

Tous les ingénieurs de sécurité que je consulte sont confrontés au même défi : les systèmes de sécurité pneumatiques standard ne parviennent souvent pas à fournir une protection adéquate dans les applications à haut risque. Vous avez probablement connu l'anxiété des accidents évités de justesse, la frustration des retards de production dus à des déclenchements intempestifs ou, pire encore, la dévastation d'un incident de sécurité réel malgré la mise en place de systèmes "conformes". Ces lacunes rendent les travailleurs vulnérables et exposent les entreprises à une responsabilité importante.
Le système de sécurité pneumatique le plus efficace combine une réponse rapide aux situations d'urgence. vannes d'arrêt (moins de 50 ms), des Classé SIL1 des circuits de sécurité redondants et des mécanismes de verrouillage à double pression validés. Cette approche globale permet généralement de réduire les risques de blessures graves de 96 à 99% par rapport aux systèmes de base axés sur la conformité.
Le mois dernier, j'ai travaillé avec une usine de fabrication de l'Ontario qui avait subi une blessure grave lorsque son système de sécurité pneumatique standard n'avait pas réussi à empêcher un mouvement inattendu pendant la maintenance. Après avoir mis en œuvre notre approche globale de la sécurité, l'entreprise a non seulement éliminé les incidents de sécurité, mais elle a également augmenté sa productivité de 14% grâce à la réduction des temps d'arrêt dus à des déclenchements intempestifs et à l'amélioration des procédures d'accès pour la maintenance.
Table des matières
- Normes relatives au temps de réponse des vannes d'arrêt d'urgence
- Spécifications pour la conception de circuits de sécurité au niveau SIL
- Processus de validation du mécanisme de verrouillage à double pression
- Conclusion
- FAQ sur les systèmes de sécurité pneumatiques
Quel délai d'intervention les vannes d'arrêt d'urgence doivent-elles réellement respecter pour éviter les blessures ?
De nombreux ingénieurs en sécurité sélectionnent les vannes d'arrêt d'urgence en se basant principalement sur la capacité de débit et le coût, en négligeant le facteur critique qu'est le temps de réponse. Cette négligence peut avoir des conséquences catastrophiques lorsque des millisecondes font la différence entre un accident évité de justesse et une blessure grave.
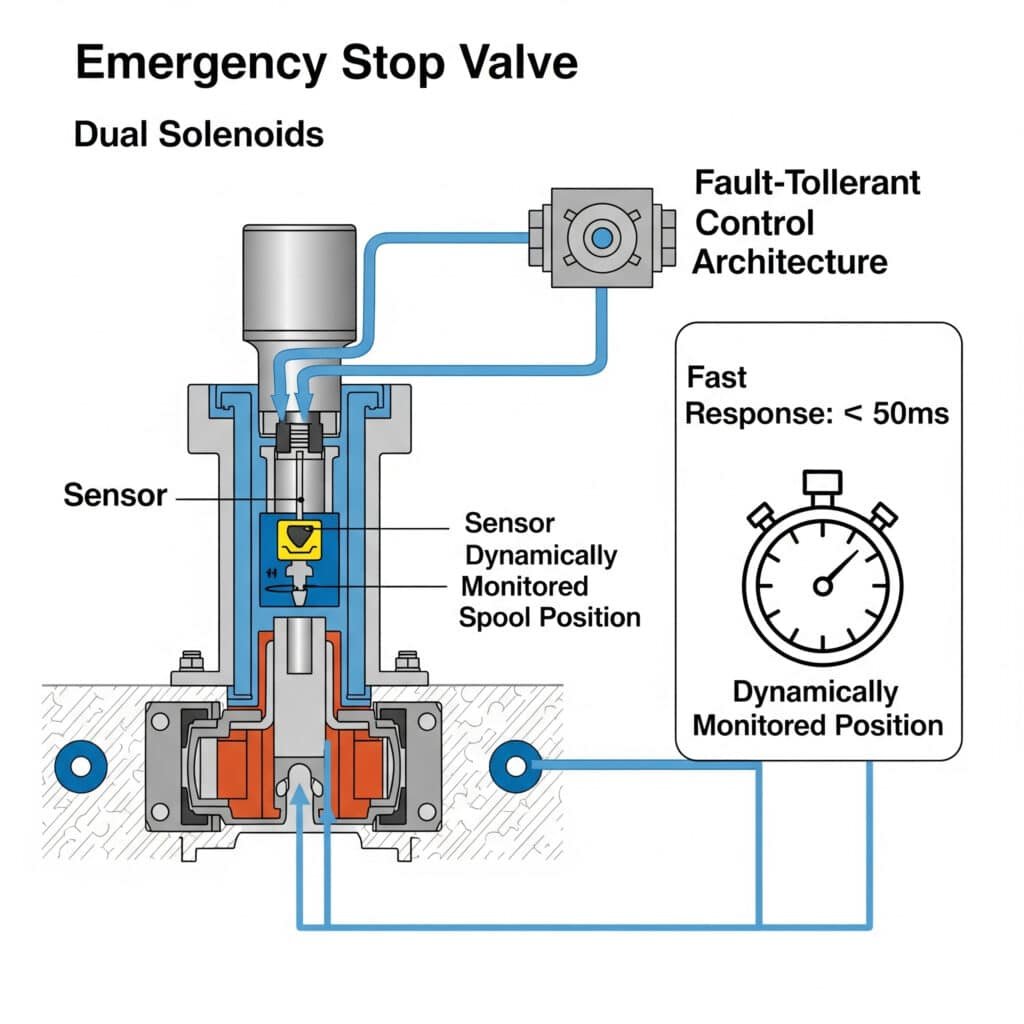
Pour être efficaces, les vannes d'arrêt d'urgence des systèmes pneumatiques doivent se fermer complètement dans un délai de 15 à 50 ms, selon le niveau de risque de l'application, conserver des performances constantes pendant toute leur durée de vie et être dotées de fonctions de surveillance permettant de détecter les dégradations. Les conceptions les plus fiables intègrent des solénoïdes doubles avec des positions de tiroir contrôlées dynamiquement et une architecture de contrôle tolérante aux pannes.
