

はじめに
すべての保守技術者が経験する苛立ち:汚染物質がシリンダーシールをすり抜け、早期摩耗と高額なダウンタイムを引き起こす。塵、湿気、研磨粒子は、静かに破壊を進める暗殺者である。 空気圧システム1. しかし、汚染物質を遮断するためにワイパーリングの仕様を厳しくすると、摩擦が増加し、シリンダーの性能が低下することが多い。⚖️
ワイパーリングの機構は、内部シールを保護するための遮断効率の最大化と、滑らかでエネルギー効率の高い作動を維持するためのロッド抵抗の最小化という重要なトレードオフを中心に設計されています。最適なワイパーリングは、ベースラインシリンダー性能と比較して摩擦増加を5%未満に抑えつつ、95%+の汚染物質遮断性能を達成します。.
最近、ウィスコンシン州の食品加工工場でシニアメンテナンスエンジニアを務めるデイビッドと話しました。彼の包装ラインのシリンダーは小麦粉の粉塵侵入により6週間ごとに故障し、1回のダウンタイムで会社に1万8000ドル以上の損失をもたらしていました。設定を分析したところ、OEMのワイパーリングが摩耗しており、高汚染環境向けに不適切に選定されていたことが判明しました。これはよくある事例であり、本日解決します。 🔧
目次
- ワイパーリングの除去効率を決定する要因は何か?
- ロッドドラッグはシリンダー性能にどのような影響を与えるのか?
- 排除と抵抗の最適なバランスとは何か?
- アプリケーションに適したワイパーリングをどのように選択すればよいですか?
- 結論
- ワイパーリングの仕組みに関するよくある質問
ワイパーリングの除去効率を決定する要因は何か?
適切なワイパーリングの選択は、単なるシール選びではありません。シリンダーが日々直面する汚染の戦場を理解することなのです。🛡️
排除効率は主に三つの要因に依存する: 唇の形状2 (接触角と幅)、材料硬度、および 干渉嵌合3 ロッド表面との接触。15~25°の接触角を持つマルチリップ設計は、高汚染環境において通常98%の排除を実現する。.
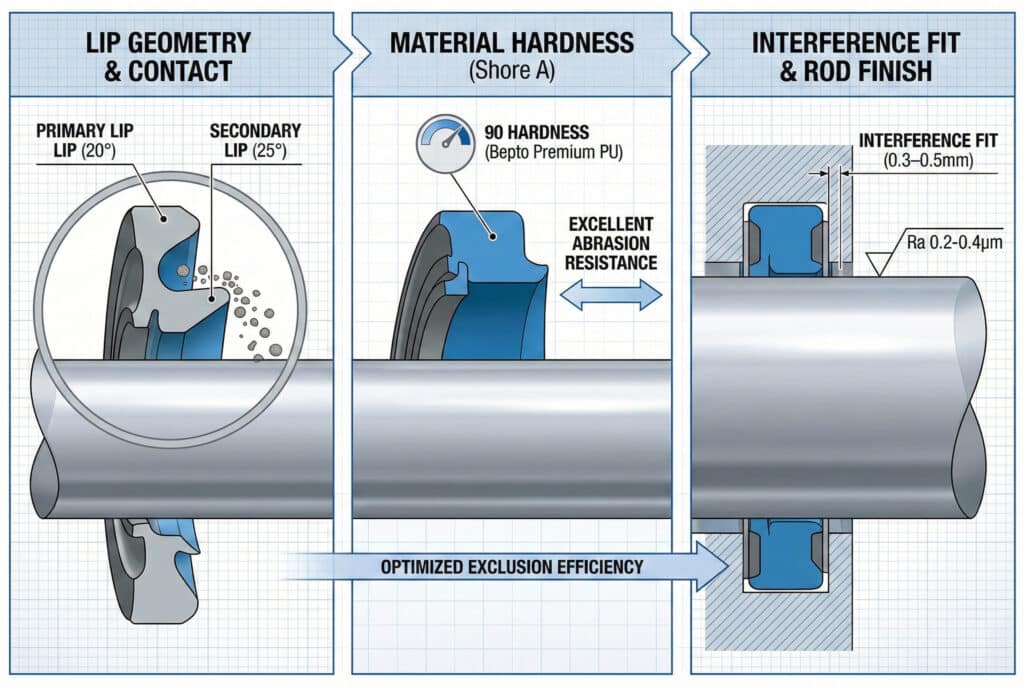
リップ形状と接触設計
ワイパーリングのリップは最初の防御ラインです。シングルリップ設計は清潔な環境では十分に機能しますが、デュアルリップまたはトリプルリップ構成は侵入に対する多重バリアを形成します。接触角(通常15°~30°)は、リップがロッド表面をどれだけ強力に掻き取るかを決定します。.
