
Einführung
Bergbauumgebungen zerstören Standard-Zylinderstangen innerhalb von Monaten, nicht Jahren. 🪨 Abrasiver Staub, Gesteinspartikel und mineralische Verunreinigungen wirken bei jedem Hub wie Sandpapier und verursachen Kratzer. Verchromung1 und katastrophale Dichtungsausfälle verursachen. Wenn Ihre Geräte unter solch rauen Bedingungen betrieben werden, reichen herkömmliche Oberflächenbehandlungen einfach nicht aus.
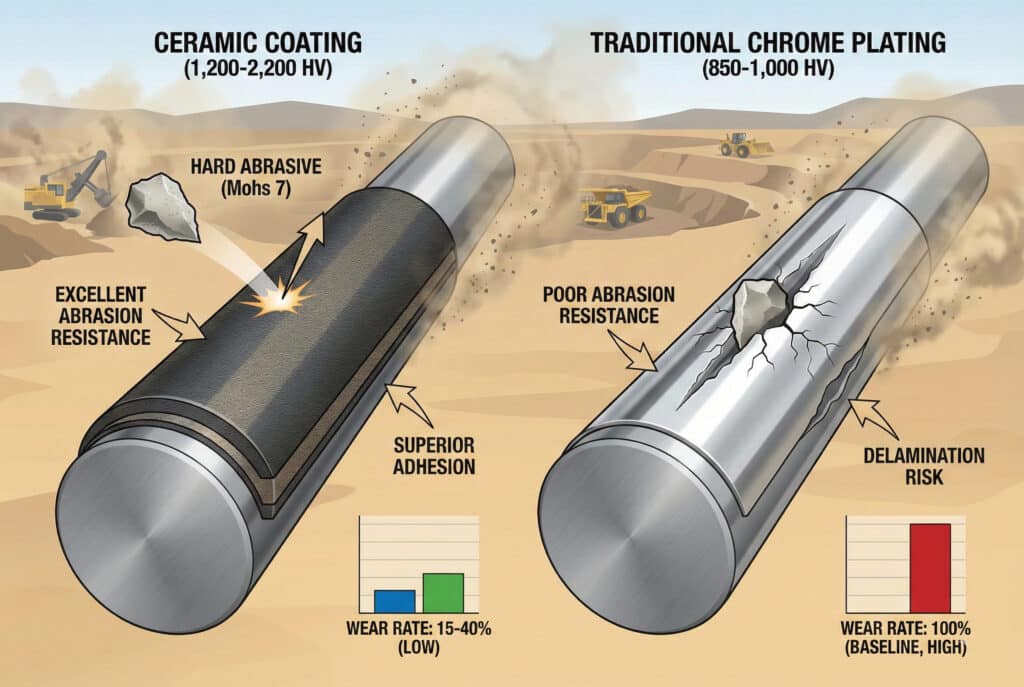
Keramikbeschichtungen für Zylinderstangen bieten eine Härte von 1.200 bis 2.200 HV (im Vergleich zu 850 bis 1.000 HV bei Hartchrom) und bilden eine extrem harte, verschleißfeste Barriere, die die Lebensdauer der Stangen in abrasiven Bergbauanwendungen um 300 bis 500% verlängert. Diese Beschichtungen – darunter Chromkarbid, Wolframkarbid und Aluminiumoxid – werden aufgebracht durch thermisches Spritzen2 oder PVD3 Verfahren mit einer Dicke von 25 bis 150 Mikrometern, die eine hervorragende Partikelbeständigkeit bieten und gleichzeitig die glatte Oberflächenbeschaffenheit beibehalten, die für eine wirksame Abdichtung in Pneumatikzylindern erforderlich ist.
