

Tous les ingénieurs avec lesquels j'ai discuté sont confrontés au même dilemme : vous avez besoin d'une confiance absolue dans vos composants pneumatiques, mais les tests de fiabilité traditionnels peuvent retarder les projets de plusieurs mois. Pendant ce temps, les délais de production se rapprochent et la pression monte de la part de la direction qui veut des résultats pour hier. Cette lacune dans la vérification de la fiabilité crée un risque énorme.
Efficace cylindre pneumatique la vérification de la fiabilité combine essais de vibration accélérés1 avec une sélection appropriée du spectre, des cycles normalisés d'exposition au brouillard salin et une analyse complète des modes de défaillance afin de réduire des mois de validation en conditions réelles à quelques semaines tout en conservant une confiance statistique.
L'année dernière, j'ai consulté un fabricant de dispositifs médicaux en Suisse qui était confronté à ce problème précis. Sa ligne de production était prête, mais il ne pouvait pas la lancer sans valider que ses cylindres pneumatiques sans tige conserveraient leur précision pendant au moins 5 ans. En utilisant notre approche de vérification accélérée, nous avons comprimé ce qui aurait dû être 6 mois de tests en seulement 3 semaines, ce qui leur a permis de lancer leur production dans les temps tout en gardant une confiance totale dans la fiabilité de leur système.
Table des matières
- Sélection du spectre d'essai vibratoire
- Comparaison des cycles d'essai au brouillard salin
- Modèle d'analyse des modes de défaillance et de leurs effets
- Conclusion
- FAQ sur la vérification de la fiabilité
Comment choisir le bon spectre d'accélération pour les tests de vibration ?
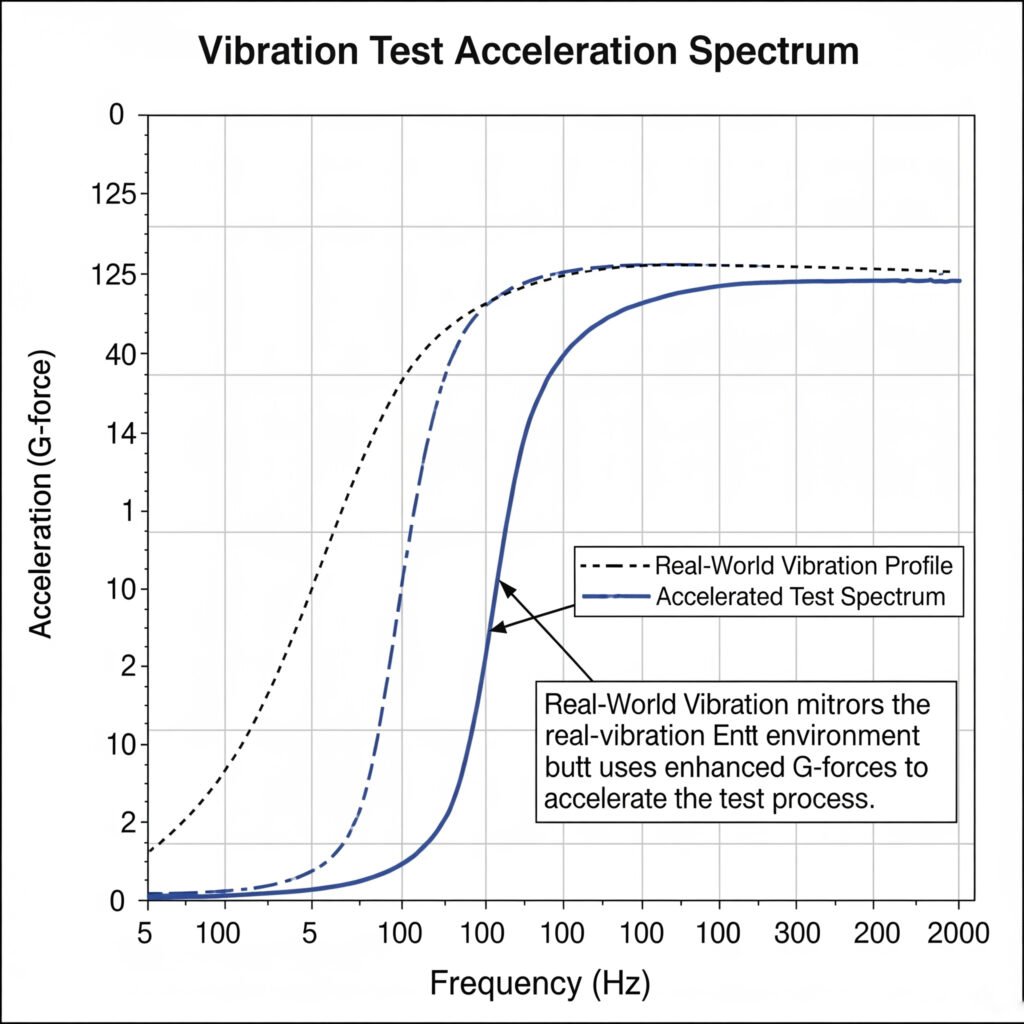
Le choix d'un mauvais spectre d'essai vibratoire est l'une des erreurs les plus courantes que j'observe en matière de vérification de la fiabilité. Soit le spectre est trop agressif, provoquant des défaillances irréalistes, soit il est trop doux, ne tenant pas compte des faiblesses critiques qui apparaîtront dans le monde réel.
