

Introduction
Votre système pneumatique perd de la pression, la productivité diminue et les coûts de maintenance montent en flèche. 💨 Vous avez remplacé les joints deux fois ce mois-ci, mais ils continuent de se détériorer en quelques semaines. La cause n'est pas la qualité des joints, mais la physique de l'écart d'extrusion que la plupart des ingénieurs négligent. Lorsque la pression force le matériau du joint dans des espaces microscopiques, une défaillance catastrophique est inévitable.
Les jeux d'extrusion sont les espaces entre les composants cylindriques appariés où une pression élevée peut forcer le matériau d'étanchéité à s'écouler et à se déformer. Pour éviter toute défaillance du joint, il est nécessaire de maintenir les dimensions des jeux en dessous des seuils critiques (généralement 0,1 à 0,3 mm selon la pression et la dureté du joint) grâce à des tolérances d'usinage précises, à une sélection appropriée des bagues d'appui et à la compatibilité des matériaux afin d'éviter le grignotage, le déchirement et la dégradation progressive du joint.
J'ai récemment aidé Thomas, responsable de la maintenance dans une usine d'embouteillage à grande vitesse dans le Wisconsin, à résoudre un mystérieux problème de défaillance des joints. Ses vérins sans tige fonctionnaient à 12 bars et les joints tombaient en panne toutes les 3 à 4 semaines, malgré l'utilisation de joints en polyuréthane de qualité supérieure. Lorsque nous avons mesuré les écarts d'extrusion réels, nous avons constaté des jeux de 0,45 mm, bien au-delà des limites de sécurité. Après avoir remplacé les cylindres par nos cylindres Bepto, conçus avec des jeux maximaux de 0,15 mm et des bagues d'appui appropriées, la durée de vie des joints a été prolongée à plus de 18 mois. 🔍
Table des matières
- Que sont les écarts d'extrusion et pourquoi provoquent-ils des défaillances d'étanchéité ?
- Comment la pression affecte-t-elle le comportement des matériaux d'étanchéité dans les espaces d'extrusion ?
- Quelles sont les dimensions critiques des écarts pour différentes plages de pression ?
- Quelles caractéristiques de conception et anneaux de renfort empêchent l'extrusion des joints dans les vérins sans tige ?
Que sont les écarts d'extrusion et pourquoi provoquent-ils des défaillances d'étanchéité ?
Il est essentiel de comprendre les principes physiques et mécaniques qui régissent l'extrusion des joints afin d'éviter les défaillances prématurées et les temps d'arrêt coûteux. ⚙️
Les jeux d'extrusion sont les jeux radiaux ou axiaux entre les composants du cylindre (piston et cylindre, tige et presse-étoupe) où le matériau d'étanchéité sous pression peut s'écouler sous la charge. Lorsque la pression du système dépasse la résistance à la déformation du joint, l'élastomère s'extrude dans ces jeux, provoquant des microfissures (petites déchirures sur les bords du joint), une perte progressive de matière et, à terme, une défaillance complète du joint par déchirure ou perte d'interférence d'étanchéité.
Les mécanismes de l'extrusion des joints
Considérez le matériau du joint comme du miel épais sous pression. À basse pression, le joint conserve sa forme et reste dans sa rainure. À mesure que la pression augmente, le matériau subit une contrainte qui tente de le pousser dans tout espace disponible. L'espace d'extrusion agit comme une ouverture de soupape : dès que la force de pression dépasse la résistance du matériau du joint et sa résistance au frottement, le joint commence à s'écouler dans l'espace.
Il ne s'agit pas d'une défaillance soudaine. Il s'agit d'une dégradation progressive qui commence par un déplacement microscopique du matériau au niveau du bord du joint. Chaque cycle de pression pousse un peu plus de matériau dans l'espace. Après des centaines ou des milliers de cycles, cela crée des petites déchirures visibles qui ressemblent à de minuscules morsures sur le bord du joint.
