
Introducción
Las juntas de sus cilindros son nuevas, están correctamente instaladas y son adecuadas para su aplicación, pero siguen produciéndose fugas de aire. Ha sustituido las juntas dos veces en tres meses, pero el problema persiste. Su capacidad de mantenimiento de la presión se está deteriorando, los tiempos de ciclo se están ralentizando y los costes energéticos están aumentando. El culpable no son las juntas, sino el daño invisible que presenta el interior del cilindro. 🔍
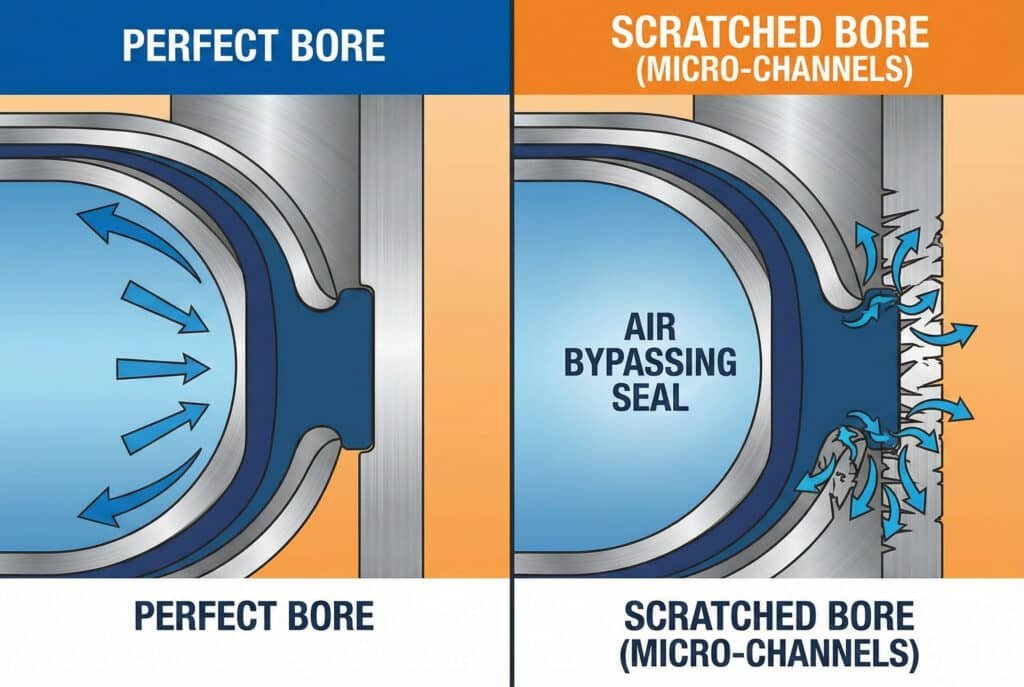
Los cilindros rayados crean microcanales que permiten que el aire a presión pase incluso por juntas perfectas, con rayones tan superficiales como 5-10 micrones (0,005-0,010 mm) capaces de causar fugas medibles. Estas vías de fuga se desarrollan a partir de la entrada de contaminación, una instalación inadecuada, residuos de sellado o defectos de fabricación, y pueden reducir la eficacia del sellado entre un 40 y un 80 %, al tiempo que aceleran el desgaste del sellado entre un 300 y un 500 %, lo que hace que el análisis del estado de los orificios sea fundamental para diagnosticar los problemas de fugas persistentes.
Hace dos meses, recibí una llamada frustrada de Thomas, gerente de mantenimiento de una planta de montaje de automóviles en Tennessee. Su línea de producción tenía doce cilindros sin vástago que consumían aire en exceso y perdían precisión de posicionamiento. Había sustituido todas las juntas dos veces por piezas OEM de primera calidad, gastando más de $3000, pero las fugas persistían al cabo de unas semanas. Cuando realizamos una inspección del interior con nuestro equipo especializado, descubrimos el verdadero problema: la contaminación había rayado los doce cilindros con arañazos microscópicos que destruían las juntas nuevas en cuestión de días. 🔧
Índice
- ¿Qué causa los arañazos y daños en los orificios de los cilindros neumáticos?
- ¿Cómo crean vías de fuga los arañazos microscópicos?
