
Avez-vous du mal à justifier des investissements supplémentaires dans vos systèmes pneumatiques alors que vous êtes soumis à une pression croissante pour réduire les coûts d'exploitation ? De nombreux responsables de la maintenance et de l'ingénierie se retrouvent coincés entre les contraintes budgétaires et les attentes en matière de performances, ne sachant pas comment démontrer les avantages financiers de l'optimisation des systèmes.
Stratégique ROI1 amélioration pour cylindre sans tige combine l'optimisation de la synergie multicylindrique, la détection systématique des fuites d'air et la modélisation des stocks de pièces détachées à partir de données - ce qui permet d'obtenir des délais de récupération de 3 à 8 mois tout en réduisant les coûts d'exploitation de 15 à 30% et en améliorant la fiabilité du système de 25 à 40%.
J'ai récemment travaillé avec un fabricant d'équipements d'emballage qui a mis en œuvre ces stratégies dans l'ensemble de ses systèmes pneumatiques et a obtenu un remarquable retour sur investissement de 267% au cours de la première année, transformant ses systèmes pneumatiques d'un fardeau de maintenance en un avantage concurrentiel. Cette expérience n'est pas unique - ces résultats peuvent être obtenus dans pratiquement n'importe quelle application industrielle lorsque les bonnes stratégies d'amélioration sont correctement mises en œuvre.
Table des matières
- Comment l'optimisation de la synergie multicylindrique peut-elle maximiser l'efficacité de votre système ?
- Quelles sont les techniques de détection des fuites d'air qui offrent le retour sur investissement le plus rapide ?
- Quel modèle d'inventaire des pièces détachées vous permettra de minimiser vos coûts d'immobilisation ?
- Conclusion
- FAQ sur l'amélioration du retour sur investissement des vérins sans tige
Comment l'optimisation de la synergie multicylindrique peut-elle maximiser l'efficacité de votre système ?
L'optimisation de la synergie des multicylindres représente l'une des possibilités les plus négligées d'amélioration significative de l'efficacité des systèmes pneumatiques.
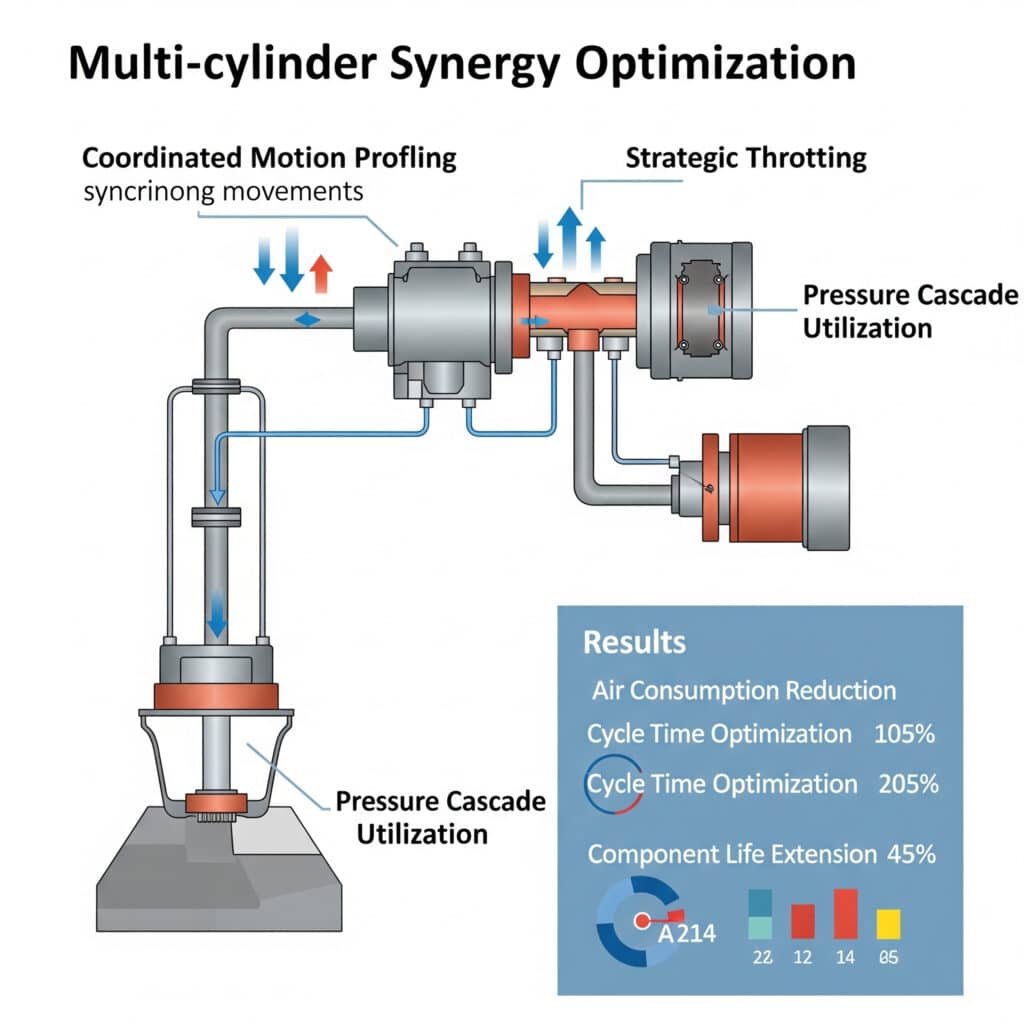
L'optimisation efficace de la synergie multicylindres combine un étranglement stratégique, un profilage coordonné des mouvements et une utilisation en cascade de la pression - ce qui permet généralement de réduire la consommation d'air de 20 à 35% tout en améliorant les temps de cycle de 10 à 15% et en prolongeant la durée de vie des composants de 30 à 50%.
