

Schlechte Montagepraktiken zerstören weltweit in Industrieanlagen Stellantriebe und verursachen vorzeitige Ausfälle, die Unternehmen Tausende von unerwarteten Ausfallzeiten kosten. Ausrichtungsprobleme sind für mehr als 60% der Ausfälle von pneumatischen Stellantrieben verantwortlich, doch die meisten dieser Probleme lassen sich durch korrekte Montagetechniken vollständig vermeiden.
Korrekte Montage- und Ausrichtungspraktiken können die Lebensdauer des Stellantriebs von 2-3 Jahren auf 8-10 Jahre verlängern, indem sie Folgendes verhindern Seitenlasten1Dadurch wird der interne Verschleiß reduziert und eine optimale Kraftverteilung über den gesamten Hubzyklus des Antriebs gewährleistet. Der Schlüssel liegt im Verständnis der Lastpfade, in der Aufrechterhaltung rechtwinkliger Montageflächen und in der Implementierung geeigneter Stützstrukturen.
Letzte Woche erhielt ich einen Anruf von einem frustrierten Wartungsleiter in Ohio, in dessen Betrieb alle 18 Monate Stellantriebe ausgetauscht werden mussten. Nach einer Überprüfung der Installationspraktiken entdeckten wir einfache Ausrichtungsfehler, die das Unternehmen jährlich über $50.000 Euro für vorzeitigen Austausch kosteten. 😤
Inhaltsübersicht
- Was sind die kritischen Anforderungen an die Montagefläche für die Langlebigkeit des Aktuators?
- Wie lassen sich schädliche Seitenbelastungen bei der Installation vermeiden?
- Welche Ausrichtungswerkzeuge und -techniken gewährleisten eine optimale Leistung?
- Welche häufigen Montagefehler führen zu einem vorzeitigen Ausfall des Stellantriebs?
Was sind die kritischen Anforderungen an die Montagefläche für die Langlebigkeit des Aktuators?
Die Stabilität des Fundaments und die Präzision der Oberfläche bilden den Grundstein für eine erfolgreiche Antriebsinstallation und wirken sich direkt auf das Verschleißverhalten der internen Komponenten aus.
