
運用コスト削減の圧力が高まる中、空気圧システムへの追加投資を正当化できずに悩んでいませんか?多くの保守・エンジニアリング管理者は、予算制約と性能期待の狭間で板挟みになり、システム最適化の経済的メリットをどう証明すべきか迷っています。.
戦略的 投資利益率1 強化のための ロッドレスシリンダー システムは、多気筒シナジー最適化、体系的な空気漏れ検出、データ駆動型スペアパーツ在庫モデリングを統合し、3~8ヶ月の典型的な投資回収期間を実現。同時に運用コストを15~30%削減し、システム信頼性を25~40%向上させます。.
最近、ある包装機器メーカーと協業し、同社が空気圧システム全体にこれらの戦略を導入した結果、初年度で驚異的な2671%の投資利益率を達成しました。これにより、空気圧システムはメンテナンス負担から競争優位性へと変貌を遂げたのです。この事例は特異なものではありません。適切な強化戦略を正しく実施すれば、事実上あらゆる産業用途で同様の結果が得られるのです。.
目次
- 多気筒シナジー最適化は、システム効率を最大化する方法とは?
- どの空気漏れ検出技術が最も速い投資回収率をもたらすか?
- どの予備部品在庫モデルがダウンタイムコストを最小化しますか?
- 結論
- ロッドレスシリンダーのROI向上に関するよくある質問
多気筒シナジー最適化は、システム効率を最大化する方法とは?
多気筒シナジー最適化は、空気圧システムにおける大幅な効率向上の可能性の中で最も見過ごされがちな機会の一つである。.
効果的な多気筒シナジー最適化は、戦略的スロットリング、協調動作プロファイリング、圧力カスケード利用を組み合わせることで、通常、空気消費量を20~35%削減すると同時に、サイクルタイムを10~15%短縮し、部品寿命を30~50%延長します。.
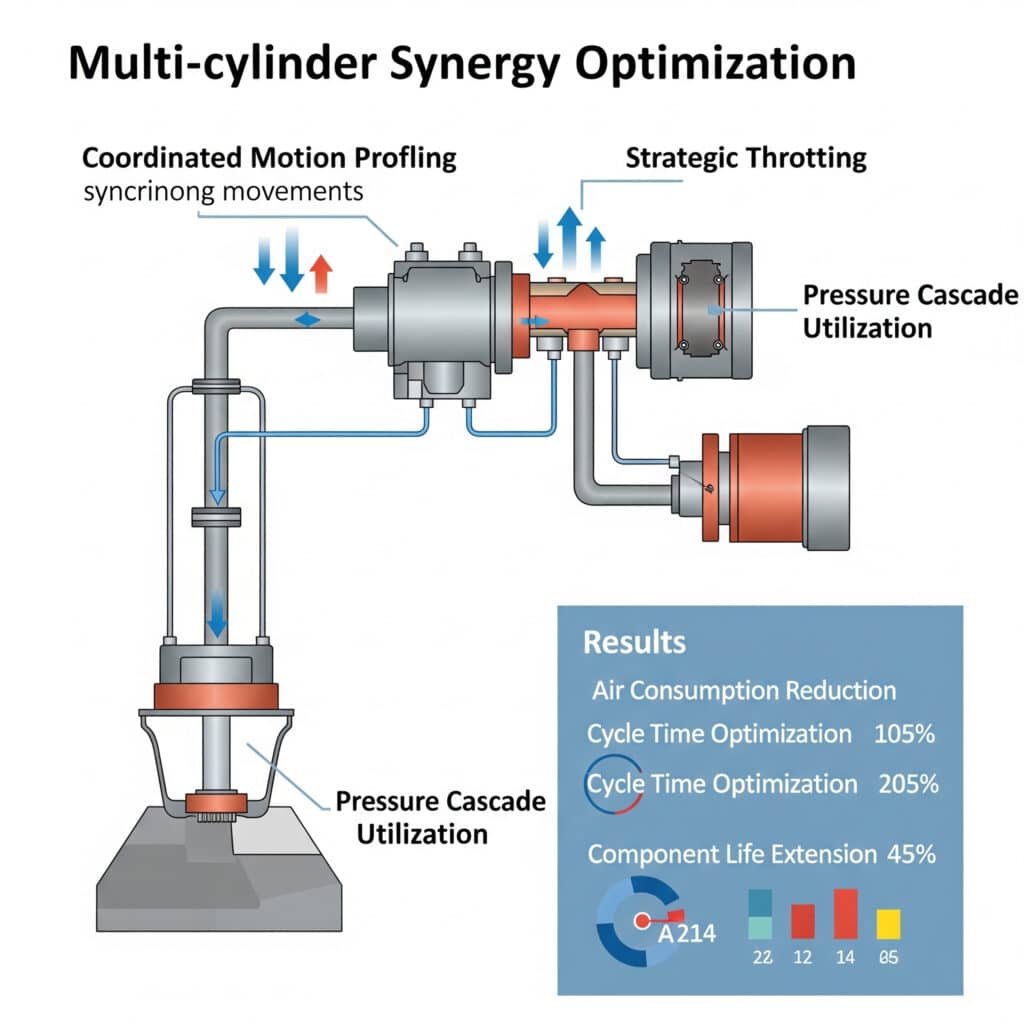
様々な業界で最適化戦略を実施してきた経験から、多くの組織が個々のシリンダーの性能に注力する一方で、システムレベルでの最適化がもたらす大きなメリットを見逃していることがわかりました。重要なのは、複数のシリンダーを独立した部品ではなく、統合されたシステムとして捉えることです。.
包括的シナジー最適化フレームワーク
適切に実施されたシナジー最適化アプローチには、以下の必須要素が含まれる:
1. 戦略的スロットリングの実装
複数のシリンダーにわたる協調的なスロットリングは、以下の大きな利点をもたらします:
| スロットリング戦略 | 空気消費量の影響 | パフォーマンスへの影響 | 実装の複雑さ |
|---|---|---|---|
| 個別シリンダー最適化 | 10-15%の削減 | 最小限の変更 | 低 |
| 連続動作の協調 | 15-25%の削減 | 5-10%改善 | 中 |