Ayant mis en œuvre des stratégies d'optimisation dans diverses industries, j'ai constaté que la plupart des organisations se concentrent sur les performances individuelles des cylindres et ne voient pas les avantages substantiels de l'optimisation au niveau du système. La clé est de considérer les cylindres multiples comme un système intégré plutôt que comme des composants isolés.
Cadre global d'optimisation de la synergie
Une approche d'optimisation des synergies correctement mise en œuvre comprend ces éléments essentiels :
1. Mise en œuvre de l'étranglement stratégique
L'étranglement coordonné de plusieurs cylindres offre des avantages significatifs :
| Stratégie d'étranglement | Impact sur la consommation d'air | Impact sur les performances | Complexité de la mise en œuvre |
|---|---|---|---|
| Optimisation des cylindres individuels | Réduction 10-15% | Changement minime | Faible |
| Coordination des mouvements séquentiels | Réduction 15-25% | Amélioration 5-10% | Moyen |
| Mise en œuvre de la cascade de pression | Réduction 20-30% | Amélioration 10-15% | Moyenne-élevée |
| Adaptation dynamique de la pression | 25-35% réduction | 15-20% amélioration | Haut |
Considérations relatives à la mise en œuvre :
- Analyser les exigences en matière de séquence de mouvements
- Identifier les interdépendances entre les cylindres
- Déterminer les mouvements critiques et non critiques
- Établir des exigences minimales en matière de pression pour chaque mouvement
2. Élaboration d'un profil de mouvement coordonné
Les profils de mouvement optimisés maximisent l'efficacité sur plusieurs cylindres :
Techniques d'optimisation des séquences
- Mouvements qui se chevauchent et ne sont pas contradictoires
- Étalement des opérations à forte consommation
- Minimiser les temps d'attente entre les mouvements
- Optimisation des profils d'accélération et de décélérationStratégies d'équilibrage de la charge
- Répartition des pics de consommation d'air
- Egalisation des pressions
- Équilibrer la charge de travail entre les cylindres
- Minimiser les fluctuations de pressionOptimisation du temps de cycle
- Identifier les opérations du chemin critique
- Rationalisation des mouvements sans valeur ajoutée
- Mise en œuvre d'opérations parallèles dans la mesure du possible
- Optimiser le temps de transition
3. Cascade de pression2 Utilisation
L'exploitation des différences de pression dans le système améliore l'efficacité :
Conception d'un système à pressions multiples
- Mise en place de niveaux de pression échelonnés
- Adapter la pression aux besoins réels
- Utilisation de stratégies de réduction de la pression
- Récupération de l'énergie des gaz d'échappement dans la mesure du possibleUtilisation séquentielle de la pression
- Utilisation de l'air extrait pour des opérations secondaires
- Mise en œuvre de techniques de recyclage de l'air
- Pression en cascade d'exigences élevées à faibles
- Optimisation de l'emplacement des vannes et des régulateursContrôle dynamique de la pression
- Mise en œuvre d'une régulation adaptative de la pression
- Utilisation de contrôleurs de pression électroniques
- Développement de profils de pression spécifiques aux applications
- Intégration de l'ajustement basé sur le retour d'information
Méthodologie de mise en œuvre
Pour mettre en œuvre une optimisation efficace de la synergie multicylindrique, il convient de suivre cette approche structurée :
Étape 1 : Analyse et cartographie du système
Commencer par une compréhension globale du système :
Documentation de la séquence de mouvements
- Créer des diagrammes de séquence d'opérations détaillés
- Documenter les exigences en matière de délais
- Identifier les dépendances entre les mouvements
- Cartographier les habitudes de consommation d'air actuellesAnalyse des besoins en pression
- Mesurer la pression réelle nécessaire pour chaque opération
- Identifier les opérations en surpression
- Documenter les exigences minimales en matière de pression