Le spectre d'accélération optimal pour les essais de vibration doit correspondre à l'environnement spécifique de l'application tout en amplifiant les forces pour accélérer les essais. Pour les systèmes pneumatiques, un spectre qui couvre 5-2000 Hz avec des facteurs de multiplication de la force G appropriés basés sur l'environnement d'installation fournit les résultats prédictifs les plus précis.
Comprendre les catégories de profils vibratoires
Après avoir analysé des centaines d'installations de systèmes pneumatiques, j'ai classé les environnements vibratoires en fonction de ces profils :
| Catégorie Environnement | Gamme de fréquences | Force G maximale | Durée de l'essai Facteur |
|---|---|---|---|
| Industrie légère | 5-500 Hz | 0.5-2G | 1x |
| Fabrication générale | 5-1000 Hz | 1-5G | 1.5x |
| Industrie lourde | 5-2000 Hz | 3-10G | 2x |
| Transport/Mobile | 5-2000 Hz | 5-20G | 3x |
Méthodologie de sélection du spectre
Lorsque j'aide mes clients à choisir le spectre vibratoire qui leur convient, je procède en trois étapes :
Étape 1 : Caractérisation de l'environnement
Tout d'abord, mesurez ou estimez le profil vibratoire réel dans votre environnement d'application. Si une mesure directe n'est pas possible, utilisez les normes industrielles comme point de départ :
- ISO 20816 pour les machines industrielles
- MIL-STD-810G2 pour les applications de transport
- IEC 60068 pour les équipements électroniques généraux
Étape 2 : Détermination du facteur d'accélération
Pour réduire la durée des essais, il faut amplifier les forces de vibration. La relation suit ce principe :
Durée de l'essai = (heures de vie réelles × force G réelle²) ÷ (force G d'essai²)
Par exemple, pour simuler 5 ans (43 800 heures) de fonctionnement à 2G en seulement 168 heures (1 semaine), il faudrait effectuer des tests à :
Force G = √[(43 800 × 2²) ÷ 168] = environ 32,3G
Étape 3 : Mise en forme du spectre
L'étape finale consiste à façonner le spectre de fréquences en fonction de votre application. Cette étape est essentielle pour les vérins pneumatiques sans tige, qui ont des fréquences de résonance spécifiques qui varient en fonction de leur conception.
Étude de cas : Vérification des équipements d'emballage
J'ai récemment travaillé avec un fabricant allemand d'équipements d'emballage qui connaissait de mystérieuses défaillances de ses cylindres sans tige après environ 8 mois sur le terrain. Les tests standard n'avaient pas permis d'identifier le problème.