- ¿Qué métodos de inspección detectan daños en el interior del cilindro?
- ¿Cómo se puede reparar o prevenir el rayado del cilindro?
- Conclusión
- Preguntas frecuentes sobre los daños en el diámetro interior del cilindro
¿Qué causa los arañazos y daños en los orificios de los cilindros neumáticos?
Comprender las causas fundamentales de los daños en los cojinetes es el primer paso para evitar costosas averías en las juntas y fugas de aire. 🛡️
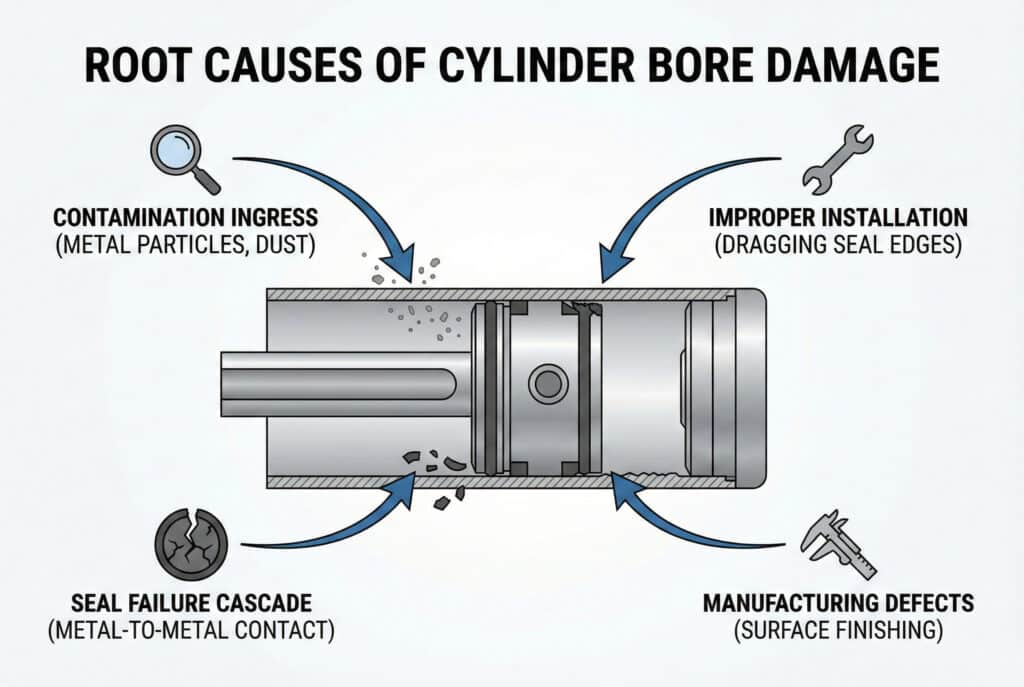
Los arañazos en el interior del cilindro se deben principalmente a cuatro mecanismos: entrada de contaminación (partículas metálicas, polvo o residuos abrasivos), instalación incorrecta de la junta (arrastre de los bordes endurecidos de la junta por el interior), fallo catastrófico de la junta (que permite el contacto entre metales) y defectos de fabricación (acabado superficial inadecuado o defectos en el material). Incluso una sola partícula de 50 micras atrapada entre la junta y el diámetro interior puede crear un canal de rayado que comprometa el sellado durante el resto de la vida útil del cilindro.
Rasguños inducidos por contaminación
La causa más común de daños en el interior del cilindro es la contaminación externa que pasa por alto los sellos de los rascadores:
- Partículas metálicas: De componentes desgastados, operaciones de mecanizado o incrustaciones en tuberías.
- Polvo abrasivo: Sílice, cemento, partículas minerales en entornos industriales.
- Salpicaduras de soldadura: De operaciones de soldadura cercanas
- Restos de sellado endurecido: Fragmentos de sellos deteriorados
Una vez dentro del cilindro, estas partículas quedan atrapadas entre la junta y la superficie del orificio, actuando como herramientas de corte microscópicas que rayan el orificio con cada golpe.
Daños relacionados con la instalación
Las técnicas de instalación inadecuadas causan daños inmediatos en el orificio:
- Forzar sellos sobre bordes afilados: Crea fragmentos de sello que rayan los orificios.