- Analyser les fluctuations de pressionIdentification des contraintes
- Déterminer les exigences critiques en matière de délais
- Identifier les zones d'interférence physique
- Documenter les considérations de sécurité
- Établir des exigences de performance
Étape 2 : Élaboration d'une stratégie d'optimisation
Créer un plan d'optimisation sur mesure :
Conception d'une stratégie d'étranglement
- Déterminer les réglages optimaux de l'accélérateur
- Sélectionner les composants d'étranglement appropriés
- Approche de la mise en œuvre de la conception
- Élaborer des procédures d'ajustementRefonte du profil de mouvement
- Créer des diagrammes de séquence optimisés
- Développer des profils de mouvements coordonnés
- Temps de transition de la conception
- Établir les paramètres de contrôleReconfiguration du système de pression
- Mise en œuvre de la zone de pression de conception
- Développer une approche en cascade de la pression
- Sélectionner les composants de contrôle
- Créer des spécifications de mise en œuvre
Étape 3 : Mise en œuvre et validation
Exécuter le plan d'optimisation avec une validation appropriée :
Mise en œuvre progressive
- Mettre en œuvre les changements dans un ordre logique
- Tester les différentes optimisations
- Intégrer progressivement les changements apportés au système
- Documenter les performances à chaque étapeMesure de la performance
- Contrôle de la consommation d'air
- Mesurer les temps de cycle
- Profils de pression des documents
- Fiabilité du système de suiviPerfectionnement continu
- Analyser les données de performance
- Procéder à des ajustements progressifs
- Documenter les résultats de l'optimisation
- Mettre en œuvre les enseignements tirés
Application dans le monde réel : Ligne d'assemblage automobile
L'un de mes projets d'optimisation multicylindres les plus réussis concernait une chaîne de montage automobile comportant 24 cylindres sans tige fonctionnant dans une séquence coordonnée. Les défis à relever étaient les suivants :
- Coûts énergétiques élevés en raison de la consommation excessive d'air
- Des temps de cycle incohérents affectant la production
- Les fluctuations de pression entraînent des problèmes de fiabilité
- Budget limité pour la mise à niveau des composants
Nous avons mis en œuvre une stratégie d'optimisation complète :
Analyse du système
- Séquence d'opérations complète cartographiée
- Pression réelle mesurée
- Modes de consommation d'air documentés
- Identification des possibilités d'optimisationMise en œuvre de l'étranglement stratégique
- Installation de contrôles de débit de précision
- Mise en œuvre de l'étranglement différentiel
- Vitesses d'extension et de rétraction optimisées
- Profils de mouvement équilibrésOptimisation du système de pression
- Création de trois zones de pression (6 bar, 5 bar, 4 bar)
- Mise en œuvre de l'utilisation séquentielle de la pression
- Installation de contrôleurs de pression électroniques
- Développement de profils de pression spécifiques à l'application
Les résultats ont dépassé les attentes :
| Métrique | Avant l'optimisation | Après optimisation | Amélioration |
|---|---|---|---|
| Consommation d'air | 1 240 litres/cycle | 820 litres/cycle | Réduction 34% |
| Durée du cycle | 18,5 secondes | 16,2 secondes | 12.4% amélioration |
| Fluctuation de la pression | ±0,8 bar | ±0,3 bar | 62,51 Réduction de TTP3T |
| Défaillances des cylindres | 37 par an | 14 par an | Réduction 62% |
| Coût annuel de l'énergie | $68,400 | $45,200 | $23 200 économies |
L'idée clé était de reconnaître que les cylindres fonctionnant en séquence créent à la fois des contraintes et des opportunités. En considérant le système de manière globale, nous avons pu tirer parti de ces interactions pour créer des améliorations significatives sans remplacement majeur de composants. L'optimisation a permis d'obtenir un délai de récupération de 3,2 mois avec un investissement minimal.
Quelles sont les techniques de détection des fuites d'air qui offrent le retour sur investissement le plus rapide ?
