
Ogni ingegnere con cui ho parlato si trova di fronte allo stesso dilemma: avete bisogno di fiducia assoluta nei vostri componenti pneumatici, ma i test di affidabilità tradizionali possono ritardare i progetti di mesi. Nel frattempo, le scadenze di produzione si avvicinano e la pressione della direzione aziendale che vuole risultati già da ieri è sempre più forte. Questa lacuna nella verifica dell'affidabilità crea un rischio enorme.
Efficace cilindro pneumatico la verifica dell'affidabilità combina test di vibrazione accelerata1 con un'appropriata selezione dello spettro, cicli di esposizione alla nebbia salina standardizzati e un'analisi completa dei modi di guasto per comprimere mesi di convalida nel mondo reale in settimane, mantenendo la fiducia statistica.
L'anno scorso mi sono consultato con un produttore di dispositivi medici in Svizzera che stava lottando con questo esatto problema. La loro linea di produzione era pronta, ma non potevano lanciarla senza aver convalidato che i loro cilindri pneumatici senza stelo avrebbero mantenuto la precisione per almeno 5 anni. Utilizzando il nostro approccio di verifica accelerata, abbiamo compresso quelli che sarebbero stati 6 mesi di test in sole 3 settimane, consentendo loro di avviare la produzione nei tempi previsti, mantenendo la piena fiducia nell'affidabilità del sistema.
Indice dei contenuti
- Selezione dello spettro di prova delle vibrazioni
- Confronto tra i cicli di prova in nebbia salina
- Modello di analisi delle modalità e degli effetti dei guasti
- Conclusione
- Domande frequenti sulla verifica dell'affidabilità
Come si seleziona il giusto spettro di accelerazione per i test di vibrazione?
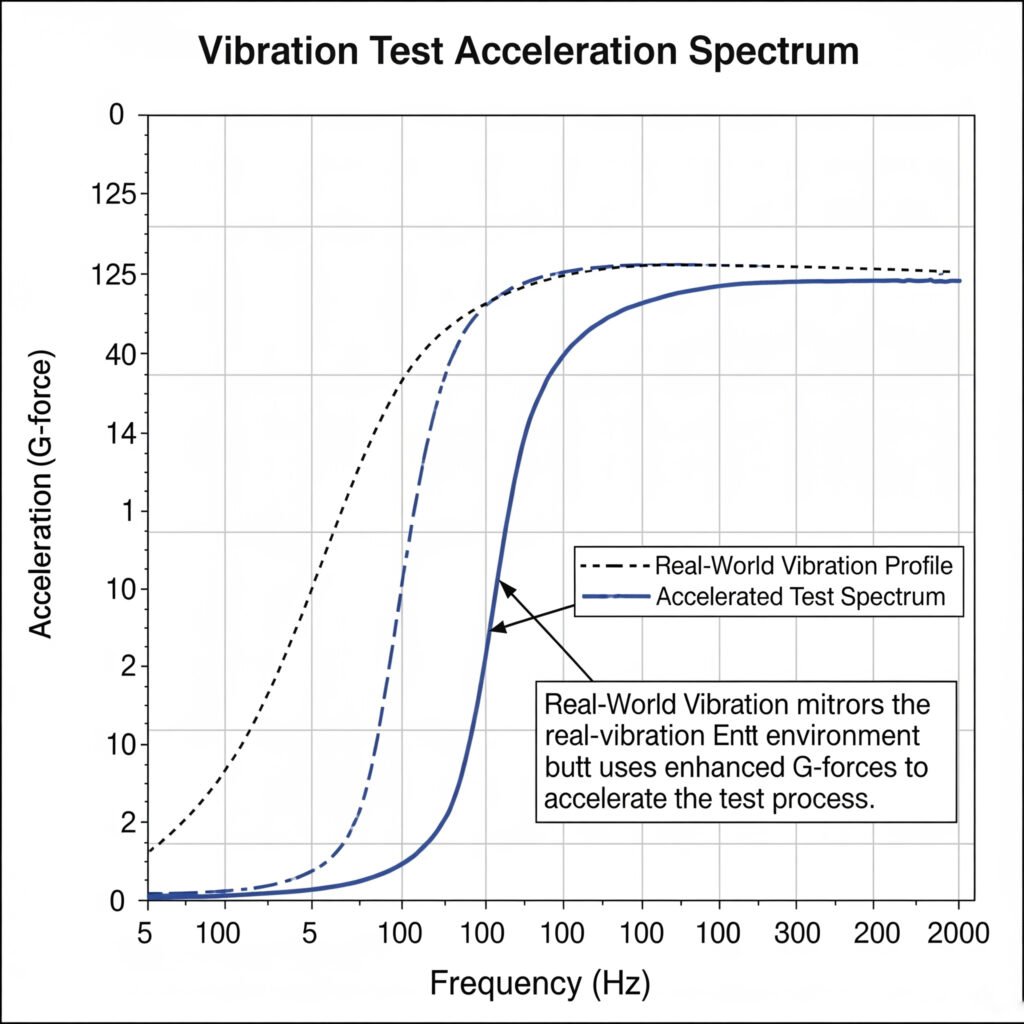
La scelta dello spettro di prova delle vibrazioni sbagliato è uno degli errori più comuni che vedo nella verifica dell'affidabilità. O lo spettro è troppo aggressivo, causando guasti irrealistici, o troppo delicato, mancando i punti deboli critici che emergeranno nell'uso reale.
Lo spettro di accelerazione ottimale per le prove di vibrazione deve corrispondere all'ambiente applicativo specifico, amplificando le forze per accelerare le prove. Per i sistemi pneumatici, uno spettro che copre 5-2000 Hz con fattori di moltiplicazione della forza G appropriati in base all'ambiente di installazione fornisce i risultati predittivi più accurati.