En mesurant le profil de vibration réel de leur équipement, nous avons découvert une fréquence de résonance à 873 Hz qui excitait un composant de leur conception de cylindre. Nous avons mis au point un spectre d'essai personnalisé qui mettait l'accent sur cette gamme de fréquences et, dans les 72 heures d'essais accélérés, nous avons reproduit la défaillance. Le fabricant a modifié sa conception et le problème a été résolu avant d'affecter d'autres clients.
Conseils pour la mise en œuvre des essais de vibration
Pour obtenir les résultats les plus précis, il convient de suivre les lignes directrices suivantes :
Essais multiaxes
Testez les trois axes successivement, car les défaillances se produisent souvent dans des directions non évidentes. Pour les cylindres sans tige en particulier, les vibrations de torsion peuvent provoquer des défaillances que les vibrations linéaires pures risquent d'ignorer.
Considérations relatives à la température
Effectuez des essais de vibration à la fois à la température ambiante et à la température de fonctionnement maximale. Nous avons constaté que la combinaison de températures élevées et de vibrations peut révéler les défaillances 2,3 fois plus rapidement que les vibrations seules.
Méthodes de collecte des données
Utilisez ces points de mesure pour obtenir des données complètes :
- Accélération aux points de montage
- Déplacement à mi-portée et aux extrémités
- Fluctuations de la pression interne pendant les vibrations
- Taux de fuite avant, pendant et après les essais
Quels sont les cycles d'essai au brouillard salin qui permettent de prédire la corrosion dans le monde réel ?
Les essais au brouillard salin sont souvent mal compris et mal appliqués dans la validation des composants pneumatiques. De nombreux ingénieurs se contentent de suivre les durées d'essai standard sans comprendre comment elles correspondent aux conditions réelles sur le terrain.
Les cycles d'essai au brouillard salin les plus prédictifs correspondent aux facteurs de corrosion de votre environnement d'exploitation spécifique. Pour la plupart des applications pneumatiques industrielles, un test cyclique alternant des pulvérisations de NaCl 5% (35°C) et des périodes sèches offre une corrélation nettement meilleure avec les performances réelles que les méthodes de pulvérisation continue.

Corrélation entre les heures de test et les performances sur le terrain
Ce tableau comparatif montre comment les différentes méthodes d'essai au brouillard salin correspondent à l'exposition réelle dans divers environnements :
| Environnement | En continu ASTM B1173 | Cyclique ISO 9227 | Modifié ASTM G85 |
|---|---|---|---|
| Intérieur Industriel | 24h = 1 an | 8h = 1 an | 12h = 1 an |
| Extérieur Urbain | 48h = 1 an | 16h = 1 an | 24h = 1 an |
| Littoral | 96h = 1 an | 32h = 1 an | 48h = 1 an |
| Marine/Offshore | 200h = 1 an | 72h = 1 an | 96h = 1 an |
Cadre de sélection du cycle d'essai
Lorsque je conseille mes clients sur les essais au brouillard salin, je recommande ces cycles en fonction du type de composant et de l'application :
Composants standard (aluminium/acier avec finitions de base)
| Application | Méthode d'essai | Détails du cycle | Critères de réussite |
|---|---|---|---|
| Utilisation à l'intérieur | ISO 9227 NSS | 24h de pulvérisation, 24h de séchage × 3 cycles | Pas de rouille rouge, <5% rouille blanche |
| Industrie générale | ISO 9227 NSS | 48h de pulvérisation, 24h de séchage × 4 cycles | Pas de rouille rouge, <10% rouille blanche |
| Environnement difficile | ASTM G85 A5 | 1h de pulvérisation, 1h de séchage × 120 cycles | Pas de corrosion du métal de base |
Composants de qualité supérieure (protection renforcée contre la corrosion)
| Application | Méthode d'essai | Détails du cycle | Critères de réussite |
|---|---|---|---|
| Utilisation à l'intérieur | ISO 9227 NSS | 72h de pulvérisation, 24h de séchage × 3 cycles | Pas de corrosion visible |
| Industrie générale | ISO 9227 NSS | 96h de pulvérisation, 24h de séchage × 4 cycles | Pas de rouille rouge, <5% rouille blanche |
| Environnement difficile | ASTM G85 A5 | 1h de pulvérisation, 1h de séchage × 240 cycles | Pas de corrosion visible |
Interprétation des résultats des tests
La clé d'un essai au brouillard salin valable est une interprétation correcte des résultats. Voici ce qu'il faut rechercher :
Indicateurs visuels
- Blanc rouille: Indicateur précoce sur les surfaces en zinc, généralement pas de problème fonctionnel
- Rouge/Brun Rouille: Corrosion du métal de base, indique une défaillance du revêtement
- Cloques: Indique un défaut d'adhérence du revêtement ou une corrosion sous la surface.