Les fuites d'air dans les systèmes pneumatiques représentent l'une des inefficacités les plus persistantes et les plus coûteuses, mais elles offrent également l'un des retours sur investissement les plus rapides lorsqu'elles sont correctement traitées.
Une détection efficace des fuites d'air combine une inspection systématique par ultrasons, un test de décomposition de la pression et une surveillance basée sur le débit. Elle permet généralement d'identifier les fuites qui gaspillent 20-35% de la production d'air comprimé, tout en offrant un retour sur investissement dans les 2 à 4 mois grâce à des réparations simples et au remplacement ciblé de composants.

Ayant mis en œuvre des programmes de détection des fuites dans de nombreux secteurs, j'ai constaté que la plupart des entreprises sont stupéfaites de découvrir l'ampleur de leurs fuites d'air une fois que des méthodes de détection systématiques sont appliquées. La clé réside dans la mise en œuvre d'un programme de détection complet et continu plutôt que dans des inspections réactives et occasionnelles.
Cadre global de détection des fuites
Un programme efficace de détection des fuites comprend les éléments essentiels suivants :
1. Inspection par ultrasons3 Méthodologie
La détection par ultrasons constitue l'approche la plus polyvalente et la plus efficace :
Sélection et installation de l'équipement
- Sélection de détecteurs d'ultrasons appropriés
- Configuration de la sensibilité à la fréquence
- Utilisation d'équipements et d'accessoires appropriés
- Étalonnage pour des environnements spécifiquesProcédures d'inspection systématique
- Élaboration de modèles de balayage normalisés
- Création de routes d'inspection basées sur des zones
- Établir des techniques cohérentes de distance et d'angle
- Mise en œuvre de méthodes d'isolation du bruitClassification et documentation des fuites
- Élaboration d'un système de classification de la gravité
- Création d'une documentation standardisée
- Mise en œuvre de méthodes d'enregistrement numérique
- Mise en place de procédures de suivi des tendances
2. Mise en œuvre de l'essai de décomposition de la pression
Le test de décomposition de la pression permet de mesurer quantitativement les fuites :
Approche de la segmentation du système
- Diviser le système en sections testables
- Installation de vannes d'isolement appropriées
- Création de points d'essai sous pression
- Élaboration de procédures d'essai section par sectionTechniques de mesure et d'analyse
- Détermination des taux de décroissance de la pression de référence
- Mise en place de durées de test standardisées
- Calcul des taux de fuite volumétriques
- Comparaison avec des seuils acceptablesMéthodes de priorisation et de suivi
- Classement des sections en fonction de la gravité des fuites
- Suivi des améliorations au fil du temps
- Fixer des objectifs de réduction
- Mise en œuvre des tests de vérification
3. Systèmes de surveillance basés sur le débit
La surveillance continue permet de détecter les fuites en permanence :
Stratégie d'installation des débitmètres
- Sélection d'une technologie de mesure du débit appropriée
- Déterminer l'emplacement optimal du compteur
- Mise en œuvre des capacités de contournement
- Établissement des paramètres de mesureAnalyse de la consommation de référence
- Mesure de la consommation liée à la production et de la consommation non liée à la production
- Établir des schémas de flux normaux
- Identifier une consommation anormale
- Développer l'analyse des tendancesSystème d'alerte et de réaction
- Définition d'alertes basées sur des seuils
- Mise en œuvre de notifications automatisées
- Élaboration de procédures d'intervention
- Création de protocoles d'escalade
Méthodologie de mise en œuvre
Pour mettre en œuvre une détection efficace des fuites, suivez cette approche structurée :
Étape 1 : Évaluation initiale et planification
Commencez par une compréhension globale de la situation actuelle :
Mesure de référence
- Mesurer la production totale d'air comprimé
- Documenter les coûts énergétiques actuels
- Estimation du pourcentage de fuite de courant
- Calculer les économies potentiellesCartographie du système
- Créer des diagrammes de systèmes complets
- Documenter l'emplacement des composants