- Instalación sin lubricación: Provoca una fricción excesiva y desgaste.
- Tapas finales con rosca cruzada: Desalineación de los componentes, lo que provoca un desgaste excéntrico.
- Uso de herramientas incorrectas: Daña los bordes del sello, creando partículas duras.
Fallo en cadena de sellado
Cuando las juntas fallan de forma catastrófica, los daños secundarios suelen superar el problema original:
| Etapa de fallo | Mecanismo | Daño en el diámetro interior | Gravedad |
|---|---|---|---|
| Desgaste inicial del sello | Fricción normal | Pulido mínimo | Bajo |
| Endurecimiento de las juntas | Degradación térmica/química | Puntuación ligera | Moderado |
| Grietas en el sello | Fallo del material | Arañazos profundos | Alta |
| Pérdida total del sello | Contacto metal con metal | Fricción intensa | Crítica |
Defectos de fabricación y materiales
No todos los daños en los agujeros se originan en el campo. Los problemas de fabricación incluyen:
- Afilado inadecuado: El acabado superficial supera Especificación Ra 0,4 μm1
- Inclusiones de material: Partículas duras en matriz de aluminio o acero
- Pitting por corrosión: Por almacenamiento inadecuado o exposición a la humedad.
- Errores dimensionales: Los orificios descentrados provocan una carga desigual del sello.
En las instalaciones de Thomas en Tennessee, nuestro análisis reveló que la contaminación procedente de una operación de trituración cercana había introducido partículas de óxido de aluminio en su sistema de aire comprimido. Estas partículas, más duras que el material del cilindro, habían rayado sistemáticamente los doce cilindros durante seis meses de funcionamiento. Por más que se sustituyeran las juntas, no se conseguía solucionar el problema del daño en los cilindros. 💡
¿Cómo crean vías de fuga los arañazos microscópicos?
La física que explica cómo los pequeños arañazos derrotan a la tecnología moderna de sellado revela por qué el estado del diámetro interior es tan importante. 📊
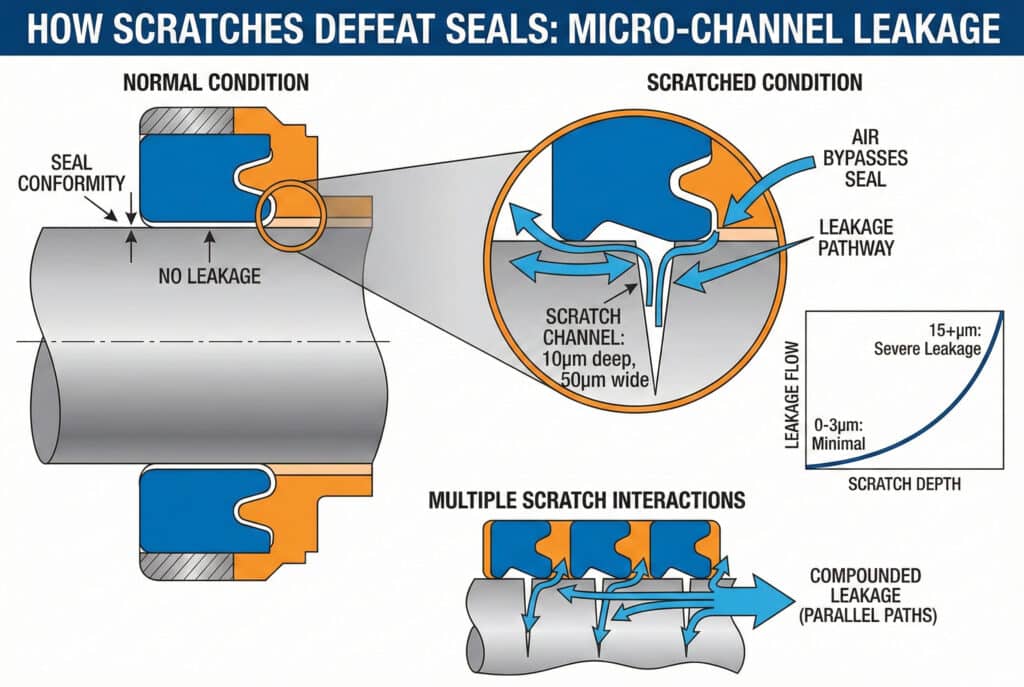
Los arañazos crean vías de fuga a través de canales capilares que permiten que el aire presurizado fluya por debajo de los labios de sellado, incluso bajo compresión total. Un arañazo de tan solo 10 micras de profundidad y 50 micras de ancho puede dejar pasar entre 0,5 y 2,0. SCFM2 a 100 psi, equivalente a un orificio de 0,5 mm, porque la longitud del arañazo (a menudo de 100 a 500 mm en cilindros sin vástago) proporciona una vía prolongada de baja resistencia. Los arañazos múltiples crean vías de fuga paralelas que agravan el problema de forma exponencial.