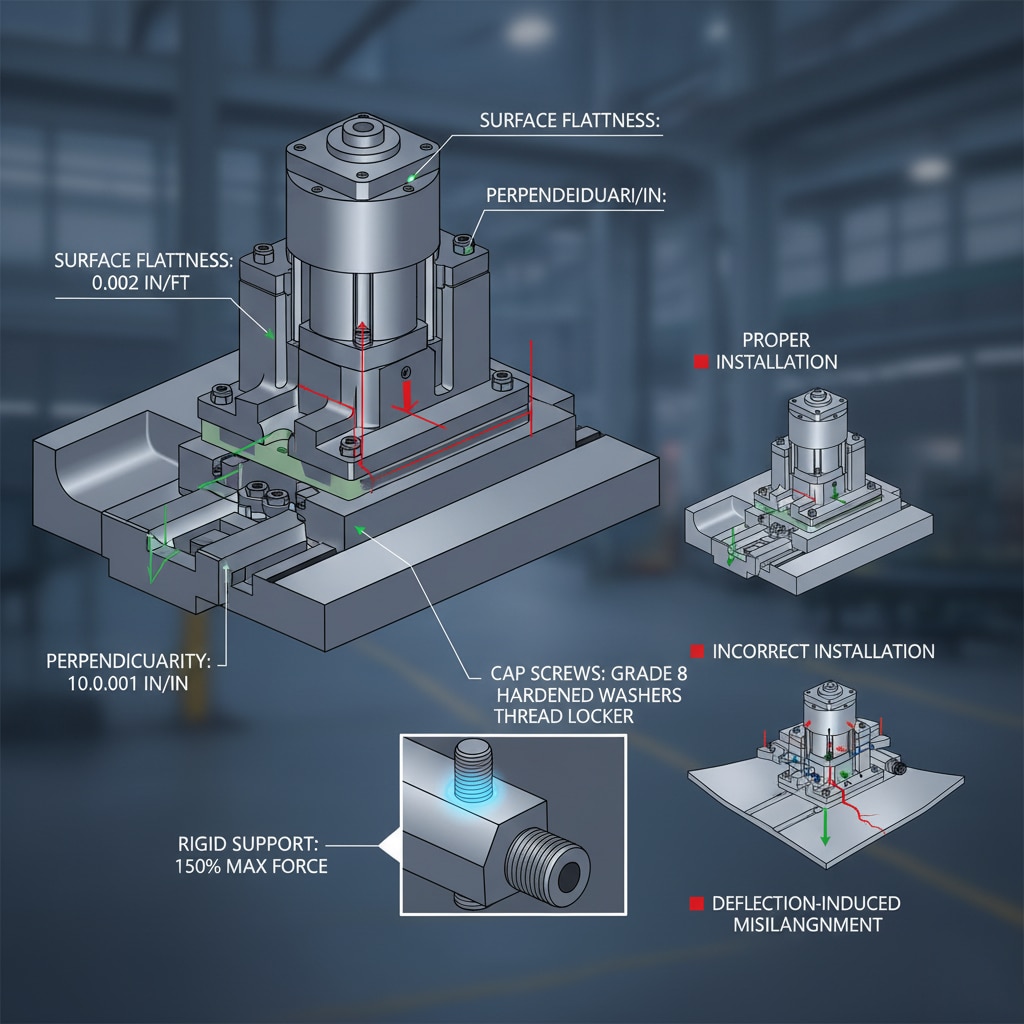
Die Montageflächen müssen mit einer Genauigkeit von 0,002″ pro Fuß eben und mit einer Genauigkeit von 0,001″ pro Zoll rechtwinklig sein und eine starre Abstützung bieten, die 150% der maximalen Kraft des Stellantriebs aufnehmen kann, um eine durch Biegung verursachte Fehlausrichtung zu verhindern.
Grundlegende Normen für die Oberflächenvorbereitung
Die ordnungsgemäße Montage beginnt mit einer sorgfältigen Vorbereitung der Oberfläche:
Anforderungen an Ebenheit und Rechtwinkligkeit
- Ebenheit der Oberfläche: Maximale Abweichung von 0,002″ über die gesamte Einbaulänge
- Senkrechttoleranz: Innerhalb von 0,001″ pro Zoll der Montagefläche
- Oberflächengüte: 125 RMS2 oder besser für optimalen Kontakt
- Dicke des Materials: Mindestens 1,5x Schraubendurchmesser für ausreichenden Gewindeeingriff
Spezifikationen für Montagematerial
| Komponente | Spezifikation | Wert des Drehmoments | Material Klasse |
|---|---|---|---|
| Kopfschrauben | Mindestens Klasse 8 | 75% von Probebelastung3 | Legierter Stahl |
| Unterlegscheiben | Gehärtet flach | K.A. | SAE 1060+ |
| Montageplatten | 1/4″ Mindestdicke | K.A. | A36 Stahl Minimum |
| Gewindeschrank | Mittlere Stärke | Pro Hersteller | Anaerober Klebstoff4 |
Erfolgsgeschichte aus der Praxis
Ich arbeitete mit Jennifer, einer Betriebsingenieurin in einer Verpackungsanlage in Charlotte, North Carolina, zusammen. In ihrem Team traten alle 6 Monate Ausfälle der Stangendichtungen ihrer kolbenstangenlosen Bepto-Zylinder auf. Nach einer Inspektion der Montagevorrichtung stellten wir fest, dass sich die Aluminium-Montageplatten unter Last bogen. Durch die Umrüstung auf richtig dimensionierte Stahlplatten und die Nachbearbeitung der Montageflächen funktionieren Jennifers Aktuatoren nun schon seit über 3 Jahren einwandfrei. 🔧
Wie lassen sich schädliche Seitenbelastungen bei der Installation vermeiden?