Pourquoi les tolérances standard ne suffisent pas
De nombreux fabricants de cylindres travaillent avec des tolérances d'usinage générales de ±0,2 mm, voire ±0,3 mm. Pour les applications à basse pression inférieures à 6 bars, cela peut être acceptable. Mais à 10-16 bars, pression courante dans les systèmes pneumatiques industriels modernes, ces tolérances créent des espaces d'extrusion qui garantissent la défaillance des joints.
Chez Bepto, nous avons appris cela à nos dépens. Au début de l'histoire de notre entreprise, nous fabriquions des cylindres conformes aux tolérances standard de l'industrie et nous ne comprenions pas pourquoi nos clients signalaient des défaillances des joints à haute pression. Une analyse détaillée des défaillances a révélé le mécanisme d'extrusion, et nous avons complètement repensé nos processus de fabrication afin de maintenir des jeux plus serrés.
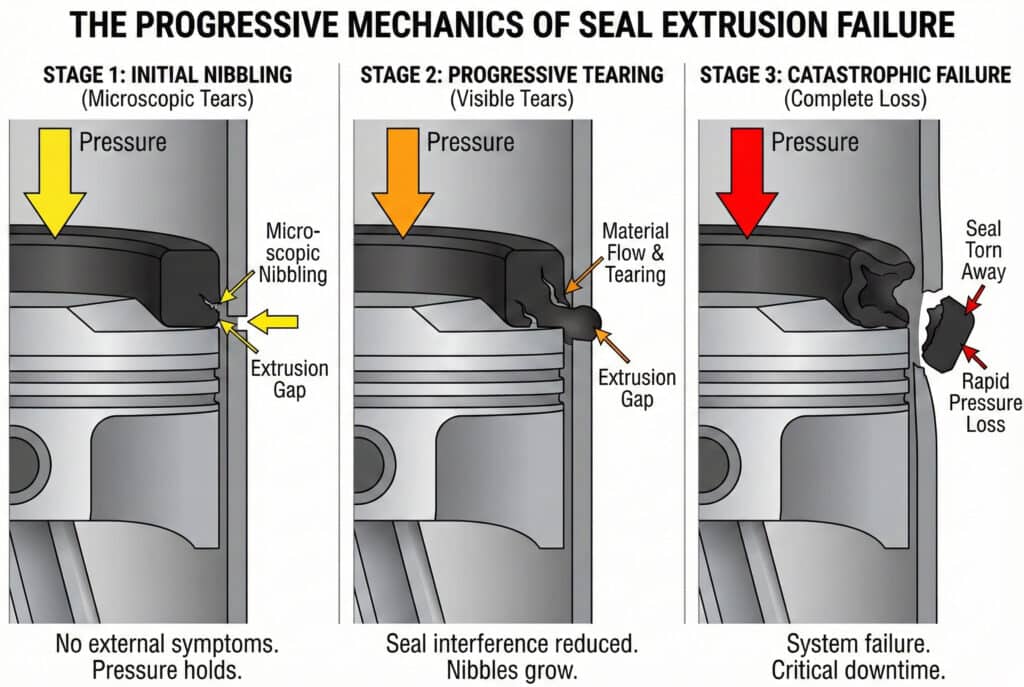
Les trois étapes de la défaillance de l'extrusion
J'ai examiné des centaines de joints défectueux, et leur évolution est remarquablement constante :
- Grignotage initial (10-20% premiers de la durée de vie du joint) : Des fissures microscopiques apparaissent sur les bords du joint côté pression.
- Déchirure progressive (milieu de la vie, entre 60 et 70 ans) : les petites fissures se transforment en déchirures visibles, le joint commence à perdre son étanchéité.
- Défaillance catastrophique (10-20% final de la vie) : De grandes sections se détachent, provoquant une perte de pression rapide.
Le plus insidieux, c'est que les phases 1 et 2 ne présentent souvent aucun symptôme externe. Le cylindre fonctionne toujours, la pression est maintenue et tout semble aller bien, jusqu'à ce que vous atteigniez la phase 3 et que vous subissiez une défaillance soudaine et totale au cours d'un cycle de production critique.