- La fuite du scribe: Mesures de protection du revêtement aux endroits endommagés
Évaluation de l'impact sur les performances
Après les essais au brouillard salin, évaluez toujours ces aspects fonctionnels :
- Intégrité du joint: Mesurer les taux de fuite avant et après l'exposition
- Force d'actionnement: Comparer la force requise avant et après le test
- Finition de la surface: Évaluer les changements susceptibles d'affecter les composants d'accouplement
- Stabilité dimensionnelle: Vérifier qu'il n'y a pas de gonflement ou de déformation dus à la corrosion
Étude de cas : Essais de composants automobiles
Un grand équipementier automobile était confronté à des problèmes de corrosion prématurée des composants pneumatiques des véhicules exportés vers les pays du Moyen-Orient. Le test standard de 96 heures au brouillard salin ne permettait pas d'identifier le problème.
Nous avons mis en œuvre un test cyclique modifié qui comprenait les éléments suivants
- 4 heures de brouillard salin (5% NaCl à 35°C)
- 4 heures de séchage à 60°C avec l'humidité 30%
- 16 heures d'exposition à l'humidité à 50°C avec 95% RH
- Répété pour 10 cycles
Ce test a permis d'identifier le mécanisme de défaillance en l'espace de 7 jours, révélant que la combinaison de températures élevées et de sel entraînait la dégradation d'un matériau d'étanchéité spécifique. Après le passage à un composé plus approprié, les défaillances sur le terrain ont chuté de 94%.
Comment créer un AMDE4 qui prévient réellement les défaillances sur le terrain ?
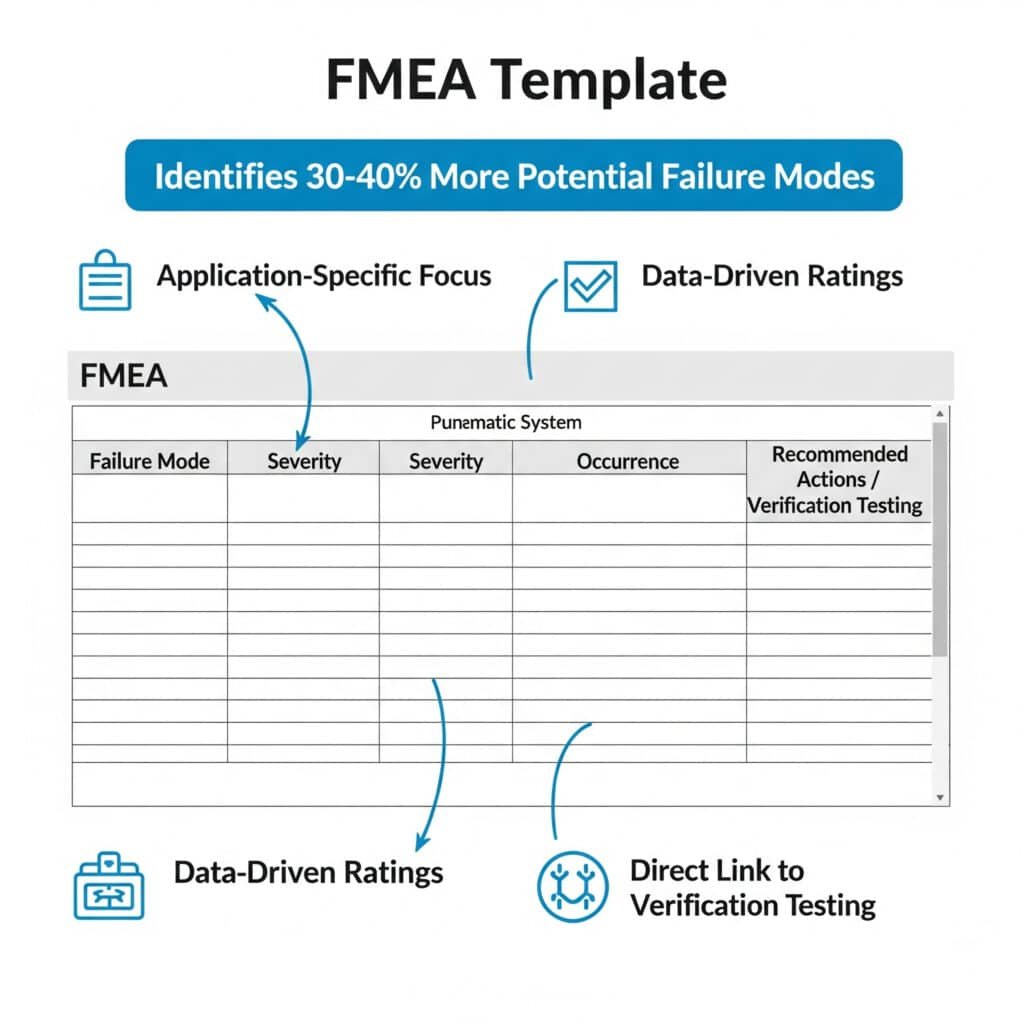
L'analyse des modes de défaillance et de leurs effets (AMDE) est souvent considérée comme un exercice administratif plutôt que comme un puissant outil de fiabilité. La plupart des AMDE que j'examine sont soit trop génériques, soit si complexes qu'elles sont inutilisables dans la pratique.
Une AMDE efficace pour les systèmes pneumatiques se concentre sur les modes de défaillance spécifiques à l'application, quantifie à la fois la probabilité et les conséquences à l'aide d'évaluations basées sur des données, et établit un lien direct avec les méthodes d'essai de vérification. Cette approche permet généralement d'identifier 30-40% plus de modes de défaillance potentiels que les modèles génériques.
Structure de l'AMDE pour les composants pneumatiques
Le modèle d'AMDE le plus efficace pour les systèmes pneumatiques comprend les éléments clés suivants :
| Section | Objectif | Principaux avantages |
|---|---|---|
| Ventilation des composants | Identifie toutes les pièces critiques | Assurer une analyse complète |
| Description de la fonction | Définit la performance visée | Clarifie ce qui constitue un échec |
