

Introduction
Les environnements miniers détruisent les tiges de vérin standard en quelques mois, et non en plusieurs années. 🪨 La poussière abrasive, les particules de roche et les contaminants minéraux agissent comme du papier de verre à chaque coup, rayant chromage1 et provoquant des défaillances catastrophiques des joints. Lorsque votre équipement fonctionne dans des conditions aussi difficiles, les traitements de surface conventionnels ne suffisent tout simplement pas.
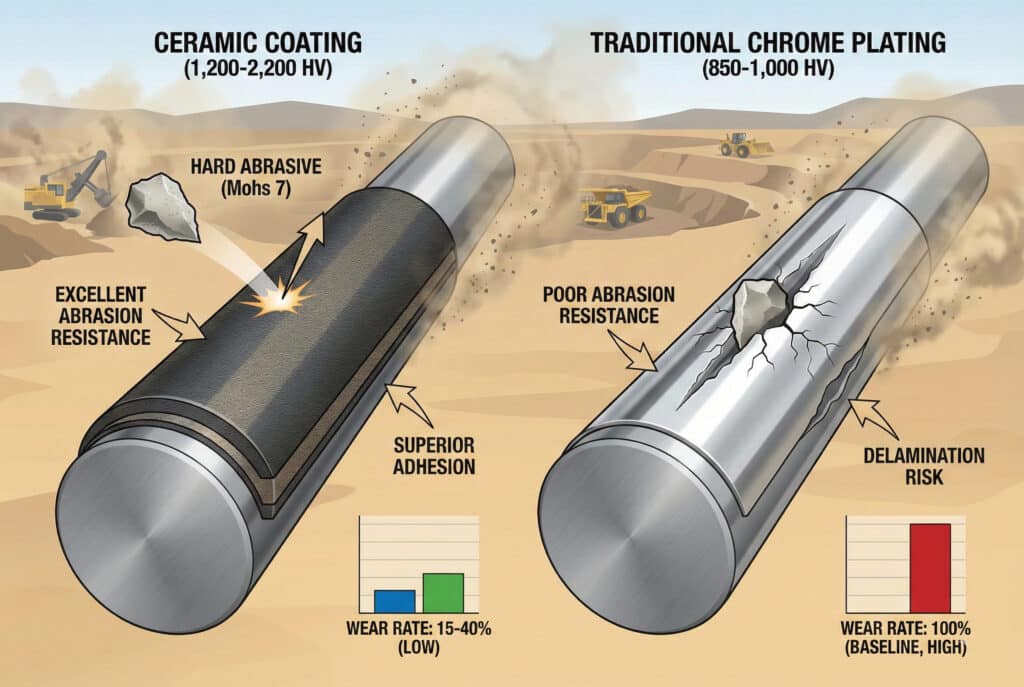
Les revêtements céramiques pour tiges de cylindre offrent une dureté de 1 200 à 2 200 HV (contre 850 à 1 000 HV pour le chrome dur), créant une barrière ultra-dure et résistante à l'usure qui prolonge la durée de vie des tiges de 300 à 500% dans les applications minières abrasives. Ces revêtements, notamment le carbure de chrome, le carbure de tungstène et l'oxyde d'aluminium, sont appliqués par pulvérisation thermique2 ou PVD3 processus à une épaisseur de 25 à 150 microns, offrant une résistance supérieure aux particules tout en conservant la finition de surface lisse nécessaire à une étanchéité efficace dans les vérins pneumatiques.
Au cours du dernier trimestre, j'ai travaillé avec Steven, ingénieur de maintenance dans une mine de cuivre en Arizona. Son site remplaçait les tiges de cylindre chromées tous les 4 à 6 mois en raison de la poussière abrasive du minerai de cuivre. Chaque remplacement entraînait 8 à 12 heures d'arrêt des systèmes de positionnement des convoyeurs critiques, ce qui coûtait entre 10 000 et 20 000 dollars par incident. Nous avons fourni des vérins sans tige Bepto avec des revêtements en céramique au carbure de tungstène sur les tiges de guidage. Après 18 mois de fonctionnement continu dans les mêmes conditions difficiles, ses tiges présentent une usure minimale. Nous avons prolongé son cycle de remplacement de 6 mois à environ 3 ans ou plus, ce qui lui a permis d'économiser plus de 120 000 dollars.