Comment la pression affecte-t-elle le comportement des matériaux d'étanchéité dans les espaces d'extrusion ?
La relation entre la pression, les propriétés des matériaux et les dimensions des interstices détermine la longévité des joints et la fiabilité du système. 📈
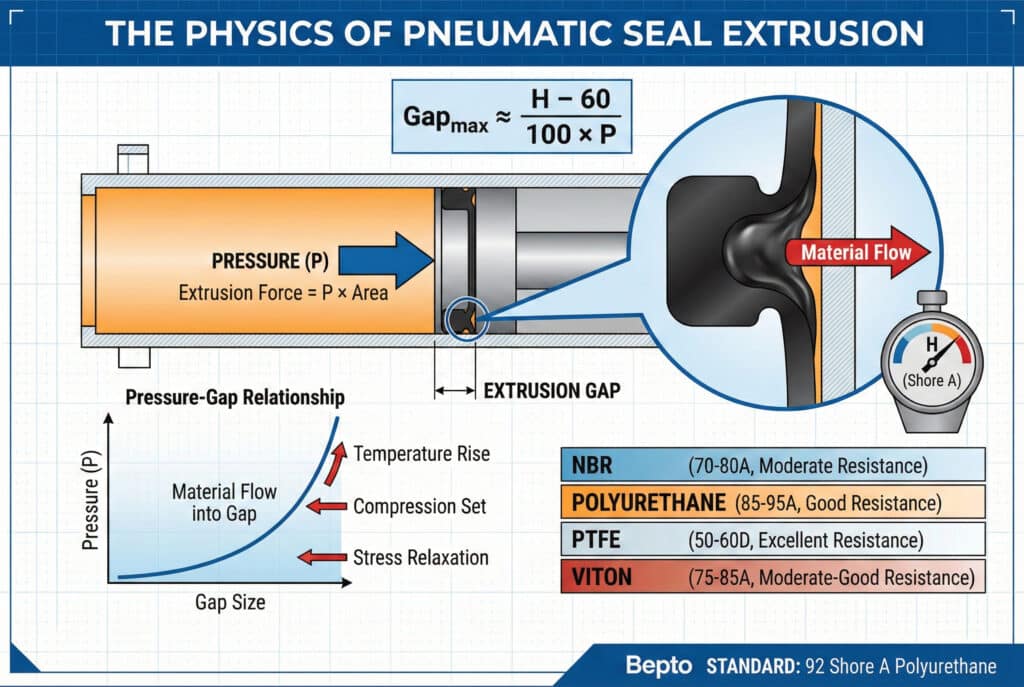
L'extrusion du joint suit un modèle de déformation dépendant de la pression, dans lequel le flux de matière dans les interstices augmente de manière exponentielle au-delà des seuils de pression critiques : la force d'extrusion est égale à la pression multipliée par la surface du joint, tandis que la résistance dépend de la dureté du matériau (Dureté Shore A1), la température et le coefficient de frottement, créant un point d'équilibre où des écarts supérieurs à 0,2-0,4 mm (selon la dureté du joint et la pression) permettent un déplacement progressif du matériau et une défaillance.
Relation entre la pression, l'écart et la dureté
Il existe une équation critique qui régit l'extrusion des joints, bien que la plupart des ingénieurs ne la connaissent pas. L'écart maximal de sécurité (en mm) est approximativement égal à : Gap_max = (H – 60) / (100 × P) où H est la dureté Shore A et P est la pression en bar.
Pour un joint en polyuréthane standard de 90 Shore A à 10 bars : Gap_max = (90-60)/(100×10) = 0,03 mm, une tolérance incroyablement serrée ! C'est pourquoi une conception adéquate du cylindre est si importante.
Modifications des propriétés des matériaux sous pression
Les matériaux d'étanchéité ne se comportent pas de la même manière à 1 bar et à 15 bars. Sous haute pression, plusieurs phénomènes se produisent simultanément :
- Kit de compression2: Le joint se comprime, réduisant ainsi sa dureté effective.
- Augmentation de la température: Le frottement génère de la chaleur, ce qui ramollit l'élastomère.
