

Introduction
Vos joints FKM haut de gamme tombent prématurément en panne, et vous ne comprenez pas pourquoi. 🔍 Les joints semblent gonflés, mous et perdent leur pouvoir d'étanchéité en quelques mois au lieu de durer des années. Le problème ne vient pas de joints défectueux, mais d'une incompatibilité chimique entre vos fluoroélastomère1 les joints et l'huile synthétique pour compresseur qui lubrifie votre système pneumatique.
Les taux de gonflement du FKM (fluoroélastomère) dans les huiles synthétiques pour compresseurs varient considérablement en fonction de la composition chimique de l'huile, avec polyalphaoléfine (PAO)2 huiles provoquant un gonflement de 2 à 81 TP3T (acceptable), huiles polyalkylène glycol (PAG) produisant un gonflement de 8 à 151 TP3T (marginal) et certaines huiles synthétiques à base d'ester générant un gonflement de 15 à 301 TP3T (inacceptable) qui détruit la géométrie et la force d'étanchéité du joint. Test de compatibilité des matériaux selon ASTM D4713 est indispensable avant de spécifier des joints FKM dans des systèmes pneumatiques lubrifiés à l'huile, car un gonflement excessif provoque l'extrusion du joint, une compression réduite et une défaillance prématurée, quelle que soit la qualité du joint.
Le mois dernier, j'ai reçu un appel inquiétant de David, ingénieur en fiabilité chez un fabricant de pièces automobiles du Michigan. Son usine venait de passer à une nouvelle huile synthétique pour compresseurs afin d'améliorer l'efficacité énergétique et d'espacer les intervalles de maintenance. En l'espace de six mois, les joints FKM de leurs vérins pneumatiques sans tige ont commencé à présenter des défaillances à un rythme dix fois supérieur à la normale. Les joints ne s'usaient pas, mais gonflaient tellement qu'ils perdaient leur compression et commençaient à sortir de leurs rainures. Nous avons testé sa nouvelle huile sur nos composés de joints et avons constaté un gonflement volumique de 18-22%, bien supérieur au maximum de 10% requis pour une étanchéité fiable. Nous avons reformulé son système avec des joints en nitrile hydrogéné (HNBR) compatibles avec la composition chimique de son huile, et il a désormais retrouvé une durée de vie normale de 3 à 5 ans pour ses joints.
Table des matières
- Pourquoi le FKM gonfle-t-il dans les huiles synthétiques et qu'est-ce qui est acceptable ?
- Quels types d'huiles synthétiques provoquent le plus de gonflement du FKM ?
- Comment tester la compatibilité des matériaux avant une défaillance du système ?
- Quels matériaux d'étanchéité alternatifs fonctionnent mieux avec les huiles problématiques ?
Pourquoi le FKM gonfle-t-il dans les huiles synthétiques et qu'est-ce qui est acceptable ?
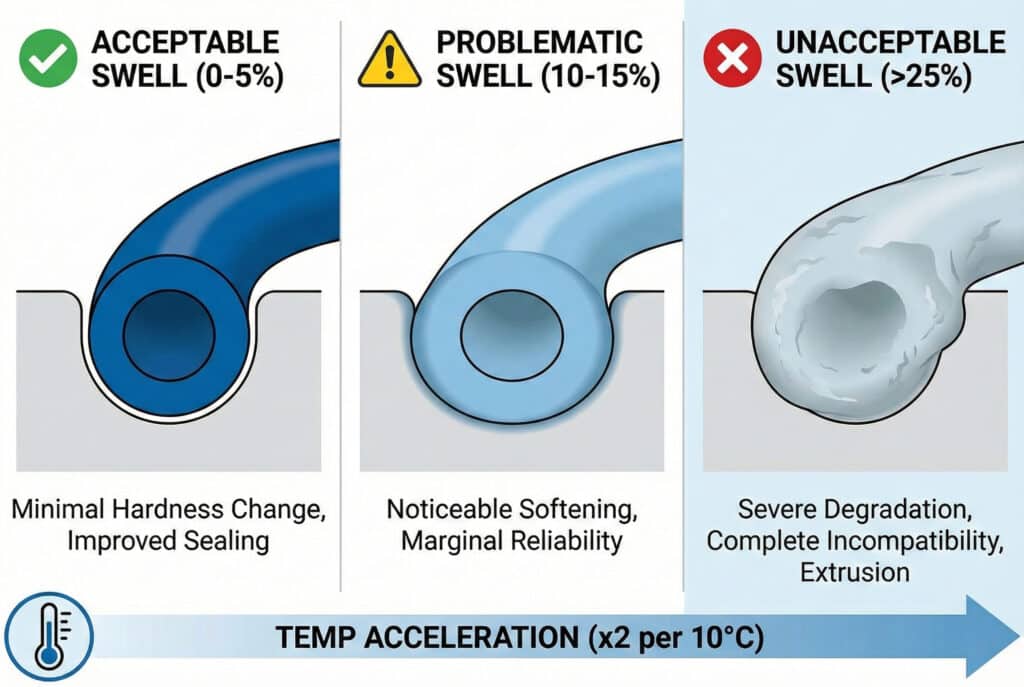
Le gonflement des joints n'est pas toujours néfaste, mais un gonflement excessif nuit aux performances. 📊
