължина на хода. За високоскоростни приложения или системи за прецизно позициониране се препоръчват по-тесни допуски (±0,02 mm). Превишаването на ±0,05 mm значително увеличава износването и триенето на лагерите.
Как да измеря успоредността на направляващите релси по време на монтажа?
Монтирайте индикатор с циферблат към каретата на цилиндъра, като сондата се допира до направляващата шина. Преместете каретката до пълния ѝ ход, докато отчитате показанията на индикатора. Общото показание на индикатора (TIR) не трябва да надвишава 0,1 mm (±0,05 mm от номиналното). Повторете на няколко места по цялата ширина на релсата.
Мога ли да използвам стандартните допуски за обработка на монтажните повърхности на цилиндрите без пръти?
Не. Стандартните допустими отклонения при фрезоване (±0,1 мм) са недостатъчни. Монтажните повърхности трябва да бъдат прецизно фрезовани с точност ±0,01 mm, за да се осигури достатъчен бюджет на допустимите отклонения за целия възел. Тази инвестиция предотвратява скъпоструващи повреди на цилиндъра.
Какво води до превишаване на спецификациите при натрупване на толеранс?
Най-честите причини са: износени или неточни повърхности на рамката на машината, монтажни скоби с лоша квадратура, направляващи релси с грешки в праволинейността, неправилна техника на подлагане и изкривяване на закрепването на крепежните елементи. Винаги измервайте всеки компонент поотделно преди монтажа.
Как Bepto помага на клиентите да постигнат правилен паралелизъм?
Предлагаме по-тесни производствени допуски на цилиндровите тела (±0,02 мм спрямо ±0,03 мм), изчерпателна документация за инсталиране, видеоуроци, дистанционна техническа поддръжка по време на инсталирането и персонализирани решения за монтаж за предизвикателни приложения. Нашата цел е да направим инсталацията ви успешна от първия път - защото вашето време за работа е нашата репутация. 🤝
-
Запознайте се с основните принципи на анализа на толерантното подреждане за подобряване на прецизността на механичния монтаж. ↩
-
Научете как анализът на най-неблагоприятния случай помага на инженерите да гарантират надеждността на критичните механични системи. ↩
-
Открийте статистическите предимства на използването на метода на квадратичната сума за реалистични изчисления на толеранса. ↩
-
Прочетете изчерпателно ръководство за това как да използвате циферблат за точни измервания на подравняването. ↩
-
Разберете как температурното разширение влияе върху прецизните машини и как да компенсирате температурните промени. ↩