Normes globales de temps de réponse pour les vannes d'arrêt d'urgence
Après avoir analysé des centaines d'incidents liés à la sécurité pneumatique et effectué des tests approfondis, j'ai mis au point ces normes de temps de réponse spécifiques aux applications :
| Catégorie de risque | Temps de réponse requis | Technologie des vannes | Exigences en matière de surveillance | Fréquence des tests | Applications typiques |
|---|---|---|---|---|---|
| Risque extrême | 10-15ms | Surveillance dynamique, double solénoïde | Surveillance continue du cycle, détection des défaillances | Mensuel | Presses à grande vitesse, cellules de travail robotisées, découpe automatisée |
| Risque élevé | 15-30ms | Surveillance dynamique, double solénoïde | Retour d'information sur la position, détection des défauts | Trimestrielle | Équipement de manutention, assemblage automatisé, machines d'emballage |
| Risque moyen | 30-50ms | Surveillance statique, double solénoïde | Retour d'information sur la position | Semestrielle | Systèmes de convoyage, automatisation simple, traitement des matériaux |
| Risque faible | 50-100 ms | Solénoïde simple avec ressort de rappel | Retour de position de base | Annuellement | Applications non dangereuses, outillage simple, systèmes auxiliaires |
Méthodologie de mesure et de validation du temps de réponse
Pour valider correctement les performances des vannes d'arrêt d'urgence, il convient de suivre ce protocole d'essai complet :
Phase 1 : Caractérisation initiale du temps de réponse
Établir des performances de base par des tests rigoureux :
Signal électrique au mouvement initial
Mesurer le délai entre la mise hors tension et le premier mouvement détectable de la vanne :
- Utiliser l'acquisition de données à grande vitesse (échantillonnage minimum de 1kHz)
- Test à la tension d'alimentation minimale, nominale et maximale
- Répéter les mesures à la pression minimale, nominale et maximale de fonctionnement
- Effectuer au moins 10 cycles pour établir la validité statistique
- Calculer les temps de réponse moyens et maximumsMesure du temps de déplacement complet
Déterminer le temps nécessaire à la fermeture complète de la vanne :
- Utiliser des capteurs de débit pour détecter l'arrêt complet du débit
- Mesurer les courbes de décroissance de la pression en aval de la vanne
- Calculer le temps de fermeture effectif en fonction de la réduction du flux
- Essai dans différentes conditions de débit (25%, 50%, 75%, 100% du débit nominal)
- Documenter le scénario de réponse le plus défavorableValidation de la réponse du système
Évaluer les performances de l'ensemble de la fonction de sécurité :
- Mesurer le temps écoulé entre l'événement déclencheur et l'arrêt du mouvement dangereux
- Inclure tous les composants du système (capteurs, contrôleurs, vannes, actionneurs).
- Essai dans des conditions de charge réalistes
- Documenter le temps de réponse de la fonction de sécurité totale
- Comparer avec les exigences calculées en matière de distance de sécurité
Phase 2 : Essais environnementaux et tests d'état
Vérifier les performances sur l'ensemble de l'enveloppe de fonctionnement :
Analyse de l'effet de la température
Temps de réponse de l'essai sur l'ensemble de la plage de température :
- Performance de démarrage à froid (température nominale minimale)
- Fonctionnement à haute température (température nominale maximale)
- Scénarios dynamiques de changement de température
- Effets des cycles thermiques sur la cohérence des réponsesTest de variation de l'offre
Évaluer les performances dans des conditions d'approvisionnement non idéales :
- Pression d'alimentation réduite (minimum spécifié -10%)
- Pression d'alimentation élevée (maximum spécifié +10%)
- Fluctuation de la pression pendant le fonctionnement
- Air d'alimentation contaminé (introduire une contamination contrôlée)
- Fluctuations de tension (±10% de la valeur nominale)Évaluation des performances d'endurance
Vérifier la cohérence de la réponse à long terme :
- Mesure du temps de réponse initial
- Cycle de vie accéléré (minimum 100 000 cycles)
- Mesure périodique du temps de réponse pendant le cycle
- Vérification du temps de réponse final
- Analyse statistique de la dérive du temps de réponse
Phase 3 : Test des modes de défaillance
Évaluer les performances dans les conditions de défaillance prévisibles :
Test de scénario de défaillance partielle
Évaluer la réponse lors de la dégradation des composants :
- Dégradation simulée du solénoïde (puissance réduite)
- Obstruction mécanique partielle
- Augmentation de la friction grâce à une contamination contrôlée
- Réduction de la force du ressort (le cas échéant)
- Simulation de défaillance de capteurAnalyse des causes communes de défaillance
Tester la résistance aux défaillances systémiques :
- Perturbations de l'alimentation électrique
- Interruptions de l'alimentation en pression
- Conditions environnementales extrêmes
- Essais d'interférence CEM/EMI
- Essais de vibrations et de chocs
Étude de cas : Amélioration de la sécurité des opérations d'emboutissage de métaux
Une usine d'emboutissage de métaux de Pennsylvanie a frôlé l'incident lorsque le système de sécurité de sa presse pneumatique n'a pas réagi assez rapidement lors d'un arrêt d'urgence. La vanne existante avait un temps de réponse mesuré de 85 ms, ce qui permettait à la presse de poursuivre son mouvement sur 38 mm après le déclenchement de la barrière immatérielle.
