Ievads
Iedomājieties: Jūsu ražošanas līnija apstājas, jo cilindrs bez stieņiem saspringst, trīc vai priekšlaicīgi nolietojas. 😰 Jūs esat pārbaudījis gaisa spiedienu, nomainījis blīves un pat nomainījis detaļas, bet problēma nav atrisināta. Deviņos no desmit gadījumiem vainīgs nav pats cilindrs, bet gan tas, ka vadotnes paralēlisms un kumulatīvā ietekme pielaides sakārtošana1 uzstādīšanas laikā.
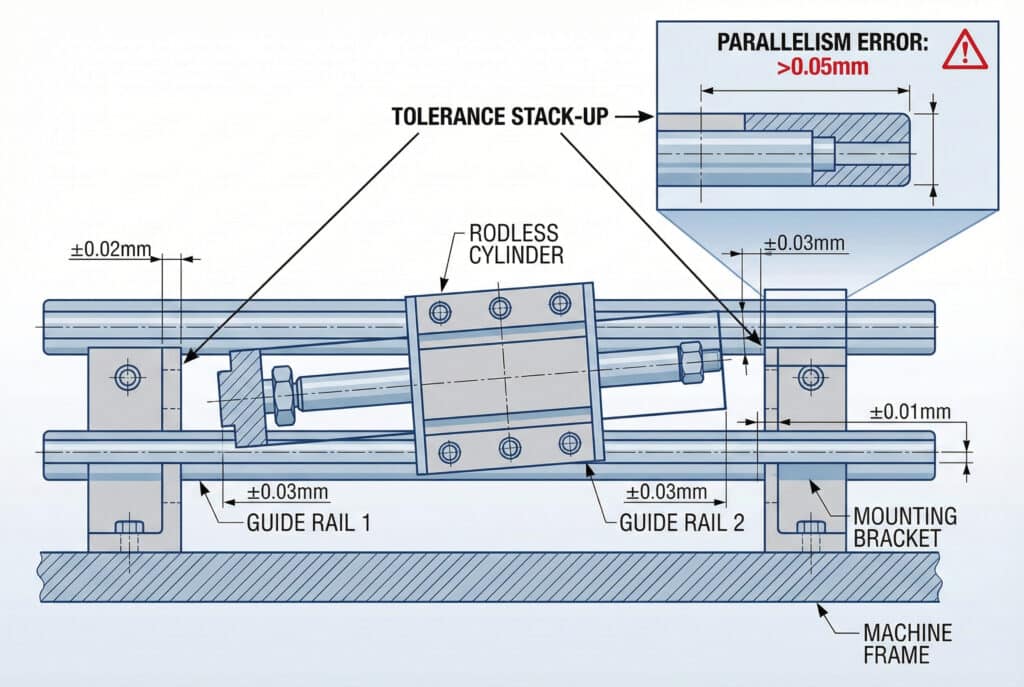
Vadotņu paralēlisms attiecas uz montāžas virsmu un vadotņu precīzu izlīdzināšanu attiecībā pret bezstieņa cilindra kustības asi. Ja cilindra korpusa, montāžas kronšteinu, mašīnas rāmja un vadotņu pielaides uzkrājas (sakrājas), pat nelielas novirzes var izraisīt sasaisti, priekšlaicīgu nodilumu un katastrofālu bojājumu. Paralēlisma uzturēšana ±0,05 mm robežās visā gājiena garumā ir ļoti svarīga, lai nodrošinātu vienmērīgu darbību un ilgmūžību.
Nesen runāju ar Deividu, tehniskās apkopes inženieri no iepakojuma rūpnīcas Ontario, Kanādā. Viņa komanda ik pēc sešiem mēnešiem nomainīja balonus bez stieņiem mīklainu kļūmju dēļ. Pēc tam, kad mēs kopā analizējām viņa iestatījumu, atklājām, ka 0,08 mm paralēlisma kļūda, ko izraisīja nolietotu montāžas plākšņu un nepareizi izlīdzinātu vadotņu pielaides, katru gadu iznīcina $3 000 cilindru. Ļaujiet man parādīt, kā izvairīties no viņa dārgi izmaksājošās kļūdas. 💡
Satura rādītājs
- Kas ir tolerances palielināšanās bezstieņa cilindru sistēmās?
- Kādēļ bezstieņa cilindriem ir svarīgs virzošās sliedes paralēlisms?
- Kā aprēķināt un kontrolēt tolerances palielinājumu?
- Kādas ir labākās metodes bezstieņa balonu montāžai?
Kas ir tolerances palielināšanās bezstieņa cilindru sistēmās?
