

Tous les chefs de projet que je consulte sont confrontés au même défi : système pneumatique Les projets d'intégration dépassent régulièrement les délais et le budget. Vous avez connu la frustration des problèmes de compatibilité découverts trop tard, des protocoles de communication qui ne se parlent pas et des problèmes de gestion thermique qui ne surviennent qu'après l'installation. Ces échecs d'intégration entraînent des retards coûteux, des accusations entre fournisseurs et des systèmes qui n'atteignent jamais leurs objectifs de performance.
L'approche la plus efficace de l'intégration des systèmes pneumatiques combine des cadres complets d'évaluation de la compatibilité clés en main, une sélection stratégique de convertisseurs de protocole pour les composants multifournisseurs et une simulation thermodynamique avancée pour l'optimisation de l'agencement spatial. Cette méthodologie intégrée permet généralement de réduire les délais du projet de 30 à 50% tout en améliorant les performances du système de 15 à 25% par rapport aux approches traditionnelles composant par composant.
Au cours du dernier trimestre, j'ai travaillé avec un fabricant de produits pharmaceutiques en Irlande dont le précédent projet d'intégration de systèmes pneumatiques avait duré 14 mois et comportait encore des problèmes non résolus. Grâce à notre méthodologie d'intégration complète, nous avons réalisé leur nouvelle ligne de production en seulement 8 semaines, de la conception à la validation, sans qu'aucune modification ne soit nécessaire après l'installation. Laissez-moi vous montrer comment obtenir des résultats similaires pour votre prochain projet.
Table des matières
- Solution clé en main Cadre d'évaluation de la compatibilité
- Sélection de convertisseurs de protocole de composants multimarques
- Méthodologie de simulation thermodynamique de l'agencement spatial
- Conclusion
- FAQ sur l'intégration des systèmes pneumatiques
Comment évaluer si une solution clé en main fonctionnera dans votre environnement ?
Sélection d'une mauvaise solution clé en main1 est l'une des erreurs les plus coûteuses que je vois les entreprises commettre. Soit la solution ne s'intègre pas aux systèmes existants, soit elle nécessite une personnalisation poussée qui annule les avantages de la solution "clé en main".
Un cadre efficace d'évaluation de la compatibilité clé en main évalue cinq dimensions critiques : les contraintes d'intégration physique, l'alignement des protocoles de communication, l'adéquation de l'enveloppe de performance, l'accessibilité pour la maintenance et la capacité d'expansion future. Les mises en œuvre les plus réussies obtiennent au moins un score de compatibilité 85% pour toutes les dimensions avant de procéder à la mise en œuvre.

Cadre d'évaluation de la compatibilité complet et clé en main
Après avoir évalué des centaines de projets d'intégration de systèmes pneumatiques, j'ai développé ce cadre de compatibilité en cinq dimensions :
| Compatibilité Dimension | Critères d'évaluation clés | Seuil minimal | Cible idéale | Poids |
|---|---|---|---|---|
| Intégration physique | Enveloppe spatiale, interfaces de montage, raccordements aux services publics | 90% match | 100% match | 25% |
| Protocole de communication | Formats de données, méthodes de transmission, temps de réponse | 80% match | 100% match | 20% |
| Exigences de performance | Débits, plages de pression, durées de cycle, précision | 95% match | Marge 110% | 30% |
| Accessibilité de la maintenance | Accès aux points de service, autorisation de dépose des composants | 75% match | 100% match | 15% |
| Extensibilité future | Marge de manœuvre, E/S supplémentaires, réserves d'espace | 50% match | 100% match | 10% |
Méthodologie d'évaluation structurée
Pour évaluer correctement la compatibilité d'une solution clé en main, suivez cette approche systématique :
Phase 1 : Définition des besoins
Commencez par une définition complète de vos besoins :
Documentation sur les contraintes physiques