Nous avons procédé à une évaluation complète de la sécurité :
Analyse initiale du système
- Vitesse de fermeture de la presse : 450 mm/seconde
- Temps de réponse de la vanne existante : 85 ms
- Temps de réponse total du système : 115 ms
- Mouvement après détection : 51,75 mm
- Performances requises en matière d'arrêt en toute sécurité : mouvement <10mm
Mise en œuvre de la solution
Nous avons recommandé et mis en œuvre ces améliorations :
| Composant | Spécification originale | Spécifications améliorées | Amélioration des performances |
|---|---|---|---|
| Vanne d'arrêt d'urgence | Solénoïde unique, réponse de 85 ms | Solénoïde à double contrôle, réponse de 12 ms | 85,9% réponse plus rapide |
| Architecture de contrôle | Logique de base des relais | Automate de sécurité avec diagnostic | Surveillance renforcée et redondance |
| Position d'installation | A distance de l'actionneur | Montage direct sur le cylindre | Réduction du délai de transmission pneumatique |
| Capacité d'échappement | Silencieux standard | Échappement rapide à haut débit | Libération de la pression 3,2 fois plus rapide |
| Système de surveillance | Aucun | Contrôle dynamique de la position des vannes | Détection des défauts en temps réel |
Résultats de la validation
Après la mise en œuvre, le système a atteint ses objectifs :
- Temps de réponse des vannes : 12 ms (amélioration de 85,9%)
- Temps de réponse total du système : 28 ms (amélioration de 75,7%)
- Mouvement après détection : 12,6 mm (amélioration 75,7%)
- Le système est désormais conforme à la ISO 138552 exigences en matière de distance de sécurité
- Avantage supplémentaire : réduction de 22% du nombre de déclenchements intempestifs grâce à l'amélioration des diagnostics
Meilleures pratiques de mise en œuvre
Pour une performance optimale de la vanne d'arrêt d'urgence :
Critères de sélection des vannes
Concentrez-vous sur ces spécifications essentielles :
- Vérification de la documentation relative au temps de réponse (pas seulement les affirmations du catalogue)
- Valeur B10d3 ou MTTFd correspondant au niveau de performance requis
- Capacité de surveillance dynamique de la position de la vanne
- Tolérance de défaillance adaptée au niveau de risque
- Capacité d'écoulement avec une marge de sécurité adéquate (minimum 20%)
Lignes directrices pour l'installation
Optimiser l'installation pour une réponse plus rapide :
- Positionner les vannes aussi près que possible des actionneurs
- Dimensionner les conduites d'alimentation pour une perte de charge minimale
- Maximiser la capacité d'échappement avec une restriction minimale
- Mise en place de soupapes d'échappement rapides pour les gros cylindres
- S'assurer que les connexions électriques respectent le temps de réponse requis
Protocole d'entretien et de test
Mettre en place une validation continue et rigoureuse :
- Documenter le temps de réponse de référence lors de la mise en service
- Mettre en œuvre des tests réguliers du temps de réponse à des intervalles appropriés au risque.
- Établir la dégradation maximale acceptable du temps de réponse (généralement 20%)
- Définir des critères clairs pour le remplacement ou le reconditionnement des soupapes
- Tenir à jour les registres de tests pour la documentation de conformité
Comment concevoir des circuits de sécurité pneumatiques qui atteignent réellement leur niveau SIL ?
De nombreux circuits de sécurité pneumatiques sont classés SIL sur le papier, mais n'atteignent pas ces performances dans des conditions réelles en raison d'erreurs de conception, d'une mauvaise sélection des composants ou d'une validation inadéquate.
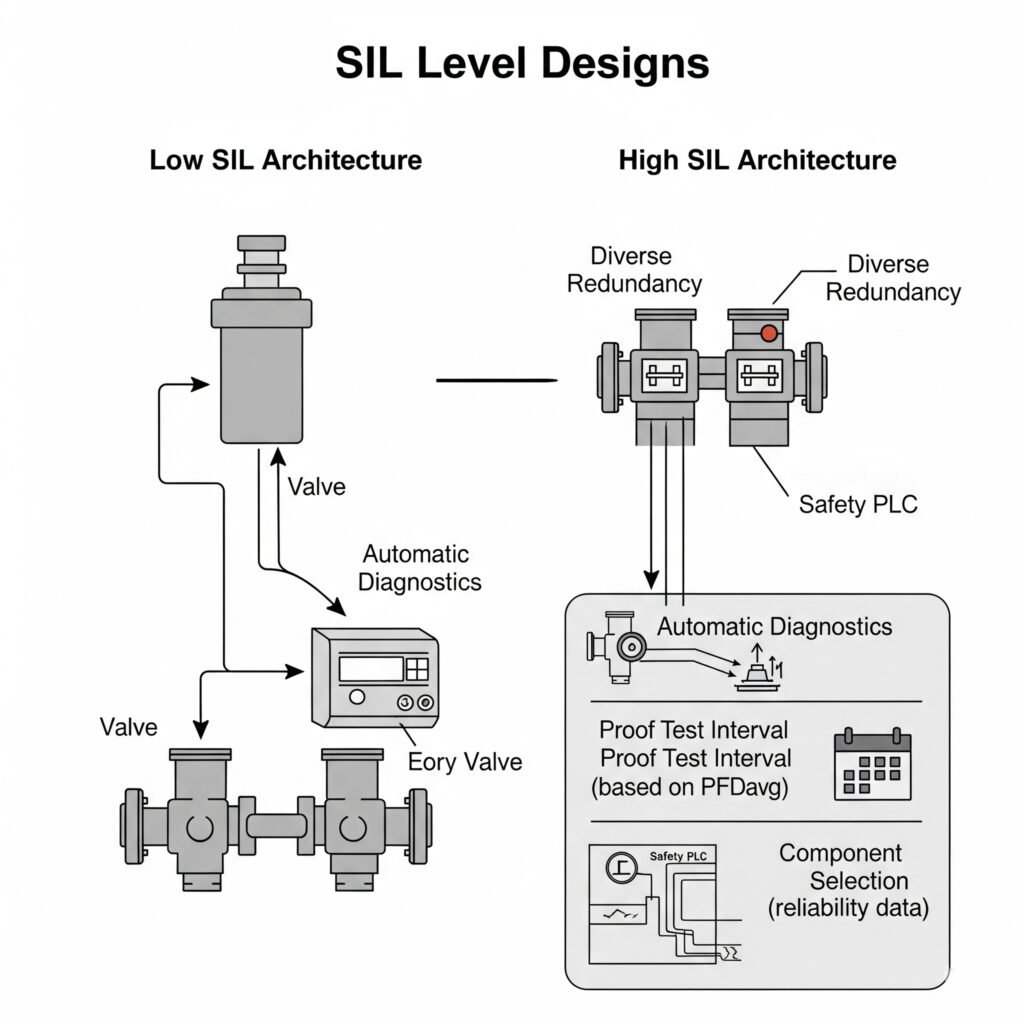
Pour être efficaces, les circuits de sécurité pneumatiques classés SIL doivent faire l'objet d'une sélection systématique des composants sur la base des données de fiabilité, d'une architecture correspondant au niveau SIL requis, d'une analyse complète des modes de défaillance et de procédures validées d'essais de validation. Les conceptions les plus fiables intègrent diverses redondances, des diagnostics automatiques et des intervalles d'essais de validation définis sur la base des données calculées. PFDavg4 valeurs.