| Modes de défaillance | Énumère les façons spécifiques dont la fonction peut échouer | Guide des tests ciblés |
| Analyse des effets | Décrit l'impact sur le système et l'utilisateur | Priorité aux questions critiques |
| Analyse des causes | Identifie les causes profondes | Diriger les actions préventives |
| Contrôles actuels | Documente les garanties existantes | Éviter les doubles emplois |
| Numéro de priorité du risque5 | Quantifie le risque global | Concentrer les ressources sur les risques les plus élevés |
| Actions recommandées | Précise les mesures d'atténuation | Élaborer un plan d'action |
| Méthode de vérification | Liens vers des tests spécifiques | Assurer une validation correcte |
Développement de modes de défaillance spécifiques aux applications
Les AMDE génériques passent souvent à côté des modes de défaillance les plus importants parce qu'elles ne tiennent pas compte de votre application spécifique. Je recommande cette approche pour développer des modes de défaillance complets :
Étape 1 : Analyse des fonctions
Décomposer chaque fonction des composants en exigences de performance spécifiques :
Pour un vérin pneumatique sans tige, les fonctions sont les suivantes :
- Fournir un mouvement linéaire avec la force spécifiée
- Maintenir la précision de la position dans les limites de la tolérance
- Contenir la pression sans fuite
- Respecter les paramètres de vitesse
- Maintien de l'alignement sous charge
Étape 2 : Cartographie des facteurs environnementaux
Pour chaque fonction, examinez comment ces facteurs environnementaux peuvent entraîner une défaillance :
| Facteur | Impact potentiel |
|---|---|
| Température | Modification des propriétés des matériaux, dilatation thermique |
| Humidité | Corrosion, problèmes électriques, changements de friction |
| Vibrations | Desserrage, fatigue, résonance |
| Contamination | Usure, blocage, détérioration des joints |
| Variation de la pression | Contrainte, déformation, défaillance du joint |
| Fréquence du cycle | Fatigue, accumulation de chaleur, défaillance de la lubrification |
Étape 3 : Analyse des interactions
Tenir compte de l'interaction des composants entre eux et avec le système :
- Points d'interface entre les composants
- Voies de transfert d'énergie
- Dépendances signal/contrôle
- Problèmes de compatibilité des matériaux
Méthodologie d'évaluation des risques
Le calcul traditionnel de l'IPR (indice de priorité des risques) ne permet souvent pas de hiérarchiser les risques avec précision. Je recommande cette approche améliorée :
Taux de gravité (1-10)
Sur la base de ces critères :
1-2 : Impact négligeable, pas d'effet perceptible
3-4 : Impact mineur, légère dégradation des performances