Le gonflement du FKM se produit lorsque des molécules d'huile synthétique pénètrent dans la matrice polymère, écartant les chaînes polymères et augmentant le volume du matériau. Un gonflement contrôlé de 2-10% est acceptable et peut en fait améliorer l'étanchéité en maintenant la pression de contact, mais un gonflement supérieur à 15% entraîne une distorsion dimensionnelle et une réduction de la dureté (20-30 Rivage A4 perte), diminution jeu de compression5 résistance et extrusion potentielle du joint hors des rainures. Le taux de gonflement dépend de la teneur en fluor du FKM (plus la teneur en fluor est élevée, meilleure est la résistance), de la polarité de l'huile (les huiles polaires provoquent un gonflement plus important), de la température (chaque augmentation de 10 °C double le taux de pénétration) et du temps d'exposition (l'équilibre est atteint en 72 à 168 heures à la température de fonctionnement).
Le mécanisme de gonflement
Au niveau moléculaire, les élastomères sont des réseaux de longues chaînes polymères reliées entre elles par des liaisons transversales. Lorsqu'ils sont exposés à des huiles, de petites molécules d'huile peuvent pénétrer entre les chaînes polymères. Si l'huile est chimiquement similaire au polymère (compatible), la pénétration est minime. Si l'huile est chimiquement différente mais peut se dissoudre dans la matrice polymère, un gonflement important se produit.
Les polymères FKM (fluoroélastomères) contiennent des atomes de fluor qui les rendent résistants à la plupart des huiles pétrolières. Cependant, les huiles synthétiques ayant des structures chimiques différentes peuvent interagir différemment avec le squelette du polymère fluoré.
Plages de houle acceptables et problématiques
| Volume Swell % | Changement de dureté | Impact sur les performances | Fiabilité du joint | Action requise |
|---|---|---|---|---|
| 0-5% | 0-5 Shore A | Minimal, peut améliorer l'étanchéité | Excellent | Aucune — compatibilité idéale |
| 5-10% | 5-10 Shore A | Légère variation dimensionnelle | Bon | Surveiller pendant le service |
| 10-15% | 10-20 Shore A | Adoucissement notable | Marginale | Envisager d'autres matériaux |
| 15-25% | 20-30 Shore A | Distorsion importante | Pauvre | Remplacer immédiatement le matériau du joint. |
| >25% | >30 Shore A | Dégradation grave | Inacceptable | Incompatibilité totale |
Accélération de la température
Les taux de gonflement augmentent de manière exponentielle avec la température. Un joint présentant un gonflement de 8% à 23 °C peut présenter un gonflement de 15 à 18% à 80 °C dans la même huile. C'est pourquoi les tests de compatibilité doivent être effectués à des températures de fonctionnement réelles, et pas seulement à température ambiante.