Comprensione delle categorie di profili di vibrazione
Dopo aver analizzato centinaia di installazioni di sistemi pneumatici, ho classificato gli ambienti di vibrazione in questi profili:
| Categoria Ambiente | Gamma di frequenza | Forza G di picco | Fattore di durata del test |
|---|---|---|---|
| Industria leggera | 5-500 Hz | 0.5-2G | 1x |
| Produzione generale | 5-1000 Hz | 1-5G | 1.5x |
| Industria pesante | 5-2000 Hz | 3-10G | 2x |
| Trasporto/Mobile | 5-2000 Hz | 5-20G | 3x |
Metodologia di selezione dello spettro
Quando aiuto i clienti a selezionare il giusto spettro vibrazionale, seguo questo processo in tre fasi:
Fase 1: Caratterizzazione dell'ambiente
Innanzitutto, misurate o stimate il profilo di vibrazione effettivo nell'ambiente di applicazione. Se non è possibile effettuare una misurazione diretta, utilizzare gli standard industriali come punto di partenza:
- ISO 20816 per macchine industriali
- MIL-STD-810G2 per applicazioni di trasporto
- IEC 60068 per apparecchiature elettroniche generiche
Fase 2: Determinazione del fattore di accelerazione
Per comprimere il tempo di prova, dobbiamo amplificare le forze di vibrazione. La relazione segue questo principio:
Tempo di prova = (Ore di vita effettiva × Forza G effettiva²) ÷ (Forza G di prova²)
Ad esempio, per simulare 5 anni (43.800 ore) di funzionamento a 2G in sole 168 ore (1 settimana), è necessario eseguire i test a:
Forza G = √[(43.800 × 2²) ÷ 168] = circa 32,3G
Fase 3: Modellamento dello spettro
La fase finale consiste nel modellare lo spettro di frequenza in base all'applicazione. Questo è fondamentale per i cilindri pneumatici senza stelo, che hanno frequenze di risonanza specifiche che variano a seconda del progetto.
Caso di studio: Verifica delle apparecchiature di confezionamento
Di recente ho collaborato con un produttore di attrezzature per l'imballaggio in Germania, che ha riscontrato misteriosi guasti nei suoi cilindri senza stelo dopo circa 8 mesi di utilizzo sul campo. I loro test standard non avevano identificato il problema.