| 圧力カスケードの実装 | 20-30%の削減 | 10-15%の改善 | 中~高 |
| 動圧適応 | 25-35%の削減 | 15-20%の改善 | 高 |
実装上の考慮事項:
- 動作シーケンスの要件を分析する
- シリンダー間の相互依存関係を特定する
- 重要動作と非重要動作の判別
- 各動作に対する最小圧力要件を設定する
2. 協調運動プロファイルの開発
最適化された動作プロファイルにより、複数のシリンダー全体で効率が最大化されます:
シーケンス最適化技術
– 重なり合う非競合的な動き
– 驚異的な高消費の運用
– 動作間の滞留時間の最小化
– 加速および減速プロファイルの最適化負荷分散戦略
– ピーク時の空気消費量の分配
– 圧力均等化要求
– シリンダー間の負荷分散
– 圧力変動の最小化サイクルタイム最適化
– クリティカルパスの工程の特定
– 付加価値を生み出さない動きの合理化
– 可能な限り並列処理を実装する
– 遷移タイミングの最適化
3. 圧力カスケード2 利用率
システム全体の圧力差を活用することで効率が向上します:
多圧力システム設計
– 段階的な圧力レベルの実装
– 実際の要求に応じた圧力調整
– 圧力降圧戦略の活用
– 可能な限り排気エネルギーを回収する順次圧力利用
– 二次工程における排気空気の利用
– 空気循環技術の導入
– 高い要求から低い要求への圧力のカスケード
– バルブとレギュレーターの配置の最適化動圧制御
– 適応型圧力制御の実装
– 電子式圧力コントローラーの活用
– アプリケーション固有の圧力プロファイルの開発
– フィードバックに基づく調整の統合
実装方法論
効果的なマルチシリンダーシナジー最適化を実施するには、以下の構造化されたアプローチに従ってください:
ステップ1:システム分析とマッピング
包括的なシステム理解から始めます:
モーションシーケンスのドキュメント
– 詳細な操作手順図を作成する
– 文書のタイミング要件
– 動作間の依存関係を特定する
– 現在の空気消費パターンをマッピングする圧力要件分析
– 各工程における実際の圧力需要を測定する
– 過圧状態の作業を特定する
– 最低圧力要件を文書化する
– 圧力変動を分析する制約条件の特定
– 重要なタイミング要件を決定する
– 物理的干渉ゾーンを特定する
– 文書の安全上の考慮事項
– 性能要件を確立する
ステップ2:最適化戦略の策定
カスタマイズされた最適化プランを作成する:
スロットリング戦略の設計
– 最適なスロットル設定を決定する
– 適切なスロットリングコンポーネントを選択する
– 設計実装アプローチ
– 調整手順を開発するモーションプロファイルの再設計
– 最適化されたシーケンス図を作成する