La interfaz entre el sello y el diámetro interior
En condiciones normales, los sellos neumáticos crean una barrera hermética mediante:
- Compresión del material: El sello se deforma para rellenar las irregularidades microscópicas de la superficie.
- Activación por presión: La presión del sistema fuerza el sello contra la superficie del orificio.
- Conformidad de la superficie: El elastómero fluye hacia la textura de la superficie (normalmente Ra 0,2-0,4 μm).
Esto funciona perfectamente en orificios sin daños, donde las irregularidades de la superficie son menores que la capacidad de adaptación de la junta (normalmente <2 micras).
Cómo los arañazos derrotan a las focas
Cuando los arañazos superan unas dimensiones críticas, las juntas ya no pueden ajustarse:
Profundidad del rayado frente a conformidad del sellado:
- 0-3 micras: El sello se adapta perfectamente, sin fugas.
- 3-8 micras: Conformidad parcial, fuga mínima (<0,1 SCFM)
- 8-15 micras: Conformidad deficiente, fuga moderada (0,5-2,0 SCFM)
- Más de 15 micras: No conforme, fuga grave (2-10+ SCFM)
Cálculos del flujo de fuga
La tasa de fuga a través de un arañazo sigue los principios de la dinámica de fluidos:
Factores clave que afectan al flujo:
- Profundidad del rayado: Rayones más profundos = flujo exponencialmente mayor
- Ancho del rayón: Canales más anchos = caudal proporcionalmente mayor
- Longitud del arañazo: Caminos más largos = menor resistencia = mayor flujo
- Presión diferencial: Mayor presión = mayor fuerza motriz
Para un arañazo típico (10 μm de profundidad × 50 μm de ancho × 300 mm de largo) a 100 psi, la fuga es de aproximadamente 1,2 SCFM, lo suficiente como para causar una degradación notable del rendimiento.
El ciclo de desgaste acelerado
Los orificios rayados crean un círculo vicioso que acelera el daño:
- Rayón inicial crea una vía de fuga localizada
- Flujo de fuga introduce contaminación adicional en el arañazo
- Contaminación actúa como abrasivo, ensanchando y profundizando el arañazo
- Sellar los bordes concentrar la tensión en los límites de rayaduras, acelerando el desgaste de las juntas
- Sello desgastado permite una mayor entrada de contaminación, dañando aún más el interior del tubo.
Este ciclo explica por qué las juntas de Thomas fallaban a las 2-3 semanas de su sustitución, a pesar de ser piezas de primera calidad. Los orificios dañados destruían las juntas nuevas más rápido que los mecanismos de desgaste normales. 🔄
Interacciones múltiples con Scratch
Cuando existen múltiples arañazos (algo habitual en entornos contaminados), los compuestos de fuga:
| Número de arañazos | Fuga individual | Fuga combinada | Reducción de la vida útil del sello |
|---|---|---|---|
| 1 arañazo | 1,0 SCFM | 1,0 SCFM | -40% |
| 2-3 arañazos | 0,8 SCFM cada uno | 2,0-2,5 SCFM | -65% |
| 4-6 arañazos | 0,6 SCFM cada uno | 3,0-4,0 SCFM | -80% |
| Más de 7 arañazos | Variable | 5,0+ SCFM | -90%+ |
El cilindro en peor estado de Thomas presentaba once canales de rayaduras distintos, lo que generaba una tasa de fuga combinada superior a 8 SCFM a 90 psi, lo que hacía prácticamente imposible un sellado eficaz, independientemente de la calidad del sello.
¿Qué métodos de inspección detectan daños en el interior del cilindro?
