
生産ラインが順調に稼働していたその時、突然ガチャンという音と共にロッドレスシリンダーのキャリッジが停止。内部のピストンは動き続ける中、磁気カップリングが外れて荷重がストローク途中で停止し、生産スケジュールは混乱に陥った。この見えない力の限界値こそが磁気ロッドレスシリンダーの弱点であり、これを理解することが信頼性の高い自動化と高額なダウンタイムの分かれ目となる。.
磁気 カップリング1 ロッドレスシリンダーにおける離脱力は、 磁場2 内部ピストンと外部キャリッジが分離する前に伝達可能な力。シリンダーサイズと磁石強度により通常50~300Nの範囲で変動し、この力が最大使用可能負荷容量を決定する。影響要因にはエアギャップ厚さ、磁石品質、横方向荷重、磁気面間の汚染などが含まれる。.
先週の火曜日、ニュージャージー州の医薬品包装施設で生産管理を担当するレベッカから緊急の連絡が入った。新設の自動化ラインが2日間停止していた。ロッドレスシリンダーが「スリップ」を繰り返し、キャリッジが停止する一方でピストン内部の動きが止まらなかったのだ。 OEMサプライヤーは彼女のアプリケーションを非難し、彼女はシリンダーを非難した。その間、彼女の会社は1日あたり35,000ドルの生産損失を被っていた。真の原因は?誰も彼女の特定の負荷条件における磁気カップリングの離脱力を適切に計算していなかったのだ。.
目次
- 磁気結合の離脱力とは何か、そしてなぜ重要なのか?
- 磁気カップリングの最大安全負荷はどのように計算しますか?
- 実際の応用において磁気結合強度を低下させる要因は何か?
- 磁気デカップリングの故障をどのように防止できますか?
磁気結合の離脱力とは何か?なぜ重要なのか? 🧲
磁気ロッドレスシリンダーは工学的驚異である——ただし、その根本的な限界を理解している場合に限る。過剰な負荷がかかると切断される可能性のある、目に見えない磁気接続という限界だ。.
磁気結合の離脱力は、内部ピストン磁石と外部キャリッジ磁石間の磁気引力が同期を維持できなくなる閾値負荷であり、これによりキャリッジの移動が停止する一方、内部ピストンは動き続ける。この分離は位置決め精度を損ない、負荷を損傷させ、手動によるリセットを必要とするため、あらゆる用途においてこの力限界を大幅に下回る範囲で動作させることが極めて重要である。.
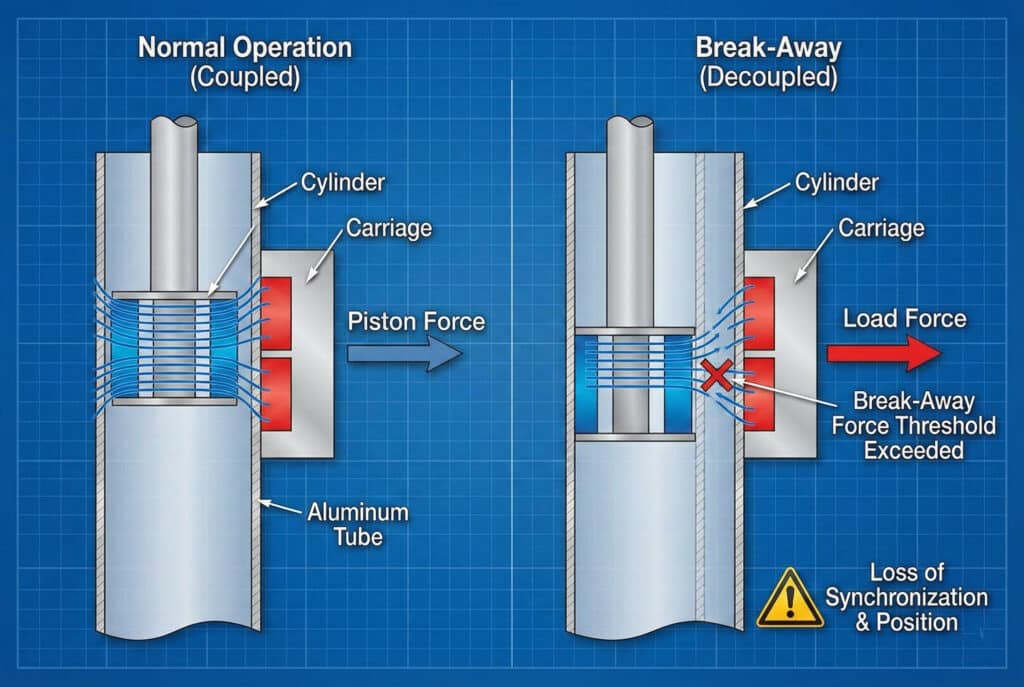
磁気カップリングの仕組み
磁気ロッドレスシリンダーでは、二組の永久磁石が魔法を生み出す:
内部磁石 圧力管内部のピストンに取り付けられた
外部磁石 車体外側の台車に取り付けられた
これらの磁石は非磁性体であるアルミニウムまたはステンレス鋼のチューブ壁を通して互いに引き合い、加圧ピストンから外部キャリッジへ運動を伝達する結合力を生み出します。圧力境界を貫通する機械的接続は一切存在せず、純粋な磁力のみが作用しています。.