Effet de la température sur le taux de gonflement :
- 23 °C (température ambiante) : taux de gonflement de référence
- 40 °C : 1,5 à 2 fois la valeur de référence
- 60 °C : 2,5 à 3 fois la valeur de référence
- 80 °C : 4 à 5 fois la valeur de référence
- 100 °C : 6 à 8 fois la valeur de référence
Conséquences dans le monde réel
Chez Bepto, nous avons analysé des centaines de joints défectueux provenant de systèmes pneumatiques lubrifiés à l'huile. Un gonflement excessif entraîne des modes de défaillance prévisibles :
Extrusion de joints: Les joints gonflés deviennent trop volumineux pour leurs rainures et s'extrudent dans les espaces libres, provoquant des déchirures et une défaillance rapide.
Perte de compression: À mesure que les joints gonflent et se ramollissent, ils perdent la force de compression nécessaire pour maintenir la pression de contact contre les surfaces d'étanchéité.
Ensemble permanent: Les joints gonflés subissent une déformation permanente et ne retrouvent pas leurs dimensions d'origine, même après la fin de l'exposition à l'huile.
Usure accélérée: Le matériau d'étanchéité ramolli s'use plus rapidement sous l'effet du frottement, ce qui réduit la durée de vie de 60 à 80 %.
Quels types d'huiles synthétiques provoquent le plus de gonflement du FKM ?
Toutes les huiles synthétiques ne sont pas égales en matière de compatibilité avec le FKM. 🧪
Les huiles synthétiques polyalphaoléfines (PAO) provoquent un gonflement minimal du FKM (2-6% en général) en raison de leur structure hydrocarbonée similaire à celle des huiles minérales, ce qui en fait le choix le plus sûr pour les joints en FKM. Les huiles polyalkylène glycol (PAG) produisent un gonflement modéré (8-15%) et nécessitent des tests minutieux. Les huiles synthétiques à base d'esters, notamment les diesters, les polyolesters et les esters de phosphate, provoquent un gonflement important du FKM (15-35%) et sont généralement incompatibles. Les additifs pour huiles contenant des composés polaires peuvent augmenter le gonflement de 3 à 8% supplémentaires par rapport aux effets de l'huile de base, ce qui rend indispensable de réaliser des tests de compatibilité avec l'huile formulée complète.

Comparaison chimique des huiles synthétiques
| Type d'huile | Structure chimique | Gonflement typique du FKM à 100 °C | Indice de compatibilité | Applications courantes |
|---|---|---|---|---|
| Huile minérale | Hydrocarbures pétroliers | 2-5% | Excellent | Industrie générale |
| PAO (polyalphaoléfine) | Hydrocarbures synthétiques | 3-7% | Excellent | Compresseurs haute performance |
| PAG (polyalkylène glycol) | Glycols liés à l'éther | 10-18% | Moyen-Mauvais | Réfrigération, certains compresseurs |
| Diester | Esters organiques | 18-28% | Pauvre | Aviation, applications à haute température |
| Polyol ester | Esters complexes | 20-35% | Très médiocre | Huiles pour turbines, réfrigération |
| Silicone | Polysiloxanes | 5-12% | Bon-Passable | Qualité alimentaire, températures extrêmes |
| Ester phosphorique | Organophosphates | 25-40% | Inacceptable | Systèmes hydrauliques résistants au feu |
Pourquoi les huiles PAO sont-elles les plus efficaces ?
Les huiles synthétiques PAO sont fabriquées par polymérisation d'alpha-oléfines (dérivés de l'éthylène) en molécules d'hydrocarbures plus grosses. La structure obtenue est chimiquement similaire à celle de l'huile minérale, mais plus uniforme et plus pure. Cette similitude signifie que les huiles PAO interagissent avec le FKM de la même manière que les huiles minérales, provoquant un gonflement minimal.
J'ai travaillé avec Rebecca, ingénieure d'usine dans une installation de transformation alimentaire en Californie. Son activité nécessitait des huiles synthétiques pour compresseurs en raison de leur excellente stabilité à l'oxydation et de leurs intervalles de vidange prolongés. Elle avait initialement spécifié un ester polyol synthétique en raison de ses excellentes propriétés à haute température. En l'espace de 8 mois, les joints FKM de l'ensemble de son système pneumatique ont cessé de fonctionner.