Créer des modèles 3D détaillés de l'environnement d'installation, y compris :
- Enveloppe de l'espace disponible avec les dégagements
- Emplacement des points de montage et capacités de charge
- Points de connexion aux utilités (électriques, pneumatiques, réseau)
- Voies d'accès pour l'installation et la maintenance
- Conditions environnementales (température, humidité, vibrations)Élaboration des spécifications de performance
Définir des exigences de performance claires :
- Débits maximums et typiques
- Plages de pression de fonctionnement et exigences de stabilité
- Attentes en matière de temps de cycle et de débit
- Besoins en matière de précision et de répétabilité
- Exigences en matière de temps de réponse
- Cycle d'utilisation et calendrier d'exploitationExigences en matière de communication et de contrôle
Documentez votre architecture de contrôle :
- Plates-formes et protocoles de contrôle existants
- Formats d'échange de données requis
- Besoins en matière de suivi et d'établissement de rapports
- Exigences en matière d'intégration des systèmes de sécurité
- Capacités d'accès à distance
Phase 2 : Évaluation de la solution
Évaluer les solutions clés en main potentielles en fonction de vos besoins :
Analyse de compatibilité dimensionnelle
Effectuer une analyse spatiale détaillée :
- Comparaison du modèle 3D entre la solution et l'espace disponible
- Vérification de l'alignement de l'interface de montage
- Correspondance des raccordements aux services publics
- Validation du dégagement du chemin d'installation
- Évaluation de l'accès à la maintenanceÉvaluation de la capacité de performance
Vérifier que la solution répond aux besoins de performance :
- Validation du dimensionnement des composants en fonction des exigences de débit
- Capacité de pression dans l'ensemble du système
- Analyse du temps de cycle dans différentes conditions
- Vérification de la précision et de la répétabilité
- Mesure ou simulation du temps de réponse
- Confirmation de la capacité de fonctionnement continuAnalyse de l'interface d'intégration
Évaluer la compatibilité des communications et des contrôles :
- Compatibilité du protocole avec les systèmes existants
- Format des données et alignement de la structure
- Compatibilité temporelle des signaux de commande
- Pertinence du mécanisme de retour d'information
- Intégration des systèmes d'alarme et de sécurité
Phase 3 : Analyse des lacunes et mesures d'atténuation
Identifier et combler les éventuelles lacunes en matière de compatibilité :
Notation de la compatibilité
Calculer un score de compatibilité pondéré :
1. Attribuer des scores de correspondance en pourcentage pour chaque critère
2. Appliquer les pondérations des dimensions pour calculer la compatibilité globale
3. Identifier les dimensions inférieures aux seuils minimaux
4. Calculer le score total de compatibilitéPlan d'atténuation des lacunes
Élaborer des plans spécifiques pour combler les lacunes :
- Options d'adaptation physique
- Solutions d'interface de communication
- Possibilités d'amélioration des performances
- Amélioration de l'accès pour l'entretien
- Extension de la capacité d'accueil
Étude de cas : Intégration d'une ligne de transformation alimentaire
Une entreprise de transformation alimentaire de l'Illinois devait intégrer un nouveau système d'emballage pneumatique dans sa ligne de production existante. Le choix initial d'une solution clé en main semblait prometteur au vu des spécifications du fournisseur, mais l'entreprise s'inquiétait des risques liés à l'intégration.
Nous avons appliqué le cadre d'évaluation de la compatibilité à ces résultats :
| Compatibilité Dimension | Score initial | Questions identifiées | Mesures d'atténuation | Score final |
|---|---|---|---|---|
| Intégration physique | 72% | Raccordements aux services publics mal alignés, espace de maintenance insuffisant | Collecteur de connexion personnalisé, réorientation des composants | 94% |