この洗練された設計は、従来のロッドレスシリンダーのシールに関する課題を解消し、極めて長いストロークを可能にします。しかし、代償として、力伝達能力に制限が生じます。.
磁力伝達の物理学
磁力は距離とともに指数関数的に減少する。チューブ壁は内側と外側の磁石の間に空気隙間を生じさせ、わずか2~3mmの壁厚でも直接接触する磁石に比べて結合強度を大幅に低下させる。.
これは、エアギャップを2倍にすると磁力が 75%—50%ではない!この指数関数的関係により、磁気結合強度はチューブの肉厚や汚染物質の蓄積に極めて敏感となる。.
なぜ離脱部隊が重要なのか
アプリケーション負荷が磁気結合の離脱力を超えた場合、以下の3つの問題が同時に発生します:
- 姿勢制御の喪失 – 車両は停止するが、シリンダーは依然として動いていると認識する
- 負荷損傷 – 急激な減速は繊細な製品を落下させたり損傷させたりする可能性があります
- システムのリセットが必要です – 生産を停止し、磁石を手動で再結合する必要があります
レベッカの製薬ラインでは、デカップリング事故が発生するたびに15分間のリセット手順と製品品質検査が必要でした。1シフトあたり8~12件の事故が発生したため、彼女は毎日2~3時間の生産時間を失っていました。💸
磁気カップリングの最大安全負荷はどのように計算しますか? 📊
数値を理解することで問題を未然に防ぐ—用途に合った磁気式ロッドレスシリンダーの適切な選定方法をご紹介します。.
安全荷重容量は、メーカーの定格離脱力を基に、動的荷重・摩擦変動・実使用条件を考慮した安全係数2.0~2.5を適用して算出する。 例えば、200Nの離脱力を定格とするシリンダーの場合、実際の負荷は80~100Nに制限すべきです。負荷計算には、ペイロードだけでなく、キャリッジ、取付金具、工具類の質量も必ず含めてください。.
メーカー仕様書の理解
磁気ロッドレスシリンダーの仕様書を見ると、離脱力は通常次のように記載されています:
“磁気結合力:150N” または “最大積載量:120N”
これらの数字はそれぞれ異なるものを表しています:
| 仕様 | その意味 | 使い方 |
|---|---|---|
| 分離部隊 | デカップリング前の絶対最大値 | このレベルでは絶対に操作しないでください |
| 定格負荷容量 | 推奨最大連続負荷 | 通常運転に安全 |
| 動的負荷係数 | 加減速用乗数 | 移動荷重に適用する |
段階的な負荷計算
ベプト社で適切なシリンダーサイズを確保するために採用している手順は以下の通りです:
ステップ1:移動する質量の合計を計算する
キャリッジ本体もお忘れなく——シリンダーサイズにより、通常1~3kgの重量があります!