Nous avons testé son huile par rapport à des composés FKM standard et avons mesuré un gonflement volumique de 24-28% à sa température de fonctionnement de 70 °C, ce qui est totalement incompatible. Nous avons recommandé de passer à une huile synthétique PAO de qualité alimentaire présentant des caractéristiques de performance similaires. Après la vidange d'huile et le remplacement des joints, son système a fonctionné pendant plus de 3 ans sans défaillance liée aux joints.
Le problème du paquet d'additifs
La compatibilité avec l'huile de base n'est qu'une partie de l'équation. Les huiles pour compresseurs modernes contiennent des additifs 5-15%, notamment :
- Antioxydants: Généralement compatible avec le FKM
- Additifs anti-usure: Le dialkyldithiophosphate de zinc (ZDDP) peut augmenter le gonflement de 2 à 51 %.
- Détergents: Sulfonates de calcium ou de magnésium, augmentation modérée du gonflement
- Dispersants: Les succinimides de polyisobutylène peuvent augmenter considérablement le gonflement.
- Agents abaissant le point d'écoulement: Compatibilité variable
- Inhibiteurs de mousse: Généralement à base de silicone, impact minimal
C'est pourquoi vous ne pouvez pas prédire la compatibilité à partir du seul type d'huile de base : vous devez tester l'huile formulée complète.
Variations régionales et liées à la marque
Même les huiles commercialisées sous le même nom générique (par exemple, “ huile synthétique pour compresseurs PAO ”) peuvent avoir des formulations différentes selon les fabricants ou les régions. Les formulations des huiles européennes, asiatiques et nord-américaines diffèrent souvent en termes de composition chimique des additifs afin de répondre aux réglementations locales et aux normes de performance.
Chez Bepto, nous tenons à jour une base de données de tests de compatibilité comprenant plus de 150 huiles pour compresseurs courantes provenant des principaux fabricants mondiaux. Lorsque les clients précisent la marque et la qualité de leur huile, nous pouvons souvent leur fournir immédiatement des conseils de compatibilité pour nos matériaux d'étanchéité.
Comment tester la compatibilité des matériaux avant une défaillance du système ?
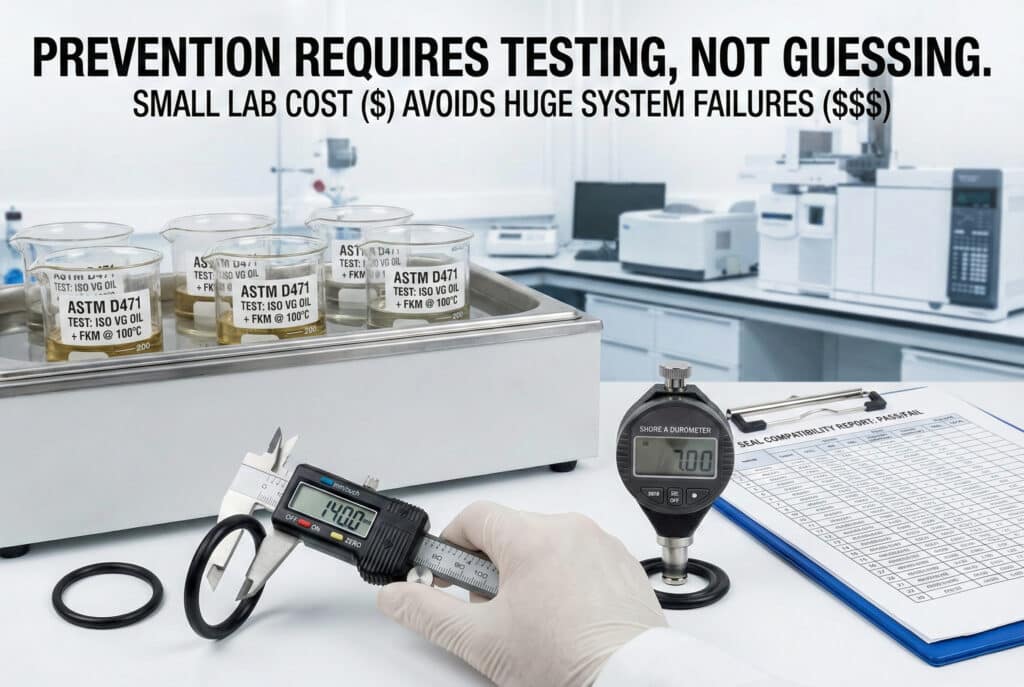
La prévention nécessite des tests, pas des suppositions. 🔬
Les tests de compatibilité des matériaux selon la norme ASTM D471 consistent à immerger des échantillons de joints dans l'huile du compresseur à la température maximale de fonctionnement pendant 70 heures (minimum), puis à mesurer le gonflement volumique, le changement de dureté et la rétention de la résistance à la traction. Les tests professionnels coûtent entre 1 000 et 2 000 euros par combinaison huile/matériau, mais permettent d'éviter entre 10 000 et 50 000 euros de pannes et de temps d'arrêt. Des essais simples sur le terrain peuvent être effectués en immergeant des joints de rechange dans des échantillons d'huile chauffée pendant 168 heures et en mesurant les changements dimensionnels, bien que les essais en laboratoire fournissent des résultats plus précis et juridiquement défendables pour les applications critiques.