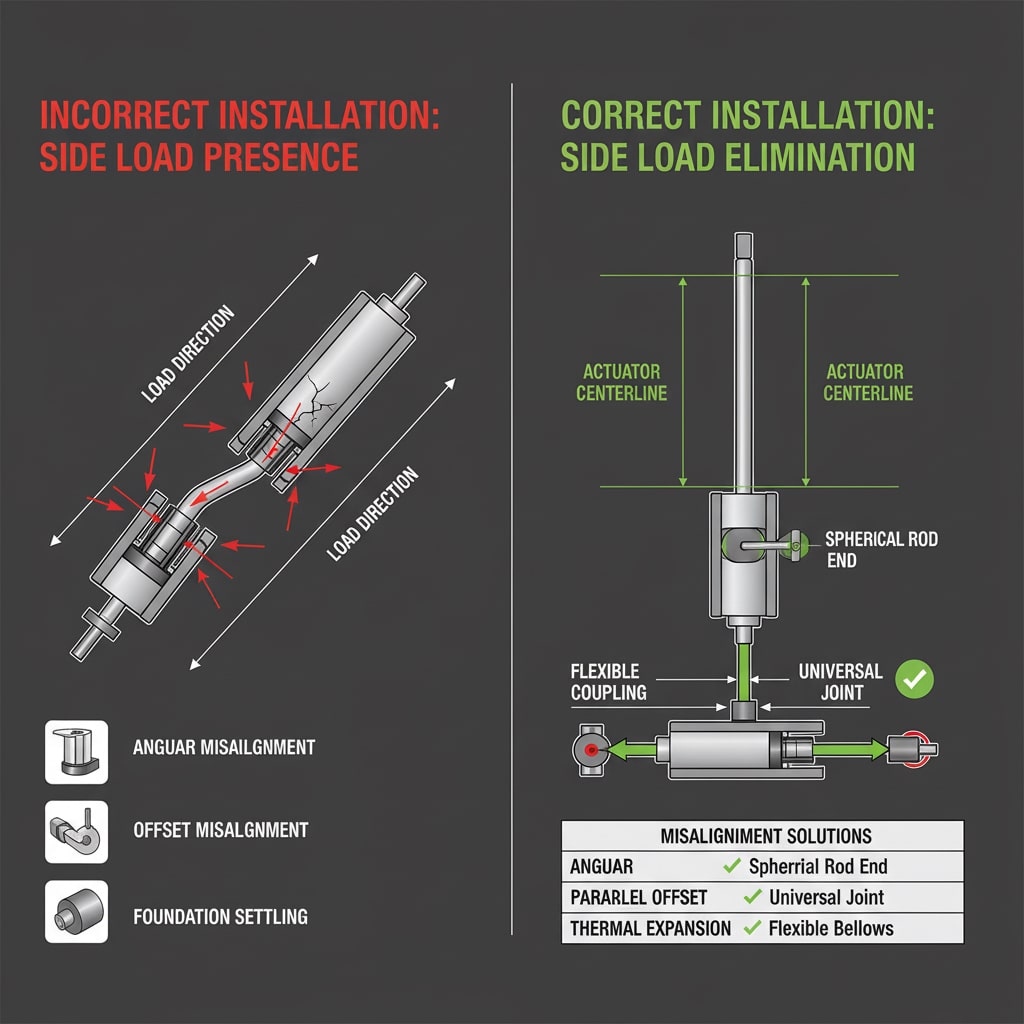
Seitenlasten stellen die zerstörerischste Kraft dar, die auf pneumatische Aktuatoren einwirkt, und führen zu beschleunigtem Verschleiß und katastrophalen Dichtungsausfällen.
Die Eliminierung von Seitenlasten erfordert eine perfekte Ausrichtung zwischen der Mittellinie des Aktuators und der Lastrichtung, die Verwendung flexibler Kupplungen, wo dies erforderlich ist, und die Sicherstellung, dass sich alle verbundenen Komponenten während des gesamten Hubzyklus in parallelen Ebenen bewegen.
Verstehen von Seitenlast-Quellen
Seitenlasten entstehen durch mehrfache Installationsfehler:
Primäre Seite Ursachen für die Belastung
- Winkelfehlerhafte Ausrichtung: Stangenachse nicht parallel zur Lastrichtung
- Versatz der Ausrichtung: Mittellinie der Stange gegenüber der Mittellinie der Last verschoben
- Thermische Ausdehnung: Differentialausdehnung zwischen Aktor und Last
- Setzung des Fundaments: Allmähliche Bewegung der Montageflächen
Techniken zur Beseitigung von Seitenlasten
Flexible Kupplungslösungen
- Kugelförmige Gelenkköpfe: Ausgleich von Winkelfehlern bis zu 25°
- Universalgelenke: Bearbeitung von Winkel- und Parallelversatz
- Flexibler Faltenbalg: Absorbieren Sie thermische Ausdehnungsunterschiede
- Gleitende Führungen: Verhindert das Binden während der Hubzyklen
| Versatz Typ | Maximale Toleranz | Empfohlene Lösung | Auswirkungen auf die Kosten |
|---|---|---|---|
| Eckig | 0.5° | Kugelförmiger Gelenkkopf | Niedrig |
| Paralleler Versatz | 0,010″ | Kardangelenk | Mittel |
| Thermische Ausdehnung | Variabel | Flexible Kupplung | Mittel |
| Setzung des Fundaments | 0,005″ | Einstellbare Halterungen | Hoch |
Welche Ausrichtungswerkzeuge und -techniken gewährleisten eine optimale Leistung?