Cadre de conception SIL complet pour les circuits de sécurité pneumatiques
Après avoir mis en œuvre des centaines de systèmes de sécurité pneumatique classés SIL, j'ai développé cette approche de conception structurée :
| Niveau SIL | PFDavg requis | Architecture typique | Couverture diagnostique | Intervalle de test d'épreuve | Exigences relatives aux composants |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ à 10-² | 1oo1 avec diagnostic | >60% | 1-3 ans | Données de base sur la fiabilité, MTTF modéré |
| SIL 2 | 10-² à 10-³ | 1oo2 ou 2oo3 | >90% | 6 mois - 1 an | Composants certifiés, MTTF élevé, données de défaillance |
| SIL 3 | 10-³ à 10-⁴ | 2oo3 ou mieux | >99% | 1-6 mois | Certification SIL 3, données complètes sur les défaillances, diverses technologies |
| SIL 4 | 10-⁴ à 10-⁵ | Redondance multiple et diversifiée | >99,9% | <1 mois | Composants spécialisés, éprouvés dans des applications similaires |
Méthodologie de conception SIL structurée pour les systèmes pneumatiques
Pour concevoir correctement des circuits de sécurité pneumatique classés SIL, suivez cette méthodologie complète :
Phase 1 : Définition de la fonction de sécurité
Commencez par définir précisément les exigences en matière de sécurité :
Spécification des exigences fonctionnelles
Documenter exactement ce que la fonction de sécurité doit accomplir :
- Risques spécifiques atténués
- Temps de réponse requis
- Définition de l'état de sécurité
- Modes de fonctionnement couverts
- Exigences en matière de réinitialisation manuelle
- Intégration avec d'autres fonctions de sécuritéDétermination de la cible SIL
Établir le niveau d'intégrité de sécurité requis :
- Effectuer une évaluation des risques conformément à la norme IEC 61508/62061 ou ISO 13849
- Déterminer la réduction des risques nécessaire
- Calculer la probabilité de défaillance cible
- Assigner un objectif SIL approprié
- Documenter les raisons de la sélection du SILDéfinition des critères de performance
Établir des exigences de performance mesurables :
- Probabilité de défaillance dangereuse maximale admissible
- Couverture diagnostique requise
- Tolérance minimale aux pannes matérielles
- Exigences systématiques en matière de capacités
- Conditions environnementales
- Temps de mission et intervalles d'essai
Phase 2 : Conception de l'architecture
Élaborer une architecture de système permettant d'atteindre le SIL requis :
Décomposition des sous-systèmes
Décomposer la fonction de sécurité en éléments gérables :
- Dispositifs d'entrée (par exemple, arrêts d'urgence, pressostats)
- Résolveurs logiques (relais de sécurité, automates de sécurité)
- Éléments finaux (vannes, mécanismes de verrouillage)
- Interfaces entre les sous-systèmes
- Éléments de suivi et de diagnosticÉlaboration d'une stratégie de licenciement
Concevoir une redondance appropriée sur la base des exigences SIL :
- Redondance des composants (en parallèle ou en série)
- Diverses technologies pour prévenir les défaillances d'origine commune
- Modalités de vote (1oo1, 1oo2, 2oo2, 2oo3, etc.)
- Indépendance entre les canaux redondants
- Atténuation des causes communes de défaillanceConception de systèmes de diagnostic
Élaborer des diagnostics complets adaptés au SIL :
- Tests de diagnostic automatiques et fréquence
- Capacités de détection des défaillances
- Calcul de la couverture des diagnostics
- Réponse aux défauts détectés
- Indicateurs de diagnostic et interfaces
Phase 3 : Sélection des composants
Sélectionnez les composants qui prennent en charge le SIL requis :
Collecte de données sur la fiabilité
Recueillir des informations complètes sur la fiabilité :
- Données sur le taux d'échec (danger détecté, danger non détecté)
- Valeurs B10d pour les composants pneumatiques
- Valeurs SFF (Safe Failure Fraction)
- Expérience opérationnelle antérieure
- Données de fiabilité du fabricant
- Niveau de certification SIL des composantsÉvaluation et sélection des composants
Évaluer les composants par rapport aux exigences du SIL :
- Vérifier la certification de la capacité SIL
- Évaluer la capacité systématique
- Vérifier l'adéquation à l'environnement
- Confirmer les capacités de diagnostic
- Vérifier la compatibilité avec l'architecture
- Évaluer la susceptibilité aux défaillances d'origine communeAnalyse des modes de défaillance
Procéder à une évaluation détaillée des modes de défaillance :
- AMDEC (Analyse des modes de défaillance, de leurs effets et de leur diagnostic)
- Identification de tous les modes de défaillance pertinents
- Classification des défaillances (sûres, dangereuses, détectées, non détectées)
- Analyse des causes communes de défaillance
- Mécanismes d'usure et durée de vie de la mission
Phase 4 : Vérification et validation
Confirmer que la conception répond aux exigences du SIL :
Analyse quantitative
Calculer les indicateurs de performance en matière de sécurité :
- PFDavg (Probabilité de défaillance à la demande moyenne)
- HFT (Tolérance aux pannes matérielles)
- SFF (Safe Failure Fraction)
- Pourcentage de couverture des diagnostics
- Cause commune de la contribution à la défaillance
- Vérification de la réalisation globale du SILÉlaboration d'une procédure d'essai à l'épreuve
Créer des protocoles d'essai complets :
- Étapes de test détaillées pour chaque composant
- Équipement d'essai et configuration requis
- Critères de réussite/échec
- Détermination de la fréquence d'essai
- Exigences en matière de documentation
- Essai de course partielle, le cas échéantCréation d'un dossier de documentation
Établir une documentation complète sur la sécurité :
- Spécification des exigences de sécurité
- Calculs et analyses de conception
- Fiches techniques et certificats des composants
- Procédures d'essai
- Exigences en matière d'entretien
- Procédures de contrôle des modifications
Étude de cas : Système de sécurité pour le traitement des produits chimiques
Une usine de traitement chimique du Texas devait mettre en place un système de sécurité pneumatique de niveau SIL 2 pour la fonction d'arrêt d'urgence de son réacteur. La fonction de sécurité devait garantir une dépressurisation fiable des actionneurs pneumatiques contrôlant les vannes de processus critiques dans les 2 secondes suivant une situation d'urgence.