| Protocole de communication | 65% | Système de bus de terrain incompatible, formats de données non standard | Ajout d'un convertisseur de protocole, mappage personnalisé des données | 90% |
| Exigences de performance | 85% | Capacité d'écoulement marginale, problèmes de fluctuation de la pression | Augmentation de la taille de la ligne d'approvisionnement, accumulation supplémentaire | 98% |
| Accessibilité de la maintenance | 60% | Composants critiques inaccessibles sans démontage | Repositionnement des composants, ajout d'un panneau d'accès | 85% |
| Extensibilité future | 40% | Pas de marge de manœuvre, disponibilité limitée des E/S | Amélioration du système de contrôle, modification de la conception modulaire | 75% |
| Compatibilité globale | 68% | Plusieurs questions critiques | Modifications ciblées | 91% |
L'évaluation initiale a révélé que la solution clé en main choisie aurait nécessité d'importantes modifications. En identifiant ces problèmes avant l'achat, l'entreprise a pu :
- Négocier avec le vendeur des modifications spécifiques
- Élaborer des solutions d'intégration ciblées pour combler les lacunes identifiées
- Préparer son équipe aux exigences de l'intégration
- Établir des attentes réalistes en matière de calendrier et de budget
Résultats après la mise en œuvre des modifications prévues :
- L'installation a été achevée 3 jours avant la date prévue
- Le système a atteint sa pleine capacité de production en 48 heures
- Aucun problème d'intégration inattendu n'a été rencontré
- 30% : des coûts d'intégration inférieurs à ceux de projets antérieurs similaires
Meilleures pratiques de mise en œuvre
Pour une mise en œuvre réussie de la solution clé en main :
Stratégie de collaboration avec les fournisseurs
Maximiser la compatibilité grâce à l'engagement des fournisseurs :
- Fournir des spécifications détaillées de l'environnement à un stade précoce
- Demander aux fournisseurs une auto-évaluation de la compatibilité
- Organiser des visites sur place pour les vendeurs afin de vérifier les conditions
- Établir des limites de responsabilité claires pour l'intégration
- Élaborer des protocoles d'essai conjoints pour les points d'interface
Approche de mise en œuvre progressive
Réduire les risques grâce à une mise en œuvre structurée :
- Commencer par les sous-systèmes non critiques pour valider l'approche
- Mise en œuvre des interfaces de communication avant l'installation physique
- Effectuer des tests hors ligne sur les interfaces critiques
- Utiliser la simulation pour vérifier les performances avant l'installation
- Prévoir des options de repli à chaque phase de la mise en œuvre
Exigences en matière de documentation
Assurer une documentation complète pour une réussite à long terme :
- Modèles 3D conformes à l'exécution avec dégagements réels
- Documents de contrôle des interfaces pour tous les points de connexion
- Résultats des tests de performance dans différentes conditions
- Guides de dépannage pour les problèmes spécifiques à l'intégration
- Dossiers de modification et justification
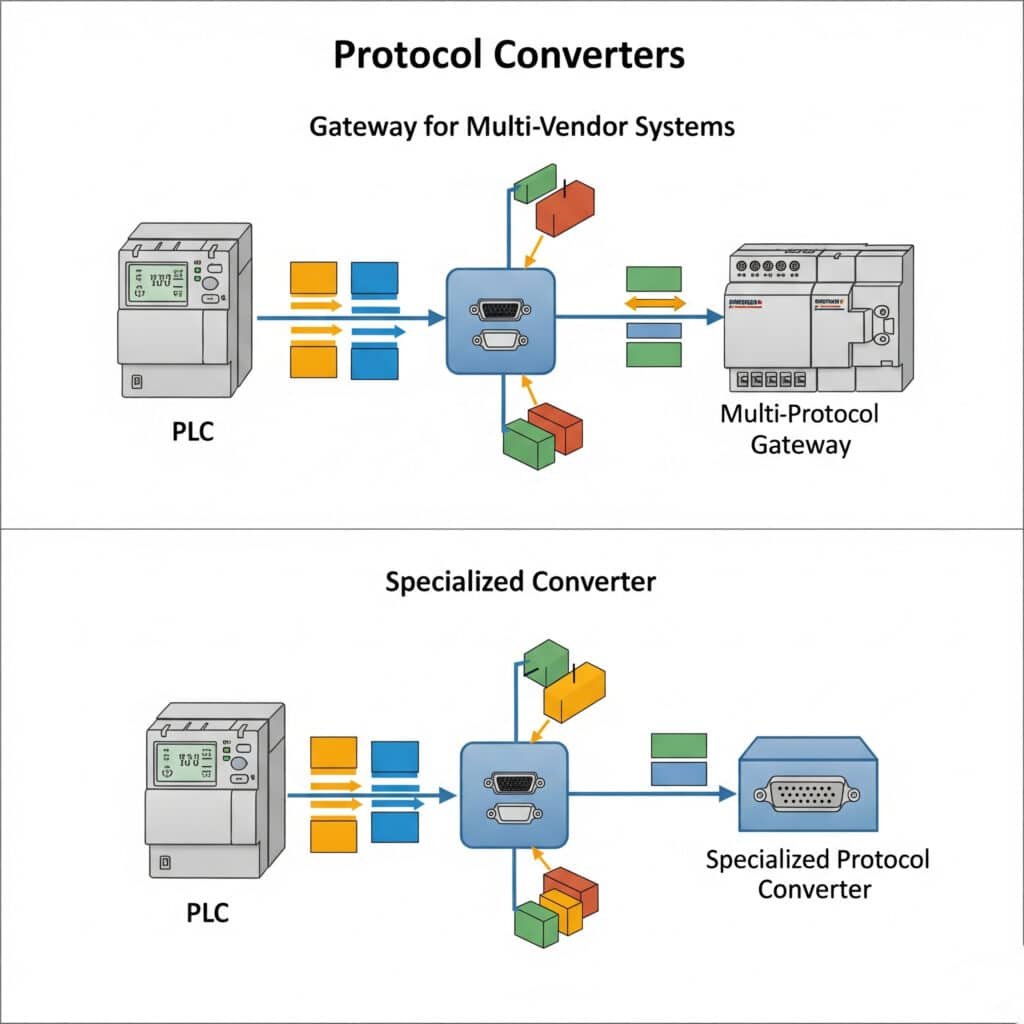
Quel convertisseur de protocole résout réellement les problèmes de communication des composants multimarques ?
L'intégration de composants pneumatiques provenant de plusieurs fabricants pose d'importants problèmes de communication. Les ingénieurs sont souvent confrontés à des protocoles incompatibles, à des formats de données propriétaires et à des caractéristiques de réponse incohérentes.
Le convertisseur de protocole optimal pour les systèmes pneumatiques dépend des protocoles spécifiques impliqués, du débit de données requis et de l'architecture de contrôle. Pour la plupart des applications pneumatiques industrielles, les dispositifs de passerelle prenant en charge plusieurs protocoles et offrant un mappage configurable des données constituent la meilleure solution, tandis que des convertisseurs spécialisés peuvent être nécessaires pour les protocoles propriétaires ou les applications à grande vitesse.