Im letzten Quartal habe ich mit Steven zusammengearbeitet, einem Wartungsingenieur in einem Kupferbergwerk in Arizona. In seiner Anlage mussten aufgrund des abrasiven Kupfererzstaubs alle 4 bis 6 Monate verchromte Zylinderstangen ausgetauscht werden. Jeder Austausch bedeutete 8 bis 12 Stunden Ausfallzeit für wichtige Förderband-Positionierungssysteme, was pro Vorfall Kosten in Höhe von $15.000 bis 20.000 verursachte. Wir lieferten Bepto-Kolbenstangenlose Zylinder mit Wolframkarbid-Keramikbeschichtung auf den Führungsstangen. Nach 18 Monaten Dauerbetrieb unter denselben extremen Bedingungen weisen seine Stangen nur minimalen Verschleiß auf – wir haben seinen Austauschzyklus von 6 Monaten auf geschätzte 3+ Jahre verlängert und damit Einsparungen von über $120.000 erzielt.
Inhaltsübersicht
- Was macht Keramikbeschichtungen für Bergbauanwendungen so überlegen?
- Welche Arten von Keramikbeschichtungen eignen sich am besten für Zylinderstangen?
- Wie schneiden keramikbeschichtete Stangen im Vergleich zu Chrom in Bezug auf die Gesamtkosten ab?
- Welche Aspekte sind bei der Installation und Wartung besonders wichtig?
Was macht Keramikbeschichtungen für Bergbauanwendungen so überlegen?
Bergbauumgebungen sind der ultimative Test für die Haltbarkeit von Materialien. ⛏️
Keramikbeschichtungen übertreffen herkömmliche Verchromungen in Bergbauanwendungen, da ihre kristalline Struktur eine 2-3-mal höhere Härte (1.200-2.200 HV gegenüber 850-1.000 HV), eine überlegene Abriebfestigkeit gegenüber Mineralpartikeln und eine bessere Haftfestigkeit bietet, die eine Ablösung der Beschichtung unter Stoßbelastungen verhindert. Die dichte Keramikmatrix widersteht dem Eindringen von Partikeln und bildet eine selbstschmierende Oberfläche, die die Reibung um 30–40% reduziert, wodurch sowohl die Lebensdauer der Stange als auch der Dichtung verlängert wird und gleichzeitig die Dimensionsstabilität bei Temperaturen von -40 °C bis +500 °C erhalten bleibt.
Der Vorteil der Abriebfestigkeit
Im Bergbau sind Zylinderstangen einigen der abrasivsten Materialien der Welt ausgesetzt:
| Abrasives Material | Mohs-Härte | Verschleißrate bei Verchromung | Verschleißrate der Keramikbeschichtung |
|---|---|---|---|
| Siliziumdioxidstaub (Sand) | 7 | 100% (Grundlinie) | 15-25% |
| Eisenerz | 5-6 | 100% | 20-30% |
| Kupfererz | 3-4 | 100% | 25-35% |
| Kohlenstaub | 2-3 | 100% | 30-40% |
| Kalkstein | 3-4 | 100% | 25-35% |
Der Härtevorteil ist enorm. Eine Verchromung mit einer Härte von 850–1.000 HV ist härter als Stahl, aber weicher als die meisten Mineralpartikel. Keramikbeschichtungen mit einer Härte von 1.200–2.200 HV übertreffen die Härte der meisten abrasiven Verunreinigungen und verhindern so das Eindringen von Partikeln.
Stoß- und Schlagfestigkeit
Bergbaumaschinen sind ständigen Vibrationen, Stoßbelastungen und Schlägen ausgesetzt. Herkömmliche Verchromungen können unter diesen Bedingungen Risse oder Abplatzungen aufweisen, wodurch Anlaufstellen für beschleunigten Verschleiß entstehen. Keramikbeschichtungen verteilen die Aufprallenergie bei ordnungsgemäßer Anwendung mit geeigneten Haftschichten effektiver.
Thermisch gespritzte Keramikbeschichtungen Erzeugt eine mechanische Verbindung durch Oberflächenaufrauhung und Partikelverzahnung und sorgt so für eine hervorragende Haftung auch unter Stoßbelastungen. Die Schichtstruktur der Beschichtung absorbiert die Aufprallenergie, ohne dass es zu einer katastrophalen Delaminierung kommt.