Nous avons conçu un circuit de sécurité pneumatique SIL 2 complet :
Définition de la fonction de sécurité
- Fonction : Dépressurisation d'urgence des actionneurs de vannes pneumatiques
- État de sécurité : Toutes les vannes de processus en position de sécurité
- Temps de réponse : <2 secondes pour une dépressurisation complète
- Objectif SIL : SIL 2 (PFDavg entre 10-² et 10-³)
- Durée de la mission : 15 ans avec des essais périodiques
Conception de l'architecture et sélection des composants
| Sous-système | Architecture | Composants sélectionnés | Données de fiabilité | Couverture diagnostique |
|---|---|---|---|---|
| Dispositifs d'entrée | 1oo2 | Transmetteurs de pression doubles avec comparaison | λDU = 2,3×10-⁷/heure chacun | 92% |
| Solveur logique | 1oo2D | Automate de sécurité avec modules de sortie pneumatique | λDU = 5,1×10-⁸/heure | 99% |
| Éléments finaux | 1oo2 | Valves d'échappement de sécurité à double contrôle | B10d = 2,5×10⁶ cycles | 95% |
| Approvisionnement pneumatique | Redondance des séries | Double régulateur de pression avec contrôle | λDU = 3,4×10-⁷/heure chacun | 85% |
Résultats de la vérification
- PFDavg calculé : 8,7×10-³ (dans la fourchette SIL 2)
- Tolérance aux pannes matérielles : HFT = 1 (conforme aux exigences SIL 2)
- Fraction de défaillance sûre : SFF = 94% (dépasse le minimum SIL 2)
- Facteur de cause commune : β = 2% (avec sélection de composants divers)
- Intervalle d'épreuve : 6 mois (sur la base des calculs de PFDavg)
- Capacité systématique : SC 2 (tous les composants avec SC 2 ou plus)
Résultats de la mise en œuvre
Après la mise en œuvre et la validation :
- Le système a passé avec succès la vérification SIL par une tierce partie
- Les essais ont confirmé les performances calculées
- Mise en place d'un test d'apoplexie partielle pour la validation mensuelle
- Procédures d'essai à toute épreuve documentées et validées
- Personnel d'entretien entièrement formé au fonctionnement et à l'essai du système
- Le système a effectué 12 arrêts d'urgence réussis en 3 ans.
Meilleures pratiques de mise en œuvre
Pour une mise en œuvre réussie d'un circuit de sécurité pneumatique classé SIL :
Exigences en matière de documentation de conception
Conserver des dossiers de conception complets :
- Spécification des exigences de sécurité avec un objectif SIL clair
- Diagrammes de blocs de fiabilité avec détails de l'architecture
- Justification de la sélection des composants et fiches techniques
- Calculs et hypothèses concernant le taux d'échec
- Analyse des causes communes de défaillance
- Calculs finaux de vérification SIL
Les pièges à éviter
Soyez attentifs à ces erreurs de conception fréquentes :
- Tolérance aux pannes matérielles insuffisante pour le niveau SIL
- Couverture inadéquate du diagnostic pour l'architecture
- Ne pas tenir compte des causes communes de défaillance
- Intervalles de test d'épreuve inappropriés
- Absence d'évaluation systématique des capacités
- Prise en compte insuffisante de l'état de l'environnement
- Documentation insuffisante pour la vérification SIL
Maintenance et gestion du changement
Mettre en place des processus continus et rigoureux :
- Procédures d'essai documentées avec des critères clairs de réussite ou d'échec
- Politiques strictes de remplacement des composants (à l'identique)
- Processus de gestion du changement pour toute modification
- Système de suivi et d'analyse des défaillances
- Revalidation périodique des calculs du SIL
- Programme de formation pour le personnel de maintenance
Comment valider les mécanismes de verrouillage à double pression pour s'assurer qu'ils fonctionnent réellement ?
Les mécanismes de verrouillage à double pression sont des dispositifs de sécurité essentiels qui empêchent tout mouvement inattendu dans les systèmes pneumatiques. Pourtant, nombre d'entre eux sont mis en œuvre sans validation appropriée, ce qui crée un faux sentiment de sécurité.
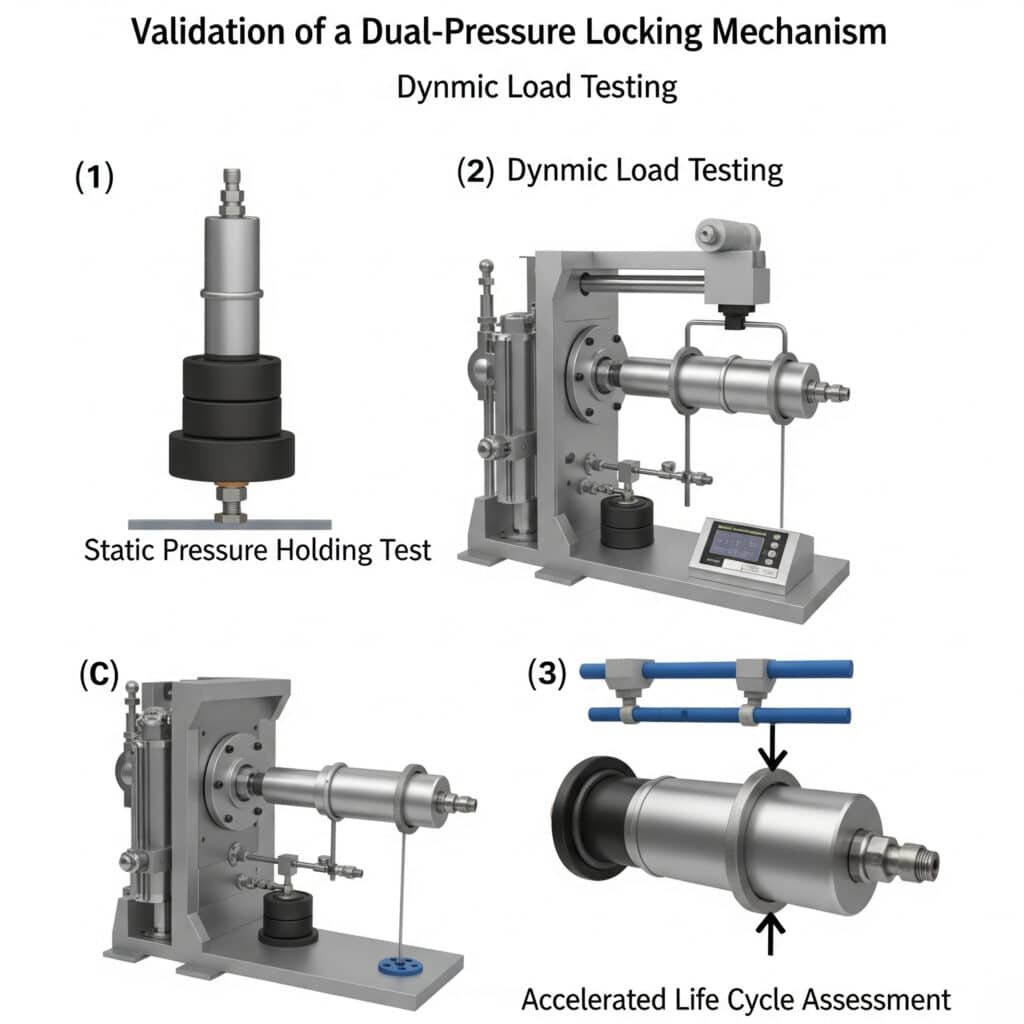
La validation efficace des mécanismes de verrouillage à double pression nécessite des essais complets dans toutes les conditions de fonctionnement prévisibles, une analyse des modes de défaillance et une vérification périodique des performances. Les processus de validation les plus fiables combinent des essais de maintien de la pression statique, des essais de charge dynamique et une évaluation accélérée du cycle de vie afin de garantir des performances constantes tout au long de la durée de vie du dispositif.
Cadre de validation complet du mécanisme de verrouillage à double pression
Après avoir mis en œuvre et validé des centaines de systèmes de verrouillage à double pression, j'ai développé cette approche de validation structurée :
| Phase de validation | Méthodes d'essai | Critères d'acceptation | Exigences en matière de documentation | Fréquence de validation |
|---|---|---|---|---|
| Validation de la conception | Analyse FEA5essais de prototypes, analyse des modes de défaillance | Zéro mouvement sous la charge nominale de 150%, comportement à sécurité intégrée | Calculs de conception, rapports d'essai, documentation FMEA | Une fois pendant la phase de conception |
| Validation de la production | Tests de charge, tests cycliques, mesure du temps de réponse | 100% engagement de la serrure, performance constante | Certificats d'essai, données de performance, enregistrements de traçabilité | Chaque lot de production |