- Identifier les zones à haut risque
- Établir des zones d'inspectionDéveloppement du programme
- Sélectionner les méthodes de détection appropriées
- Élaborer des calendriers d'inspection
- Créer des modèles de documentation
- Établir des protocoles de réparation
Étape 2 : Mise en œuvre de la détection
Exécuter systématiquement le programme de détection :
Exécution de l'inspection par ultrasons
- Effectuer des inspections zone par zone
- Documenter toutes les fuites identifiées
- Classer par gravité et par type
- Créer une liste de priorités pour les réparationsMise en œuvre des essais sous pression
- Effectuer des tests section par section
- Calculer les taux de fuite
- Identifier les sections les moins performantes
- Documenter les résultats et les recommandationsDéploiement du système de surveillance
- Installer un équipement de mesure du débit
- Configuration des paramètres de surveillance
- Établir des modèles de référence
- Mettre en place des seuils d'alerte
Étape 3 : Réparation et vérification
Remédier systématiquement aux fuites identifiées :
Exécution des réparations par ordre de priorité
- S'attaquer d'abord aux fuites les plus importantes
- Mettre en œuvre des méthodes de réparation normalisées
- Documenter toutes les réparations
- Suivi des coûts de réparationTests de vérification
- Nouveau test après les réparations
- Amélioration des documents
- Calculer les économies réelles
- Mise à jour de la base de référence du systèmeDurabilité du programme
- Mise en œuvre d'un programme d'inspection régulière
- Former le personnel aux méthodes de détection
- Créer des rapports continus
- Célébrer et faire connaître les résultats
Application réelle : Installation de transformation des aliments
L'une de mes réalisations les plus réussies en matière de détection des fuites a été effectuée pour une grande usine de transformation alimentaire dotée de nombreux systèmes pneumatiques. Les défis à relever étaient les suivants :
- Coûts énergétiques élevés liés à la production d'air comprimé
- Pression irrégulière affectant l'équipement de production
- Ressources limitées en matière de maintenance
- Des exigences sanitaires difficiles à satisfaire
Nous avons mis en place un programme de détection complet :
Évaluation initiale
- Consommation de base mesurée : 1 250 CFM en moyenne
- Consommation documentée hors production : 480 CFM
- Fuite estimée calculée : 38% de production
- Économies potentielles prévues : $94 500 par anMise en œuvre du programme de détection
- Déploiement d'un système de détection par ultrasons dans toutes les zones
- Mise en place d'un test hebdomadaire de décomposition de la pression en dehors des heures de travail.
- Installation de débitmètres sur les lignes de distribution principales
- Création d'un système de documentation numériqueProgramme de réparation systématique
- Priorité aux réparations en fonction du volume des fuites
- Mise en œuvre de procédures de réparation normalisées
- Création d'un programme de réparation hebdomadaire
- Résultats suivis et vérifiés
Les résultats ont été remarquables :
| Métrique | Avant le programme | Après 3 mois | Après 6 mois |
|---|---|---|---|
| Consommation totale d'air | 1 250 CFM | 980 CFM | 840 CFM |
| Consommation hors production | 480 CFM | 210 CFM | 70 CFM |
| Pourcentage de fuite | 38% | 21% | 8% |
| Coût mensuel de l'énergie | $21,600 | $16,900 | $14,500 |
| Économies annuelles | – | $56,400 | $85,200 |
L'idée clé était de reconnaître que la détection des fuites doit être un programme continu plutôt qu'un événement ponctuel. En mettant en œuvre des procédures systématiques et en créant une obligation de rendre compte des résultats, l'établissement a pu atteindre et maintenir des performances exceptionnelles. Le programme a permis un retour sur investissement complet en seulement 2,7 mois, avec un investissement minimal au-delà de l'équipement de détection.
Quel modèle d'inventaire des pièces détachées vous permettra de minimiser vos coûts d'immobilisation ?
L'optimisation des stocks de pièces détachées pour les vérins sans tige représente l'un des aspects les plus difficiles de la gestion des systèmes pneumatiques, car elle nécessite un équilibre minutieux entre les coûts des stocks et le risque d'immobilisation.