La detección temprana de daños en los cilindros evita costosos ciclos de sustitución de juntas e identifica los cilindros que requieren reparación o sustitución. 🔬
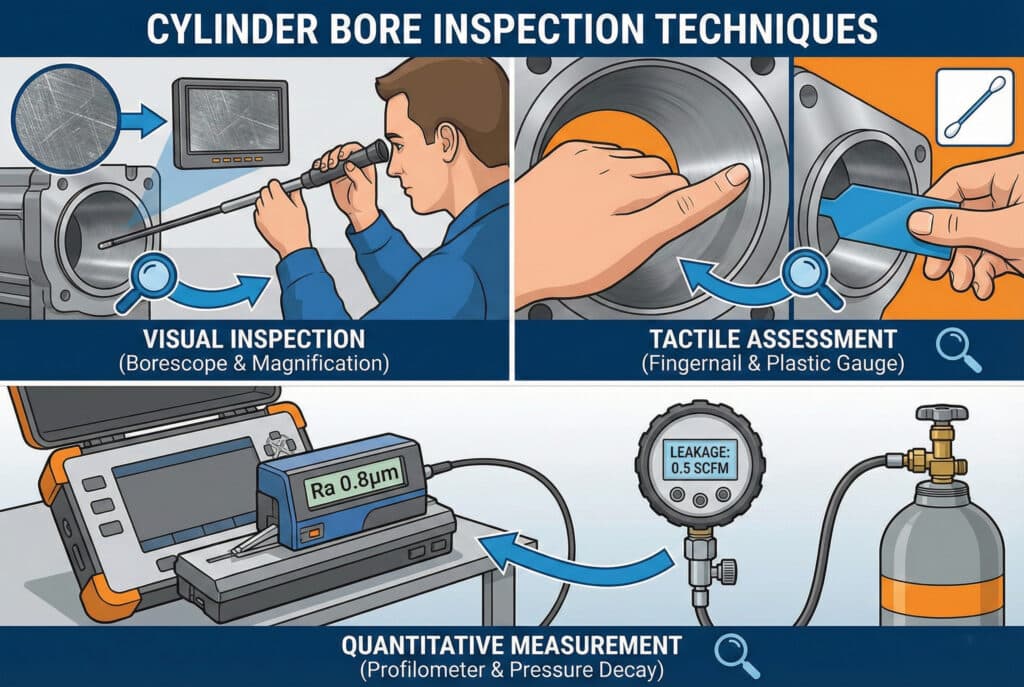
Una inspección eficaz del interior combina el examen visual (mediante boroscopios u observación directa), la evaluación táctil (pasando las uñas o calibres de plástico por la superficie) y la medición de la rugosidad de la superficie (utilizando perfilómetros3 para medir los valores Ra), y pruebas de descomposición por presión4 (cuantificación de las tasas de fuga). Una inspección profesional debe detectar arañazos de más de 5 micras y evaluar si el daño es reparable mediante rectificado o si requiere la sustitución del cilindro.
Técnicas de inspección visual
La primera línea de defensa es un examen visual minucioso:
Métodos visuales básicos:
- Observación directa: Retire las tapas de los extremos e inspeccione con buena iluminación.
- Inspección con boroscopio: Para cilindros ensamblados o perforaciones largas
- Aumento: El aumento de 10-30x revela microarañazos.
- Mejora del contraste: La capa de aceite ligero hace que los arañazos sean visibles.
Qué buscar:
- Rayones longitudinales (paralelos al recorrido del vástago/pistón)
- Marcación circunferencial (perpendicular a la dirección de desplazamiento)
- Decoloración que indica daño por calor o corrosión.
- Pitting o eliminación de material
Evaluación táctil
Los técnicos experimentados pueden detectar arañazos al tacto:
- Prueba de la uña: Pase la uña perpendicularmente al eje del orificio: las marcas indican arañazos.
- Medidor de plástico: Las tiras de plástico blando detectan arañazos sin causar daños.
- Prueba con hisopo de algodón: Las fibras se enganchan en los bordes rasposos.
- Prueba del labio del sello: Arrastre suavemente un sello de repuesto por la superficie.
Crítico: Nunca utilice herramientas metálicas para la evaluación táctil, ya que pueden crear nuevos arañazos.