– 協調的な動作プロファイルを開発する
– 設計移行のタイミング
– 制御パラメータを設定する圧力システムの再構成
– 設計圧力ゾーンの実装
– 圧力カスケード方式を開発する
– 制御コンポーネントを選択
– 実装仕様書を作成する
ステップ3:実装と検証
適切な検証とともに最適化計画を実行する:
段階的導入
– 変更を論理的な順序で実装する
– 個々の最適化をテストする
– システム変更を段階的に統合する
– 各段階における成果を文書化する業績評価
– 空気消費量を監視する
– サイクルタイムを測定する
– 圧力プロファイルの記録
– トラックシステムの信頼性継続的な改善
– パフォーマンスデータを分析する
– 段階的な調整を行う
– ドキュメント最適化の結果
– 教訓を実践する
実世界での応用例:自動車組立ライン
私が手掛けた最も成功した多気筒最適化プロジェクトの一つは、24本のロッドレスシリンダーが協調動作する自動車組立ライン向けでした。その課題には以下が含まれていました:
- 過剰な空気消費による高エネルギーコスト
- 生産に影響を与える不安定なサイクルタイム
- 圧力変動による信頼性の問題
- コンポーネントのアップグレードに対する予算が限られている
包括的な最適化戦略を実施しました:
システム分析
– マッピングされた完全な操作シーケンス
– 測定された実際の圧力要件
– 記録された空気消費パターン
– 特定された最適化の機会戦略的スロットリングの実装
– 精密流量制御装置を設置
– 差動スロットリングを実装
– 最適化された伸長/収縮速度
– バランスの取れた動作プロファイル圧力システムの最適化
– 3つの圧力ゾーン(6バール、5バール、4バール)を作成
– 順次圧力利用を実装
– 電子式圧力コントローラーを設置
– アプリケーション固有の圧力プロファイルを開発
結果は予想を上回った:
| メートル法 | 最適化前 | 最適化後 | 改善 |
|---|---|---|---|
| 空気消費量 | 1,240リットル/サイクル | 820リットル/サイクル | 34%削減 |
| サイクルタイム | 18.5秒 | 16.2秒 | 12.41 TP3Tの改善 |
| 圧力変動 | ±0.8バール | ±0.3バール | 62.5%削減 |
| シリンダー故障 | 年間37回 | 年間14回 | 62%の削減 |
| 年間エネルギーコスト | $68,400 | $45,200 | $23,200円お得 |
重要な知見は、順次作動するシリンダーが制約と機会の両方を生み出すことを認識した点にある。システムを包括的に捉えることで、主要部品の交換を伴わずにこれらの相互作用を活用し、大幅な改善を実現できた。この最適化により、最小限の資本投資で3.2ヶ月の回収期間を達成した。.