Katrai automatizācijas sistēmas sastāvdaļai ir ražošanas pielaides - un tās summējas. 🔧
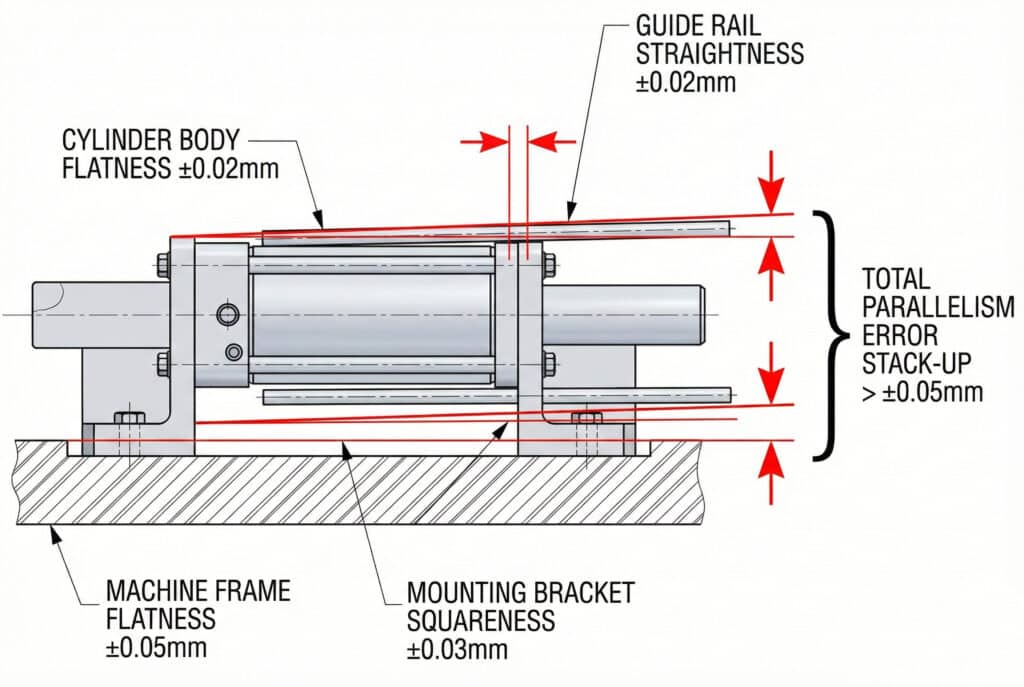
Pielaides sakopojums ir atsevišķu detaļu pielaides kumulatīvā ietekme montāžā. Bezstieņa cilindru iekārtās cilindra korpusa korpusa plakuma (±0,02 mm), montāžas kronšteina taisnības (±0,03 mm), mašīnas rāmja virsmas (±0,05 mm) un sliedes taisnības (±0,02 mm) pielaides kopā veido kopējo sistēmas novirzi, kas var pārsniegt pieļaujamās paralēlisma robežas.
Pielaides ķēde
Uzstādot cilindru bez stieņiem, tiek izveidota pielaides ķēde:
- Mašīnas rāmja virsmas līdzenums - Bāzes atskaites plakne
- Montāžas kronšteina perpendikularitāte - Saskarnes komponents
- Cilindra korpusa taisnums - Pamata piedziņa
- Vadotnes montāžas virsma - Sekundārā atsauce
- Vadotnes taisnums - Galīgais nesošais elements
Katrs šīs ķēdes posms veicina galīgo paralēlisma kļūdu. Sliktākajā gadījumā visas pielaides sakrājas vienā virzienā, radot maksimālo novirzi.
Ietekme reālajā dzīvē
Es nekad neaizmirsīšu Sāru, ražošanas vadītāju automobiļu detaļu ražotnē Mičiganā. Viņas komanda uzstādīja astoņus cilindrus bez stieņiem uz jaunas montāžas līnijas, precīzi ievērojot oriģināliekārtu ražotāju rokasgrāmatu. Trīs nedēļu laikā četriem cilindriem konstatēja pārmērīgu nodilumu vienā gultņu bloku pusē. 😤
Veicot mērījumus ar precīzijas instrumentiem, tika konstatēta 0,12 mm paralēlisma kļūda 1000 mm gājiena dziļumā, kas pārsniedz ±0,05 mm specifikāciju. Vainīgais? Viņas darbnīcā montāžas virsmām bija izmantotas standarta frēzēšanas pielaides (±0,1 mm), nenojaušot, ka cilindriem bez stieņiem nepieciešama precīza līdzenuma apstrāde.