ベプトでは数十種類の構成をテストしました。当社のデータによれば、20°の一次リップと25°の二次リップを組み合わせることで、ロッドの過度な摩耗を招くことなく最適な粒子遮断性能が得られます。.
材料の選択は重要である
| 材料タイプ | 硬度(ショアA) | 耐汚染性 | 温度範囲 | 最適なアプリケーション |
|---|---|---|---|---|
| ポリウレタン(PU) | 85-95 | 素晴らしい | -30℃~+80℃ | 重い粉塵、研磨剤 |
| ニトリル(NBR) | 70-80 | 良い | -20℃~+100℃ | 汎用、油 |
| PTFE複合材 | 55-65 | 傑出した | -200℃~+260℃ | 極端な温度、化学物質 |
| ベプト プレミアム PU | 90 | 優秀+ | -35℃~+90℃ | マルチ環境 |
表面干渉とロッド仕上げ
干渉はめ込み(ワイパーがロッドに接触する緊密度)は、遮断性能と摩擦の両方に直接影響します。標準用途では0.3~0.5mmの干渉はめ込みを推奨し、最適な性能を得るためにはロッド表面仕上げをRa 0.2~0.4μmとします。.
ロッドドラッグはシリンダー性能にどのような影響を与えるのか?
摩擦は単なる厄介者ではありません——それは空気圧システムの効率、速度、精度を盗む性能の盗人なのです。📉
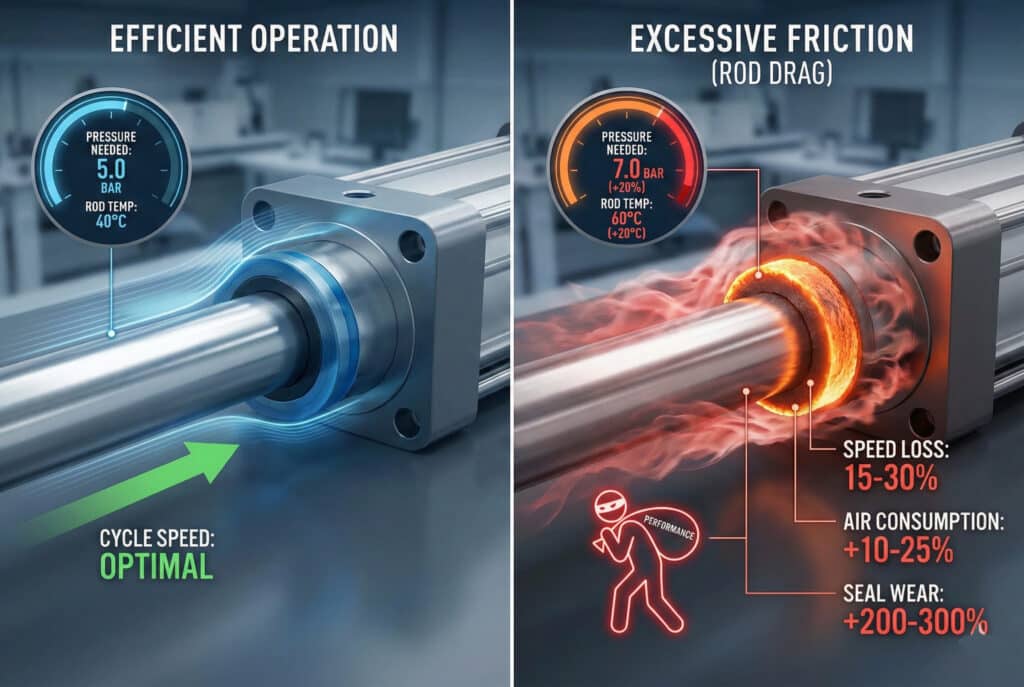
ロッドのドラッグが増加する 分離勢力4, サイクル速度を低下させ、発熱を発生させ、シールを早期に摩耗させる。ワイパーリングの干渉が過度になると摩擦が15~40%増加し、シリンダー効率が低下し、性能を維持するためにより高い作動圧力を必要とする。.
過剰な摩擦の隠れたコスト
ドイツ・シュトゥットガルトで包装機械会社を経営するマリアが当社に連絡してきた際、彼女のカスタム機械は競合他社製品に比べて性能が劣っていました。彼女のシリンダーは、同じ速度を達成するために20%高い圧力を必要としていました。検査の結果、サプライヤーがワイパーリングを過剰に指定し、干渉が過剰になっていることが判明しました。汚染防止を優先した結果、効率性が犠牲になっていたのです。.