| Validation de l'installation | Essais de charge in situ, vérification de la synchronisation, essais d'intégration | Fonctionnement correct dans l'application réelle | Liste de contrôle de l'installation, résultats des tests, rapport de mise en service | Chaque installation |
| Validation périodique | Inspection visuelle, essais fonctionnels, essais de charge partielle | Maintien des performances à 10% de la spécification d'origine | Dossiers d'inspection, résultats des tests, analyse des tendances | Sur la base d'une évaluation des risques (généralement 3 à 12 mois) |
Processus structuré de validation du mécanisme de verrouillage à double pression
Pour valider correctement les mécanismes de verrouillage à double pression, il convient de suivre ce processus complet :
Phase 1 : Validation de la conception
Vérifier le concept fondamental de la conception :
Analyse de la conception mécanique
Évaluer les principes mécaniques de base :
- Calculs de l'équilibre des forces dans toutes les conditions
- Analyse des contraintes des composants critiques
- Analyse de l'empilement des tolérances
- Vérification du choix des matériaux
- Résistance à la corrosion et à l'environnementAnalyse des modes de défaillance et de leurs effets
Réaliser une AMDE complète :
- Identifier tous les modes de défaillance potentiels
- Évaluer les effets et la criticité des défaillances
- Déterminer les méthodes de détection
- Calculer l'indice de priorité des risques (IPR)
- Élaborer des stratégies d'atténuation des défaillances à haut risqueTest de performance des prototypes
Vérifier les performances de la conception par des essais :
- Vérification de la capacité de rétention statique
- Test d'engagement dynamique
- Mesure du temps de réponse
- Test de l'état de l'environnement
- Essais accélérés du cycle de vie
Phase 2 : Validation de la production
Assurer une qualité de fabrication constante :
Protocole d'inspection des composants
Vérifier les spécifications des composants critiques :
- Vérification dimensionnelle des éléments de verrouillage
- Confirmation de la certification des matériaux
- Inspection de l'état de surface
- Vérification du traitement thermique, le cas échéant
- Essais non destructifs pour les composants critiquesVérification de l'assemblage Essais
Confirmer que l'assemblage et l'ajustement sont corrects :
- Alignement correct des éléments de verrouillage
- Précharge correcte des ressorts et des éléments mécaniques
- Couple de serrage approprié sur les fixations
- Etanchéité correcte des circuits pneumatiques
- Ajustement correct de tous les éléments variablesTests fonctionnels de performance
Vérifier le fonctionnement avant l'installation :
- Vérification de l'engagement de la serrure
- Mesure de la force de maintien
- Calendrier d'engagement/désengagement
- Test d'étanchéité des circuits pneumatiques
- Essais cycliques (minimum 1 000 cycles)
Phase 3 : Validation de l'installation
Vérifier les performances dans l'application réelle :
Liste de contrôle pour la vérification de l'installation
Confirmer que les conditions d'installation sont correctes :
- Alignement et stabilité du montage
- Qualité et pression de l'alimentation pneumatique
- Intégrité du signal de contrôle
- Protection de l'environnement
- Accessibilité pour l'inspection et l'entretienTests de systèmes intégrés
Vérifier les performances de l'ensemble du système :
- Interaction avec le système de contrôle
- Réponse aux signaux d'arrêt d'urgence
- Performance dans des conditions de charge réelles
- Compatibilité avec le cycle d'exploitation
- Intégration aux systèmes de surveillanceTest de charge spécifique à une application
Valider les performances dans des conditions réelles :
- Essai de maintien de la charge statique à la charge maximale de l'application
- Essai de charge dynamique en fonctionnement normal
- Résistance aux vibrations dans les conditions d'utilisation
- Cycle de température, le cas échéant
- Tests d'exposition aux contaminants, le cas échéant
Phase 4 : Validation périodique
Assurer l'intégrité permanente des performances :
Protocole d'inspection visuelle
Élaborer des contrôles visuels complets :
- Dommages externes ou corrosion
- Fuite ou contamination de fluide
- Fixations ou connexions desserrées
- Alignement et intégrité du montage
- Indicateurs d'usure, le cas échéantProcédure d'essai fonctionnel
Créer une vérification non invasive des performances :
- Vérification de l'engagement de la serrure
- Maintien contre une charge d'essai réduite
- Mesure du temps
- Test d'étanchéité
- Réponse au signal de commandeRecertification périodique complète
Établir des intervalles de validation importants :
- Démontage et inspection complets
- Remplacement des composants en fonction de leur état
- Essai en charge complète après remontage
- Mise à jour de la documentation et recertification
- Évaluation et prolongation de la durée de vie
Étude de cas : Système de manutention automatisé
Un centre de distribution de l'Illinois a connu un grave incident de sécurité lorsqu'un mécanisme de verrouillage à double pression d'un système de manutention aérienne est tombé en panne, provoquant la chute inattendue d'une charge. L'enquête a révélé que le mécanisme de verrouillage n'avait jamais été correctement validé après son installation et qu'il avait développé une usure interne qui n'avait pas été détectée.