5-6 : Impact modéré, fonctionnalité réduite
7-8 : Impact majeur, perte de performance significative
9-10 : Impact critique, problème de sécurité ou échec complet
Taux d'occurrence (1-10)
Sur la base de probabilités fondées sur des données :
1 : <1 par million de cycles
2-3 : 1-10 par million de cycles
4-5 : 1-10 par 100 000 cycles
6-7 : 1-10 par 10 000 cycles
8-10 : >1 pour 1000 cycles
Note de détection (1-10)
Basé sur la capacité de vérification :
1-2 : Détection certaine avant l'impact sur le client
3-4 : forte probabilité de détection
5-6 : Risque modéré de détection
7-8 : Faible probabilité de détection
9-10 : Impossible à détecter avec les méthodes actuelles
Lien entre l'AMDE et les essais de vérification
L'aspect le plus précieux d'une AMDE correcte est la création de liens directs avec les tests de vérification. Pour chaque mode de défaillance, précisez
- Méthode d'essai: Le test spécifique qui vérifiera ce mode de défaillance
- Paramètres d'essai: Les conditions exactes requises
- Critères de réussite/échec: Normes d'acceptation quantitatives
- Taille de l'échantillon: Exigences de confiance statistique
Étude de cas : Amélioration de la conception grâce à l'AMDE
Un fabricant danois d'équipements médicaux développait un nouveau dispositif utilisant des vérins pneumatiques sans tige pour un positionnement précis. Son AMDE initiale était générique et ne tenait pas compte de plusieurs modes de défaillance critiques.
En utilisant notre processus d'AMDE spécifique à l'application, nous avons identifié un mode de défaillance potentiel dans lequel les vibrations pouvaient provoquer un désalignement progressif du système de roulement du cylindre. Ce phénomène n'a pas été pris en compte dans les tests standard.
Nous avons mis au point un test combiné de vibration et de cycle qui a simulé 5 ans de fonctionnement en 2 semaines. Le test a révélé une dégradation progressive des performances qui aurait été inacceptable dans l'application médicale. En modifiant la conception du roulement et en ajoutant un mécanisme d'alignement secondaire, le problème a été résolu avant le lancement du produit.
Conclusion
Une vérification efficace de la fiabilité des systèmes pneumatiques nécessite une sélection judicieuse des spectres d'essai de vibration, des cycles d'essai au brouillard salin adaptés à l'application et une analyse complète des modes de défaillance. En intégrant ces trois approches, vous pouvez réduire considérablement le temps de vérification tout en augmentant la confiance dans la fiabilité à long terme.
FAQ sur la vérification de la fiabilité
Quelle est la taille minimale de l'échantillon nécessaire pour effectuer des essais fiables sur les composants pneumatiques ?