どの空気漏れ検出技術が最も速い投資回収率をもたらすか?
空気圧システムにおける空気漏れは、最も根強く高コストな非効率性の要因の一つである一方、適切に対処すれば最も迅速な投資回収が期待できる分野でもある。.
効果的な空気漏れ検出には、体系的な超音波検査、圧力減衰試験、流量ベースのモニタリングを組み合わせます。これにより、通常20~35%の圧縮空気生産を浪費する漏れを特定し、簡単な修理と対象部品の交換により2~4ヶ月以内に投資回収を実現します。.

複数の業界で漏洩検知プログラムを導入してきた経験から、体系的な検知手法を適用すると、ほとんどの組織が自社の空気漏洩の規模に衝撃を受けることが分かっています。重要なのは、事後対応的な不定期検査ではなく、包括的で継続的な検知プログラムを実施することです。.
包括的な漏洩検知フレームワーク
効果的な漏洩検知プログラムには、以下の必須要素が含まれます:
1. 超音波検査3 方法論
超音波検出は最も汎用性が高く効果的な手法を提供する:
機器の選定と設定
– 適切な超音波検出器の選定
– 周波数感度の設定
– 適切なアタッチメントおよびアクセサリーの使用
– 特定の環境に合わせた調整体系的な検査手順
– 標準化されたスキャンパターンの開発
– ゾーンベースの点検ルートの作成
– 一貫した距離と角度のテクニックを確立する
– ノイズ遮断手法の実装漏洩の分類と文書化
– 重症度分類システムの開発
– 標準化されたドキュメントの作成
– デジタル記録手法の導入
– トレンド追跡手順の確立
2. 圧力減衰試験の実施
圧力減衰試験は定量的な漏れ測定を提供する:
システム分割アプローチ
– システムをテスト可能なセクションに分割する
– 適切な遮断弁の設置
– 圧力試験ポイントの作成
– セクションごとの試験手順の開発計測と解析技術
– 基準圧力減衰率の設定
– 標準化された試験時間の実施
– 体積漏洩率の算出
– 許容閾値との比較優先順位付けと追跡方法
– 漏洩の深刻度によるセクションのランク付け
– 時間の経過に伴う改善の追跡
– 削減目標の設定
– 検証テストの実施
3. フローベース監視システム
継続的な監視により、漏洩の検知が常時行われます:
流量計設置戦略
– 適切な流量測定技術の選定
– 最適なメーター設置位置の決定
– バイパス機能の実装
– 測定パラメータの設定ベースライン消費分析
– 生産消費と非生産消費の測定
– 正常な流れのパターンを確立する
– 異常な消費の特定
– トレンド分析の開発警報・対応システム
– 閾値ベースのアラート設定
– 自動通知機能の実装
– 対応手順の策定
– エスカレーション手順の作成
実装方法論
効果的な漏洩検知を実施するには、以下の体系的なアプローチに従ってください:
ステップ1:初期評価と計画立案
現状を包括的に理解することから始めます:
ベースライン測定
– 圧縮空気の総生産量を測定する
– 現在のエネルギーコストを記録する
– 現在の漏れ率を推定する
– 潜在的な節約額を算出するシステムマッピング
– 包括的なシステム図を作成する
– ドキュメントコンポーネントの位置
– 高リスク領域を特定する
– 検査区域を設定するプログラム開発
– 適切な検出方法を選択する
– 検査スケジュールの策定
– ドキュメントテンプレートを作成する
– 修理手順を確立する
ステップ2:検出の実装