Temperaturstabilität
Im Untertagebau können extreme Temperaturschwankungen auftreten – von eisigen Bedingungen an der Oberfläche bis zu 40–50 °C unter Tage. Im Tagebau in Wüstenregionen herrschen tagsüber Temperaturen von über 50 °C. Keramikbeschichtungen behalten ihre Eigenschaften über den gesamten Temperaturbereich bei, während bei Verchromungen durch wiederholte Temperaturwechsel thermische Spannungsrisse entstehen können.
Welche Arten von Keramikbeschichtungen eignen sich am besten für Zylinderstangen?
Nicht alle Keramikbeschichtungen sind für pneumatische Anwendungen gleichermaßen geeignet. 🔬
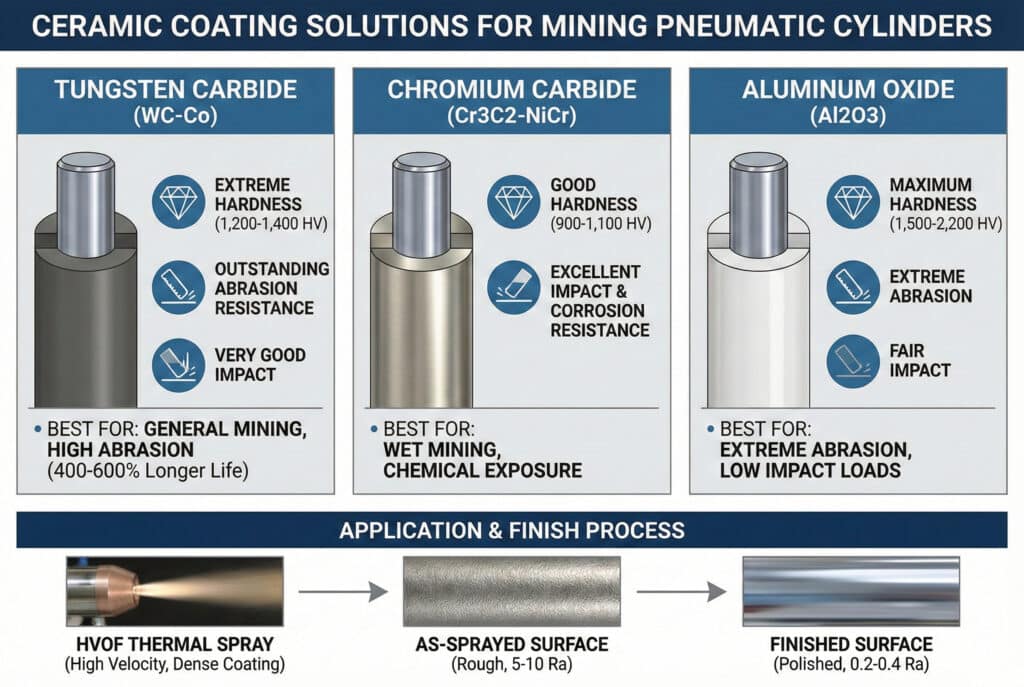
Wolframkarbid (WC-Co)-Beschichtungen bieten die beste Balance zwischen extremer Härte (1.200–1.400 HV), Zähigkeit und Oberflächengüte für Zylinderstangen im Bergbau und sorgen für eine um 400–600% längere Lebensdauer als Chrom in siliziumreichen Umgebungen. Chromkarbid (Cr3C2-NiCr) bietet eine ausgezeichnete Korrosionsbeständigkeit bei guter Härte (900–1.100 HV) und ist ideal für den Nassbergbau geeignet. Aluminiumoxid (Al2O3) bietet maximale Härte (1.500–2.200 HV), muss jedoch sorgfältig aufgetragen werden, um Sprödigkeit zu vermeiden, und eignet sich daher für extreme Abriebbelastungen mit minimalen Stoßbelastungen.