Comparaison complète des convertisseurs de protocole
Après avoir mis en œuvre des centaines de systèmes pneumatiques multifournisseurs, j'ai établi cette comparaison des approches de conversion de protocole :
| Type de convertisseur | Soutien au protocole | Débit de données | Complexité de la configuration | Temps de latence | Fourchette de coûts | Meilleures applications |
|---|---|---|---|---|---|---|
| Passerelle multiprotocole | 5-15 protocoles | Moyenne-élevée | Moyen | 10-50ms | $800-2,500 | Intégration industrielle générale |
| Contrôleur de bord2 | 8-20+ protocoles | Haut | Haut | 5-30ms | $1,200-3,500 | Systèmes complexes avec besoins de traitement |
| Convertisseur spécifique au protocole | 2-3 protocoles | Très élevé | Faible | 1-10ms | $300-900 | Paires de protocoles spécifiques à grande vitesse |
| Convertisseur logiciel | Variable | Moyen | Haut | 20-100ms | $0-1,500 | Intégration IT/OT, connectivité en nuage |
| Module d'interface personnalisé | Limitée | Variable | Très élevé | Variable | $2,000-10,000+ | Systèmes propriétaires ou anciens |
Analyse des besoins en matière de conversion de protocole
Lorsque je sélectionne des convertisseurs de protocole pour l'intégration de systèmes pneumatiques, j'utilise cette approche d'analyse structurée :
Étape 1 : Cartographie de la communication
Documenter toutes les voies de communication du système :
Inventaire des composants
Dresser une liste exhaustive de tous les dispositifs communicants :
- Bornes de vannes et blocs d'E/S
- Capteurs et actionneurs intelligents
- IHM et interfaces opérateurs
- Contrôleurs et automates
- Systèmes SCADA et de gestionIdentification du protocole
Pour chaque composant, documenter :
- Protocole de communication primaire
- Protocoles alternatifs pris en charge
- Points de données obligatoires et facultatifs
- Mise à jour des exigences de fréquence
- Contraintes critiques en matière de délaisDiagramme de communication
Créer une carte visuelle montrant :
- Tous les dispositifs de communication
- Protocole utilisé pour chaque connexion
- Sens du flux de données
- Mise à jour des exigences de fréquence
- Chemins temporels critiques
Étape 2 : Analyse des besoins de conversion
Identifier les besoins spécifiques en matière de conversion :
Analyse des paires de protocoles
Pour chaque point de transition du protocole :
- Protocoles de source et de destination des documents
- Identifier les différences de structure des données
- Noter les exigences en matière de timing et de synchronisation
- Déterminer le volume et la fréquence des données
- Identifier les caractéristiques spéciales du protocole requisesExigences applicables à l'ensemble du système
Tenir compte des besoins globaux du système :
- Nombre total de transitions de protocole
- Contraintes liées à la topologie du réseau
- Exigences en matière de redondance
- Considérations relatives à la sécurité
- Besoins en matière de maintenance et de suivi
Étape 3 : Sélection du convertisseur
Faire correspondre les exigences aux capacités des convertisseurs :
Passerelles multiprotocoles
Idéal lorsque vous avez besoin :
- Prise en charge de plus de 3 protocoles différents
- Vitesses de mise à jour modérées (10-100 ms)
- Cartographie simple des données
- Point de conversion central
Les options principales sont les suivantes :
- HMS Anybus X-gateways
- Passerelles de protocole ProSoft
- Convertisseurs de protocole Red Lion
- Passerelles de protocole Moxa
Contrôleurs de périphérie avec conversion de protocole
Le meilleur quand vous en avez besoin :
- Prise en charge de protocoles multiples et traitement local
- Prétraitement des données avant la transmission
- Transformations de données complexes
- Prise de décision au niveau local
Les meilleurs choix sont les suivants :
- Série Advantech WISE-710
- Série Moxa UC
- Passerelle Dell Edge série 3000
- Contrôleurs PLCnext de Phoenix Contact
Convertisseurs spécifiques au protocole
Optimal pour :
- Applications à grande vitesse (inférieures à 10 ms)
- Conversion simple de point à point
- Exigences spécifiques en matière de paires de protocoles
- Applications sensibles aux coûts
Les options fiables comprennent
- Série MGate de Moxa
- Communicateur Anybus
- Hilscher netTAP
- Phoenix Contact FL Gateways
Étude de cas : Intégration de la fabrication automobile
Un fabricant de pièces automobiles du Michigan devait intégrer des systèmes pneumatiques provenant de trois fournisseurs différents dans une ligne de production unifiée. Chaque fournisseur utilisait des protocoles de communication différents :
- Vendeur A : PROFINET3 pour les terminaux de vannes et les E/S
- Vendeur B : EtherNet/IP pour les collecteurs intelligents
- Vendeur C : Modbus TCP pour les équipements spécialisés
En outre, le système de gestion de l'usine nécessitait une communication OPC UA, et certains équipements anciens utilisaient le Modbus RTU en série.
Les premières tentatives de standardisation sur un protocole unique ont échoué en raison des limitations des fournisseurs et des coûts de remplacement. Nous avons mis au point cette stratégie de conversion des protocoles :
| Point de connexion | Protocole source | Protocole de destination | Exigences en matière de données | Convertisseur sélectionné | Raison d'être |
|---|---|---|---|---|---|
| PLC principal vers le fournisseur A | EtherNet/IP | PROFINET | E/S à grande vitesse, mise à jour de 10 ms | HMS Anybus X-gateway | Haute performance, configuration simple |
| PLC principal vers le fournisseur B | EtherNet/IP | EtherNet/IP | Protocole natif, pas de conversion | N/A | Possibilité de connexion directe |
| PLC principal vers le fournisseur C | EtherNet/IP | Modbus TCP | Données d'état, mise à jour de 100 ms | Intégré dans l'automate | Conversion de logiciels suffisante |
| Du système à l'héritage | Modbus TCP | Modbus RTU | Données de configuration, mise à jour de 500 ms | Moxa MGate MB3180 | Rentable, conçu à cet effet |
| Intégration des systèmes de l'usine | Multiple | OPC UA | Données de production, mise à jour de 1s | Kepware KEPServerEX | Prise en charge souple et complète des protocoles |
Résultats après la mise en œuvre :
- Tous les systèmes communiquent avec des taux de mise à jour conformes ou supérieurs aux exigences.