ステップ2:静的荷重力を計算する
水平方向の用途:
精密ガイドの典型的な摩擦係数:0.05~0.10
垂直方向の用途向け:
どこ = 9.81 m/s²
ステップ3:動的荷重力の計算
加速時および減速時:
典型的な空圧シリンダの加速度:2~5 m/s²
ステップ4:安全率を適用する
推奨安全率:2.0~2.5
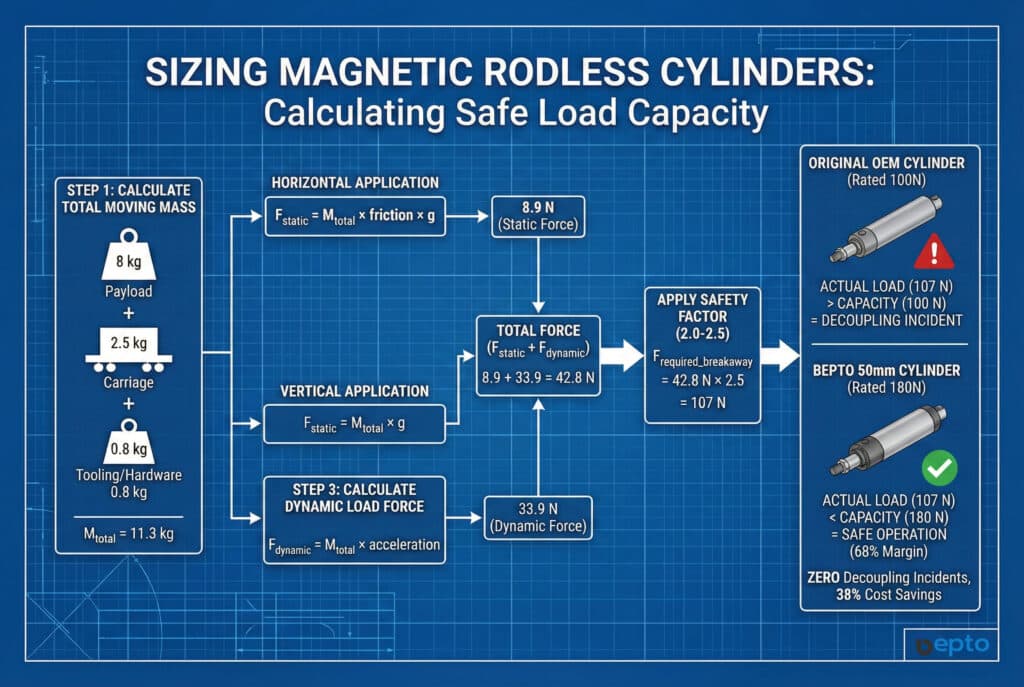
実例:レベッカの医薬品ライン
問題を引き起こしていたレベッカのアプリケーションを分析してみましょう:
彼女のセットアップ:
- ペイロード:8 kgの医薬品パッケージ
- キャリッジ重量:2.5 kg
- 取付ブラケット:0.8 kg
- 横向き
- サイクル速度:0.6 m/s
- 加速度:約3 m/s²
計算:
総質量:
静摩擦力(水平方向):
動的加速度力:
安全率(2.5)を適用した総荷重:
問題: 彼女のOEMシリンダーは100Nの離脱力を定格としていた。彼女は動作中であった。 107%の容量! だから何度も切り離されてたんだ。😱
解決策: 当社が指定したベプト50mmボア磁気ロッドレスシリンダーは180Nの離脱力を有し、68%という十分な安全率を確保しています。. 結果:3か月間の稼働期間中、デカップリング事故はゼロ件。さらにOEM交換品と比較して38%のコスト削減を達成。. 🎉
実際の応用において磁気結合強度を低下させる要因は何か? ⚠️
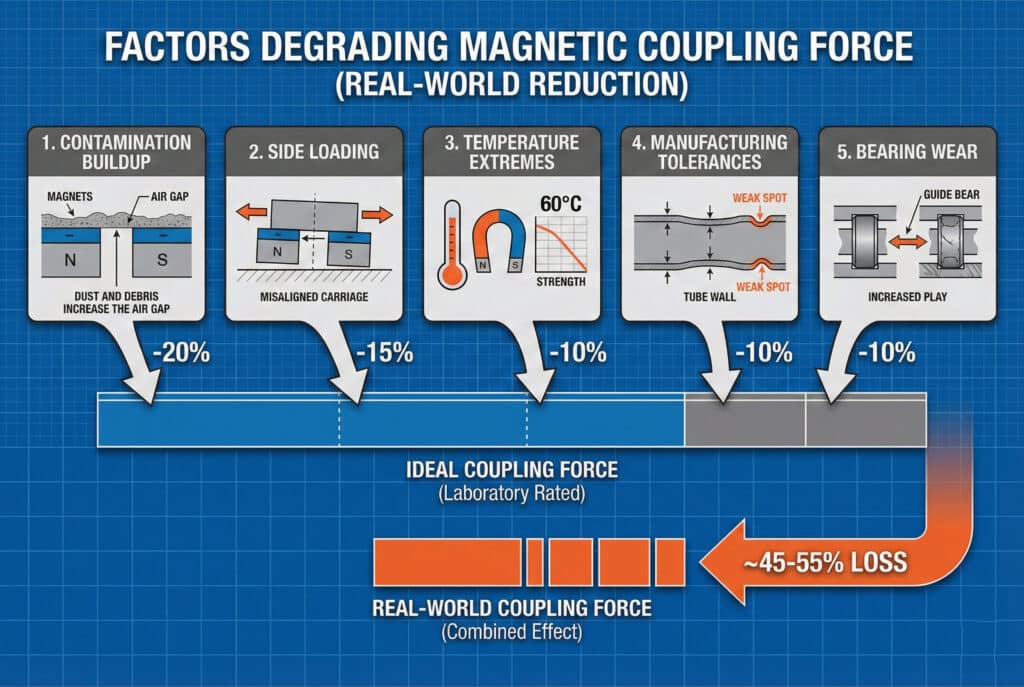