Beschichtungsvergleich für den Bergbau
| Art der Beschichtung | Härte (HV) | Abnutzungswiderstand | Schlagfestigkeit | Korrosionsbeständigkeit | Beste Bergbauanwendung |
|---|---|---|---|---|---|
| Hartchrom (Basislinie) | 850-1,000 | Messe | Gut | Ausgezeichnet | Sauber, nur für den Innenbereich |
| Wolframkarbid (WC-Co) | 1,200-1,400 | Herausragend | Sehr gut | Gut | Allgemeiner Bergbau, hoher Abrieb |
| Chromkarbid (Cr3C2) | 900-1,100 | Ausgezeichnet | Ausgezeichnet | Herausragend | Nassbergbau, Chemikalienexposition |
| Aluminiumoxid (Al2O3) | 1,500-2,200 | Extrem | Messe | Ausgezeichnet | Extreme Abnutzung, geringe Auswirkungen |
| Titannitrid (TiN) | 2,000-2,400 | Sehr gut | Messe | Gut | Präzisionsanwendungen, geringere Belastungen |
Das Bewerbungsverfahren ist wichtig
Thermisches Spritzen mit Hochgeschwindigkeits-Sauerstoff-Brennstoff (HVOF)Der Goldstandard für Wolframkarbid- und Chromkarbidbeschichtungen. HVOF erzeugt extrem dichte, gut haftende Beschichtungen mit minimaler Porosität. Die Partikelgeschwindigkeiten überschreiten 600 m/s, wodurch eine hervorragende Haftung und Beschichtungsdichte erzielt wird.
Plasmaspritzen: Wird für Aluminiumoxid und einige Karbidbeschichtungen verwendet. Kostengünstiger als HVOF, aber etwas poröser. Bietet dennoch eine hervorragende Leistung in den meisten Bergbauanwendungen.
PVD (Physikalische Gasphasenabscheidung)Erzeugt extrem dünne (2–5 Mikrometer), ultraharte Beschichtungen wie Titannitrid. Aufgrund der geringen Schichtdicke auf Anwendungen mit geringer Abriebfestigkeit beschränkt, bietet jedoch eine außergewöhnliche Oberflächengüte.
Bei Bepto arbeiten wir mit ISO 90014 Zertifizierte Beschichtungsanlagen, die auf die HVOF-Wolframkarbid-Beschichtung spezialisiert sind. Unsere standardmäßigen stangenlosen Zylinder in Bergbauqualität verfügen über 75-100 Mikron dicke WC-Co-Beschichtungen, die auf sandgestrahlte, spannungsfreie Substrate aufgebracht werden, um maximale Haftung und Haltbarkeit zu gewährleisten.
Anforderungen an die Oberflächenbeschaffenheit
Aufgesprühte Keramikbeschichtungen haben raue Oberflächen (5–10 Ra), die für pneumatische Dichtungen ungeeignet sind. Nach dem Beschichten ist ein Schleifen und Polieren auf 0,2–0,4 Ra unerlässlich. Dieser Endbearbeitungsprozess entfernt Oberflächenunebenheiten, während die harte Keramikmatrix erhalten bleibt, und schafft so eine glatte Dichtfläche, die die Dichtungen nicht beschädigt und gleichzeitig die Abriebfestigkeit beibehält.
Wie schneiden keramikbeschichtete Stangen im Vergleich zu Chrom in Bezug auf die Gesamtkosten ab?
Der Anfangspreis sagt nur einen Teil der Geschichte in Bergbauanwendungen aus. 💰
Keramikbeschichtete Zylinderstangen kosten anfangs 80-150% mehr als verchromte Alternativen ($300-600 gegenüber $150-250 für typische Zylindergrößen im Bergbau), bieten jedoch eine um 300–500 % längere Lebensdauer in abrasiven Umgebungen, wodurch sich die Gesamtbetriebskosten über einen Zeitraum von 5 Jahren um 40–60 % reduzieren, wenn Ersatzteile, Arbeitsaufwand und Ausfallkosten berücksichtigt werden. Bei Betrieben, in denen ein Zylinderausfall Produktionsausfälle in Höhe von 10.000–50.000 pro Vorfall verursacht, beträgt die Amortisationszeit in der Regel 6–12 Monate.