- Détente en cas de stress: Une pression prolongée provoque un réarrangement de la chaîne moléculaire.
- PlastificationCertains matériaux d'étanchéité deviennent plus fluides sous une pression soutenue.
Ces facteurs se combinent pour rendre les joints plus sensibles à l'extrusion à mesure que la durée de fonctionnement augmente. Un joint qui résiste aux tests initiaux à haute pression peut tout de même présenter une défaillance après 100 000 cycles en raison des changements cumulatifs des propriétés du matériau.
Comparaison des performances des matériaux d'étanchéité
| Matériau du joint | Dureté Shore A | Pression maximale (écart de 0,2 mm) | Pression maximale (écart de 0,3 mm) | Résistance à l'extrusion |
|---|---|---|---|---|
| NBR (Nitrile) | 70-80 | 6-8 bar | 4-5 bars | Modéré |
| Polyuréthane | 85-95 | 10-14 bars | 7 à 9 bars | Bon |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bars | Excellent |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Modéré-Bon |
Ce tableau montre pourquoi chez Bepto, nous spécifions du polyuréthane 92 Shore A pour nos vérins haute pression sans tige : il offre le meilleur équilibre entre performances d'étanchéité, résistance à l'usure et résistance à l'extrusion pour les applications pneumatiques industrielles.
Comportement d'extrusion dynamique vs statique
Les joints statiques (comme les joints toriques des capuchons d'extrémité) subissent une pression constante et peuvent tolérer des espaces légèrement plus grands, car ils ne sont pas soumis à des contraintes cycliques. Les joints dynamiques (joints de piston et de tige) sont soumis à des cycles de pression répétés, à des fluctuations de température et à des frottements de glissement, qui accélèrent tous les dommages par extrusion.
Dans les vérins sans tige, cela est particulièrement critique car l'ensemble du système d'étanchéité du chariot est dynamique. Chaque course soumet les joints à des inversions de pression, à un échauffement par frottement et à des contraintes mécaniques. C'est pourquoi la conception des vérins sans tige exige un contrôle encore plus strict de l'écart d'extrusion que les vérins standard.
Quelles sont les dimensions critiques des écarts pour différentes plages de pression ?
Connaître les exigences dimensionnelles précises vous aide à spécifier correctement les vérins et à éviter les défaillances prématurées. 🎯
Les écarts d'extrusion maximaux critiques varient en fonction de la plage de pression : 0,3-0,4 mm pour 6-8 bars, 0,2-0,25 mm pour 8-10 bars, 0,15-0,20 mm pour 10-12 bars et 0,10-0,15 mm pour 12-16 bars. Ces dimensions doivent être maintenues sur tout le périmètre du joint, en tenant compte de la dilatation thermique, de l'usure et des tolérances de fabrication, ce qui nécessite un usinage de précision. IT73 ou des grades de tolérance supérieurs pour les systèmes pneumatiques haute pression.