検出プログラムを体系的に実行する:
超音波検査の実施
– 区域ごとの点検を実施する
– 特定された漏洩箇所をすべて記録する
– 深刻度と種類別に分類する
– 修理優先順位リストを作成する圧力試験の実施
– セクションごとのテストを実施する
– 漏洩率を計算する
– 最もパフォーマンスの低いセクションを特定する
– 結果と提言を文書化する監視システムの導入
– 流量測定装置を設置する
– 監視パラメータの設定
– ベースラインパターンを確立する
– アラート閾値を設定する
ステップ3: 修復と検証
漏洩を体系的に特定する:
優先順位付けされた修復の実行
– 最も影響の大きい漏洩を最優先に対処する
– 標準化された修理方法を実施する
– すべての修理を記録する
– 修繕費の追跡検証テスト
– 修理後の再テスト
– 文書改善
– 実際の節約額を計算する
– システムのベースラインを更新するプログラムの持続可能性
– 定期点検スケジュールを実施する
– 職員に対し検知方法について訓練を実施する
– 継続的な報告を作成する
– 成果を称え、広く知らせる
実世界での応用例:食品加工施設
私が手掛けた最も成功した漏洩検知システムの導入事例の一つは、大規模な食品加工施設における広範な空気圧システムでした。同施設が直面していた課題は以下の通りです:
- 圧縮空気生成に伴う高エネルギーコスト
- 生産設備に影響を与える不均一な圧力
- 限られた保守リソース
- 厳しい衛生要件
包括的な検知プログラムを実施しました:
初期評価
– 測定された基準消費量:平均1,250 CFM
– 記録された非生産消費量:480 CFM
– 算出推定漏出量:38%の生産量
– 予測される潜在的な節約額:年間1,049万4,500円検出プログラムの実施
– 全ゾーンに超音波検知システムを導入
– 週次非稼働時間における圧力減衰試験を実施
– 主要配管ラインに流量計を設置した
– デジタル文書管理システムを構築した体系的な修復プログラム
– 漏水量による修理優先順位付け
– 標準化された修理手順を実施した
– 週次修理スケジュールを作成
– 追跡および検証済み結果
結果は驚くべきものであった:
| メートル法 | プログラム開始前 | 3か月後 | 6か月後 |
|---|---|---|---|
| 総空気消費量 | 1,250 CFM | 980 CFM | 840 CFM |
| 非生産的消費 | 480 CFM | 210 CFM | 70 CFM |
| 漏洩率 | 38% | 21% | 8% |
| 月間エネルギーコスト | $21,600 | $16,900 | $14,500 |
| 年間節約額 | – | $56,400 | $85,200 |
重要な気づきは、漏洩検知が単発の作業ではなく継続的なプログラムでなければならないという点でした。体系的な手順を導入し、結果に対する責任体制を構築したことで、施設は卓越した実績を達成し維持することができました。このプログラムは検知機器以外の最小限の資本投資で、わずか2.7ヶ月で完全な投資回収を実現しました。.
どの予備部品在庫モデルがダウンタイムコストを最小化しますか?
ロッドレスシリンダーの予備部品在庫の最適化は、空気圧システム管理において最も困難な側面の一つであり、在庫コストとダウンタイムリスクの慎重なバランスが求められる。.