Métodos de medición cuantitativa
Para una evaluación precisa, utilice equipos de medición:
| Método | Medidas | Límite de detección | Coste | Lo mejor para |
|---|---|---|---|---|
| Perfilómetro de superficie | Valores Ra, Rz | 0,1 micras | $$$$ | Análisis de laboratorio |
| Medidor de rugosidad portátil | Valores Ra | 0,5 micras | $$$ | Inspección de campo |
| Medidor de diámetro interior | Variación del diámetro | 2 micras | $$ | Comprobación dimensional |
| Prueba de caída de presión | Índice de fugas | 0,1 SCFM | $ | Prueba funcional |
| Kit de inspección Bepto | Visual + táctil | 5 micras | $ | Diagnóstico de campo |
El protocolo de inspección de Bepto Bore
Cuando los clientes informan de fallos persistentes en los sellos, proporcionamos un proceso de inspección sistemático:
Paso 1: Prueba de caída de presión (5 minutos)
- Presurizar el cilindro a la presión de funcionamiento.
- Aísle y controle la presión durante 5 minutos.
- Calcular la tasa de descomposición (debe ser <2% para un cilindro en buen estado).
Paso 2: Inspección visual (10 minutos)
- Desmonte y limpie a fondo el interior.
- Inspeccionar con luz intensa y aumento.
- Documentar las ubicaciones y orientaciones de los arañazos.
Paso 3: Evaluación táctil (5 minutos)
- Realice la prueba de la uña en varios lugares.
- Pase el medidor de plástico a lo largo de toda la longitud del orificio.
- Evaluar la profundidad y distribución de los arañazos.
Paso 4: Matriz de decisión
- Arañazos menores (<5 μm): Monitor, puede seguir funcionando.
- Arañazos moderados (5-15 μm): considerar el pulido/reparación.
- Arañazos graves (>15 μm): Sustituir el cilindro o el orificio.
En las instalaciones de Thomas en Tennessee, realizamos inspecciones completas de los doce cilindros en menos de cuatro horas, documentando la gravedad de los daños y proporcionando recomendaciones de reparación para cada unidad. Ocho cilindros pudieron repararse mediante rectificado; cuatro requirieron ser sustituidos. 📋
¿Cómo se puede reparar o prevenir el rayado del cilindro?
Siempre es preferible prevenir que reparar, pero cuando se produce un daño, existen varias opciones de restauración. ⚙️
Los pequeños arañazos en el interior (de 5 a 15 micras de profundidad) suelen eliminarse mediante un proceso de precisión. afilado5, restaurando el acabado superficial a especificaciones de Ra 0,2-0,4 μm y prolongando la vida útil del cilindro entre 2 y 5 años. Los daños graves (>15 micras) suelen requerir la sustitución del cilindro o un recubrimiento profesional. Las estrategias de prevención incluyen una filtración de alta eficiencia (5 micras o superior), un mantenimiento adecuado de las juntas de los rascadores, materiales de sellado resistentes a la contaminación y programas de inspección periódica del diámetro interior, lo que reduce los incidentes de daños en el diámetro interior entre un 80 y un 90 % en comparación con los enfoques de mantenimiento reactivo.

Rectificado y restauración de cilindros
En el caso de daños reparables, el bruñido de precisión puede restaurar las superficies interiores:
Proceso de afilado:
- Evaluación: Medir la profundidad del rayado y las dimensiones del orificio.
- Eliminación de material: Elimine entre 10 y 25 micras para eliminar los arañazos.
- Acabado superficial: Consigue un acabado superficial de Ra 0,2-0,4 μm.
- Verificación dimensional: Confirmar que el diámetro interior está dentro de la tolerancia.
- Limpieza: Elimine todos los residuos del afilado antes de volver a montar.
Limitaciones del afilado:
- Eliminación máxima de material: 0,05-0,10 mm (limitado por las dimensiones de la ranura de sellado)
- No se pueden reparar desgastes graves ni pérdidas de material.
- Requiere equipo especializado y experiencia.
- No es económico para cilindros de pequeño diámetro (<25 mm).