定格離脱力は理想的な実験室条件下で測定されます。実際の使用環境では30~50%低下する可能性があるため、安全係数の設定が極めて重要です。.
磁気結合強度を低下させる主な要因は5つある:(1)磁気面間の汚染物質蓄積による有効結合の減少、(2)偏心を引き起こし磁力の不均一な分布を生む横方向荷重、(3)磁石強度に影響する極端な温度、(4)製造公差によるチューブ壁厚のばらつき、(5)ガイドベアリングの摩耗による磁石セット間のエアギャップ拡大。 各要因は単独で結合力を10~20%低下させ、複数の要因が重なるとその影響は累積する。.
要因#1:汚染と破片
これが磁気結合強度の静かな殺し屋です。金属粒子、粉塵、破片が磁石間のチューブ表面に蓄積し、事実上エアギャップを増加させます。.
汚染の影響:
- 0.5mmの破片層:約15%の力低減
- 1.0mmの破片層:約30%の力低減
- 2.0mmの破片層:約50%の力低減
木工、金属加工、包装などの粉塵環境では、設置後数週間で汚染によりカップリング力が20~40%低下する可能性があります。.
因子#2:サイドローディング
横荷重は、荷重がシリンダー軸と完全に一致していない場合に発生します。これにより、磁気カップリング全体に不均一な力分布が生じます。.
サイドローディングの一般的な原因:
- 位置がずれた取付ブラケット
- 偏心荷重取付
- ガイドレールの摩耗による遊びの発生
- 運動に垂直な力を作用させる
わずか5°のずれでも、有効結合力を15~20%低下させる可能性がある。.