Nous avons mis au point un programme de validation complet :
Résultats de l'évaluation initiale
- Conception de la serrure : Piston opposé à double pression
- Pression de service : 6,5 bar nominal
- Capacité de charge : Capacité nominale de 1 500 kg, capacité opérationnelle de 1 200 kg
- Mode de défaillance : Dégradation du joint interne entraînant une diminution de la pression
- Statut de validation : Essai initial en usine uniquement, pas de validation périodique
Mise en œuvre du programme de validation
Nous avons mis en œuvre cette approche de validation en plusieurs phases :
| Élément de validation | Méthodologie d'essai | Résultats | Mesures correctives |
|---|---|---|---|
| Examen de la conception | Analyse technique, modélisation FEA | Marge de conception adéquate mais suivi insuffisant | Contrôle de la pression ajouté, conception modifiée du joint |
| Analyse des modes de défaillance | AMDE complète | Identification de 3 modes de défaillance critiques sans détection | Mise en place d'une surveillance pour chaque mode de défaillance critique |
| Essai de charge statique | Application d'une charge incrémentale à 150% de la capacité nominale | Toutes les unités ont été acceptées après modification de la conception | Établi en tant qu'exigence de test annuel |
| Performance dynamique | Essais cycliques avec charge | 2 unités ont montré un engagement plus lent que prévu | Unités remises à neuf avec des composants améliorés |
| Système de surveillance | Contrôle continu de la pression avec alarme | Détection réussie de fuites simulées | Intégré au système de sécurité de l'établissement |
| Validation périodique | Développement d'un programme d'inspection à trois niveaux | Établissement de données de référence sur les performances | Création d'une documentation et d'un programme de formation |
Résultats du programme de validation
Après la mise en œuvre du programme de validation complet :
- 100% des mécanismes de verrouillage répondent désormais aux spécifications ou les dépassent
- Le contrôle automatisé permet une validation continue
- Le programme d'inspection mensuelle permet de détecter rapidement les problèmes
- Des tests de charge annuels confirment le maintien des performances
- Zéro incident de sécurité dans les 30 mois qui ont suivi la mise en œuvre
- Avantage supplémentaire : réduction de 35% de la maintenance d'urgence
Meilleures pratiques de mise en œuvre
Pour une validation efficace du mécanisme de verrouillage à double pression :
Exigences en matière de documentation
Tenir à jour des dossiers de validation complets :
- Rapports de validation de la conception et calculs
- Certificats de test de production
- Listes de contrôle pour la validation de l'installation
- Registres d'inspection périodique
- Enquêtes sur les défaillances et actions correctives
- Historique des modifications et résultats de la revalidation
Équipement d'essai et étalonnage
Garantir l'intégrité des mesures :
- Équipement d'essai de charge avec étalonnage valide
- Dispositifs de mesure de la pression d'une précision appropriée
- Systèmes de mesure du temps pour la validation des réponses
- Capacités de simulation environnementale en cas de besoin
- Acquisition automatisée des données pour plus de cohérence
Gestion du programme de validation
Mettre en place des processus de gouvernance solides :
- Attribution claire des responsabilités pour les activités de validation
- Exigences en matière de compétences pour le personnel chargé de la validation
- Examen par la direction des résultats de la validation
- Procédure d'action corrective en cas d'échec des validations
- Amélioration continue des méthodes de validation
- Gestion des changements pour les mises à jour du programme de validation
Conclusion
La mise en œuvre de systèmes de sécurité pneumatique réellement efficaces nécessite une approche globale qui va au-delà de la conformité de base. En se concentrant sur les trois éléments critiques abordés - vannes d'arrêt d'urgence à réponse rapide, circuits de sécurité classés SIL correctement conçus et mécanismes de verrouillage à double pression validés - les entreprises peuvent réduire considérablement le risque de blessures graves tout en améliorant souvent l'efficacité opérationnelle.
Les implémentations de sécurité les plus réussies traitent la validation comme un processus continu plutôt que comme un événement ponctuel. En établissant des protocoles de test robustes, en conservant une documentation complète et en contrôlant continuellement les performances, vous pouvez vous assurer que vos systèmes de sécurité pneumatiques fournissent une protection fiable tout au long de leur durée de vie.
FAQ sur les systèmes de sécurité pneumatiques
À quelle fréquence les vannes d'arrêt d'urgence doivent-elles être testées pour s'assurer qu'elles conservent leur temps de réponse ?
Les vannes d'arrêt d'urgence doivent être testées à des intervalles déterminés en fonction de leur catégorie de risque et de leur application. Les applications à haut risque nécessitent des tests mensuels, les applications à risque moyen des tests trimestriels et les applications à faible risque des tests semestriels ou annuels. Les tests doivent comprendre à la fois la mesure du temps de réponse et la vérification de la fonctionnalité complète. En outre, toute vanne dont le temps de réponse se dégrade de plus de 20% par rapport à sa spécification d'origine doit être immédiatement remplacée ou remise en état, quel que soit le calendrier des tests.