Matriz de decisión entre sustitución y reparación
| Gravedad del daño | Valor del cilindro | Acción recomendada | Coste típico | Solución Bepto |
|---|---|---|---|---|
| Menor (<5 μm) | Cualquiera | Continuar con el servicio, supervisar. | $0 | Kit de inspección |
| Moderado (5-15 μm) | >$500 | Afilado profesional | $150-400 | Servicio de afilado |
| Grave (>15 μm) | >$1000 | Reenvasado | $400-800 | Referencia de socios |
| Grave (>15 μm) | <$1000 | Reemplazar cilindro | $300-900 | Sustitución de Bepto |
Estrategias de prevención
El enfoque más rentable es prevenir los daños en los pozos:
1. Mejoras en la filtración:
- Instale un filtro de aire de 5 micras o superior.
- Añadir filtros en el punto de uso en cilindros críticos.
- Mantenga los elementos filtrantes según lo programado.
- Monitorizar la presión diferencial del filtro
2. Optimización del sello del limpiaparabrisas:
- Utilice diseños de limpiaparabrisas multilabiales para entornos con altos niveles de contaminación.
- Inspeccione y sustituya los rascadores cada 50% del intervalo de sellado del pistón.
- Considere el uso de limpiaparabrisas de poliuretano para condiciones abrasivas.
- Instalar fuelles protectores en las varillas expuestas.
3. Mejores prácticas de instalación:
- Utilice siempre manguitos de instalación de sellado.
- Lubrique todas las juntas durante la instalación.
- Inspeccione los orificios antes de instalar las juntas.
- Formar al personal de mantenimiento de trenes en los procedimientos adecuados.
4. Supervisión e inspección:
- Inspecciones trimestrales de los orificios en aplicaciones críticas
- Prueba mensual de caída de presión
- Controle los intervalos de sustitución de las juntas (los intervalos decrecientes indican problemas en el diámetro interior).
- Documentar las fuentes de contaminación e implementar controles.
El enfoque integral de Bepto
Cuando trabajamos con Thomas en Tennessee, no solo identificamos el problema, sino que implementamos una solución completa:
Acciones inmediatas:
- Pulido de ocho cilindros reparables (completado en 3 días)
- Se suministraron cuatro cilindros de repuesto Bepto (40% menos que el OEM).
- Se han instalado juntas de limpiaparabrisas mejoradas en todas las unidades.
- Impartición de formación sobre instalación al equipo de mantenimiento.
Prevención a largo plazo:
- Identificación de la operación de rectificado como fuente de contaminación.
- Actualizaciones recomendadas para la filtración de aire (filtros de 5 micras instalados)
- Establecimiento de un calendario trimestral de inspección de perforaciones.
- Suministro de kits de inspección Bepto para supervisión interna.
Resultados al cabo de 6 meses:
- Cero incidentes por daños en el interior
- La vida útil se amplió de 3 semanas a más de 14 meses.
- Consumo de aire reducido en 181 TP3T.
- Ahorro anual: $47 000 en sellos, tiempo de inactividad y costes energéticos 💰
En Bepto, no solo vendemos piezas de repuesto, sino que resolvemos los problemas subyacentes que causan fallos prematuros. Nuestro equipo técnico cuenta con décadas de experiencia en el diagnóstico y la prevención de daños en el interior de los cilindros sin vástago y en los sistemas neumáticos estándar.
Conclusión
El estado del diámetro interior del cilindro es el factor oculto en el rendimiento de las juntas y la fiabilidad del sistema. Los arañazos microscópicos crean vías de fuga que superan incluso a las mejores juntas, por lo que la inspección y el mantenimiento del diámetro interior son tan importantes como la selección de las juntas. Ya sea mediante la prevención, la detección temprana o la restauración profesional, la protección del diámetro interior de los cilindros proporciona mejoras espectaculares en la vida útil de las juntas, la eficiencia del sistema y el coste total de propiedad. En Bepto, proporcionamos la experiencia, las herramientas y las soluciones para mantener sus sistemas neumáticos funcionando al máximo rendimiento. 🎯
Preguntas frecuentes sobre los daños en el diámetro interior del cilindro
¿Qué profundidad debe tener un arañazo para provocar una fuga en la junta?