因子#3:温度効果
永久磁石は高温で磁力が低下し、極端な熱によって永久的に損傷する可能性があります。.
| 温度 | ネオジム磁石の強度 | フェライト磁石の強度 |
|---|---|---|
| 20°C (68°F) | 100%(ベースライン) | 100%(ベースライン) |
| 60℃(140°F) | ~90% | ~95% |
| 100°C (212°F) | ~75% | ~88% |
| 150°C (302°F) | ~50%(恒久的な損傷リスク) | ~75% |
ほとんどの産業用磁気ロッドレスシリンダーは ネオジム磁石4 定格動作温度80°C(176°F)。.
Factor #4: 製造公差
チューブの肉厚は完全に均一ではありません。±0.1~0.2mmの変動は正常ですが、磁気結合に影響を与えます:
- より厚い壁部:結合力の低減
- 壁厚を薄くした場合:結合力が増加(ただしチューブの強度が低下)
これによりストローク長に沿って「強点」と「弱点」が生じる。平均結合強度にかかわらず、シリンダーは最も弱い点で分離する。.
因子#5:軸受摩耗
ガイドベアリングが経年劣化すると、キャリッジに遊びが生じ、チューブ表面からわずかに離れるようになる。これにより磁石セット間のエアギャップが増大する。.
典型的な摩耗の進行:
- 新しいシリンダー:0.05mmのクリアランス
- 50万サイクル後:0.15mmのクリアランス(+10%の力損失)
- 2,000,000サイクル後:0.30mmのクリアランス(+20%の力損失)
これが、数か月間正常に動作していたシリンダーが突然デカップリングを起こす理由です。ベアリングの摩耗により、結合強度が徐々に低下し、アプリケーションの力要件を下回ったためです。.
複合効果:現実世界の現実
これらの要因は単独で発生するのではなく、複合的に作用する:
例シナリオ:
- 汚染: -20%
- わずかな横方向の荷重:-15%
- 動作温度50℃:-10%
- 軸受摩耗:-10%
総減力:定格結合力約45%!
これが、2.0~2.5の安全率が必要以上に高いわけではなく、長期的な信頼性のために不可欠な理由です。🛡️
磁気デカップリングの故障をどのように防止できますか? 🔧
予防は生産停止に対処するよりもはるかに費用対効果が高い——15年にわたる現場経験から得られた実証済みの対策を紹介する。.
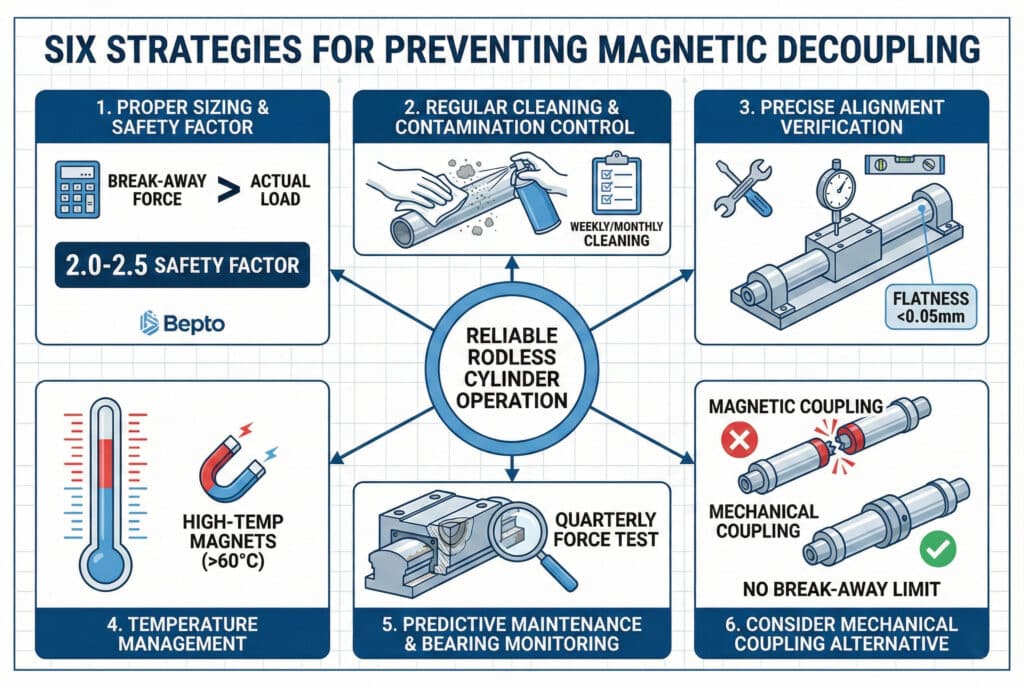
磁気的デカップリングを防止する5つの主要戦略:(1) 離脱力に対して2.0~2.5の安全率を適用した適切なシリンダ選定、(2) 汚染蓄積防止のための定期的な清掃計画の実施、(3) 設置時の精密な位置合わせと定期的な確認、(4) 環境に適した温度定格のシリンダ選択、(5) ベアリング摩耗の監視と、結合強度が安全レベルを下回る前にキャリッジの交換。 重要用途では、離脱力制限を完全に排除する機械式連結ロッドレスシリンダーの採用を検討してください。.