Die Präzisionsausrichtung erfordert spezielle Werkzeuge und systematische Messverfahren, um die für eine lange Lebensdauer des Aktuators erforderlichen Toleranzen zu erreichen.
Bei der professionellen Ausrichtung kommen Lasersysteme für Anwendungen mit langen Hüben, Messuhren für Präzisionsmessungen und systematische Schritt-für-Schritt-Verfahren zum Einsatz, bei denen die Ausrichtung an mehreren Hubpositionen überprüft wird, um eine gleichbleibende Leistung über den gesamten Betriebsbereich zu gewährleisten.
Professioneller Ausrichtungswerkzeugsatz
Unverzichtbare Messgeräte
- Laser-Ausrichtsysteme: ±0,001″ Genauigkeit über 10+ Fuß
- Messuhren: 0,0001″ Auflösung für Präzisionsarbeit
- Präzisionsquadrate: Geprüfte Rechtwinkligkeitsreferenzen
- Fühlerlehren: Spaltmessung und Überprüfung des Oberflächenkontakts
Schritt-für-Schritt-Ausrichtungsverfahren
Erste Einrichtungsphase
- Aktor montieren Verwendung provisorischer Befestigungsmittel
- Position Last bei mittlerer Hubstellung
- Parallelität prüfen mit Laser oder Haarlineal
- Überprüfung der Rechtwinkligkeit mit Präzisionswinkel
- Abstände messen an allen Verbindungsstellen
Prozess der Feinjustierung
- Montageunterlegscheiben einstellen um Parallelität zu erreichen
- Antriebsposition verschieben für die Mittellinienausrichtung
- Überprüfung der Ausrichtung bei beiden Hubextremen
- Prüfung auf Bindung während des gesamten Zyklus
- Endgültiges Drehmoment aufbringen zu allen Befestigungselementen
Bepto Pneumatics liefert mit jeder Aktuatorlieferung ein detailliertes Ausrichtungsverfahren, und unser technisches Supportteam bietet Fernberatung, um eine ordnungsgemäße Installation sicherzustellen. 📐
Welche häufigen Montagefehler führen zu einem vorzeitigen Ausfall des Stellantriebs?
Das Verständnis und die Vermeidung von häufigen Installationsfehlern kann 90% vorzeitige Ausfälle von Stellantrieben in industriellen Anwendungen verhindern.
Zu den destruktiven Montagefehlern gehören eine unzureichende Fundamentunterstützung, die falsche Auswahl der Befestigungsmittel, die Vernachlässigung von Überlegungen zur Wärmeausdehnung und das Versäumnis, die Ausrichtung nach der Erstinstallation zu überprüfen, wobei jeder Fehler die Lebensdauer des Aktuators um 50-80% verringern kann.