ロッド引きずり効果の定量化
当社の試験室では、ストローク全域にわたる離脱力と動摩擦を測定しています。ロッドの過剰な抵抗が引き起こす影響は以下の通りです:
- 空気消費量の増加: 10-25% より高い流量が必要
- サイクル速度の低下: 15-30% 動作遅延
- 発熱: ロッドの温度は15~20℃上昇する可能性がある
- シール寿命の短縮: 摩耗率は200-300%増加する
圧力と速度の関係
ロッドの引き抵抗は、目標速度を維持するために必要な圧力に直接影響します。摩擦力が10N増加するごとに、標準的な50mm内径シリンダーでは約0.5バールの追加圧力が必要となります。この影響は、生産ライン上の数十から数百のシリンダーに累積していきます。.
排除と抵抗の最適なバランスとは何か?
エンジニアリングとは常に知的な妥協の連続だ——保護性能と性能が交わる最適なバランス点を見出すことである。🎯
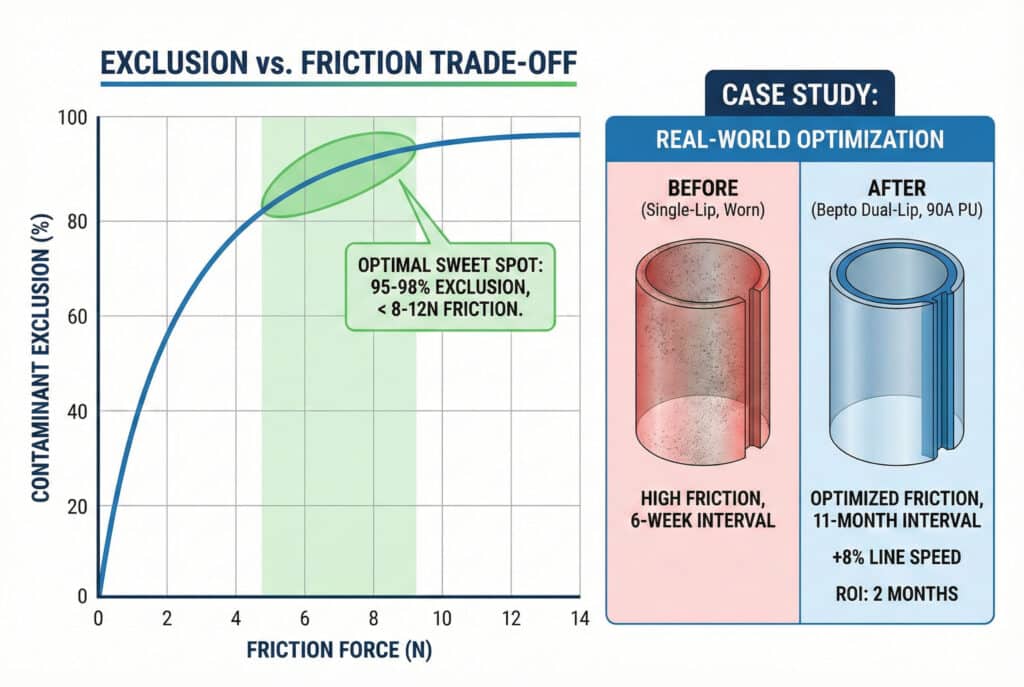
最適なワイパーリング構成は、標準ボアシリンダーにおいて摩擦力を8-12N未満に抑えつつ、95-98%の汚染物質遮断率を達成する。これにはリップ形状と材質の適合が求められる。 硬度計5, および干渉はめ込みを、お客様の特定の汚染レベルと運転条件に合わせて調整します。.
アプリケーションベースの選択マトリックス
| 環境 | 汚染レベル | 推奨デザイン | 予想される除外 | 摩擦の増加 |
|---|---|---|---|---|
| クリーンルーム | 最小限 | シングルリップ、NBR 70A | 90-92% | 3-5N |
| 総合工場 | 中程度 | デュアルリップ、PU 85A | 95-96% | 6-9N |
| 重工業 | 高 | トリプルリップ、PU 90A | 97-98% | 10-14N |
| 極限(採掘、セメント) | 重度の | マルチリップ+ブーツ | 98-99% | 15-20N |
実世界最適化
ウィスコンシン州のデイビッド様へ—摩耗したシングルリップワイパーを、当社製ベプトデュアルリップポリウレタン設計(硬度90A)に交換しました。その結果?シリンダー故障間隔が6週間から11ヶ月以上に延長。さらに摩擦低減により、劣化した純正シールと比較してライン速度が8%向上。わずか2ヶ月で投資回収を達成しました。💰
アプリケーションに適したワイパーリングをどのように選択すればよいですか?
選定は推測作業であってはなりません。実際の稼働条件に基づいた体系的なプロセスであるべきです。📋
適切なワイパーリングの選定には、以下の4つの主要因子の分析が必要です:汚染の種類と粒子サイズ、作動圧力と速度、温度範囲、およびメンテナンス間隔の要件。これらのパラメータを、メーカー仕様書と実地試験データを用いて、材料特性と幾何学的設計に適合させる必要があります。.