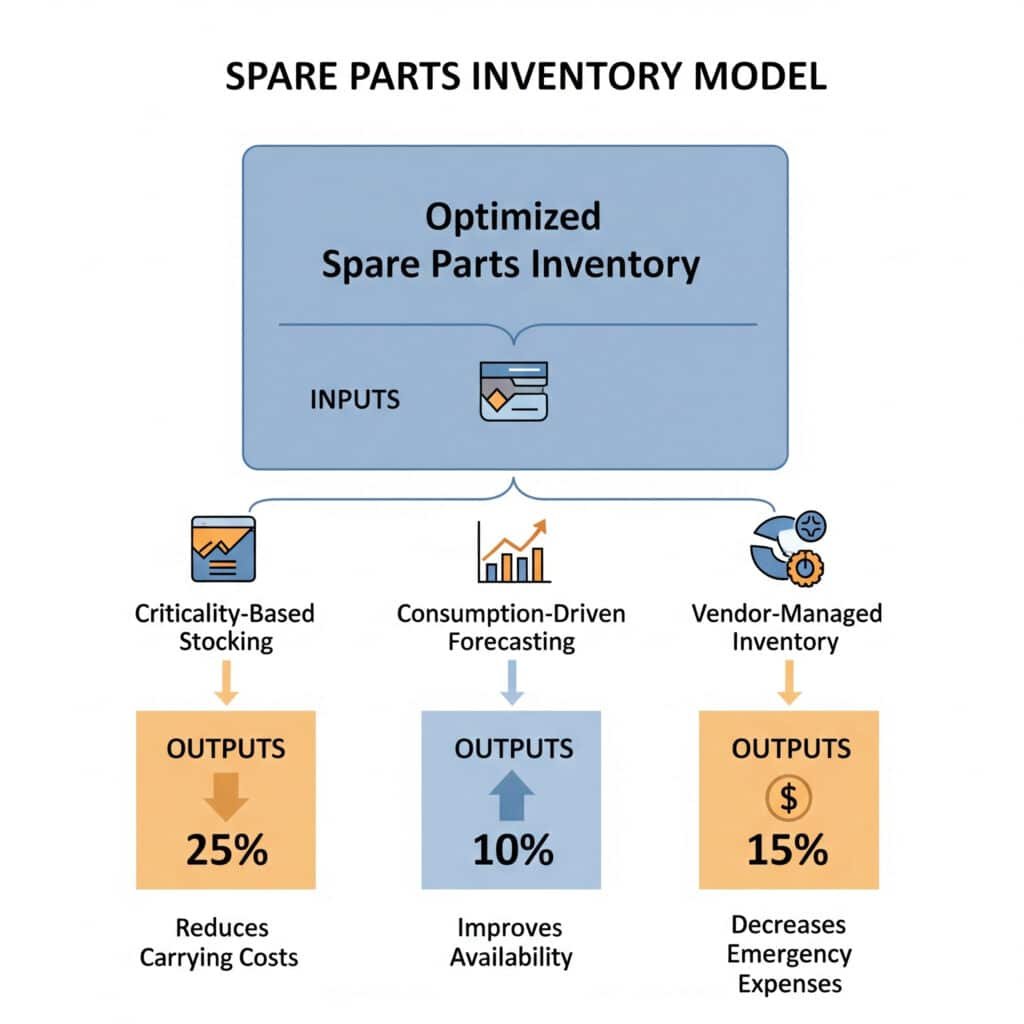
Une optimisation efficace des stocks de pièces détachées combine le stockage basé sur la criticité, les prévisions basées sur la consommation et les approches d'inventaire gérées par le fournisseur - réduisant généralement les coûts de stockage de 25 à 40% tout en améliorant la disponibilité des pièces de 15 à 25% et en diminuant les dépenses d'approvisionnement d'urgence de 60 à 80%.
Ayant développé des stratégies d'inventaire pour les systèmes pneumatiques dans de nombreuses industries, j'ai constaté que la plupart des organisations luttent pour trouver le bon équilibre entre le surstockage et le risque de temps d'arrêt. La clé consiste à mettre en œuvre un modèle basé sur des données qui aligne les niveaux de stock sur les risques réels et les modèles de consommation.