Kritische Fehler bei der Installation
Fehler bei der Gründung und Unterstützung
- Unterdimensionierte Montageplatten: Durchbiegung unter Last bewirken
- Unzureichendes Schraubendrehmoment: Ermöglicht Bewegung während des Betriebs
- Gemischte Sorten von Verbindungselementen: Ungleichmäßige Spannkräfte erzeugen
- Thermische Effekte ignorieren: Ohne Berücksichtigung von Expansion/Kontraktion
Ausrichtungs- und Lastpfad-Fehler
- Ein-Punkt-Messungen: Keine Überprüfung der Ausrichtung während des gesamten Hubs
- Ignorieren angeschlossener Geräte: Fehlende Berücksichtigung der nachgelagerten Anpassung
- Unzureichende Abstände: Entstehung von Störungen während des Betriebs
- Schlechte Dokumentation: Keine Erfassung der Bestandsmaße
Kürzlich half ich Michael, einem Wartungsleiter in einem Autoteilewerk in Detroit. Sein Team tauschte monatlich Stellglieddichtungen aus, die scheinbar normalem Verschleiß unterlagen. Eine Untersuchung ergab, dass sie alte Befestigungselemente mit gedehnten Gewinden wiederverwendeten, was zu ungleichmäßigen Klemmkräften führte. Nach der Umsetzung der von uns empfohlenen Montageverfahren und der Verwendung geeigneter Befestigungselemente der Güteklasse 8 verlängerten sich Michaels Dichtungsaustauschintervalle auf über 18 Monate. 🚗
Checkliste Prävention
| Kontrollpunkt | Frequenz | Toleranz | Erforderliche Maßnahmen |
|---|---|---|---|
| Drehmoment der Befestigungsschraube | Installation + 30 Tage | ±10% der Spezifikation | Nachziehen, falls erforderlich |
| Ebenheit der Oberfläche | Vor der Installation | 0,002″/ft | Maschine bei Überschreitung |
| Überprüfung der Ausrichtung | Installation + 90 Tage | Gemäß Herstellerangaben | Bei Bedarf anpassen |
| Wärmeausdehnungsfugen | Saisonale | Entwurfsfreigabe | Ändern, wenn Bindung auftritt |
Schlussfolgerung
Korrekte Montage- und Ausrichtungspraktiken sind die Grundlage für eine zuverlässige Antriebsleistung und entscheiden direkt darüber, ob Ihre Geräte über Monate oder Jahrzehnte hinweg funktionieren.
Häufig gestellte Fragen zur Aktuatormontage und -ausrichtung
F: Wie oft sollte ich die Ausrichtung des Stellantriebs nach der Installation überprüfen?
A: Überprüfen Sie die Ausrichtung innerhalb von 30 Tagen nach der Installation, dann vierteljährlich im ersten Jahr und danach jährlich. Bei Anwendungen mit hoher Beanspruchung kann eine häufigere Überprüfung erforderlich sein.
F: Kann ich an allen Befestigungselementen Schraubensicherungsmittel verwenden?
A: Verwenden Sie mittelfestes Gewindesicherungsmittel für Befestigungsschrauben, aber vermeiden Sie es für Einstellschrauben oder häufig gewartete Verbindungen. Befolgen Sie stets die Herstellerangaben für Ihre spezielle Anwendung.
F: Wie hoch ist die maximal zulässige Seitenlast für pneumatische Stellantriebe?
A: Die meisten pneumatischen Aktuatoren können 2-5% ihrer Schubkraft als Seitenlast bewältigen, aber die vollständige Eliminierung von Seitenlasten durch korrekte Ausrichtung verlängert die Lebensdauer drastisch.
F: Wie kann ich die Wärmeausdehnung bei der Montage des Stellantriebs berücksichtigen?
A: Berechnen Sie die erwartete Ausdehnung anhand des Temperaturbereichs und der Materialkoeffizienten. Sorgen Sie für angemessene Abstände und verwenden Sie flexible Kupplungen, wenn die thermische Bewegung 0,005″ überschreitet.
F: Sind Bepto Ersatzantriebe mit den vorhandenen Befestigungselementen kompatibel?
A: Ja, unsere Aktuatoren sind maßlich kompatibel mit den wichtigsten OEM-Marken und bieten gleichzeitig eine überragende Montageflexibilität und umfassende Installationsunterstützung, die einen nahtlosen Austausch mit verbesserter Zuverlässigkeit gewährleistet.
-
Verstehen der technischen Definition einer Seitenlast (oder Radiallast) und deren Auswirkungen auf Lager und lineare Bewegungssysteme. ↩
-
Erfahren Sie, wie der quadratische Mittelwert (Root Mean Square, RMS) zur Messung und Angabe der mikroskopischen Rauheit einer bearbeiteten Oberfläche verwendet wird. ↩
-
Entdecken Sie die Definition der Prüflast eines Befestigungselements, d. h. die maximale Kraft, die es ohne bleibende Verformung aushalten kann. ↩
-
Erfahren Sie mehr über die Wissenschaft hinter anaeroben Klebstoffen, die unter Luftabschluss aushärten, um Gewindeverbindungen zu sichern und abzudichten. ↩