Table des matières
- Qu'est-ce qui rend les revêtements céramiques supérieurs pour les applications minières ?
- Quels types de revêtements céramiques conviennent le mieux aux tiges de cylindre ?
- Comment les tiges revêtues de céramique se comparent-elles au chrome en termes de coût total ?
- Quels sont les aspects essentiels à prendre en compte lors de l'installation et de la maintenance ?
Qu'est-ce qui rend les revêtements céramiques supérieurs pour les applications minières ?
Les environnements miniers constituent le test ultime de la durabilité des matériaux. ⛏️
Les revêtements céramiques surpassent le chromage traditionnel dans les applications minières, car leur structure cristalline offre une dureté 2 à 3 fois supérieure (1 200-2 200 HV contre 850-1 000 HV), une résistance à l'abrasion supérieure contre les particules minérales et une meilleure adhérence qui empêche le délaminage du revêtement sous l'effet des charges d'impact. La matrice céramique dense résiste à l'incrustation de particules et crée une surface autolubrifiante qui réduit la friction de 30 à 40%, prolongeant ainsi la durée de vie des tiges et des joints tout en maintenant la stabilité dimensionnelle à des températures comprises entre -40 °C et +500 °C.
L'avantage de la résistance à l'abrasion
Les opérations minières exposent les tiges de vérins à certains des matériaux les plus abrasifs au monde :
| Matériau abrasif | Dureté Mohs | Taux d'usure du chromage | Taux d'usure du revêtement céramique |
|---|---|---|---|
| Poussière de silice (sable) | 7 | 100% (ligne de base) | 15-25% |
| Minerai de fer | 5-6 | 100% | 20-30% |
| Minerai de cuivre | 3-4 | 100% | 25-35% |
| Poussière de charbon | 2-3 | 100% | 30-40% |
| Calcaire | 3-4 | 100% | 25-35% |
L'avantage en termes de dureté est considérable. Le chromage à 850-1 000 HV est plus dur que l'acier, mais plus tendre que la plupart des particules minérales. Les revêtements céramiques à 1 200-2 200 HV dépassent la dureté de la plupart des contaminants abrasifs, empêchant ainsi la pénétration des particules.
Résistance aux chocs et aux impacts
Les équipements miniers sont soumis à des vibrations, des chocs et des impacts constants. Le chromage traditionnel peut se fissurer ou s'écailler dans ces conditions, créant ainsi des points d'initiation pour une usure accélérée. Les revêtements céramiques, lorsqu'ils sont correctement appliqués avec des couches de liaison appropriées, répartissent plus efficacement l'énergie d'impact.
Revêtements céramiques par projection thermique crée une liaison mécanique grâce au rugosification de la surface et à l'imbrication des particules, offrant une excellente adhérence même sous des charges de choc. La structure stratifiée du revêtement absorbe l'énergie d'impact sans délamination catastrophique.
Stabilité de la température
Les opérations minières souterraines peuvent être soumises à des variations de température extrêmes, allant de conditions glaciales en surface à 40-50 °C sous terre. L'exploitation minière à ciel ouvert dans les régions désertiques connaît des températures diurnes supérieures à 50 °C. Les revêtements céramiques conservent leurs propriétés sur toute cette plage, tandis que le chromage peut développer des fissures dues à des contraintes thermiques résultant de cycles répétés.
Quels types de revêtements céramiques conviennent le mieux aux tiges de cylindre ?