- 100% disponibilité des données dans des systèmes auparavant incompatibles
- Temps d'intégration du système réduit de 65% par rapport aux projets précédents
- Le personnel de maintenance peut surveiller tous les systèmes à partir d'une interface unique
Meilleures pratiques de mise en œuvre des convertisseurs de protocole
Pour une mise en œuvre réussie du convertisseur de protocole :
Optimisation de la cartographie des données
Assurer un transfert efficace des données :
- Cartographier uniquement les points de données nécessaires pour réduire la charge de travail
- Regrouper les données connexes pour une transmission efficace
- Tenir compte des exigences en matière de fréquence de mise à jour pour chaque point de données
- Utiliser des types de données appropriés pour maintenir la précision
- Documenter toutes les décisions en matière de cartographie pour s'y référer ultérieurement
Planification de l'architecture du réseau
Concevoir le réseau pour une performance optimale :
- Segmenter les réseaux pour réduire le trafic et améliorer la sécurité
- Envisager des convertisseurs redondants pour les chemins critiques
- Mettre en œuvre des mesures de sécurité appropriées aux frontières du protocole
- Prévoir une bande passante suffisante sur tous les segments du réseau
- Tenir compte de l'expansion future dans la conception du réseau
Essais et validation
Vérifier les performances de la conversion :
- Essai dans des conditions de charge maximale
- Vérifier la synchronisation dans diverses conditions de réseau
- Valider l'intégrité des données lors des conversions
- Tester des scénarios de défaillance et de reprise
- Documenter les mesures de performance de base
Considérations relatives à l'entretien
Prévoir un soutien à long terme :
- Mise en place d'une surveillance de la santé des convertisseurs
- Établir des procédures de sauvegarde et de récupération
- Documenter les procédures de dépannage
- Former le personnel de maintenance à la configuration des convertisseurs
- Maintenir les procédures de mise à jour des microprogrammes
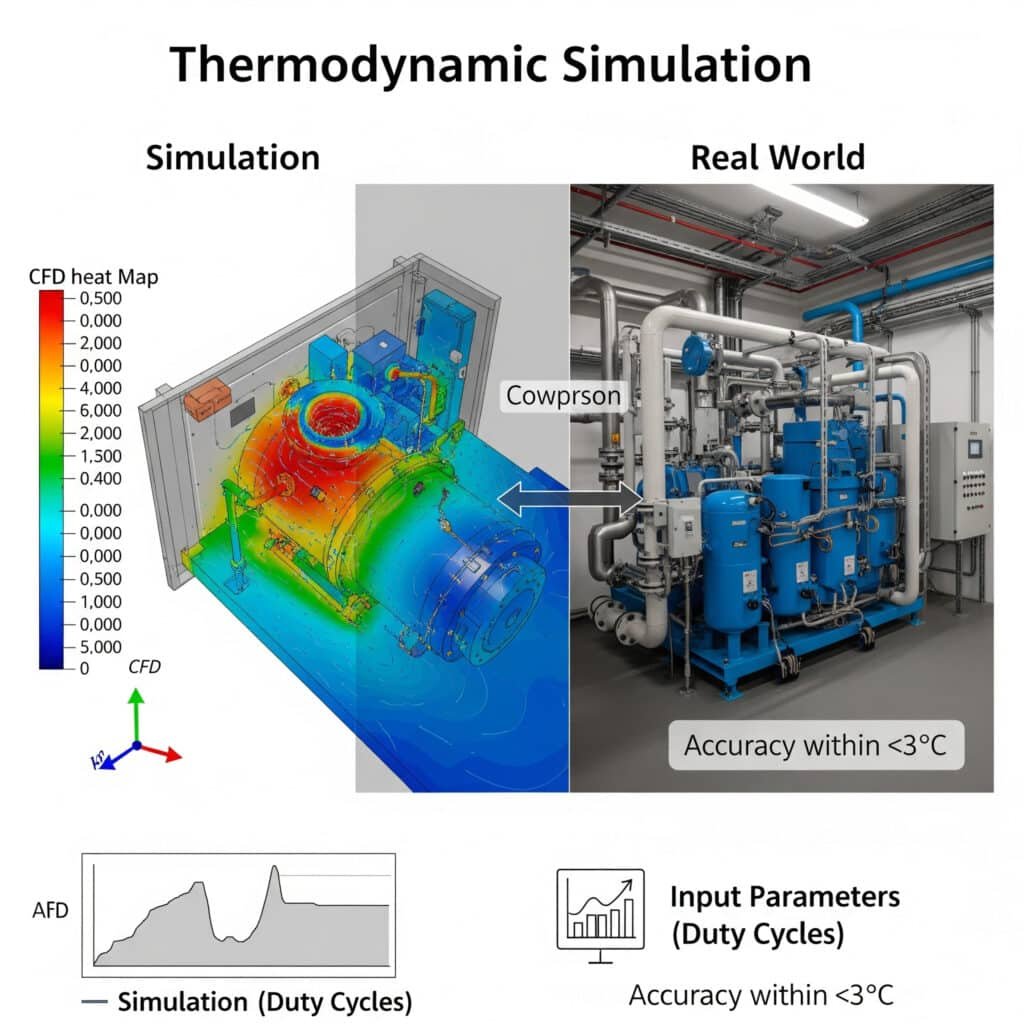
Comment prévoir et prévenir les problèmes thermiques avant l'installation ?
La gestion thermique est souvent négligée dans l'intégration des systèmes pneumatiques, ce qui entraîne une surchauffe des composants, une réduction des performances et des défaillances prématurées. Les approches traditionnelles "construire et tester" entraînent des modifications coûteuses après l'installation.