Pour les composants pneumatiques tels que les vérins sans tige, la confiance statistique exige de tester au moins 5 unités pour les essais de qualification et 3 unités pour la vérification continue de la qualité. Les applications critiques peuvent nécessiter des échantillons plus importants de 10 à 30 unités pour détecter des modes de défaillance à faible probabilité.
Comment déterminer le facteur d'accélération approprié pour les tests de fiabilité ?
Le facteur d'accélération approprié dépend des mécanismes de défaillance testés. Pour l'usure mécanique, des facteurs de 2 à 5 fois sont typiques. Pour le vieillissement thermique, un facteur de 10 est courant. Pour les essais de vibration, des facteurs de 5 à 20 fois peuvent être appliqués. Des facteurs plus élevés risquent d'induire des modes de défaillance irréalistes.
Les résultats des essais au brouillard salin permettent-ils de prédire la résistance réelle à la corrosion en quelques années ?
Les essais au brouillard salin fournissent des prévisions relatives, et non absolues, de la résistance à la corrosion. La corrélation entre les heures d'essai et les années réelles varie considérablement selon l'environnement. Pour les environnements industriels intérieurs, 24 à 48 heures de brouillard salin continu représentent généralement 1 à 2 ans d'exposition.
Quelle est la différence entre l'AMDE et l'AMDEF pour les composants pneumatiques ?
L'AMDE de conception (DFMEA) se concentre sur les faiblesses de conception inhérentes aux composants pneumatiques, tandis que l'AMDE de processus (PFMEA) s'intéresse aux défaillances potentielles introduites au cours de la fabrication. Les deux sont nécessaires - l'AMDE garantit la robustesse de la conception, tandis que l'AMDE Process assure une qualité de production constante.
À quelle fréquence les essais de vérification de la fiabilité doivent-ils être répétés pendant la production ?
Une vérification complète de la fiabilité doit être effectuée lors de la qualification initiale et à chaque fois que des modifications importantes sont apportées à la conception ou au processus. Une vérification abrégée (axée sur les paramètres critiques) doit être effectuée tous les trimestres, avec un échantillonnage statistique basé sur le volume de production et le niveau de risque.
Quels sont les facteurs environnementaux qui ont le plus d'impact sur la fiabilité des vérins pneumatiques sans tige ?
Les facteurs environnementaux les plus importants affectant la fiabilité des vérins pneumatiques sans tige sont les fluctuations de température (affectant les performances des joints), la contamination particulaire (provoquant une usure accélérée) et les vibrations (ayant un impact sur l'alignement des roulements et l'intégrité des joints). Ces trois facteurs sont responsables d'environ 70% des défaillances prématurées.
-
Explique les principes du test de durée de vie accéléré (ALT), un processus qui consiste à tester un produit en le soumettant à des conditions (telles que la contrainte, la déformation, la température, la tension, le taux de vibration) supérieures à ses paramètres de service normaux afin de déterminer sa durée de vie dans un laps de temps plus court. ↩
-
Fournit une vue d'ensemble de la norme MIL-STD-810, une norme militaire américaine qui décrit les considérations d'ingénierie environnementale et les tests de laboratoire, en se concentrant sur ses méthodes largement utilisées pour les tests de vibration qui simulent les conditions du monde réel pour les équipements. ↩
-
Détaille la norme ASTM B117, qui fournit la procédure normalisée pour l'utilisation d'un appareil à brouillard salin neutre, un test de corrosion courant et ancien utilisé pour évaluer la résistance relative à la corrosion des matériaux et des revêtements. ↩
-
Offre une explication complète de l'analyse des modes de défaillance et de leurs effets (AMDE), une approche systématique et proactive permettant d'identifier les modes de défaillance potentiels dans une conception, un processus ou un produit, et d'évaluer le risque associé à ces défaillances. ↩
-
Décrit la méthode de calcul de l'indice de priorité du risque (IPR) dans une AMDE, qui est un classement quantitatif du risque calculé en multipliant les scores de gravité, d'occurrence et de détection, utilisé pour hiérarchiser les actions correctives. ↩