Misurando il profilo di vibrazione effettivo della loro apparecchiatura, abbiamo scoperto una frequenza di risonanza a 873 Hz che stava eccitando un componente del loro progetto di cilindro. Abbiamo sviluppato uno spettro di prova personalizzato che enfatizzava questa gamma di frequenze e in 72 ore di test accelerati abbiamo replicato il guasto. Il produttore ha modificato il progetto e il problema è stato risolto prima di interessare altri clienti.
Suggerimenti per l'esecuzione dei test di vibrazione
Per ottenere risultati più accurati, attenersi alle seguenti linee guida:
Test multiasse
Eseguire le prove su tutti e tre gli assi in sequenza, poiché spesso i guasti si verificano in direzioni non ovvie. Per i cilindri senza stelo, in particolare, le vibrazioni torsionali possono causare guasti che le vibrazioni lineari pure potrebbero ignorare.
Considerazioni sulla temperatura
Eseguite test di vibrazione sia a temperatura ambiente che a temperatura massima di esercizio. Abbiamo scoperto che la combinazione di temperature elevate e vibrazioni può rivelare i guasti 2,3 volte più velocemente delle sole vibrazioni.
Metodi di raccolta dei dati
Utilizzate questi punti di misura per ottenere dati completi:
- Accelerazione nei punti di montaggio
- Spostamento a metà campata e ai punti finali
- Fluttuazioni della pressione interna durante le vibrazioni
- Tasso di perdita prima, durante e dopo il test
Quali cicli di prova in nebbia salina prevedono effettivamente la corrosione del mondo reale?
I test in nebbia salina sono spesso fraintesi e applicati in modo errato nella validazione dei componenti pneumatici. Molti ingegneri si limitano a seguire le durate dei test standard senza capire come si correlano alle condizioni reali sul campo.
I cicli di prova in nebbia salina più predittivi corrispondono ai fattori di corrosione dell'ambiente operativo specifico. Per la maggior parte delle applicazioni pneumatiche industriali, un test ciclico che alterna spruzzi di NaCl 5% (35°C) a periodi a secco fornisce una correlazione significativamente migliore con le prestazioni reali rispetto ai metodi di spruzzatura continua.

Correlazione tra ore di test e prestazioni sul campo
Questa tabella di confronto mostra come i diversi metodi di prova in nebbia salina siano correlati all'esposizione reale in vari ambienti:
| Ambiente | Continuo ASTM B1173 | Ciclico ISO 9227 | Modificato ASTM G85 |
|---|---|---|---|
| Industriale per interni | 24h = 1 anno | 8h = 1 anno | 12h = 1 anno |
| Esterno urbano | 48h = 1 anno | 16h = 1 anno | 24h = 1 anno |
| Costiera | 96h = 1 anno | 32h = 1 anno | 48h = 1 anno |
| Marina/Offshore | 200h = 1 anno | 72h = 1 anno | 96h = 1 anno |
Quadro di selezione del ciclo di test
Quando consiglio ai clienti i test in nebbia salina, raccomando questi cicli in base al tipo di componente e all'applicazione:
Componenti standard (alluminio/acciaio con finiture di base)
| Applicazione | Metodo di prova | Dettagli sul ciclo | Criteri di superamento |
|---|---|---|---|
| Uso interno | ISO 9227 NSS | 24h a spruzzo, 24h a secco × 3 cicli | Nessuna ruggine rossa, <5% ruggine bianca |
| Industriale generale | ISO 9227 NSS | 48 ore di spruzzatura, 24 ore di asciugatura × 4 cicli | Nessuna ruggine rossa, <10% ruggine bianca |
| Ambiente severo | ASTM G85 A5 | 1 ora di spruzzatura, 1 ora di asciugatura × 120 cicli | Nessuna corrosione del metallo di base |
Componenti Premium (protezione anticorrosione avanzata)
| Applicazione | Metodo di prova | Dettagli sul ciclo | Criteri di superamento |
|---|---|---|---|
| Uso interno | ISO 9227 NSS | 72 ore di spruzzatura, 24 ore di asciugatura × 3 cicli | Nessuna corrosione visibile |
| Industriale generale | ISO 9227 NSS | 96 ore di spruzzatura, 24 ore di asciugatura × 4 cicli | Nessuna ruggine rossa, <5% ruggine bianca |
| Ambiente severo | ASTM G85 A5 | 1 ora di spruzzatura, 1 ora di asciugatura × 240 cicli | Nessuna corrosione visibile |
Interpretare i risultati dei test
La chiave per un test in nebbia salina di valore è la corretta interpretazione dei risultati. Ecco cosa cercare:
Indicatori visivi
- Ruggine bianca: Indicatore precoce sulle superfici di zinco, in genere non è un problema funzionale.