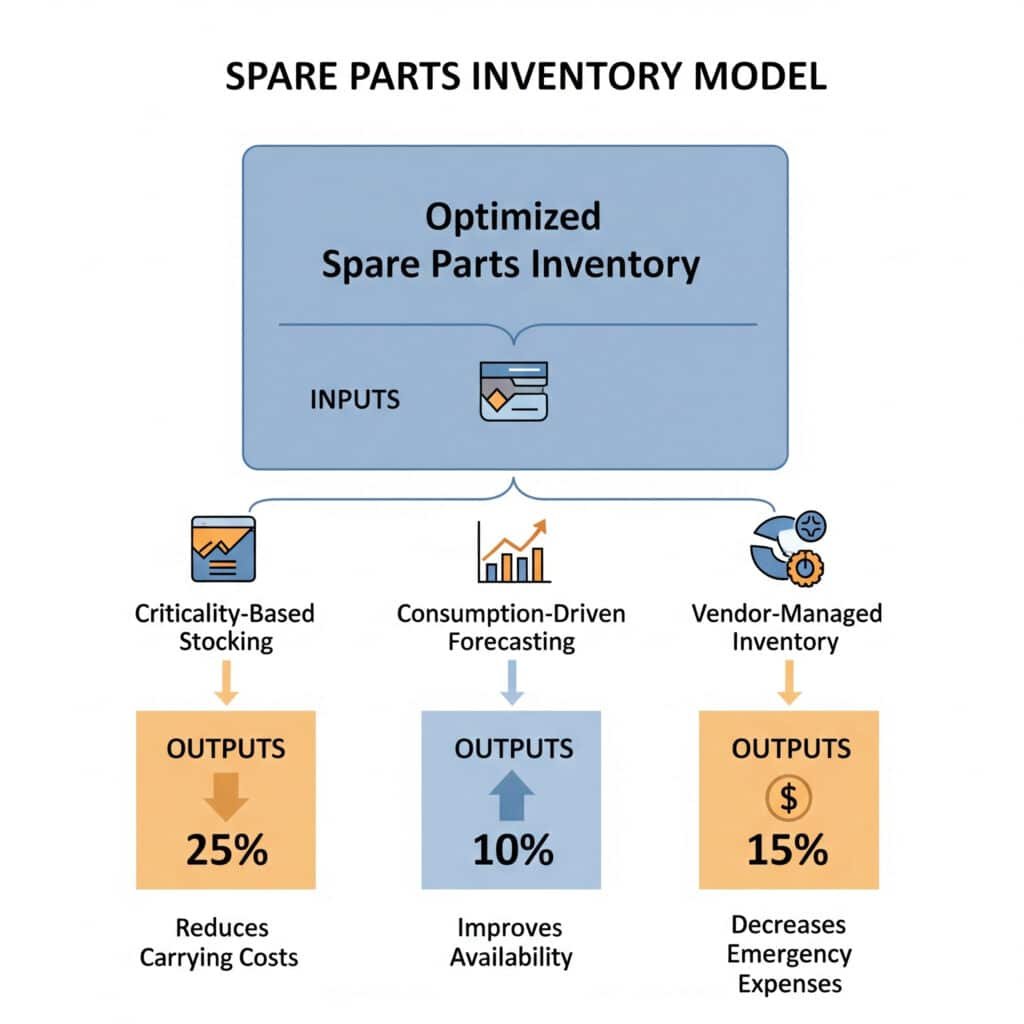
効果的な予備部品在庫最適化は、重要度に基づく在庫管理、消費量に基づく需要予測、ベンダー管理在庫(VMI)アプローチを組み合わせることで実現される。これにより通常、在庫保有コストを25~40%削減しつつ、部品の可用性を15~25%向上させ、緊急調達費用を60~80%削減できる。.
複数の業界における空気圧システムの在庫戦略を策定してきた経験から、多くの組織が過剰在庫とダウンタイムリスクの適切なバランスを見出すのに苦労していることがわかりました。鍵となるのは、在庫水準を実際のリスクと消費パターンに連動させるデータ駆動型モデルを導入することです。.