Kostenanalyse in der Praxis
Szenario: Positionierungssystem für Förderbänder im Kohlebergbau
| Kostenfaktor | Verchromt (5 Jahre) | Keramikbeschichtet (5 Jahre) | Ersparnisse |
|---|---|---|---|
| Anfängliche Stabkosten | $220 | $450 | -$230 |
| Ersatzspieler (9x gegenüber 2x) | $1,980 | $450 | +$1,530 |
| Arbeit (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Ausfallzeit (11x @ $12.000) | $132,000 | $36,000 | +$96,000 |
| Dichtungsersatz (zusätzlicher Verschleiß) | $880 | $320 | +$560 |
| 5-Jahres-Gesamtkosten | $140,580 | $38,720 | $101,860 |
Diese Analyse basiert auf tatsächlichen Daten eines Kunden in West Virginia, der unter Bedingungen mit hohem Silikatgehalt in der Kohle arbeitet.
Das Wertversprechen von Bepto
Als direkter OEM-Alternativlieferant bieten wir keramikbeschichtete kolbenstangenlose Zylinder zu Preisen unterhalb der Preise der großen Marken an. Unsere Wolframkarbid-Beschichtung kostet etwa $180-280 zusätzlich zu einem Standardzylinder, verglichen mit $400-600, die Premium-OEM-Marken für einen gleichwertigen Schutz verlangen.
Ich habe kürzlich mit Patricia zusammengearbeitet, einer Einkaufsleiterin bei einem Hersteller von Bergbaumaschinen in Nevada. Sie spezifizierte Zylinder für Goldabbau-Förderanlagen, die für den Einsatz in Peru und Chile bestimmt waren – extrem abrasive Umgebungen in großer Höhe. Ihr OEM-Lieferant bot einen Preis von $2.800 pro keramikbeschichtetem stangenlosen Zylinder mit einer Lieferzeit von 16 Wochen an.
Wir lieferten maßhaltige Bepto-Zylinder mit HVOF-Wolframkarbidbeschichtung für jeweils $1.850, die innerhalb von 4 Wochen geliefert wurden. Ihr Unternehmen hat nun Bepto für alle Bergbauanwendungen standardisiert und spart dadurch 30-35% an Komponentenkosten, während gleichzeitig die Lieferzuverlässigkeit verbessert wurde.
Wann Keramikbeschichtungen sinnvoll sind
Hochwertige Anwendungen:
- Ausfallzeit der Anlage >$5.000 pro Stunde
- Austauschzyklus <12 Monate mit Chrom
- Exposition gegenüber Quarzstaub oder Mineralstaub
- Abgelegene Orte mit schwierigem Zugang
Randbereiche:
- Geräte mit geringer Zyklenanzahl (<50.000 Zyklen/Jahr)
- Saubere oder mäßig staubige Umgebungen
- Einfacher Zugang für Wartungsarbeiten
- Projekte mit begrenztem Budget
Wir helfen unseren Kunden dabei, fundierte Entscheidungen auf der Grundlage der tatsächlichen Betriebsbedingungen und einer Gesamtkostenanalyse zu treffen, anstatt ihnen für jede Anwendung teurere Beschichtungen zu verkaufen.
Welche Aspekte sind bei der Installation und Wartung besonders wichtig?
Keramikbeschichtungen erfordern eine spezielle Handhabung, um ihre Leistungsfähigkeit zu maximieren. 🔧
Keramikbeschichtete Stangen erfordern sorgfältige Installationsverfahren, darunter die Vermeidung von Stoßschäden während der Montage, die Verwendung geeigneter Dichtungsmaterialien (Polyurethan oder gefülltes PTFE anstelle von Standard-NBR), die Aufrechterhaltung einer ordnungsgemäßen Schmierung mit reibungsarmen Fetten und die Verwendung wirksamer Stangenmanschetten oder Abstreifer, um eine Ansammlung von Partikeln zu verhindern. Bei regelmäßigen Inspektionen sollte der Schwerpunkt eher auf der Unversehrtheit der Beschichtung als auf der Verschleißtiefe liegen, da selbst geringfügige Beschädigungen der Beschichtung den lokalen Verschleiß beschleunigen können. Eine ordnungsgemäße Lagerung in Schutzhüllen verhindert Handhabungsschäden vor der Installation.