- Ruggine rosso/marrone: Corrosione del metallo di base, indica un guasto del rivestimento
- Vesciche: Indica una mancata adesione del rivestimento o una corrosione sottosuperficiale.
- Striscia da Scriba: Misure di protezione del rivestimento nelle aree danneggiate
Valutazione dell'impatto sulle prestazioni
Dopo il test in nebbia salina, valutare sempre questi aspetti funzionali:
- Integrità della guarnizione: Misurare i tassi di perdita prima e dopo l'esposizione
- Forza di azionamento: Confronto della forza richiesta prima e dopo il test
- Finitura superficiale: Valutare le modifiche che potrebbero influire sui componenti di accoppiamento.
- Stabilità dimensionale: Controllare che non vi siano rigonfiamenti o distorsioni causati dalla corrosione.
Caso di studio: Test dei componenti automobilistici
Un importante fornitore del settore automobilistico stava riscontrando guasti prematuri da corrosione dei componenti pneumatici nei veicoli esportati nei paesi del Medio Oriente. Il test standard di 96 ore in nebbia salina non riusciva a identificare il problema.
Abbiamo implementato un test ciclico modificato che comprendeva:
- 4 ore di nebbia salina (5% NaCl a 35°C)
- 4 ore di asciugatura a 60°C con umidità 30%
- 16 ore di esposizione all'umidità a 50°C con 95% RH
- Ripetuto per 10 cicli
Questo test è riuscito a identificare il meccanismo di guasto entro 7 giorni, rivelando che la combinazione di temperatura elevata e sale stava rompendo uno specifico materiale di tenuta. Dopo il passaggio a un composto più adatto, i guasti sul campo sono diminuiti di 94%.
Come si può creare un FMEA4 Che previene effettivamente i guasti sul campo?
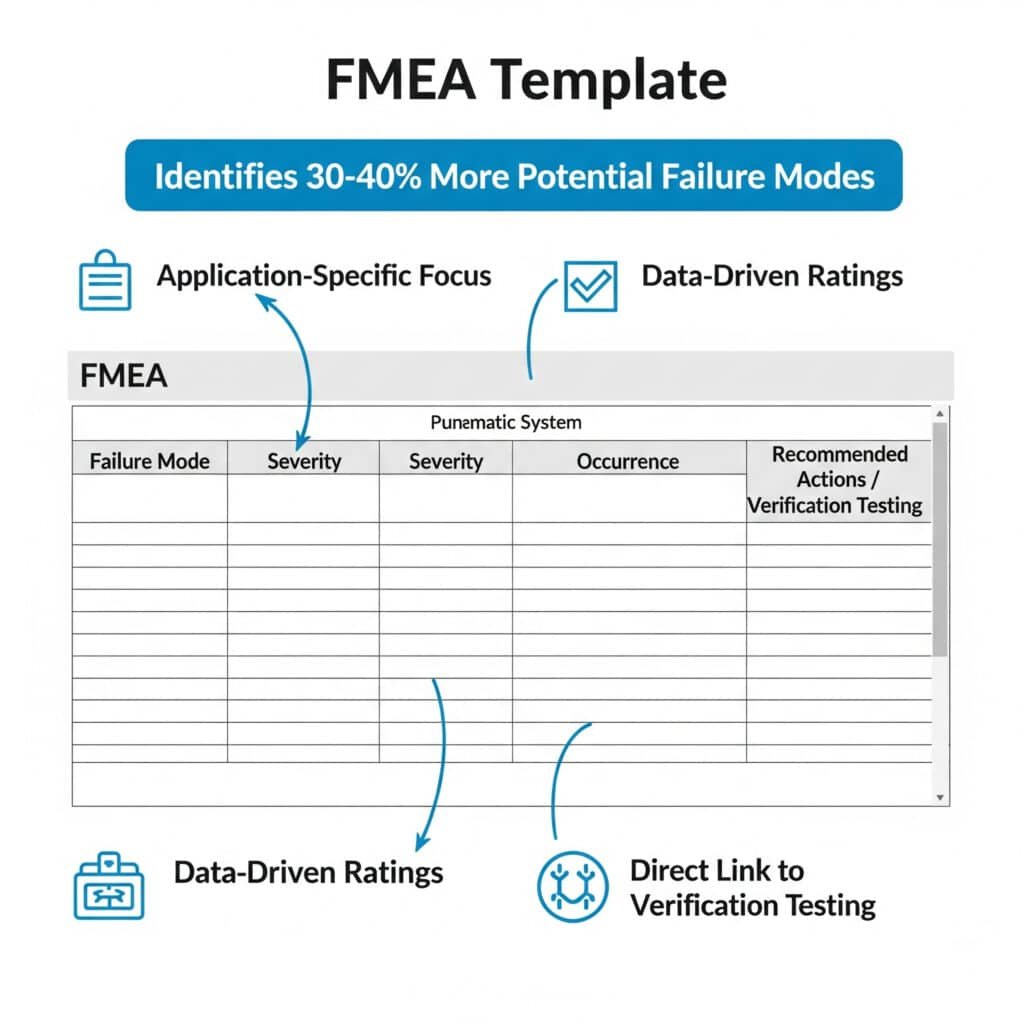
L'analisi dei modi e degli effetti dei guasti (FMEA) è spesso trattata come un esercizio burocratico piuttosto che come un potente strumento di affidabilità. La maggior parte delle FMEA che esamino sono o troppo generiche o così complesse da essere inutilizzabili nella pratica.
Una FMEA efficace per i sistemi pneumatici si concentra sui modi di guasto specifici dell'applicazione, quantifica sia la probabilità che le conseguenze utilizzando valutazioni basate sui dati e si collega direttamente ai metodi di verifica. Questo approccio identifica in genere 30-40% un numero maggiore di potenziali modalità di guasto rispetto ai modelli generici.
Struttura FMEA per i componenti pneumatici
Il modello FMEA più efficace per i sistemi pneumatici comprende questi elementi chiave:
| Sezione | Scopo | Vantaggi principali |
|---|---|---|
| Ripartizione dei componenti | Identifica tutte le parti critiche | Assicura un'analisi completa |