戦略#1:適切な初期サイジング
ここがほとんどの問題の始まり——あるいは防止の始まりだ。第2節の計算方法を厳格に守って使用すること:
サイズ確認チェックリスト:
✅ 移動する総質量(キャリッジとハードウェアを含む)を計算する
✅ 最大加速度力を決定する
✅ 安全率2.0~2.5を適用する
✅ 計算要件を超える破断力を有するシリンダーを選択する
✅ 将来の参照のために前提条件を文書化する
容量限界に達する可能性がある場合、小型シリンダーで$200を節約しようとしないでください。最初の生産停止は、その10倍のコストを要します。.
戦略#2:汚染管理
環境に応じて清掃スケジュールを実施してください:
| 環境タイプ | 清掃頻度 | 方法 |
|---|---|---|
| クリーンルーム/製薬 | 月次 | イソプロパノールで拭く |
| 一般製造業 | 隔週 | 圧縮空気+ワイプ |
| ダスティ(木工、包装) | 週刊 | 真空 + 圧縮空気 + 拭き取り |
| 金属切削/研削 | 2~3日おきに | 磁気消去+ワイプ |
プロの秘訣: 磁気スイープツールを使用して、鉄分粒子がチューブ表面に蓄積する前に除去してください。所要時間は30秒で、汚染に関連する問題の90%を防止します。.
戦略#3:整合性検証
位置ずれは累積する——各取付点での小さな誤差が積み重なり、大きな横方向の負荷となる。.
インストールに関するベストプラクティス:
- 精密加工された取付面を使用する(平面度<0.05mm)
- 取り付け時にはダイヤルゲージで位置合わせを確認する
- 荷重を接続する前に、手でキャリッジが自由に動くことを確認してください
- 運転開始後100時間(安定期間)経過後に位置合わせを再確認すること
- 将来の参照用に文書位置合わせ測定値を記録する
戦略#4:温度管理
アプリケーションが極端な温度環境で動作する場合:
高温環境(60℃以上)の場合:
- 高温用磁石(定格温度120~150℃)を指定する
- 熱源とシリンダーの間に遮熱板を追加する
- 必要に応じて強制空冷を使用する
- センサーで実際の動作温度を監視する
低温環境(0℃未満)の場合:
- 磁石仕様の確認には低温性能が含まれる
- 指定温度範囲に対応した合成潤滑油を使用してください
- 高速運転前にウォームアップ期間を設ける
戦略#5:予知保全
失敗を待つな——問題が発生する前に監視し、交換せよ:
月次点検:
- 作動中に異常な音がないか確認してください
- ストローク全体にわたる滑らかな動作を確認する
- 汚染の蓄積を確認する
- キャリッジベアリングの過大な遊びの検査
四半期ごとの測定:
- スプリングスケールで実際の離脱力を測定する
- ベースラインと比較(元の80%以上であるべき)
- 80%未満の場合、キャリッジ交換をスケジュールする
戦略#6:機械的結合の代替案を検討する
磁気カップリングの制限が問題となる用途において、機械式カップリングのロッドレスシリンダーは離脱力の問題を完全に解消します:
機械的カップリングの利点:
- 離脱力限界なし(負荷容量=ピストン推力)
- 磁石間の汚染の影響を受けない
- 結合部の温度感度なし
- 磁気カップリングよりも低コスト
機械的カップリングのトレードオフ:
- 圧力境界を通るスライドシールが必要