Bewährte Praktiken bei der Installation
Mit Vorsicht behandelnKeramikbeschichtungen sind zwar extrem hart, können jedoch bei Stößen mit Metallwerkzeugen absplittern oder reißen. Verwenden Sie bei der Installation kunststoff- oder gummibeschichtete Werkzeuge. Klemmen Sie niemals direkt auf beschichtete Oberflächen – verwenden Sie Schutzhülsen.
Kompatibilität der DichtungenStandard-NBR-Dichtungen bieten möglicherweise keine optimale Leistung bei Keramikbeschichtungen. Wir empfehlen:
- Polyurethan-Dichtungen: Beste Verschleißfestigkeit und Kompatibilität
- Gefülltes PTFE: Hervorragend geeignet für Hochtemperaturanwendungen
- HNBR (hydriertes NBR): Gute Ausgewogenheit der Eigenschaften
Richtige Schmierung: Keramikbeschichtungen reduzieren zwar die Reibung, jedoch ist die Schmierung während der Einlaufphase von entscheidender Bedeutung. Verwenden Sie Molybdändisulfid oder PTFE-basierte Fette, die keine abrasiven Partikel anziehen.
Wartung und Inspektion
Protokoll der visuellen Inspektion:
- Monatlich: Auf sichtbare Beschädigungen der Beschichtung, Absplitterungen oder Ablösungen prüfen
- Vierteljährlich: Verschleißrate der Dichtung als Indikator für den Zustand der Stange messen
- Jährlich: Detaillierte Inspektion mit Vergrößerung auf Mikrorisse
ReinigungsverfahrenVerwenden Sie weiche Bürsten und Druckluft – niemals Drahtbürsten oder Scheuerschwämme, die die Beschichtung beschädigen könnten. Vermeiden Sie den direkten Einsatz von Hochdruckwasserstrahlen auf der beschichteten Oberfläche.
Schutz der Umwelt
Selbst keramikbeschichtete Stangen profitieren vom Umweltschutz:
Stangenmanschetten: Stiefel im Akkordeonstil verhindern den Kontakt von Partikeln mit der Staboberfläche zu 80–90 % und verlängern so die Lebensdauer der Keramikbeschichtung um das 2- bis 3-fache.
AbstreiferHocheffiziente Polyurethan-Wischer entfernen Partikel, bevor sie mit den Dichtungen in Kontakt kommen, und schützen so sowohl die Beschichtung als auch die Dichtungsflächen.
Luftfiltration: Ordnungsgemäße Filterung der Druckluft (ISO 8573-15 Klasse 6 oder besser für Partikel) verhindert interne Verunreinigungen, die Dichtungen von innen beschädigen können.
Bei Bepto bieten wir komplette Umweltschutzpakete, die speziell für Bergbauanwendungen entwickelt wurden, darunter hochbelastbare Stangenmanschetten, Doppelwischerbaugruppen und stoß- und vibrationsbeständige Befestigungsteile.
Schlussfolgerung
Keramikbeschichtungen verwandeln Zylinderstangen von Verschleißteilen in langfristige Vermögenswerte im Bergbau und sorgen durch ihre überragende Abriebfestigkeit und Langlebigkeit für eine drastische Reduzierung der Austauschhäufigkeit, der Wartungskosten und der ungeplanten Ausfallzeiten. 🏆
Häufig gestellte Fragen zu Keramikbeschichtungen für Bergbauzylinder
F: Können Keramikbeschichtungen als Aufwertung auf bereits vorhandene verchromte Stangen aufgebracht werden?
Ja, aber zuerst muss das Chrom durch Schleifen oder chemisches Abbeizen vollständig entfernt werden, um das Stahlsubstrat zu erreichen. Anschließend wird die Stange sandgestrahlt, um das für die Haftung der Keramikbeschichtung erforderliche Oberflächenprofil zu erzielen, beschichtet und fertig geschliffen. Diese Aufarbeitung kostet 60-70% einer neuen keramikbeschichteten Stange und ist für Stangen mit großem Durchmesser oder Sonderanfertigungen wirtschaftlich, obwohl wir für Standardgrößen in der Regel einen Austausch empfehlen.