| Descrizione della funzione | Definisce le prestazioni previste | Chiarisce cosa si intende per fallimento |
| Modalità di guasto | Elenca i modi specifici in cui la funzione può fallire | Guida a test mirati |
| Analisi degli effetti | Descrive l'impatto sul sistema e sull'utente | Privilegia le questioni critiche |
| Analisi delle cause | Identifica le cause principali | Dirige le azioni preventive |
| Controlli attuali | Documentazione delle salvaguardie esistenti | Impedisce la duplicazione degli sforzi |
| Numero di priorità del rischio5 | Quantifica il rischio complessivo | Concentra le risorse sui rischi più elevati |
| Azioni raccomandate | Specifica le misure di mitigazione | Creazione di un piano attuabile |
| Metodo di verifica | Link a test specifici | Assicura la corretta convalida |
Sviluppo di modalità di guasto specifiche per l'applicazione
Le FMEA generiche spesso non tengono conto dei modi di guasto più importanti perché non tengono conto dell'applicazione specifica. Raccomando questo approccio per sviluppare modalità di guasto complete:
Fase 1: Analisi delle funzioni
Scomporre ogni funzione del componente in requisiti di prestazione specifici:
Per un cilindro pneumatico senza stelo, le funzioni includono:
- Fornisce un movimento lineare con una forza specifica
- Mantenere l'accuratezza della posizione entro i limiti di tolleranza
- Contengono la pressione senza perdite
- Operare entro i parametri di velocità
- Mantenimento dell'allineamento sotto carico
Fase 2: Mappatura dei fattori ambientali
Per ogni funzione, considerare come questi fattori ambientali potrebbero causare un guasto:
| Fattore | Impatto potenziale |
|---|---|
| Temperatura | Variazione delle proprietà del materiale, espansione termica |
| Umidità | Corrosione, problemi elettrici, variazioni di attrito |
| Vibrazioni | Allentamento, affaticamento, risonanza |
| Contaminazione | Usura, ostruzione, danni alle guarnizioni |
| Variazione della pressione | Sollecitazione, deformazione, rottura della guarnizione |
| Frequenza del ciclo | Affaticamento, accumulo di calore, rottura della lubrificazione |
Fase 3: Analisi dell'interazione
Considerare il modo in cui i componenti interagiscono tra loro e con il sistema:
- Punti di interfaccia tra i componenti
- Percorsi di trasferimento dell'energia
- Dipendenze da segnale/controllo
- Problemi di compatibilità dei materiali
Metodologia di valutazione del rischio
Il calcolo tradizionale dell'RPN (Risk Priority Number) spesso non riesce a dare una priorità precisa ai rischi. Raccomando questo approccio migliorato:
Valutazione della gravità (1-10)
Sulla base di questi criteri:
1-2: Impatto trascurabile, nessun effetto percepibile
3-4: Impatto minore, leggera riduzione delle prestazioni