Tous les revêtements céramiques ne sont pas adaptés aux applications pneumatiques. 🔬
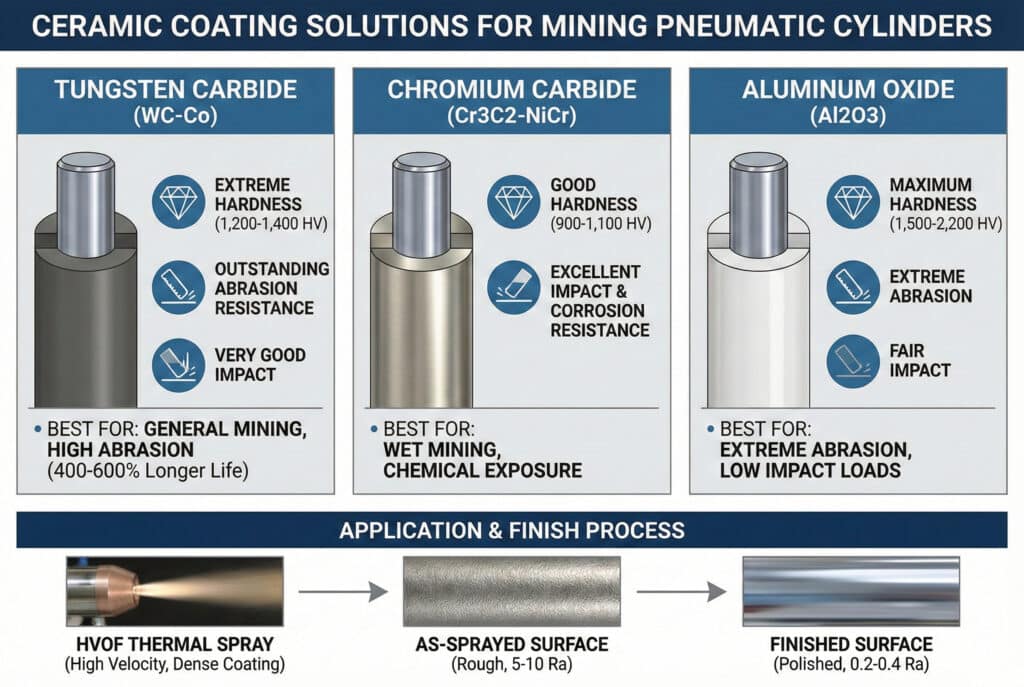
Les revêtements en carbure de tungstène (WC-Co) offrent le meilleur équilibre entre dureté extrême (1 200-1 400 HV), résistance et finition de surface pour les tiges de cylindres miniers, offrant une durée de vie 400 à 600% plus longue que le chrome dans les environnements riches en silice. Le carbure de chrome (Cr3C2-NiCr) offre une excellente résistance à la corrosion et une bonne dureté (900-1 100 HV), ce qui le rend idéal pour les opérations minières humides. L'oxyde d'aluminium (Al2O3) offre une dureté maximale (1 500-2 200 HV), mais nécessite une application minutieuse pour éviter la fragilité, ce qui le rend adapté à une abrasion extrême avec des charges d'impact minimales.
Comparaison des revêtements pour l'exploitation minière
| Type de revêtement | Dureté (HV) | Résistance à l'abrasion | Résistance aux chocs | Résistance à la corrosion | Meilleure application minière |
|---|---|---|---|---|---|
| Chrome dur (référence) | 850-1,000 | Juste | Bon | Excellent | Propre, uniquement à l'intérieur |
| Carbure de tungstène (WC-Co) | 1,200-1,400 | Remarquable | Très bon | Bon | Exploitation minière générale, forte abrasion |
| Carbure de chrome (Cr3C2) | 900-1,100 | Excellent | Excellent | Remarquable | Exploitation minière humide, exposition aux produits chimiques |
| Oxyde d'aluminium (Al2O3) | 1,500-2,200 | Extrême | Juste | Excellent | Abrasion extrême, faible impact |
| Nitrure de titane (TiN) | 2,000-2,400 | Très bon | Juste | Bon | Applications de précision, charges réduites |
Le processus de candidature est important
Projection thermique à haute vitesse d'oxygène et de combustible (HVOF): La référence en matière de revêtements en carbure de tungstène et en carbure de chrome. Le procédé HVOF permet d'obtenir des revêtements extrêmement denses et bien adhérents, avec une porosité minimale. La vitesse des particules dépasse 600 m/s, ce qui garantit une adhérence et une densité de revêtement supérieures.
Pulvérisation plasma: Utilisé pour l'oxyde d'aluminium et certains revêtements en carbure. Moins coûteux que le HVOF, mais légèrement plus poreux. Offre néanmoins d'excellentes performances dans la plupart des applications minières.