ベプト選定プロセス
ベプトにお客様からご連絡をいただいた際には、以下の5段階のプロセスをご案内します:
- 環境評価: どのような汚染物質が存在しますか?(粉塵、水、化学物質、研磨剤)
- 運転パラメータ: 圧力範囲、サイクル周波数、ストローク長、周囲温度
- パフォーマンス優先事項: 稼働時間は効率よりも重要なのか、それともその逆なのか?
- 互換性チェック: ロッド材料、表面仕上げ、溝寸法
- 費用便益分析: シールコストと予想耐用年数およびダウンタイム防止の比較
OEM仕様からのアップグレード時期
多くのエンジニアは習慣からOEMワイパーリングを使い続けていますが、アフターマーケット製品は往々にして純正部品を上回る性能を発揮します。Beptoのロッドレスシリンダー交換部品には最適化されたワイパーリングが含まれており、OEM仕様を頻繁に上回る性能を発揮しながら、コストを25~40%削減します。.
以下の場合にアップグレードをご検討ください:
- 申請書におけるシール寿命は6ヶ月未満です
- 頻繁に汚染関連の故障が発生しています
- シリンダーの性能が著しく低下している
- OEMのリードタイムが業務遅延を引き起こしている
クイック互換性リファレンス
当社のBeptoワイパーリングは、主要ブランドのドロップイン代替品として設計されています。パーカー、フェスト、SMC、ノルグレンをはじめとする数十社のメーカーに対応するクロスリファレンスデータベースを保有しています。緊急の交換部品が必要な場合、北米およびヨーロッパのほとんどの地域へ、互換部品を24~48時間以内に発送可能です。🚚
結論
ワイパーリングのメカニズムは単なる技術的詳細ではありません。信頼性の高い生産と高額なダウンタイムの分かれ目なのです。排除と抵抗のバランスを理解し、実際の条件に合った部品を選択することで、投資を保護し性能を最大化できます。ベプトでは、このバランスを卓越した価値で提供することで評価を築いてまいりました。.
ワイパーリングの仕組みに関するよくある質問
空気圧シリンダーにおけるワイパーリングの主な機能は何ですか?
ワイパーリング(またはロッドシール)は、ロッドの伸縮時に外部からの塵、湿気、粒子などの汚染物質がシリンダー内部に侵入するのを防ぎ、内部シールを保護し、シリンダーの寿命を延ばします。. 効果的なワイパーリングがなければ、研磨粒子がシリンダー内面を汚染し、一次ピストンシールとロッド表面の摩耗を加速させ、空気漏れを引き起こし、最終的に故障に至る。.
ワイパーリングはどのくらいの頻度で交換すべきですか?
中程度の汚染環境下では、ワイパーリングは通常、12~18か月ごと、または100~200万サイクルごとに、いずれか早い方での交換が必要です。. ただし、高汚染環境での使用(食品加工、鉱業、屋外機器)では、6~9か月ごとの交換が必要となる場合があります。定期点検時にはワイパーの摩耗、ひび割れ、硬化の有無を目視で確認してください。.
異なるシリンダーブランドで同じワイパーリングを使用できますか?
はい、溝の寸法、ロッド径、材質要件が一致する場合、ほとんどのワイパーリングはISO規格寸法に準拠しており、ブランドを問わず互換性があります。. ベプトでは、パーカー、フェスト、SMCなどの主要ブランド製品の直接代替品となる精密ワイパーリングを製造しています。代替品を使用する前には、必ず溝幅、直径、深さの仕様を確認してください。.
空気圧シリンダーにおけるロッドの過剰な引きずりの原因は何ですか?
ロッドの過剰な引きずりは、ワイパーリングの締め付け過多、不適切な潤滑、ロッド表面の損傷、または不適合な流体によるシールの膨張によって生じる。. ワイパーリングの干渉が0.6mmを超えたり、ロッド表面仕上げがRa 0.6μmを超えて劣化すると、摩擦が急激に増加する。温度の極端な変化もシール材の硬化や軟化を引き起こし、抵抗特性に影響を与える。.
ワイパーリングの故障をどう見分ければよいですか?
主な故障の兆候には、シリンダー内部の目に見える汚染、ワイパーを通り抜けた油またはグリースの漏れ、シリンダー速度の低下、ロッド表面の目に見える摩耗溝が含まれる。. これらの症状のいずれかに気づいた場合は、直ちにワイパーリングを点検してください。早期交換により、高価な内部シールやシリンダーボアへの二次損傷を防ぎ、大幅な修理費用を節約できます。.