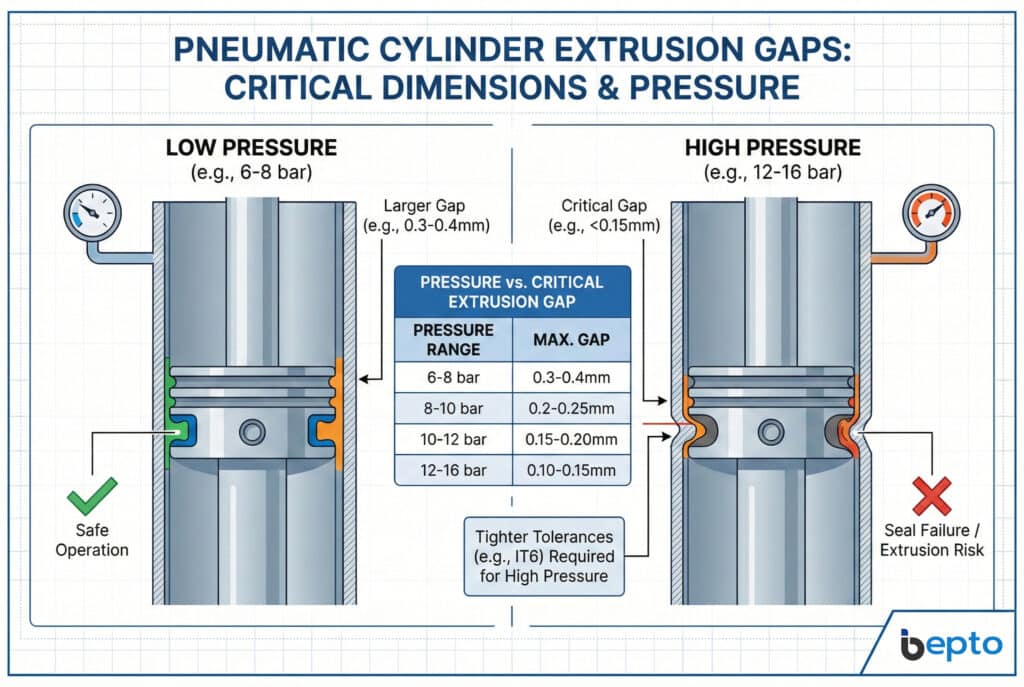
Spécifications relatives à l'écart basé sur la pression
Chez Bepto, nous appliquons les règles de conception suivantes à nos vérins sans tige :
Basse pression (jusqu'à 6 bars) :
- Écart radial maximal : 0,35 mm
- Recommandé : 0,25-0,30 mm
- Classe de tolérance : IT8 (±0,046 mm pour un diamètre de 50 mm)
Pression moyenne (6-10 bars) :
- Écart radial maximal : 0,20 mm
- Recommandé : 0,15-0,18 mm
- Classe de tolérance : IT7 (±0,030 mm pour un diamètre de 50 mm)
Haute pression (10-16 bars) :
- Écart radial maximal : 0,15 mm
- Recommandé : 0,10-0,12 mm
- Classe de tolérance : IT6 (±0,019 mm pour un diamètre de 50 mm)
Ces chiffres ne sont pas théoriques : ils sont issus d'essais sur le terrain réalisés sur des milliers d'installations et des millions d'heures de fonctionnement.
Prise en compte de la dilatation thermique
Voici un facteur que de nombreux ingénieurs négligent : l'aluminium se dilate d'environ 23 μm par mètre et par °C. Dans un cylindre sans tige d'un mètre fonctionnant entre 20 °C et 60 °C (températures courantes dans les environnements industriels), le corps se dilate de 0,92 mm en longueur et proportionnellement en diamètre.
Pour un cylindre de 63 mm d'alésage, cela représente une augmentation d'environ 0,058 mm de diamètre. Si votre écart à froid est de 0,15 mm et que vous ne tenez pas compte de coefficient de dilatation thermique4, votre écart à chaud devient de 0,208 mm, ce qui peut potentiellement entraîner une défaillance à haute pression.
Nous concevons nos cylindres Bepto en tenant compte de la compensation thermique, en utilisant des combinaisons de matériaux et des spécifications dimensionnelles qui maintiennent des écarts de sécurité sur toute la plage de températures de fonctionnement.
Progression de l'usure et augmentation de l'écart
Même avec des dimensions initiales parfaites, l'usure augmente progressivement les écarts d'extrusion. Lors de nos tests, nous avons constaté que :
- Usure du canon: 0,01-0,02 mm par million de cycles (aluminium anodisé dur)
- Usure des pistons: 0,02-0,03 mm par million de cycles (aluminium avec revêtement)
- Usure des joints: réduction de hauteur de 0,05 à 0,10 mm par million de cycles
Cela signifie qu'un cylindre présentant initialement un jeu de 0,15 mm peut atteindre 0,20 mm après 500 000 cycles. Concevoir en tenant compte de cette progression, c'est-à-dire en commençant par des jeux initiaux plus serrés, permet de prolonger considérablement la durée de vie globale du joint.