PVD (dépôt physique en phase vapeur): Crée des revêtements extrêmement fins (2 à 5 microns) et ultra-durs, comme le nitrure de titane. Limité aux applications à faible abrasion en raison de la faible épaisseur du revêtement, mais offre une finition de surface exceptionnelle.
Chez Bepto, nous travaillons en partenariat avec ISO 90014 installations de revêtement certifiées spécialisées dans l'application de carbure de tungstène HVOF. Nos vérins sans tige standard de qualité minière sont dotés d'un revêtement WC-Co de 75 à 100 microns appliqué sur des substrats grenaillés et détendus pour une adhérence et une durabilité maximales.
Exigences en matière d'état de surface
Les revêtements céramiques pulvérisés présentent des surfaces rugueuses (5-10 Ra) qui ne conviennent pas aux joints pneumatiques. Il est essentiel de procéder à un meulage et un polissage après revêtement pour obtenir une rugosité de 0,2-0,4 Ra. Ce processus de finition élimine les pics de surface tout en conservant la matrice céramique dure, créant ainsi une surface d'étanchéité lisse qui n'endommage pas les joints tout en conservant sa résistance à l'abrasion.
Comment les tiges revêtues de céramique se comparent-elles au chrome en termes de coût total ?
Le prix initial ne reflète qu'une partie de la réalité dans les applications minières. 💰
Les tiges de cylindre revêtues de céramique coûtent initialement 80 à 150% de plus que les alternatives chromées (300 à 600TP4T contre 150 à 250TP4T pour les cylindres miniers de taille standard), mais elles offrent une durée de vie 300 à 500 % plus longue dans les environnements abrasifs, ce qui réduit le coût total de possession de 40 à 60 % sur 5 ans si l'on tient compte des coûts liés aux pièces de rechange, à la main-d'œuvre et aux temps d'arrêt. Pour les opérations où une défaillance du cylindre entraîne une perte de production de 10 000 à 50 000 par incident, le retour sur investissement est généralement de 6 à 12 mois.
Analyse des coûts réels
Scénario : Système de positionnement pour convoyeur dans une mine de charbon
| Facteur de coût | Chromé (5 ans) | Revêtement céramique (5 ans) | Épargne |
|---|---|---|---|
| Coût initial de la tige | $220 | $450 | -$230 |
| Remplacements (9x contre 2x) | $1,980 | $450 | +$1,530 |
| Main-d'œuvre (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Temps d'arrêt (11x @ $12 000) | $132,000 | $36,000 | +$96,000 |
| Remplacement des joints (usure supplémentaire) | $880 | $320 | +$560 |
| Coût total sur 5 ans | $140,580 | $38,720 | $101,860 |
Cette analyse est basée sur les données réelles d'un client de Virginie-Occidentale opérant dans des conditions de poussière de charbon à forte teneur en silice.
La proposition de valeur de Bepto
En tant que fournisseur alternatif direct d'équipementiers, nous proposons des vérins sans tige à revêtement céramique à un prix inférieur de 25 à 351 TP3T à celui des grandes marques. Notre revêtement en carbure de tungstène ajoute environ 1 TP4T180-280 à un vérin standard, contre 1 TP4T400-600 facturé par les grandes marques d'équipementiers pour une protection équivalente.
J'ai récemment travaillé avec Patricia, responsable des achats pour un fabricant d'équipements miniers du Nevada. Elle était en train de spécifier des vérins pour des équipements d'extraction aurifère destinés à être utilisés au Pérou et au Chili, dans des environnements extrêmement abrasifs et à haute altitude. Son fournisseur OEM lui a proposé un prix de $2 800 par vérin sans tige à revêtement céramique, avec un délai de livraison de 16 semaines.
Nous avons fourni des cylindres Bepto compatibles dimensionnellement avec des revêtements en carbure de tungstène HVOF pour $1 850 chacun, livrés en 4 semaines. Son entreprise a désormais standardisé l'utilisation de Bepto pour toutes les applications minières, ce qui lui permet d'économiser 30 à 35% sur les coûts des composants tout en améliorant la fiabilité des livraisons.