Cadre global d'optimisation des stocks
Un modèle efficace d'inventaire des pièces détachées comprend les éléments essentiels suivants :
1. Système de classification basé sur la criticité4
La classification stratégique des pièces permet de prendre les bonnes décisions en matière de stockage :
Évaluation de la criticité des composants
- Évaluation de l'impact de la production
- Analyse de la redondance
- Évaluation des conséquences d'une défaillance
- Exigences en matière de délai de rétablissementÉlaboration d'une matrice de classification
- Création d'un système de classification multi-facteurs
- Établir une politique d'inventaire par classe
- Définir des objectifs de niveau de service
- Mise en œuvre des fréquences de révisionAlignement de la stratégie de stockage
- Adapter les niveaux de stocks à la criticité
- Établissement du stock de sécurité par classe
- Définition des seuils d'accélération
- Création de procédures d'escalade
2. Modèle de prévision basé sur la consommation
Les prévisions fondées sur des données améliorent la précision des stocks :
Analyse des habitudes de consommation
- Évaluation de l'utilisation historique
- Identification des tendances
- Évaluation de la saisonnalité
- Corrélation avec la productionDéveloppement de modèles prédictifs
- Méthodes de prévision statistique
- Modèles de consommation basés sur la fiabilité
- Intégration du calendrier de maintenance
- Alignement du plan de productionMécanismes d'ajustement dynamique
- Suivi de l'exactitude des prévisions
- Ajustement exceptionnel
- Raffinement continu du modèle
- Gestion des valeurs aberrantes
3. Inventaire géré par le fournisseur5 Intégration
Les partenariats stratégiques avec les fournisseurs optimisent la gestion des stocks :
Développement de partenariats avec les fournisseurs
- Identifier les fournisseurs aptes au VMI
- Établir des attentes en matière de performance
- Élaboration de protocoles d'échange d'informations
- Créer des modèles d'avantages mutuelsMise en œuvre du programme de consignation
- Déterminer les candidats à la consignation
- Établir les limites de la propriété
- Élaboration de rapports d'utilisation
- Création de déclencheurs de paiementSystème de gestion des performances
- Mise en place d'un cadre pour les indicateurs de performance clés (KPI)
- Mise en œuvre d'examens réguliers
- Créer des mécanismes d'amélioration continue
- Élaborer des procédures de résolution des problèmes
Méthodologie de mise en œuvre
Pour mettre en œuvre une optimisation efficace des stocks, suivez cette approche structurée :
Étape 1 : Évaluation de la situation actuelle
Commencer par une compréhension globale de l'inventaire existant :
Analyse des stocks
- Cataloguer l'inventaire actuel
- Historique de l'utilisation des documents
- Analyser les taux de rotation
- Identifier les articles excédentaires et obsolètesÉvaluation de la criticité
- Évaluer l'importance des composants
- Documenter l'impact des défaillances
- Évaluer les délais de livraison
- Déterminer les besoins en matière de récupérationAnalyse de la structure des coûts
- Calculer les coûts de possession
- Documenter les dépenses d'approvisionnement d'urgence
- Quantifier les coûts des temps d'arrêt
- Établir des mesures de référence
Étape 2 : Élaboration et mise en œuvre du modèle
Créer et mettre en œuvre le modèle d'optimisation :
Mise en œuvre du système de classification
- Élaborer des critères de classification
- Affecter les pièces aux catégories appropriées
- Établir des politiques d'inventaire par classe
- Créer des procédures de gestionDéveloppement du système de prévision
- Choisir les méthodes de prévision appropriées
- Mettre en œuvre des procédures de collecte de données
- Élaborer des modèles de prévision
- Créer des processus de révision et d'ajustementIntégration des fournisseurs
- Identifier des partenaires fournisseurs stratégiques
- Développer des accords VMI
- Mise en œuvre de l'échange d'informations
- Établir des mesures de performance
Étape 3 : Suivi et amélioration continue
Assurer une optimisation permanente :
Suivi des performances
- Contrôler les indicateurs clés de performance
- Suivre les niveaux de service
- Documenter les améliorations de coûts
- Analyser les événements exceptionnelsProcessus d'examen régulier
- Mettre en œuvre les révisions prévues
- Ajuster la classification si nécessaire
- Affiner les modèles de prévision
- Optimiser la performance des fournisseursAmélioration continue
- Identifier les possibilités d'amélioration
- Mettre en œuvre des améliorations de processus
- Documenter les meilleures pratiques
- Partager les réussites
Application dans le monde réel : Usine de fabrication
L'un de mes projets d'optimisation des stocks les plus réussis a été réalisé pour une usine de fabrication dotée de nombreux systèmes pneumatiques. Les défis à relever étaient les suivants :
- Coûts de détention des stocks excessifs
- Ruptures de stock fréquentes pour les composants critiques
- Dépenses élevées en matière d'achats d'urgence
- Espace de stockage limité
Nous avons mis en œuvre une approche d'optimisation globale :
Classification basée sur la criticité
- Évaluation de 840 composants pneumatiques
- Création d'un système de classification à quatre niveaux
- Établissement d'objectifs de niveau de service par classe
- Élaboration de politiques de stockage pour chaque catégoriePrévisions fondées sur la consommation
- Analyse de l'historique d'utilisation sur 24 mois
- Élaboration de modèles de prévision statistique
- Calendrier d'entretien intégré
- Mise en place de rapports d'exceptionDéveloppement de partenariats avec les fournisseurs
- Mise en place d'un programme VMI avec les principaux fournisseurs
- Mise en œuvre de la consignation pour les articles de grande valeur
- Création de rapports hebdomadaires sur l'utilisation
- Élaboration d'indicateurs de performance
Les résultats ont transformé leur gestion des stocks :
| Métrique | Avant l'optimisation | Après optimisation | Amélioration |
|---|---|---|---|
| Valeur de l'inventaire | $387,000 | $241,000 | Réduction 38% |
| Niveau de service | 92.3% | 98.7% | 6.4% amélioration |
| Ordres d'urgence | 47 par an | 8 par an | Réduction 83% |
| Coût de portage annuel | $96,750 | $60,250 | $36 500 économies |
| Temps d'arrêt dû aux pièces | 87 heures/an | 12 heures/an | Réduction 86% |
L'idée maîtresse était de reconnaître que toutes les pièces ne méritaient pas la même approche en matière de stocks. En mettant en œuvre une stratégie à plusieurs niveaux basée sur la criticité réelle et les modèles de consommation, l'usine a été en mesure de réduire simultanément les coûts des stocks et d'améliorer la disponibilité des pièces. L'optimisation a permis un retour sur investissement complet en seulement 5,2 mois, principalement grâce à la réduction des coûts de possession et des temps d'arrêt.