包括的在庫最適化フレームワーク
効果的なスペアパーツ在庫モデルには、以下の必須要素が含まれます:
1. 臨界度に基づく分類システム4
戦略的な部品分類が適切な在庫決定を促進する:
コンポーネント重要度評価
– 生産への影響評価
– 冗長性分析
– 故障結果評価
– 回復時間の要件分類マトリックスの開発
– 多要素分類システムの構築
– クラスごとの在庫方針の確立
– サービスレベル目標の定義
– レビュー頻度の実施在庫戦略の整合性
– 在庫レベルを重要度に合わせて調整する
– クラス別の安全在庫の設定
– 緊急対応の閾値の定義
– エスカレーション手順の作成
2. 消費主導型予測モデル
データ駆動型予測は在庫精度を向上させます:
消費パターン分析
– 歴史的用法評価
– トレンドの特定
– 季節性の評価
– 生産との相関関係予測モデル開発
– 統計的予測手法
– 信頼性に基づく消費モデル
– メンテナンススケジュールの統合
– 生産計画の調整動的調整機構
– 予測精度の追跡
– 例外ベースの調整
– 継続的なモデル改良
– 外れ値管理
3. ベンダー管理在庫5 統合
戦略的サプライヤーパートナーシップは在庫管理を最適化する:
サプライヤーパートナーシップ開発
– VMI対応サプライヤーの特定
– 業績目標の設定
– 情報共有プロトコルの開発
– 相互利益モデルを構築する委託プログラムの実施
– 委託候補の選定
– 所有権境界の設定
– 利用状況レポートの開発
– 支払いトリガーの作成業績管理システム
– KPIフレームワークの構築
– 定期的な見直しを実施する
– 継続的改善メカニズムの構築
– 問題解決手順の策定
実装方法論
効果的な在庫最適化を実施するには、以下の体系的なアプローチに従ってください:
ステップ1:現状評価
既存在庫の包括的な理解から始める:
在庫分析
– 在庫状況をカタログ化する
– 文書の使用履歴
– 離職率を分析する
– 余剰品および陳腐化した品目を特定する重要度評価
– コンポーネントの重要性を評価する
– 文書化失敗の影響
– リードタイムを評価する
– 復旧要件を決定するコスト構造分析
– 保有コストを計算する
– 緊急調達経費の記録
– ダウンタイムコストの定量化
– ベースライン指標を設定する
ステップ2:モデルの開発と実装
最適化モデルを作成し、実装する:
分類システムの実装
– 分類基準を開発する
– パーツを適切なカテゴリに割り当てる
– クラスごとに在庫管理方針を確立する
– 管理手順を作成する予測システム開発
– 適切な予測手法を選択する
– データ収集手順を実施する
– 予測モデルを開発する
– 検討および調整プロセスを構築するサプライヤー統合
– 戦略的サプライヤーパートナーを特定する
– VMI契約を策定する
– 情報共有を実施する
– 業績評価指標を設定する
ステップ3:監視と継続的改善
継続的な最適化を確保する:
パフォーマンス追跡
– 主要業績評価指標を監視する
– サービスレベルを追跡する
– 文書コストの改善
– 例外イベントを分析する定期的なレビュープロセス
– 定期的なレビューを実施する
– 必要に応じて分類を調整する
– 予測モデルの精度向上
– サプライヤーのパフォーマンスを最適化する継続的改善
– 改善の機会を特定する
– プロセス改善を実施する
– ベストプラクティスの文書化
– 成功事例を共有する
実世界での応用例:製造工場
私が手掛けた在庫最適化プロジェクトの中で最も成功した事例の一つは、大規模な空圧システムを有する製造工場向けのものでした。同工場が抱えていた課題は以下の通りです:
- 過剰な在庫保有コスト
- 重要部品の頻繁な在庫切れ
- 緊急調達経費の増加
- 限られた収納スペース
包括的な最適化アプローチを実施しました:
臨界度に基づく分類
– 840個の空気圧部品を評価した
– 四段階の分類体系を作成した
– クラス別のサービスレベル目標を設定
– 各カテゴリーごとの在庫管理方針を策定した消費主導型予測
– 24か月分の利用履歴を分析した
– 統計的予測モデルを開発した
– 統合メンテナンススケジュール
– 例外報告機能を実装ベンダーパートナーシップ開発
– 主要サプライヤーとの間でVMIプログラムを確立
– 高額商品の委託販売を実施
– 週次利用状況レポートを作成
– 開発されたパフォーマンス指標
その結果、彼らの在庫管理は変革を遂げた:
| メートル法 | 最適化前 | 最適化後 | 改善 |
|---|---|---|---|
| 在庫価値 | $387,000 | $241,000 | 38%削減 |
| サービスレベル | 92.3% | 98.7% | 6.41 TP3Tの改善 |
| 緊急命令 | 年間47 | 年間8回 | 83%の削減 |
| 年間保有コスト | $96,750 | $60,250 | $36,500円お得 |
| 部品によるダウンタイム | 87時間/年 | 12時間/年 | 86%の削減 |
重要な洞察は、すべての部品が同じ在庫管理手法を必要としないという認識でした。実際の重要度と消費パターンに基づいた多層戦略を導入したことで、工場は在庫コスト削減と部品の可用性向上を同時に実現しました。この最適化により、主に保管コストの削減とダウンタイムの減少を通じて、わずか5.2ヶ月で完全な投資回収を達成しました。.