Quand les revêtements céramiques sont utiles
Applications à forte valeur ajoutée :
- Temps d'arrêt des équipements >$5 000 par heure
- Cycle de remplacement < 12 mois avec chrome
- Exposition à des poussières riches en silice ou minérales
- Lieux éloignés et difficiles d'accès
Applications marginales :
- Équipement à faible cycle (<50 000 cycles/an)
- Environnements propres ou modérément poussiéreux
- Accès facile pour la maintenance
- Projets soumis à des contraintes budgétaires
Nous aidons nos clients à prendre des décisions éclairées en nous basant sur les conditions d'exploitation réelles et l'analyse du coût total, et non pas simplement en leur vendant des revêtements haut de gamme pour chaque application.
Quels sont les aspects essentiels à prendre en compte lors de l'installation et de la maintenance ?
Les revêtements céramiques nécessitent une manipulation spécifique pour optimiser leurs performances. 🔧
Les tiges revêtues de céramique nécessitent des pratiques d'installation minutieuses, notamment en évitant les dommages dus aux chocs lors de l'assemblage, en utilisant des matériaux d'étanchéité appropriés (polyuréthane ou PTFE chargé plutôt que NBR standard), en maintenant une lubrification adéquate avec des graisses à faible friction et en mettant en place des soufflets ou des racleurs efficaces pour empêcher l'accumulation de particules. Les inspections régulières doivent se concentrer sur l'intégrité du revêtement plutôt que sur la profondeur d'usure, car même des dommages mineurs au revêtement peuvent accélérer l'usure localisée. Un stockage approprié dans des manchons de protection permet d'éviter les dommages liés à la manipulation avant l'installation.

Bonnes pratiques d'installation
Manipuler avec précaution: Les revêtements céramiques, bien qu'extrêmement durs, peuvent s'ébrécher ou se fissurer s'ils sont frappés avec des outils métalliques. Utilisez des outils en plastique ou recouverts de caoutchouc pendant l'installation. Ne serrez jamais directement sur les surfaces revêtues, utilisez des manchons de protection.
Compatibilité des jointsLes joints NBR standard peuvent ne pas offrir des performances optimales avec les revêtements céramiques. Nous recommandons :
- Joints en polyuréthane: Meilleure résistance à l'usure et meilleure compatibilité
- PTFE rempli: Excellent pour les applications à haute température
- HNBR (NBR hydrogéné): Bon équilibre des propriétés
Lubrification adéquate: Bien que les revêtements céramiques réduisent la friction, la lubrification initiale est essentielle. Utilisez des graisses à base de bisulfure de molybdène ou de PTFE qui n'attirent pas les particules abrasives.
Entretien et inspection
Protocole d'inspection visuelle:
- Tous les mois : vérifiez l'absence de dommages visibles au revêtement, d'éclats ou de délamination.
- Trimestriel : Mesurer les taux d'usure des joints comme indicateur de l'état des tiges.
- Annuellement : inspection détaillée avec grossissement pour détecter les microfissures
Procédures de nettoyage: Utilisez des brosses douces et de l'air comprimé, jamais de brosses métalliques ou de tampons abrasifs qui pourraient endommager le revêtement. Évitez les jets d'eau à haute pression directement sur la surface revêtue.
Protection de l'environnement
Même les tiges recouvertes de céramique bénéficient d'une protection environnementale :
Couvre-tigesLes bottes de type accordéon empêchent 80 à 90 % des particules d'entrer en contact avec la surface de la tige, prolongeant ainsi la durée de vie du revêtement céramique de 2 à 3 fois.
Essuie-glacesLes essuie-glaces en polyuréthane haute efficacité éliminent les particules avant qu'elles n'entrent en contact avec les joints, protégeant ainsi à la fois le revêtement et les surfaces des joints.
Filtration de l'air: Filtration adéquate de l'air comprimé (ISO 8573-15 Classe 6 ou supérieure pour les particules) empêche la contamination interne qui peut endommager les joints de l'intérieur.
Chez Bepto, nous fournissons des ensembles complets de protection environnementale spécialement conçus pour les applications minières, notamment des capuchons de tige robustes, des ensembles à double racloir et des fixations résistantes aux chocs et aux vibrations.