Une simulation thermodynamique efficace pour l'agencement des systèmes pneumatiques combine la dynamique des fluides numérique (CFD)4 modélisation, profilage de la production de chaleur des composants et optimisation des voies de ventilation. Les simulations les plus utiles intègrent des cycles d'utilisation réels, des conditions ambiantes réalistes et des caractéristiques thermiques précises des composants afin de prévoir les températures de fonctionnement à ±3°C des valeurs réelles.
Méthodologie complète de simulation thermodynamique
Sur la base de centaines d'intégrations de systèmes pneumatiques, j'ai développé cette méthodologie de simulation :
| Phase de simulation | Principaux apports | Méthodes d'analyse | Sorties | Niveau de précision |
|---|---|---|---|---|
| Profil thermique des composants | Consommation d'énergie, données d'efficacité, cycle d'utilisation | Modélisation thermique au niveau du composant | Cartes de production de chaleur | ±10% |
| Modélisation de l'enceinte | Disposition en 3D, propriétés des matériaux, conception de la ventilation | Dynamique des fluides numérique | Modèles de flux d'air, taux de transfert de chaleur | ±15% |
| Simulation de système | Modèles combinés de composants et de boîtiers | Analyse CFD et thermique couplée | Distribution des températures, points chauds | ±5°C |
| Analyse du cycle de fonctionnement | Séquences opérationnelles, données temporelles | Simulation thermique en fonction du temps | Profils de température dans le temps | ±3°C |
| Analyse d'optimisation | Dispositions alternatives, options de refroidissement | Études paramétriques | Amélioration des recommandations en matière de conception | N/A |
Cadre de simulation thermique pour les systèmes pneumatiques
Pour prévoir et prévenir efficacement les problèmes thermiques, suivez cette approche de simulation structurée :
Phase 1 : Caractérisation thermique des composants
Commencez par comprendre le comportement thermique des différents composants :
Profilage de la production de chaleur
Documenter la production de chaleur pour chaque composant :
- Solénoïdes de vannes (typiquement 2-15W par solénoïde)
- Contrôleurs électroniques (5-50W selon la complexité)
- Alimentations (pertes d'efficacité de 10-20%)
- Régulateurs pneumatiques (chaleur minimale mais possibilité de limiter le débit)
- Servomoteurs (peuvent générer une chaleur importante sous charge)Analyse du schéma de fonctionnement
Définir le fonctionnement des composants dans le temps :
- Cycles d'utilisation pour les composants intermittents
- Périodes de fonctionnement continu
- Scénarios de charge de pointe
- Fonctionnement typique et fonctionnement dans le pire des cas
- Séquences de démarrage et d'arrêtDocumentation sur l'arrangement des composants
Créer des modèles 3D détaillés montrant :
- Positions exactes des composants
- Orientation des surfaces génératrices de chaleur
- Dégagements entre les composants
- Voies de convection naturelle
- Zones d'interaction thermique potentielles
Phase 2 : Modélisation de l'enceinte et de l'environnement
Modéliser l'environnement physique qui contient les composants :
Caractérisation de l'enceinte
Documenter toutes les propriétés pertinentes de l'enceinte :
- Dimensions et volume intérieur
- Propriétés thermiques des matériaux
- Traitements de surface et couleurs
- Ouvertures de ventilation (taille, position, restrictions)
- Orientation du montage et exposition externeDéfinition de l'état de l'environnement
Préciser l'environnement d'exploitation :
- Plage de température ambiante (minimum, typique, maximum)
- Conditions d'écoulement de l'air extérieur
- Exposition solaire, le cas échéant
- Contribution thermique de l'équipement environnant
- Variations saisonnières si elles sont significativesSpécification du système de ventilation
Détailler tous les mécanismes de refroidissement :
- Spécifications du ventilateur (débit, pression, position)
- Voies de convection naturelle
- Les systèmes de filtration et leurs restrictions
- Systèmes de climatisation ou de refroidissement
- Voies d'évacuation et potentiel de recirculation
Phase 3 : Exécution de la simulation
Effectuer une simulation progressive avec une complexité croissante :
Analyse en régime permanent
Commencez par une simulation simplifiée à conditions constantes :
- Tous les composants génèrent une chaleur continue maximale
- Conditions ambiantes stables
- Fonctionnement continu de la ventilation
- Pas d'effets transitoiresAnalyse thermique transitoire
Progrès en matière de simulation des variations temporelles :
- Cycles d'utilisation réels des composants
- Progression thermique au démarrage
- Scénarios de charge de pointe
- Périodes de refroidissement et de récupération
- Scénarios de mode de défaillance (par exemple, défaillance du ventilateur)Études paramétriques
Évaluer les variations de conception afin d'optimiser les performances thermiques :
- Options de repositionnement des composants
- Stratégies de ventilation alternatives
- Options de refroidissement supplémentaires
- Possibilités de modification du boîtier
- Impacts de la substitution des composants
Phase 4 : Validation et optimisation
Vérifier l'exactitude des simulations et mettre en œuvre des améliorations :
Identification des points critiques
Localiser les zones à problèmes thermiques :
- Emplacements des températures maximales
- Composants dépassant les limites de température
- Régions à flux d'air restreint
- Zones d'accumulation de chaleur
- Zones de refroidissement insuffisantesOptimisation de la conception
Développer des améliorations spécifiques :
- Recommandations de repositionnement des composants
- Exigences supplémentaires en matière de ventilation
- Ajout d'un dissipateur thermique ou d'un système de refroidissement
- Modifications opérationnelles pour réduire la chaleur
- Substitutions de matériaux ou de composants
Étude de cas : Intégration d'une armoire de commande industrielle
Un constructeur de machines en Allemagne était confronté à des défaillances répétées de l'électronique des vannes pneumatiques dans ses armoires de commande. Les composants tombaient en panne au bout de 3 à 6 mois alors qu'ils étaient prévus pour l'application. Les premières mesures de température ont montré des points chauds localisés atteignant 67°C, bien au-delà des 50°C prévus pour les composants.