Méthodes de mesure et de vérification
Lorsque je me rends chez les clients pour dépanner des problèmes liés aux joints, j'apporte toujours des outils de mesure de précision. On ne peut pas gérer ce qu'on ne mesure pas. Nous vérifions les écarts d'extrusion à l'aide des outils suivants :
- Jauges à broches pour des vérifications rapides de type « oui/non »
- Micromètres d'alésage pour des mesures internes précises
- Machines à mesurer tridimensionnelles (CMM) pour une vérification complète de la géométrie
Je me souviens avoir rendu visite à Laura, responsable qualité chez un fabricant d'équipements d'automatisation en Ontario. Elle était frustrée par la durée de vie inégale des joints sur des cylindres censés être identiques. Lorsque nous avons mesuré les écarts réels, nous avons constaté des variations de 0,12 mm à 0,38 mm dans le même lot de production provenant de son ancien fournisseur. Après être passée aux cylindres Bepto avec des écarts vérifiés de 0,15 mm ± 0,02 mm, la durée de vie de ses joints est devenue prévisible et constante. 📏
Quelles caractéristiques de conception et anneaux de renfort empêchent l'extrusion des joints dans les vérins sans tige ?
Les solutions techniques appropriées combinent le contrôle dimensionnel et les systèmes de support mécanique afin d'optimiser la durée de vie des joints. 🔧
La prévention de l'extrusion des joints nécessite des approches de conception intégrées, notamment des rainures de joints usinées avec précision et présentant des rapports de profondeur et de largeur optimisés, ainsi que des dispositifs anti-extrusion. Anneaux de secours5 (PTFE ou polyuréthane renforcé) positionné côté pression, bords chanfreinés pour éviter d'endommager le joint lors du montage, et sélection de matériaux adaptés à la dureté du joint et à la pression de service. Dans les vérins sans tige, les configurations à double joint avec équilibrage de pression réduisent encore davantage le risque d'extrusion tout en maintenant un faible frottement.

Géométrie optimisée de la rainure d'étanchéité
La rainure d'étanchéité n'est pas simplement une fente rectangulaire : ses dimensions ont une incidence déterminante sur la résistance à l'extrusion. Nous concevons nos rainures d'étanchéité Bepto selon les principes suivants :
Profondeur de rainure: 70-80% de section transversale du joint (permet une compression contrôlée)
Largeur de rainure: 90-95% de section transversale du joint (empêche la compression excessive)
Rayon d'angle: 0,2-0,4 mm (empêche la concentration des contraintes)
Finition de la surface: Ra 0,4-0,8 μm (optimise le frottement du joint)
Ces rapports garantissent que le joint se comprime suffisamment pour créer une force d'étanchéité sans exercer de contrainte excessive sur le matériau, ce qui accélérerait l'extrusion.
Sélection et placement des anneaux de renfort
Les bagues de renfort sont les héros méconnus de l'étanchéité haute pression. Ces bagues rigides ou semi-rigides sont placées à côté du joint côté pression, bloquant physiquement l'espace d'extrusion. Considérez-les comme un barrage qui empêche le matériau d'étanchéité de s'écouler dans le jeu.
Anneaux d'appui en PTFE (notre norme chez Bepto pour plus de 10 bars) :
- Dureté Shore D 50-60 (beaucoup plus dur que les élastomères)
- Peut combler des espaces jusqu'à 0,4 mm à 16 bars
- Faible coefficient de frottement (0,05-0,10)
- Température stable jusqu'à 200 °C
Anneaux de renfort en polyuréthane renforcé (pour une pression modérée) :
- Dureté Shore A 95-98
- Efficace pour des écarts allant jusqu'à 0,3 mm à 10 bars
- Meilleure élasticité que le PTFE
- Plus économique pour les applications à moyenne pression
La clé réside dans le positionnement : la bague d'appui doit être placée du côté pression du joint. J'ai vu des installations où les bagues d'appui étaient montées à l'envers, n'offrant ainsi aucune protection — une erreur coûteuse qui pourrait facilement être évitée grâce à une formation adéquate.