結論
マルチシリンダーの相乗効果最適化、体系的な空気漏れ検出、データ駆動型スペアパーツ在庫モデリングによるロッドレスシリンダーシステムの戦略的ROI向上は、システム性能と信頼性を高めつつ、大幅な財務的利益をもたらします。これらの手法は通常、投資回収期間が年単位ではなく月単位で測定されるため、予算制約のある環境においても理想的な選択肢となります。.
複数の業界でこれらの戦略を実施した経験から得られた最も重要な知見は、最小限の資本投資で大幅な改善がしばしば可能だということです。システム全体の入れ替えではなく既存システムの最適化に焦点を当てることで、組織は顕著な投資対効果を達成しつつ、継続的な利益をもたらす内部能力を構築できるのです。.
ロッドレスシリンダーのROI向上に関するよくある質問
多気筒最適化プロジェクトの典型的な投資回収期間(ROI)はどの程度ですか?
ほとんどの多気筒最適化プロジェクトは、エネルギー消費量の削減、生産性の向上、およびメンテナンスコストの削減を通じて、3~8ヶ月で投資回収を実現します。.
産業システムでは、漏れによって通常どの程度の圧縮空気が失われますか?
産業用空気圧システムでは、通常20~35%の圧縮空気が漏れにより失われ、年間で数千ドルに相当するエネルギーが浪費されている。.
企業がスペアパーツ在庫管理で犯す最大の過ちは何ですか?
多くの企業は、重要度の低い部品を過剰に在庫するか、重要部品を不足させる傾向にあり、在庫戦略を実際のリスクや使用パターンに整合させられていない。.
空気漏れ検出はどのくらいの頻度で行うべきですか?
四半期ごとの超音波検査、月次圧力減衰試験、および継続的な流量監視を実施し、最適な漏洩管理と持続的なコスト削減を実現する。.
マルチシリンダーシナジー最適化を実施する最初のステップは何ですか?
変更を加える前に、包括的なシステムマッピングと動作シーケンス分析から始め、相互依存関係と最適化の機会を特定する。.
-
投資利益率(ROI)の明確な定義を提供します。これは投資の収益性を評価するために使用される主要な業績指標であり、その計算方法を説明します。. ↩
-
圧力カスケードシステムの原理を説明する。これは、高圧用途からの排気空気を別の低圧用途の動力源として利用する省エネルギー技術である。. ↩
-
超音波漏洩検知技術の仕組みを説明する。特殊なセンサーが乱流ガス流によって発生する高周波音を検知し、漏洩箇所を迅速かつ正確に特定することを可能にする。. ↩
-
ABC分析の概念を詳細に説明する。これは在庫品目をその価値と重要度に基づいてA、B、Cのカテゴリーに分類し、適切な管理・統制レベルを決定する在庫分類手法である。. ↩
-
ベンダー管理在庫(VMI)について解説する。これはサプライチェーン戦略の一種であり、サプライヤーが買い手の拠点において、合意された自社の資材在庫を維持する全責任を負うものである。. ↩