Nous avons mis en œuvre une simulation thermodynamique complète :
Caractérisation des composants
- Mesure de la production réelle de chaleur de tous les composants électroniques
- Cycles d'utilisation documentés à partir des données d'exploitation de la machine
- Création d'un modèle 3D détaillé de l'agencement de l'armoireModélisation environnementale
- Modélisation de l'étanchéité Boîtier NEMA 125 avec une ventilation limitée
- Caractérisation de l'environnement de l'usine (température ambiante 18-30°C)
- Dispositions existantes documentées en matière de refroidissement (un seul ventilateur de 120 mm)Analyse de simulation
- Réalisation d'une analyse CFD en régime permanent de la configuration d'origine
- Identification d'importantes restrictions de flux d'air créant des points chauds
- Simulation de multiples arrangements alternatifs de composants
- Évaluation des options de refroidissement amélioré
La simulation a révélé plusieurs problèmes critiques :
- Les terminaux des vannes étaient placés directement au-dessus des blocs d'alimentation
- La voie de ventilation était bloquée par des chemins de câbles
- L'emplacement du ventilateur a créé un court-circuit qui a contourné les composants chauds.
- Le regroupement compact de composants générateurs de chaleur a créé un point chaud cumulatif
Sur la base des résultats de la simulation, nous avons recommandé ces changements :
- Repositionnement des terminaux de vannes dans la partie supérieure de l'armoire
- Création de canaux d'aération dédiés avec déflecteurs
- Ajout d'un deuxième ventilateur en configuration push-pull
- Composants à haute température séparés avec des exigences minimales d'espacement
- Refroidissement ciblé ajouté pour les composants les plus chauds
Résultats après la mise en œuvre :
- Température maximale de l'armoire réduite de 67°C à 42°C
- Répartition uniforme de la température sans points chauds au-dessus de 45°C
- Élimination des défaillances de composants (zéro défaillance en 18 mois)
- Réduction de la consommation d'énergie pour le refroidissement de 15%
- Les prévisions de la simulation correspondent aux mesures réelles à 2,8°C près.
Techniques avancées de simulation thermodynamique
Pour l'intégration de systèmes pneumatiques complexes, ces techniques avancées fournissent des informations supplémentaires :
Simulation couplée pneumatique-thermique
Intégrer les performances pneumatiques à l'analyse thermique :
- Modéliser l'influence de la température sur les performances des composants pneumatiques
- Simuler des chutes de pression dues à des changements de densité induits par la température
- Tenir compte des effets de refroidissement de l'air comprimé en expansion
- Analyser la production de chaleur due aux restrictions de débit et aux pertes de charge
- Tenir compte de la condensation de l'humidité dans les composants de refroidissement
Analyse d'impact du cycle de vie des composants
Évaluer les effets thermiques à long terme :
- Simuler le vieillissement accéléré dû à des températures élevées
- Modélisation des effets des cycles thermiques sur les connexions des composants
- Prévoir la dégradation des performances des joints et des garnitures d'étanchéité
- Estimer les facteurs de réduction de la durée de vie des composants électroniques
- Élaborer des programmes de maintenance préventive en fonction des contraintes thermiques
Simulation de conditions extrêmes
Tester la résilience du système dans les pires scénarios :
- Température ambiante maximale à pleine charge du système
- Modes de défaillance de la ventilation
- Scénarios de filtres bloqués
- Dégradation de l'efficacité de l'alimentation au fil du temps
- Effets de cascade des défaillances de composants
Recommandations de mise en œuvre
Pour une gestion thermique efficace dans l'intégration des systèmes pneumatiques :
Lignes directrices pour la phase de conception
Mettre en œuvre ces pratiques lors de la conception initiale :
- Séparer les composants à haute température horizontalement et verticalement
- Créer des voies de ventilation dédiées avec un minimum de restrictions
- Placer les composants sensibles à la température dans les zones les plus froides
- Prévoir une marge 20% en dessous des températures nominales des composants
- Conception permettant l'accès aux composants à haute température pour l'entretien
Tests de vérification
Valider les résultats de la simulation à l'aide de ces mesures :
- Cartographie des températures avec plusieurs capteurs
- Imagerie thermique infrarouge dans diverses conditions de charge
- Mesures du débit d'air aux points critiques de la ventilation
- Essais de longue durée sous charge maximale
- Essais de cyclage thermique accéléré
Exigences en matière de documentation
Tenir à jour des dossiers complets sur la conception thermique :
- Rapports de simulation thermique avec hypothèses et limitations
- Températures nominales des composants et facteurs de déclassement
- Spécifications du système de ventilation et exigences en matière d'entretien
- Points critiques de contrôle de la température
- Procédures d'urgence thermique
Conclusion
L'intégration efficace d'un système pneumatique nécessite une approche globale qui combine une évaluation clé en main de la compatibilité, une sélection stratégique des convertisseurs de protocole et une simulation thermodynamique avancée. En mettant en œuvre ces méthodologies dès le début du cycle de vie de votre projet, vous pouvez réduire considérablement les délais d'intégration, éviter des retouches coûteuses et garantir des performances optimales du système dès le premier jour.