Quelle est la raison la plus fréquente pour laquelle les circuits de sécurité pneumatiques ne parviennent pas à atteindre leur niveau SIL dans les applications réelles ?
La raison la plus fréquente pour laquelle les circuits de sécurité pneumatiques ne parviennent pas à atteindre leur niveau SIL est la prise en compte inadéquate des défaillances de cause commune (CCF). Alors que les concepteurs se concentrent souvent sur la fiabilité des composants et l'architecture de redondance, ils sous-estiment fréquemment l'impact des facteurs qui peuvent affecter simultanément plusieurs composants, tels que l'alimentation en air contaminé, les fluctuations de tension, les conditions environnementales extrêmes ou les erreurs de maintenance. Une analyse et une atténuation appropriées des CCF peuvent améliorer les performances SIL d'un facteur de 3 à 5 dans les applications de sécurité pneumatique typiques.
Les mécanismes de verrouillage à double pression peuvent-ils être installés ultérieurement sur des systèmes pneumatiques existants ou nécessitent-ils une reconception complète du système ?
Les mécanismes de verrouillage à double pression peuvent être adaptés avec succès à la plupart des systèmes pneumatiques existants sans modification complète, bien que la mise en œuvre spécifique dépende de l'architecture du système. Pour les systèmes basés sur des cylindres, des dispositifs de verrouillage externes peuvent être ajoutés avec des modifications minimales. Pour les systèmes plus complexes, les blocs de sécurité modulaires peuvent être intégrés dans les collecteurs de vannes existants. La principale exigence est une validation correcte après l'installation, car les systèmes installés a posteriori ont souvent des caractéristiques de performance différentes de celles des systèmes conçus à l'origine. En règle générale, les mécanismes de verrouillage installés ultérieurement atteignent 90-95% de la performance des conceptions intégrées lorsqu'ils sont correctement mis en œuvre.
Quelle est la relation entre le temps de réponse et la distance de sécurité dans les systèmes de sécurité pneumatiques ?
La relation entre le temps de réponse et la distance de sécurité suit la formule S = (K × T) + C, où S est la distance de sécurité minimale, K est la vitesse d'approche (typiquement 1600-2000 mm/s pour les mouvements de la main/du bras), T est le temps de réponse total du système (y compris la détection, le traitement du signal et la réponse de la vanne), et C est une distance supplémentaire basée sur le potentiel d'intrusion. Pour les systèmes pneumatiques, chaque réduction de 10 ms du temps de réponse de la vanne permet généralement de réduire la distance de sécurité de 16 à 20 mm. Cette relation rend les vannes à réponse rapide particulièrement utiles dans les applications où l'espace est limité et où il n'est pas possible d'atteindre de grandes distances de sécurité.
Comment les facteurs environnementaux affectent-ils les performances des systèmes de sécurité pneumatiques ?
Les facteurs environnementaux ont un impact significatif sur les performances des systèmes de sécurité pneumatiques, la température ayant l'effet le plus prononcé. Les basses températures (inférieures à 5°C) peuvent augmenter les temps de réponse de 15-30% en raison de l'augmentation de la viscosité de l'air et de la rigidité des joints. Les températures élevées (supérieures à 40°C) peuvent réduire l'efficacité des joints et accélérer la dégradation des composants. L'humidité affecte la qualité de l'air et peut introduire de l'eau dans le système, ce qui peut entraîner des problèmes de corrosion ou de gel. Les contaminations provenant des environnements industriels peuvent obstruer les petits orifices et affecter le mouvement des vannes. Les vibrations peuvent desserrer les connexions et provoquer une usure prématurée des composants. Une validation complète doit inclure des essais dans toute la gamme d'environnements prévue pour l'application.
Quelle documentation est nécessaire pour démontrer la conformité aux normes de sécurité des systèmes pneumatiques ?
Une documentation complète sur la sécurité des systèmes pneumatiques doit comprendre les éléments suivants :
(1) l'évaluation des risques documentant les dangers et la réduction des risques requise ; (2) les spécifications des exigences de sécurité détaillant les exigences de performance et les fonctions de sécurité ;
(3) la documentation relative à la conception du système, y compris la justification du choix des composants et les décisions relatives à l'architecture ; (4) les rapports de calcul démontrant que les niveaux de performance requis ou le SIL ont été atteints ; (5) les rapports d'essai de validation confirmant les performances du système ;
(6) Registres de vérification de l'installation ; (7) Procédures d'inspection et d'essai périodiques ;
(8) Exigences en matière d'entretien et registres ;
(9) le matériel de formation et les registres de compétences ; et
(10) Gestion des procédures de modification. Cette documentation doit être maintenue tout au long du cycle de vie du système et mise à jour à chaque modification.
-
Offre une explication détaillée du niveau d'intégrité de la sécurité (SIL), une mesure de la performance des systèmes de sécurité en termes de probabilité de défaillance sur demande (PFD), telle que définie par des normes comme la CEI 61508. ↩
-
Fournit des informations sur la norme internationale ISO 13855, qui spécifie les paramètres de positionnement des protections en fonction de la vitesse des parties du corps humain et du temps d'arrêt global de la fonction de sécurité. ↩
-
Explique le concept de B10d, une mesure de fiabilité représentant le nombre de cycles au cours desquels 10% d'un échantillon de composants mécaniques ou pneumatiques sont susceptibles d'avoir subi une défaillance dangereuse, utilisée dans les calculs de sécurité. ↩
-
Décrit la probabilité de défaillance à la demande (PFDavg), la probabilité moyenne qu'un système de sécurité ne remplisse pas la fonction pour laquelle il a été conçu lorsqu'une demande se produit, qui est la mesure clé pour déterminer le SIL d'un système. ↩
-
Présente une vue d'ensemble de l'analyse par éléments finis (AEF), une méthode informatisée permettant de prédire comment un produit réagit aux forces, aux vibrations, à la chaleur et à d'autres effets physiques du monde réel, en le décomposant en un nombre fini de petits éléments. ↩