Méthode d'essai standard ASTM D471
Le test de compatibilité standard de l'industrie suit ce protocole :
1. Préparation des échantillons
- Découper des échantillons normalisés à partir du matériau d'étanchéité
- Mesurer les dimensions initiales, le poids et la dureté
- Enregistrer les propriétés de base
2. Test d'immersion
- Plonger les échantillons dans l'huile d'essai à la température maximale de fonctionnement.
- Durée standard : 70 heures minimum (168 heures recommandées)
- Maintenir la température à ±2 °C pendant toute la durée du test.
3. Mesures post-immersion
- Retirer les échantillons, essuyer l'huile en surface
- Mesurer dans les 30 minutes suivant le retrait.
- Enregistrer les changements de volume, de poids et de dureté
- Facultatif : résistance à la traction, essai d'allongement
4. Interprétation des résultats
- Calculer le pourcentage d'augmentation de volume
- Évaluer le changement de dureté (duromètre Shore A)
- Évaluer l'état physique (fissures, ramollissement, adhérence)
Essais sur le terrain Alternative
Pour les clients qui ont besoin de réponses rapides sans frais de laboratoire, nous recommandons ce test simplifié sur le terrain :
Matériel nécessaire :
- 3 à 5 joints de rechange pour chaque matériau à tester
- Échantillon d'huile de compresseur réelle (500 ml minimum)
- Source de chaleur maintenant la température d'essai (four, plaque chauffante avec contrôle de température)
- Récipients en verre avec couvercles
- Pieds à coulisse ou micromètre
- Duromètre (testeur de dureté Shore A)
Procédure :
- Mesurer et enregistrer les dimensions et la dureté initiales du joint.
- Plonger les joints dans de l'huile chauffée pendant 168 heures (1 semaine).
- Retirer, sécher en tamponnant et mesurer immédiatement les dimensions et la dureté.
- Calculer le pourcentage de variation
Critères d'acceptation :
- Augmentation du volume <10% : acceptable
- Perte de dureté <10 Shore A : acceptable
- Aucune fissure visible, adhérence ou ramollissement important
Quand effectuer les tests
Avant la conception du système: Tester tous les matériaux candidats pour les joints avec les huiles spécifiées pendant la phase de conception.
Après la vidange d'huile: Chaque fois que vous changez de marque ou de type d'huile pour compresseur, vérifiez à nouveau la compatibilité, même si la nouvelle huile est “ équivalente ”.”
Après des défaillances de joints: En cas de défaillances inexpliquées des joints, testez des échantillons d'huile prélevés sur le terrain : la dégradation ou la contamination de l'huile peut modifier sa compatibilité au fil du temps.
Qualification des nouveaux fournisseurs: Lors de la qualification de nouveaux fournisseurs de joints, vérifiez que leurs matériaux répondent aux exigences de compatibilité avec vos huiles spécifiques.