5-6: Impatto moderato, funzionalità ridotta
7-8: Impatto maggiore, perdita significativa di prestazioni
9-10: Impatto critico, problemi di sicurezza o fallimento completo
Valutazione dell'evento (1-10)
Basato sulla probabilità basata sui dati:
1: <1 per milione di cicli
2-3: 1-10 per milione di cicli
4-5: 1-10 per 100.000 cicli
6-7: 1-10 per 10.000 cicli
8-10: >1 per 1.000 cicli
Valutazione del rilevamento (1-10)
In base alla capacità di verifica:
1-2: Rilevamento certo prima dell'impatto sul cliente
3-4: Alta probabilità di rilevamento
5-6: Moderata possibilità di rilevamento
7-8: Bassa probabilità di rilevamento
9-10: Non può essere rilevato con i metodi attuali
Collegamento tra FMEA e test di verifica
L'aspetto più prezioso di una corretta FMEA è la creazione di collegamenti diretti con i test di verifica. Per ogni modalità di guasto, specificare:
- Metodo di prova: Il test specifico che verificherà questa modalità di guasto
- Parametri del test: Le condizioni esatte richieste
- Criteri di ammissione/rifiuto: Standard di accettazione quantitativi
- Dimensione del campione: Requisiti di confidenza statistica
Caso di studio: Miglioramento della progettazione guidato dalla FMEA
Un produttore di apparecchiature medicali in Danimarca stava sviluppando un nuovo dispositivo che utilizzava cilindri pneumatici senza stelo per un posizionamento preciso. La loro FMEA iniziale era generica e non aveva considerato diverse modalità di guasto critiche.
Utilizzando il nostro processo FMEA specifico per l'applicazione, abbiamo identificato una modalità di guasto potenziale in cui le vibrazioni potevano causare un disallineamento graduale del sistema di cuscinetti del cilindro. Questo aspetto non è stato colto nei test standard.
Abbiamo sviluppato un test combinato di vibrazioni e cicli che ha simulato 5 anni di funzionamento in 2 settimane. Il test ha rivelato un graduale degrado delle prestazioni che sarebbe stato inaccettabile nell'applicazione medica. Modificando il design del cuscinetto e aggiungendo un meccanismo di allineamento secondario, il problema è stato risolto prima del lancio del prodotto.
Conclusione
Una verifica efficace dell'affidabilità dei sistemi pneumatici richiede una selezione accurata degli spettri di prova delle vibrazioni, cicli di prova in nebbia salina adatti all'applicazione e un'analisi completa dei modi di guasto. Integrando questi tre approcci, è possibile ridurre drasticamente i tempi di verifica e aumentare la fiducia nell'affidabilità a lungo termine.
Domande frequenti sulla verifica dell'affidabilità
Qual è la dimensione minima del campione necessaria per un test affidabile dei componenti pneumatici?