Défis spécifiques aux vérins sans tige
Les vérins sans tige présentent des défis uniques en matière d'extrusion, car les joints du chariot doivent maintenir la pression tout en glissant sur toute la longueur du cylindre. Chez Bepto, nous utilisons une configuration à double joint :
- Joint primaire: U-cup en polyuréthane 92 Shore A avec géométrie de lèvre optimisée
- Joint secondaire: Bague d'appui en PTFE avec ressort de tension
- Joint d'essuie-glace: Élimine les contaminants susceptibles d'endommager le joint primaire.
Ce système à trois éléments offre une redondance : si le joint principal commence à présenter des dommages d'extrusion, la bague de secours empêche une défaillance catastrophique, vous laissant le temps de planifier la maintenance plutôt que de subir un arrêt d'urgence.
Compatibilité des matériaux et résistance chimique
L'extrusion des joints n'est pas purement mécanique : la compatibilité chimique influe sur les propriétés des matériaux et la résistance à l'extrusion. L'exposition à des fluides ou lubrifiants incompatibles peut :
- Gonflement le joint, augmentant la friction et la génération de chaleur
- Adoucir le matériau, réduisant la résistance à l'extrusion
- Durcir le joint, provoquant des fissures et une perte d'étanchéité
Chez Bepto, nous spécifions les matériaux de nos joints en fonction des environnements industriels courants :
- Air standard: Joints en polyuréthane (excellentes performances globales)
- Air contaminé par l'huile: Joints NBR (résistants à l'huile)
- Applications à haute température: Joints en Viton (résistants à la chaleur jusqu'à 200 °C)
- Alimentation/pharma: Polyuréthane ou PTFE conforme aux normes FDA
Maintenance préventive et surveillance
Même avec une conception parfaite, la surveillance de l'état des joints permet d'éviter les défaillances imprévues. Nous recommandons les pratiques suivantes :
Inspection visuelle tous les 100 000 cycles ou tous les 6 mois :
- Vérifiez s'il y a des traces visibles de rongement sur les bords du joint.
- Recherchez les fuites d'huile ou d'air.
- Vérifiez le bon fonctionnement sans collage
Contrôle des performances:
- Suivre les temps de cycle (une augmentation du temps suggère une augmentation du frottement)
- Surveillez la consommation d'air (une augmentation indique une fuite).
- Notez tout bruit ou vibration inhabituel.
Remplacement prédictif:
- Remplacer les joints à 70-80% de la durée de vie prévue.
- N'attendez pas l'échec total
- Planifier les remplacements pendant les temps d'arrêt prévus
Chez Bepto, nous fournissons à nos clients des outils de prévision de la durée de vie des joints en fonction de leurs conditions de fonctionnement spécifiques : pression, cadence, température et environnement. Cela élimine les approximations dans la planification de la maintenance et évite les pannes d'urgence coûteuses qui perturbent les calendriers de production.
Conclusion
La physique de l'écart d'extrusion n'est pas seulement une théorie académique, c'est la différence entre des systèmes pneumatiques fiables et des défaillances de joints coûteuses et frustrantes. En maintenant des dimensions d'écart précises en dessous des seuils critiques, en utilisant des bagues d'appui appropriées et en sélectionnant des matériaux adaptés aux conditions de fonctionnement, vous pouvez prolonger la durée de vie des joints de 5 à 10 fois par rapport à des systèmes mal conçus. Chez Bepto, tous les vérins sans tige que nous fabriquons intègrent ces principes de prévention de l'extrusion, car nous comprenons que votre production ne peut se permettre des temps d'arrêt imprévus. Lorsque vous spécifiez des vérins, n'acceptez pas de vagues assurances : exigez des spécifications dimensionnelles, des mesures d'écart et des détails sur le système d'étanchéité qui prouvent la résistance à l'extrusion. 🛡️
FAQ sur les écarts d'extrusion et les défaillances des joints
Q : Comment puis-je mesurer les écarts d'extrusion dans les cylindres installés sans les démonter ?