F: Was passiert, wenn die Keramikbeschichtung während des Betriebs beschädigt wird oder abplatzt?
Kleinere Oberflächenabsplitterungen (Durchmesser < 2 mm) breiten sich in der Regel nicht aus, wenn die Verbindungsschicht intakt bleibt – die umgebende Keramik schützt das Substrat weiterhin. Schäden, durch die der Stahluntergrund freigelegt wird, führen jedoch zu einer lokalen Abnutzungsstelle, die sich beschleunigen kann. Beschädigte Stäbe sollten bei der nächsten planmäßigen Wartung ausgetauscht werden, anstatt auf einen katastrophalen Ausfall zu warten. Aus diesem Grund empfehlen wir vierteljährliche Inspektionen in rauen Bergbauumgebungen.
F: Erfordern Keramikbeschichtungen spezielle Einfahrverfahren?
Ja, keramikbeschichtete Stangen profitieren von einer Einlaufphase von 50 bis 100 Zyklen bei reduzierter Drehzahl (50 bis 60 % der Normalgeschwindigkeit) und reduziertem Druck (70 bis 80 % des Betriebsdrucks) mit ausreichender Schmierung. Dadurch können sich die Dichtungen an die Beschichtungsoberfläche anpassen und es bildet sich ein erster Schmierfilm. Das Überspringen der Einlaufphase kann zu vorzeitigem Verschleiß der Dichtungen in den ersten Betriebsstunden führen.
F: Wie verhalten sich Keramikbeschichtungen in Nassbergbauanwendungen, bei denen sie Wasser ausgesetzt sind?
Keramikbeschichtungen zeichnen sich unter nassen Bedingungen aus – Chromkarbid- und Wolframkarbidbeschichtungen sind äußerst korrosionsbeständig und unterliegen nicht der Untergrundkorrosion, die zu einer Ablösung der Verchromung führen kann. Allerdings kann Wasser abrasive Partikel effektiver transportieren als trockener Staub, sodass eine Umgebungsabdichtung (Stangenmanschetten, effektive Abstreifer) noch wichtiger wird. Bei nassen Bergbauanwendungen haben wir mit einem geeigneten Systemdesign eine hervorragende Leistung festgestellt.
F: Können keramikbeschichtete Stangen nach Verschleiß repariert oder neu beschichtet werden?
Keramikbeschichtete Stäbe können abgeschliffen und neu beschichtet werden, wobei bei jedem Zyklus durch die Oberflächenvorbereitung 0,1 bis 0,2 mm des Grundmaterials entfernt werden. Stäbe können in der Regel zwei- bis dreimal neu beschichtet werden, bevor die Maßtoleranzen beeinträchtigt werden. Die Kosten für eine Neubeschichtung betragen 50 bis 60 % der Kosten für einen neuen Stab. Bei Bepto bieten wir Stangenaufbereitungsdienste für hochwertige oder kundenspezifische Anwendungen an, obwohl bei Standardzylindergrößen ein Austausch oft wirtschaftlicher ist.
-
Erfahren Sie mehr über die Eigenschaften und traditionellen Anwendungen der Hartverchromung in Industriemaschinen. ↩
-
Entdecken Sie die verschiedenen Thermische Spritzverfahren, die zum Aufbringen von Hochleistungs-Schutzbeschichtungen eingesetzt werden. ↩
-
Verstehen Sie den Prozess der physikalischen Gasphasenabscheidung (PVD) und seine Rolle bei der Herstellung ultradünner, strapazierfähiger Schichten. ↩
-
Entdecken Sie die internationalen Standards für Qualitätsmanagementsysteme, die eine gleichbleibende Produkt- und Dienstleistungsqualität gewährleisten. ↩
-
Überprüfen Sie die internationalen Normen für die Reinheit von Druckluft, in denen Grenzwerte für Verunreinigungen in industriellen Systemen festgelegt sind. ↩