Conclusion
Les revêtements céramiques transforment les tiges de cylindre, qui sont des composants consommables, en actifs à long terme dans les applications minières, réduisant considérablement la fréquence de remplacement, les coûts de maintenance et les temps d'arrêt imprévus grâce à leur résistance à l'abrasion et leur durabilité supérieures. 🏆
FAQ sur les revêtements céramiques pour les cylindres miniers
Q : Les revêtements céramiques peuvent-ils être appliqués sur des tiges chromées existantes à des fins d'amélioration ?
Oui, mais le chrome doit d'abord être complètement éliminé par meulage ou décapage chimique afin d'atteindre le substrat en acier de base. La tige est ensuite sablée afin de créer le profil de surface nécessaire à l'adhérence du revêtement céramique, puis revêtue et meulée. Cette remise à neuf coûte entre 60 et 70 % du prix d'une nouvelle tige revêtue de céramique et est économique pour les tiges de grand diamètre ou sur mesure, bien que nous recommandions généralement le remplacement pour les tailles standard.
Q : Que se passe-t-il si le revêtement céramique est endommagé ou ébréché pendant le fonctionnement ?
Les éclats superficiels mineurs (diamètre inférieur à 2 mm) ne se propagent généralement pas si la couche de liaison reste intacte, car la céramique environnante continue de protéger le substrat. Cependant, les dommages exposant l'acier de base créent un point d'usure localisé qui peut s'accélérer. Les tiges endommagées doivent être remplacées lors de la prochaine maintenance prévue plutôt que d'attendre une défaillance catastrophique. C'est pourquoi nous recommandons des inspections trimestrielles dans les environnements miniers difficiles.
Q : Les revêtements céramiques nécessitent-ils des procédures de rodage particulières ?
Oui, les tiges revêtues de céramique bénéficient d'une période de rodage de 50 à 100 cycles à vitesse réduite (50 à 60 % de la vitesse normale) et à pression réduite (70 à 80 % de la pression de service) avec une lubrification adéquate. Cela permet aux joints de s'adapter à la surface du revêtement et d'établir un film lubrifiant initial. Le fait de ne pas effectuer le rodage peut entraîner une usure prématurée des joints pendant les premières heures de fonctionnement.
Q : Comment les revêtements céramiques se comportent-ils dans les applications minières humides exposées à l'eau ?
Les revêtements céramiques excellent dans des conditions humides : les revêtements en carbure de chrome et en carbure de tungstène sont très résistants à la corrosion et ne souffrent pas de la corrosion sous-jacente qui peut soulever le chromage. Cependant, l'eau peut transporter des particules abrasives plus efficacement que la poussière sèche, ce qui rend l'étanchéité environnementale (capuchons de tige, essuie-glaces efficaces) encore plus critique. Nous avons constaté d'excellentes performances dans les applications minières humides avec une conception appropriée du système.
Q : Les tiges revêtues de céramique peuvent-elles être réparées ou revêtues à nouveau après usure ?
Les tiges revêtues de céramique peuvent être décapées et revêtues à nouveau, bien que chaque cycle enlève 0,1 à 0,2 mm de matériau de base lors de la préparation de la surface. Les tiges peuvent généralement être revêtues à nouveau 2 à 3 fois avant que les tolérances dimensionnelles ne soient compromises. Le revêtement coûte 50 à 60 % du prix d'une tige neuve. Chez Bepto, nous proposons des services de remise à neuf des tiges pour les applications haut de gamme ou personnalisées, bien que le remplacement soit souvent plus économique pour les cylindres de taille standard.
-
Découvrez les propriétés et les applications traditionnelles du chromage dur dans les machines industrielles. ↩
-
Découvrez les différentes techniques de projection thermique utilisées pour appliquer des revêtements protecteurs haute performance. ↩
-
Comprendre le processus de dépôt physique en phase vapeur (PVD) et son rôle dans la création de couches ultra-minces et résistantes. ↩
-
Découvrez les normes internationales relatives aux systèmes de gestion de la qualité qui garantissent une qualité constante des produits et des services. ↩
-
Passe en revue les normes internationales relatives à la pureté de l'air comprimé, qui définissent les limites de contamination pour les systèmes industriels. ↩