La mesure directe nécessite un démontage, mais vous pouvez déduire l'existence d'écarts excessifs à partir des symptômes de performance : usure rapide des joints (moins de 100 000 cycles), traces visibles sur les joints retirés, augmentation de la consommation d'air au fil du temps et chutes de pression sous charge. Pour les applications critiques, chez Bepto, nous recommandons des inspections programmées tous les 500 000 cycles, au cours desquelles les joints sont examinés et les écarts vérifiés à l'aide d'outils de mesure de précision.
Q : Puis-je utiliser des bagues de secours pour compenser les écarts d'extrusion excessifs des cylindres ?
Les bagues d'appui sont utiles, mais ne constituent pas une solution complète pour les cylindres mal conçus : elles peuvent combler des écarts de 0,1 à 0,15 mm au-delà des dimensions optimales, mais les écarts supérieurs à 0,4 mm entraîneront des défaillances même avec des bagues d'appui. De plus, les écarts trop importants augmentent la friction et l'usure des bagues d'appui elles-mêmes. Une conception adéquate du cylindre avec des écarts initiaux corrects est toujours préférable à une compensation à l'aide de bagues d'appui.
Q : Pourquoi mes joints s'usent-ils plus rapidement à des vitesses de cycle plus élevées, même à pression égale ?
Des vitesses de cycle plus élevées génèrent davantage de chaleur par frottement, ce qui ramollit les matériaux d'étanchéité et réduit la résistance à l'extrusion. Un joint fonctionnant à 90 °C en raison d'un frottement à grande vitesse a une dureté inférieure de 10 à 15 points Shore A à celle du même matériau à 40 °C. De plus, les cycles de pression rapides créent des concentrations de contraintes dynamiques qui accélèrent l'apparition de grignotage. Pour les applications à grande vitesse supérieures à 1 mètre/seconde, spécifiez des joints d'un degré de dureté supérieur et réduisez les écarts maximaux de 0,02 à 0,03 mm.
Q : Existe-t-il des matériaux d'étanchéité qui éliminent complètement les problèmes d'extrusion ?
Les composés PTFE et PTFE chargé offrent la meilleure résistance à l'extrusion, fonctionnant de manière fiable à plus de 16 bars avec des jeux de 0,3 à 0,4 mm, mais ils nécessitent des forces d'étanchéité plus élevées et ont une élasticité limitée par rapport au polyuréthane ou au caoutchouc. Pour la plupart des applications pneumatiques, des systèmes d'étanchéité en polyuréthane correctement conçus avec des bagues d'appui offrent de meilleures performances globales : frottement réduit, meilleure étanchéité au démarrage et résistance à l'extrusion adéquate lorsque les jeux sont correctement contrôlés.
Q : Comment puis-je préciser les exigences en matière d'écart d'extrusion lorsque je commande des vérins sur mesure ?
Demandez des spécifications dimensionnelles explicites dans votre bon de commande : “ Jeu radial maximal entre le diamètre extérieur du piston et le diamètre intérieur du cylindre : 0,15 mm mesuré à 20 °C ” et “ Le système d'étanchéité doit inclure des bagues d'appui en PTFE conçues pour [votre pression] bar ”. Chez Bepto, nous fournissons des rapports d'inspection dimensionnelle avec chaque cylindre personnalisé, indiquant les jeux réels mesurés et les spécifications du système d'étanchéité, afin de vous garantir des cylindres conçus pour répondre à vos exigences spécifiques en matière de pression et de performances.
-
Découvrez l'échelle de dureté Shore A utilisée pour mesurer la résistance des élastomères et des caoutchoucs. ↩
-
Comprendre la déformation rémanente après compression, c'est-à-dire la déformation permanente d'un matériau après avoir été soumis à une contrainte. ↩
-
Consultez le système ISO de limites et d'ajustements définissant les grades de tolérance standard tels que IT7. ↩
-
Découvrez comment les matériaux se dilatent et se contractent en fonction des changements de température, en fonction de leurs propriétés physiques. ↩
-
Découvrez comment les anneaux de renfort empêchent l'extrusion en comblant l'espace entre les composants métalliques. ↩