Los arañazos de más de 5-8 micras (0,005-0,008 mm) suelen superar los límites de conformidad del sello y comienzan a provocar fugas de aire cuantificables, con tasas de fuga que aumentan exponencialmente a medida que la profundidad del arañazo supera las 10 micras. A modo de referencia, un cabello humano tiene aproximadamente 70 micras de diámetro, por lo que los arañazos dañinos suelen ser invisibles a simple vista. Por eso es esencial realizar una inspección adecuada con herramientas de aumento y medición para diagnosticar problemas de fugas persistentes.
¿Se puede reparar el diámetro interior de un cilindro rayado o hay que sustituir todo el cilindro?
Los arañazos leves a moderados (de 5 a 15 micras de profundidad) suelen eliminarse mediante un rectificado de precisión, lo que restaura el interior del cilindro a su estado original en el caso del $150-400, mientras que los daños graves (más de 15 micras) suelen requerir la sustitución del cilindro. La decisión de reparar depende de la profundidad del arañazo, el valor del cilindro y el material del diámetro interior. En Bepto, ofrecemos servicios de inspección del diámetro interior para determinar la reparabilidad y podemos proporcionar cilindros de sustitución rentables cuando la reparación no es económica, a menudo a un precio entre un 30 y un 40 % inferior al de los fabricantes de equipos originales.
¿Cuál es la mejor manera de evitar arañazos en el interior del cilindro en entornos contaminados?
La implementación de un filtrado de aire de 5 micras, el uso de juntas de poliuretano de labios múltiples, la instalación de fuelles protectores en las varillas expuestas y la realización de inspecciones trimestrales del interior reducen los incidentes de daños en el interior en un 80-90%, incluso en entornos muy contaminados. La clave es crear múltiples barreras contra la entrada de contaminación y detectar los problemas a tiempo, antes de que los pequeños arañazos se conviertan en daños graves. La inversión en prevención suele ser entre 5 y 10 veces más rentable que hacer frente a fallos repetidos en las juntas y la eventual sustitución de los cilindros.
¿Cómo se puede saber si el daño en el orificio o el fallo de la junta están causando la fuga de aire?
Si las juntas nuevas fallan en cuestión de semanas o meses (en lugar de durar entre 12 y 24 meses o más), si varias marcas de juntas fallan de forma similar o si la fuga se repite inmediatamente después de sustituir la junta, lo más probable es que el problema sea un daño en el orificio y no la calidad de la junta. Realice una prueba sencilla: instale juntas nuevas y realice inmediatamente una prueba de caída de presión. Si se produce una fuga con juntas nuevas correctamente instaladas, se confirma que hay daños en el diámetro interior. Bepto proporciona kits de inspección y asistencia técnica para ayudar a diagnosticar la causa raíz de los problemas de fugas persistentes.
¿Son los cilindros sin vástago más susceptibles a sufrir daños en el interior que los cilindros estándar?
Sí, los cilindros sin vástago suelen ser más vulnerables a los daños en el interior porque su diseño de carro externo expone el interior a la contaminación ambiental, y sus carreras más largas ofrecen más oportunidades para la entrada de partículas y la propagación de arañazos. La banda de sellado externa o el área de acoplamiento magnético son especialmente susceptibles. Esto hace que las juntas de rascador de alta calidad, la filtración adecuada y la inspección periódica del diámetro interior sean aún más importantes para las aplicaciones de cilindros sin vástago. En Bepto, nos especializamos en soluciones de sellado para cilindros sin vástago diseñadas específicamente para minimizar el desgaste del diámetro interior y maximizar la vida útil en aplicaciones exigentes.
-
Obtenga más información sobre los parámetros de rugosidad superficial y cómo Ra (altura media aritmética) cuantifica la textura en la ingeniería de precisión. ↩
-
Comprenda la definición de pies cúbicos estándar por minuto (SCFM) y en qué se diferencia de los caudales reales en los sistemas neumáticos. ↩
-
Descubra cómo los perfilómetros ópticos y de lápiz miden las variaciones microscópicas de la textura y la rugosidad de la superficie. ↩
-
Lea una explicación detallada del método de prueba de caída de presión utilizado para cuantificar las tasas de fuga en componentes sellados. ↩
-
Descubra la mecánica del proceso de bruñido utilizado para mejorar la forma geométrica y la textura superficial de los cilindros metálicos. ↩