FAQ sur l'intégration des systèmes pneumatiques
Quel est le délai de retour sur investissement typique pour une planification complète de l'intégration des systèmes ?
Le délai de retour sur investissement typique pour une planification approfondie de l'intégration des systèmes pneumatiques est de 2 à 4 mois. Bien que l'évaluation, la planification du protocole et la simulation thermique ajoutent 2 à 3 semaines à la phase initiale du projet, elles réduisent généralement le temps de mise en œuvre de 30 à 50% et éliminent les retouches coûteuses qui représentent en moyenne 15 à 25% du coût total du projet pour les intégrations gérées de manière traditionnelle.
À quelle fréquence les problèmes de protocole de communication entraînent-ils des retards dans les projets ?
Les incompatibilités entre les protocoles de communication entraînent des retards importants dans environ 68% d'intégrations de systèmes pneumatiques multifournisseurs. Ces problèmes ajoutent généralement de 2 à 6 semaines au calendrier du projet et représentent environ 30% de tous les temps de dépannage pendant la mise en service. Une sélection appropriée du convertisseur de protocole et des tests préalables à la mise en œuvre peuvent éliminer plus de 90% de ces retards.
Quel est le pourcentage de défaillances des systèmes pneumatiques liées à des problèmes thermiques ?
Les problèmes thermiques sont à l'origine d'environ 32% des défaillances des systèmes pneumatiques, les défaillances des composants électroniques étant les plus courantes (65% des défaillances liées à la température). Les modes de défaillance spécifiques les plus fréquents sont l'épuisement des solénoïdes des vannes, les dysfonctionnements des contrôleurs et la dérive des capteurs due à la surchauffe. Une simulation thermodynamique appropriée permet de prévoir et de prévenir plus de 95% de ces défaillances liées à la température.
Les systèmes existants peuvent-ils être évalués à l'aide de ces méthodes d'intégration ?
Oui, ces méthodes d'intégration peuvent être appliquées aux systèmes existants avec d'excellents résultats. L'évaluation de la compatibilité permet d'identifier les goulets d'étranglement de l'intégration, l'analyse des convertisseurs de protocole permet de résoudre les problèmes de communication en cours, et la simulation thermodynamique permet de diagnostiquer les défaillances intermittentes ou la dégradation des performances. Lorsqu'elles sont appliquées aux systèmes existants, ces méthodes améliorent généralement la fiabilité de 40 à 60% et réduisent les coûts de maintenance de 25 à 35%.
Quel est le niveau d'expertise requis pour mettre en œuvre ces approches d'intégration ?
Bien que les méthodologies d'intégration de systèmes complets requièrent une expertise spécialisée, elles peuvent être mises en œuvre en combinant des ressources internes et un soutien externe ciblé. La plupart des organisations estiment que la formation de leur équipe d'ingénieurs aux cadres d'évaluation et la collaboration avec des consultants spécialisés dans la conversion de protocoles complexes et la simulation thermique offrent un équilibre optimal entre le développement des compétences et la réussite de la mise en œuvre.
Comment ces approches d'intégration affectent-elles les besoins de maintenance à long terme ?
Les systèmes pneumatiques correctement intégrés qui utilisent ces méthodologies réduisent généralement les besoins de maintenance de 30-45% au cours de leur durée de vie. Les interfaces de communication normalisées simplifient le dépannage, la conception thermique optimisée prolonge la durée de vie des composants et la documentation complète améliore l'efficacité de la maintenance. En outre, ces systèmes sont généralement 60-70% plus rapides à modifier ou à étendre en raison de leur architecture d'intégration bien planifiée.
-
Fournit une définition commerciale d'une solution clé en main, un type de projet qui est construit de manière à pouvoir être vendu à n'importe quel acheteur en tant que produit fini, sans nécessiter de modification ou d'installation supplémentaire. ↩
-
Explique le concept d'informatique périphérique, un paradigme d'informatique distribuée qui rapproche les calculs et le stockage des données des sources de données, améliorant ainsi les temps de réponse et économisant la bande passante, ce qui est un principe clé des contrôleurs périphériques. ↩
-
Offre une comparaison des principaux protocoles Ethernet industriels, tels que PROFINET, EtherNet/IP et Modbus TCP, en détaillant leurs différences en termes de performances, de topologie et d'applications typiques. ↩
-
Décrit les principes de la dynamique des fluides numérique (CFD), un outil de simulation puissant qui utilise l'analyse numérique pour modéliser et visualiser l'écoulement des fluides, le transfert de chaleur et les phénomènes associés au sein d'un système défini. ↩
-
Détaille le système d'évaluation du type de boîtier NEMA (National Electrical Manufacturers Association), qui définit des normes pour le degré de protection d'un boîtier contre les risques environnementaux tels que la poussière, l'eau et l'huile. ↩