Conclusion
L'amélioration stratégique du retour sur investissement des systèmes de vérins sans tige par l'optimisation de la synergie multi-cylindres, la détection systématique des fuites d'air et la modélisation des stocks de pièces détachées à partir de données permet d'obtenir des avantages financiers substantiels tout en améliorant les performances et la fiabilité du système. Ces approches génèrent généralement des périodes de retour sur investissement mesurées en mois plutôt qu'en années, ce qui les rend idéales même dans des environnements où le budget est limité.
L'enseignement le plus important que je tire de mon expérience de la mise en œuvre de ces stratégies dans de multiples secteurs est que des améliorations significatives sont souvent possibles avec un investissement en capital minimal. En se concentrant sur l'optimisation des systèmes existants plutôt que sur leur remplacement intégral, les organisations peuvent obtenir un retour sur investissement remarquable tout en développant des capacités internes qui offrent des avantages continus.
FAQ sur l'amélioration du retour sur investissement des vérins sans tige
Quel est le délai de retour sur investissement typique pour les projets d'optimisation multicylindres ?
La plupart des projets d'optimisation multi-cylindres offrent un retour sur investissement de 3 à 8 mois grâce à la réduction de la consommation d'énergie, à l'amélioration de la productivité et à la diminution des coûts de maintenance.
Quelle est la quantité d'air comprimé généralement perdue en raison de fuites dans les systèmes industriels ?
Les systèmes pneumatiques industriels perdent généralement 20 à 35% d'air comprimé à cause des fuites, ce qui représente des milliers de dollars d'énergie gaspillée chaque année.
Quelle est la plus grande erreur commise par les entreprises en matière de stocks de pièces détachées ?
La plupart des entreprises surstockent les pièces non critiques ou sous-stockent les composants critiques, sans parvenir à aligner leur stratégie d'inventaire sur les risques réels et les schémas d'utilisation.
À quelle fréquence faut-il procéder à la détection des fuites d'air ?
Mettre en œuvre des inspections trimestrielles par ultrasons, des tests mensuels de décomposition de la pression et une surveillance continue du débit pour une gestion optimale des fuites et des économies durables.
Quelle est la première étape de la mise en œuvre de l'optimisation de la synergie multicylindres ?
Commencez par une cartographie complète du système et une analyse de la séquence de mouvements afin d'identifier les interdépendances et les possibilités d'optimisation avant de procéder à des changements.
-
Fournit une définition claire du retour sur investissement (ROI), un indicateur de performance clé utilisé pour évaluer la rentabilité d'un investissement, et explique comment le calculer. ↩
-
Explique le principe d'un système de cascade de pression, une technique d'économie d'énergie dans laquelle l'air d'échappement d'une application à haute pression est utilisé pour alimenter une application séparée à plus basse pression. ↩
-
Décrit la technologie qui sous-tend la détection des fuites par ultrasons, où des capteurs spécialisés détectent le son à haute fréquence produit par l'écoulement turbulent du gaz, ce qui permet de localiser rapidement et précisément les fuites. ↩
-
Détaille le concept de l'analyse ABC, une méthode de catégorisation des stocks qui classe les articles dans les catégories A, B et C en fonction de leur valeur et de leur importance afin de déterminer le niveau approprié de gestion et de contrôle. ↩
-
Explique les stocks gérés par le fournisseur (VMI), une stratégie de chaîne d'approvisionnement dans laquelle le fournisseur assume l'entière responsabilité du maintien d'un stock convenu de son matériel sur le site de l'acheteur. ↩