Per i componenti pneumatici come i cilindri senza stelo, la sicurezza statistica richiede il collaudo di almeno 5 unità per le prove di qualificazione e di 3 unità per la verifica continua della qualità. Le applicazioni critiche possono richiedere campioni più ampi di 10-30 unità per rilevare modalità di guasto a bassa probabilità.
Come si determina il fattore di accelerazione appropriato per i test di affidabilità?
Il fattore di accelerazione appropriato dipende dai meccanismi di rottura da testare. Per l'usura meccanica, i fattori tipici sono 2-5x. Per l'invecchiamento termico, è comune un fattore 10x. Per le prove di vibrazione, si possono applicare fattori di 5-20x. Fattori più elevati rischiano di indurre modalità di guasto non realistiche.
I risultati dei test in nebbia salina possono prevedere l'effettiva resistenza alla corrosione in anni?
I test in nebbia salina forniscono previsioni relative, non assolute, sulla resistenza alla corrosione. La correlazione tra le ore di prova e gli anni effettivi varia in modo significativo a seconda dell'ambiente. Per gli ambienti industriali interni, 24-48 ore di nebbia salina continua rappresentano in genere 1-2 anni di esposizione.
Qual è la differenza tra DFMEA e PFMEA per i componenti pneumatici?
La FMEA di progetto (DFMEA) si concentra sulle debolezze intrinseche della progettazione dei componenti pneumatici, mentre la FMEA di processo (PFMEA) si occupa dei potenziali guasti introdotti durante la produzione. Entrambe sono necessarie: la DFMEA garantisce la solidità del progetto, mentre la PFMEA assicura una qualità di produzione costante.
Con quale frequenza devono essere ripetuti i test di verifica dell'affidabilità durante la produzione?
La verifica completa dell'affidabilità deve essere condotta durante la qualificazione iniziale e ogni volta che si verificano modifiche significative alla progettazione o al processo. La verifica abbreviata (incentrata sui parametri critici) dovrebbe essere eseguita trimestralmente, con un campionamento statistico basato sul volume di produzione e sul livello di rischio.
Quali fattori ambientali hanno il maggiore impatto sull'affidabilità dei cilindri pneumatici senza stelo?
I fattori ambientali più significativi che incidono sull'affidabilità dei cilindri pneumatici senza stelo sono le fluttuazioni di temperatura (che influiscono sulle prestazioni delle guarnizioni), la contaminazione da particolato (che causa un'usura accelerata) e le vibrazioni (che influiscono sull'allineamento dei cuscinetti e sull'integrità delle guarnizioni). Questi tre fattori sono responsabili di circa 70% dei guasti prematuri.
-
Spiega i principi delle prove di durata accelerata (ALT), un processo che consiste nel testare un prodotto sottoponendolo a condizioni (quali sollecitazioni, sforzi, temperature, tensioni, tassi di vibrazione) superiori ai normali parametri di servizio per determinarne la durata in un tempo più breve. ↩
-
Fornisce una panoramica del MIL-STD-810, uno standard militare statunitense che delinea le considerazioni di ingegneria ambientale e i test di laboratorio, concentrandosi sui metodi ampiamente utilizzati per i test di vibrazione che simulano le condizioni reali delle apparecchiature. ↩
-
Descrive lo standard ASTM B117, che fornisce la procedura standardizzata per il funzionamento di un apparecchio a nebbia salina neutra, un test di corrosione comune e di lunga data utilizzato per valutare la resistenza alla corrosione relativa di materiali e rivestimenti. ↩
-
Offre una spiegazione completa dell'analisi dei modi e degli effetti dei guasti (FMEA), un approccio sistematico e proattivo per identificare i potenziali modi di guasto in un progetto, in un processo o in un prodotto e valutare il rischio associato a tali guasti. ↩
-
Descrive il metodo per calcolare il numero di priorità del rischio (RPN) in una FMEA, che è una classifica quantitativa del rischio calcolata moltiplicando i punteggi di gravità, occorrenza e rilevamento, utilizzata per dare priorità alle azioni correttive. ↩