Chez Bepto, nous proposons des tests de compatibilité gratuits aux clients qui spécifient nos vérins sans tige dans des systèmes lubrifiés à l'huile. Envoyez-nous votre échantillon d'huile et les détails de votre application, et nous le testerons avec nos composés d'étanchéité et vous fournirons un rapport de compatibilité détaillé dans un délai de deux semaines.
Quels matériaux d'étanchéité alternatifs fonctionnent mieux avec les huiles problématiques ?
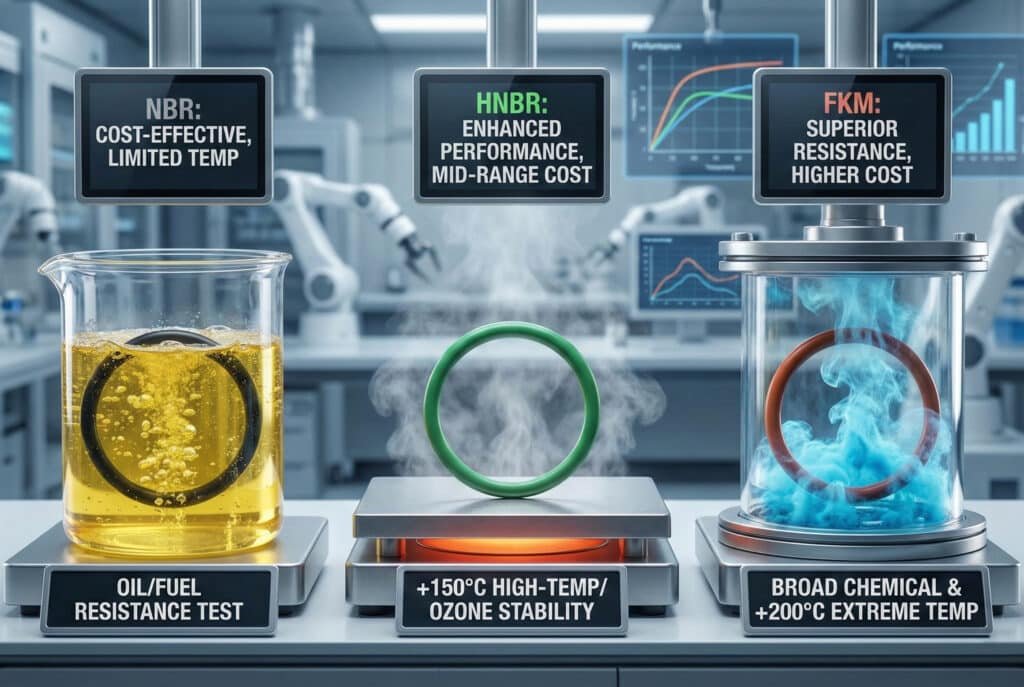
Lorsque FKM n'est pas compatible, d'autres options existent. 🔧
Le nitrile hydrogéné (HNBR) offre une excellente compatibilité avec la plupart des huiles synthétiques, y compris le PAG et de nombreux esters, avec des taux de gonflement typiques de 5 à 12% dans une large gamme de compositions chimiques d'huiles, ce qui en fait la meilleure alternative polyvalente au FKM. Le perfluoroélastomère (FFKM) offre une résistance chimique universelle avec un gonflement <3% dans pratiquement toutes les huiles, mais coûte 10 à 15 fois plus cher que le FKM. Les joints en polyuréthane fonctionnent bien avec les huiles PAO et minérales (taux de gonflement de 3 à 8%) et offrent une résistance à l'usure supérieure, mais leur capacité à haute température est limitée (<90 °C) par rapport à celle du FKM, qui est de 200 °C.