- 磁気結合よりもわずかに高い摩擦
- シールシステムの追加メンテナンス
ベプトでは、両方のタイプを提供し、在庫品だけでなく、お客様の具体的な用途要件に基づいて選択をお手伝いします。🎯
レベッカの長期的な解決策
適切なサイズの磁気シリンダーで彼女の差し迫った問題を解決した後、私たちは以下のことも実施しました:
✅ 週次清掃スケジュール(製薬環境)
✅ メンテナンスチェックリストにおけるアライメント検証手順
✅ 四半期ごとの分離部隊テスト
✅ 再評価のための全負荷変更の記録
6か月間の結果:
- ゼロ分離事故
- シリンダー関連操作における99.71%のTP3T稼働時間
- $180,000円を節約 vs. 継続的なOEM故障とダウンタイム
- レベッカが「解決不可能」と言われた問題を解決したことで昇進した🎉
結論
磁気結合の離脱力は神秘的な現象ではなく、計算可能で管理可能な工学的パラメータである。. 適切な安全率を考慮した適切なサイズ選定、清潔さの維持、位置合わせの確保、および性能の監視を行う。. これらの原則に従えば、磁気ロッドレスシリンダーは長年にわたり信頼性の高い性能を発揮します。💪
磁気カップリングの離脱力に関するよくある質問
Q: 既存のシリンダーの磁気結合力を増強することは可能ですか?
いいえ、磁気結合力は磁石のサイズと強度によって決まり、これらは製造時に固定されます。シリンダー全体を交換せずに磁石をアップグレードすることはできません。ご使用のアプリケーションが結合容量を超える場合は、より大型のシリンダーにサイズアップするか、機械的結合設計に切り替える必要があります。.
Q: 実際の現場で、実際の離脱力をどのようにテストすればよいですか?
キャリッジに校正済みのスプリングスケールまたはフォースゲージを取り付け、シリンダーが非加圧状態の時に引張力を徐々に増加させる。キャリッジが内部ピストンから独立して移動する力が実際の離脱力である。メーカー仕様と比較し、80%を下回った場合は、汚染、摩耗、または温度の問題を調査すること。.
Q: 作動圧力は磁気結合強度に影響しますか?
いいえ、磁気結合力は空気圧とは無関係です。純粋に磁石の強度と空気隙間の関数です。ただし、圧力が高くなると負荷を動かそうとする推力が増加するため、同じ安全率を維持するには高圧下でより強力な磁気結合が必要となります。.
Q: 磁気式ロッドレスシリンダーの最大ストローク長はどれくらいですか?
磁気ロッドレスシリンダーは、磁気カップリングではなくチューブ製造能力によって制限されるものの、最大6~8メートルのストロークを実現可能です。カップリング力はストローク全長にわたり一定(チューブ肉厚が均一である場合)であるため、ストローク長は直接的に離脱力に影響しません。.
Q: ベプトはどのようにして一貫した磁気結合力を確保しているのですか?
すべてのBepto磁気ロッドレスシリンダーは、±0.05mmの肉厚公差を持つ精密押出チューブと、厳密な磁束密度仕様のグレードN42ネオジム磁石を採用しています。品質管理では、各シリンダーのストロークに沿った3箇所で離脱力を試験しています。 当社のシリンダーは定格結合力を95-105%で安定供給し、各ユニットに詳細な試験データを提供します。さらにOEM価格より35-45%低廉な投資で、より優れた安定性を実現します。.