Comparaison des matériaux alternatifs
| Matériau du joint | Plage de température | Compatibilité avec l'huile | Gonflement typique (PAO/PAG/ester) | Résistance à l'usure | Coût relatif | Disponibilité de Bepto |
|---|---|---|---|---|---|---|
| FKM (Viton) | -20 à 200 °C | Excellent/Médiocre/Médiocre | 5% / 15% / 25% | Bon | $$$ | Standard |
| HNBR | -40 à 150 °C | Excellent/Bon/Bon | 6% / 10% / 12% | Très bon | $$ | Standard |
| FFKM (Kalrez) | -15 à 300 °C | Universel | 2% / 3% / 3% | Bon | $$$$$ | Commande personnalisée |
| Polyuréthane | -40 à 90 °C | Excellent/Passable/Médiocre | 4% / 12% / 18% | Remarquable | $$ | Standard |
| NBR (Nitrile) | -40 à 100 °C | Excellent/Médiocre/Médiocre | 5% / 15% / 20% | Excellent | $ | Standard |
HNBR : la solution polyvalente
Le caoutchouc nitrile hydrogéné (HNBR) est créé par hydrogénation du caoutchouc nitrile standard, ce qui sature la chaîne principale du polymère et améliore considérablement la résistance à la chaleur, à l'ozone et la compatibilité chimique. Le HNBR conserve l'excellente résistance à l'huile du nitrile tout en ajoutant une compatibilité avec des huiles synthétiques plus agressives.
Avantages du HNBR :
- Large compatibilité avec les huiles (PAO, PAG, nombreux esters)
- Bonne plage de température (-40 à 150 °C)
- Excellentes propriétés mécaniques
- Coût raisonnable (20 à 401 TP3T de plus que le NBR)
- Disponible en plusieurs degrés de dureté
Limites du HNBR :
- Ne convient pas aux températures extrêmes (>150 °C)
- Résistance chimique modérée (pas universelle comme le FFKM)
- Résistance à l'usure légèrement inférieure à celle du polyuréthane
Arbre décisionnel pour le choix des matériaux
Choisissez FKM lorsque :
- Utilisation de lubrifiants à base de PAO ou d'huile minérale
- Fonctionnement à haute température (>100 °C) requis
- Excellente résistance chimique requise
- Compatibilité confirmée par des tests
Choisissez le HNBR lorsque :
- Utilisation d'huiles synthétiques à base de PAG ou d'esters
- Plage de température de -40 à 150 °C adéquate
- Large compatibilité avec les huiles requise
- Une solution rentable est nécessaire
Choisissez le FFKM lorsque :
- Compatibilité chimique universelle requise
- Températures extrêmes (>200 °C) rencontrées
- Tolérance zéro pour les défaillances des joints
- Le budget autorise une prime de 10 à 15 fois supérieure à celle du FKM.
Choisissez le polyuréthane lorsque :
- Utilisation d'huiles minérales ou de PAO
- Priorité à la résistance maximale à l'usure
- Température de fonctionnement <90 °C
- Environnement abrasif présent
Le processus de sélection des matériaux Bepto
Lorsque des clients nous contactent au sujet de systèmes pneumatiques lubrifiés à l'huile, nous suivons une approche systématique :
- Identifier l'huile: Marque, type et qualité de l'huile pour compresseur
- Déterminer les conditions d'exploitation: Plage de température, pression, fréquence de cycle
- Consultez notre base de données: Comparez avec nos plus de 150 enregistrements de compatibilité avec les huiles
- Recommander des matériaux: Proposer 2 ou 3 options compatibles avec des compromis
- Test de l'offre: Test de compatibilité gratuit si l'huile ne figure pas dans notre base de données
- Documentation relative à l'approvisionnement: Fournir les données d'essai et les certifications des matériaux
Cette approche consultative explique pourquoi nos clients bénéficient d'une durée de vie des joints prolongée de 40 à 60% par rapport aux pièces de rechange génériques OEM : nous adaptons la composition chimique des joints aux conditions d'utilisation réelles, au lieu de fournir simplement des joints “ standard ”.
Conclusion
La compatibilité des joints FKM avec les huiles synthétiques pour compresseurs dépend de leur composition chimique et doit être vérifiée par des tests plutôt que supposée, car les combinaisons huile-joint incompatibles entraînent une défaillance rapide, indépendamment de la qualité du joint ou des pratiques d'installation. 🎯
FAQ sur la compatibilité du FKM avec les huiles synthétiques
Q : Puis-je utiliser des joints FKM avec une nouvelle huile synthétique s'ils fonctionnaient bien avec mon ancienne huile minérale ?
Ne pas oublier de tester : les huiles synthétiques ont une structure chimique complètement différente de celle des huiles minérales, et leur compatibilité avec le FKM varie considérablement selon le type d'huile synthétique. Les huiles synthétiques PAO sont généralement compatibles (comme les huiles minérales), mais les huiles PAG, ester et autres huiles synthétiques peuvent provoquer un gonflement important. Toujours tester la compatibilité avant de changer d'huile dans les systèmes équipés de joints FKM, ou prévoir de remplacer les joints par des matériaux compatibles après la vidange.
Q : Si les joints ont déjà gonflé à cause d'une huile incompatible, vont-ils se rétablir si je passe à une huile compatible ?
Une récupération partielle peut se produire, mais le gonflement cause des dommages permanents, notamment une déformation rémanente après compression, une réduction de la réticulation et une altération des propriétés physiques. Les joints qui ont subi un gonflement supérieur à 151 TP3T doivent être remplacés même après le passage à une huile compatible, car ils ont perdu 40 à 60 % de leur durée de vie potentielle. La prévention par le choix de matériaux appropriés est beaucoup plus rentable que de tenter une récupération après des dommages dus à une incompatibilité.
Q : À quelle fréquence dois-je tester la compatibilité des joints d'étanchéité dans un système existant ?
Refaites le test chaque fois que vous changez de marque ou de type d'huile, même si celle-ci est commercialisée comme “ équivalente ”. Effectuez également le test en cas de défaillances inexpliquées des joints : la dégradation de l'huile, la contamination ou l'épuisement des additifs peuvent modifier la compatibilité au fil du temps. Pour les systèmes critiques, un échantillonnage annuel de l'huile et une vérification de la compatibilité permettent de détecter rapidement les problèmes. Chez Bepto, nous recommandons d'effectuer des tests au moins tous les 2 à 3 ans, ou immédiatement après tout changement de système d'huile.
Q : Les spécifications techniques du fabricant du joint garantissent-elles la compatibilité avec mon huile ?
Non, les spécifications génériques telles que “ FKM, 75 Shore A ” ne garantissent pas la compatibilité avec des huiles spécifiques, car les formulations FKM varient considérablement d'un fabricant à l'autre. Demandez toujours les données réelles des tests de compatibilité pour votre huile spécifique, ou effectuez vous-même les tests. Les fournisseurs de joints réputés tiennent à jour des bases de données de compatibilité et peuvent fournir des rapports de test. Chez Bepto, nous fournissons une documentation sur la compatibilité avec les huiles pour tous les matériaux de joints que nous fournissons.
Q : Puis-je mélanger différents matériaux d'étanchéité dans le même système pneumatique afin d'optimiser l'utilisation de différentes huiles ?
Généralement déconseillé : les systèmes pneumatiques doivent utiliser des matériaux d'étanchéité uniformes afin de simplifier la maintenance et d'éviter toute confusion lors des réparations. Si différentes sections du système utilisent différentes huiles (ce qui est inhabituel), différents matériaux d'étanchéité peuvent être nécessaires, mais cela nécessite une documentation minutieuse et un code couleur afin d'éviter toute erreur d'installation. La meilleure solution consiste à sélectionner une huile compatible avec un seul matériau d'étanchéité pour l'ensemble du système.
-
En savoir plus sur la structure chimique et les applications industrielles des fluoroélastomères (FKM). ↩
-
Découvrez les caractéristiques techniques et les avantages des lubrifiants synthétiques PAO dans les systèmes industriels. ↩
-
Accédez à la norme officielle pour tester l'influence des liquides tels que les huiles sur les propriétés des matériaux en caoutchouc. ↩
-
Comprendre l'échelle de dureté Shore A utilisée pour mesurer la flexibilité et la résistance des joints élastomères. ↩
-
Découvrez comment la déformation rémanente après compression affecte les performances à long terme et la capacité d'étanchéité des joints industriels. ↩