Apsveramie tolerances veidi
| Sastāvdaļa | Tipiska pielaide | Ietekme uz paralēlismu |
|---|---|---|
| Cilindra korpusa līdzenums | ±0,02 mm | Zema (ražotāja kontrolēta) |
| Montāžas kronšteina taisnstūrīgums | ±0,03 mm | Medijs (instalācija mainīga) |
| Mašīnas rāmja virsma | ±0,05 mm | Augsts (bieži netiek ņemts vērā) |
| Vadotnes taisnums | ±0,02 mm/m | Vidēja (kumulatīvais garums) |
| Stiprinājuma iespīlēšanas deformācija | ±0,01 mm | Mazs, bet nozīmīgs saskarnēs |
Kādēļ bezstieņa cilindriem ir svarīgs virzošās sliedes paralēlisms?
Atšķirībā no tradicionālajiem baloniem ar stieņiem, kas izstiepjas, bezstieņa konstrukcijas pilnībā paļaujas uz ārējo vadību, lai nodrošinātu slodzes stabilitāti. ⚙️
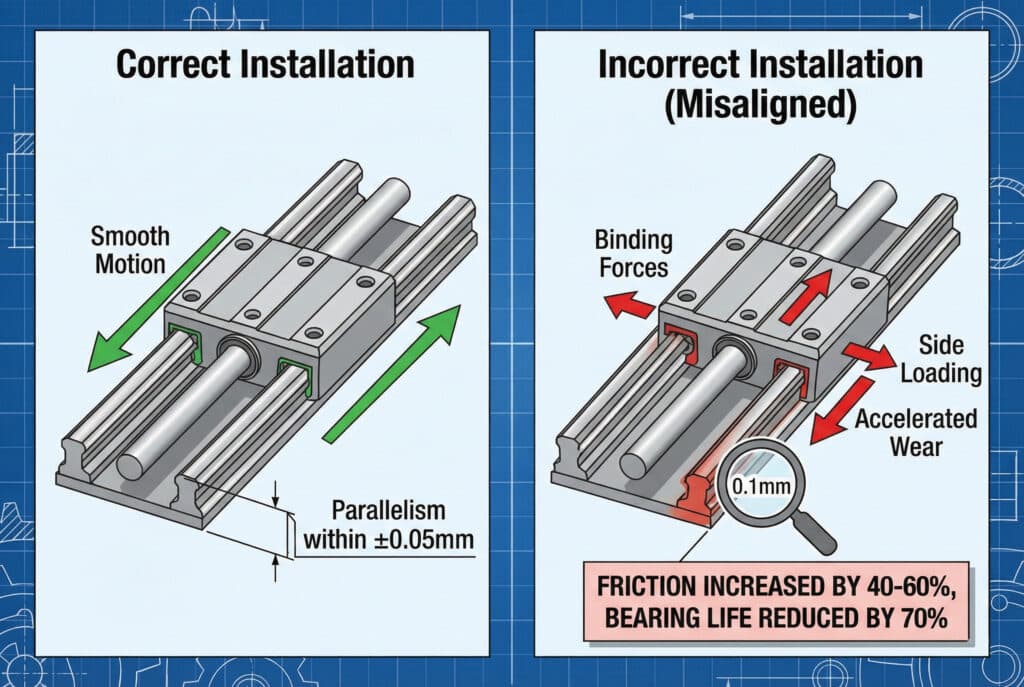
Vadotņu paralēlisms ir kritiski svarīgs, jo cilindri bez stieņiem visas sānu un momenta slodzes caur ratiņiem pārnes uz ārējām vadotnēm. Ja sliedes nav paralēlas cilindra asij ±0,05 mm robežās, eksponenciāli palielinās saistīšanas spēki, kas izraisa paātrinātu gultņu nodilumu, blīvējuma bojājumus, paaugstinātu berzi un iespējamu sistēmas kļūmi. Pareiza paralēlisms nodrošina slodzes sadalījumu pa visām gultņu virsmām un maksimāli pagarina kalpošanas laiku.
Saistīšanas fizika
Ja vadotnes novirzās no ideālas paralēlisma, ratiņi:
- Sānu iekraušana - Spēki, kas ir perpendikulāri kustības virzienam
- Momenta slodze - Rotācijas spēki, kas izraisa nevienmērīgu gultņu kontaktu
- Trīšanas reizināšana - Eksponenciāls pretestības pieaugums (nevis lineārs!)
Tikai 0,1 mm novirze 1000 mm gājiena laikā var palielināt berzi par 40-60% un samazināt gultņu kalpošanas laiku par 70%. 📉
Nepietiekama paralēlisma izraisīti kļūdu veidi
- Priekšlaicīgs gultņu nodilums - Koncentrēta slodze vienā pusē
- Blīvējuma noplūde - Izkropļota blīvējuma ģeometrija sānu slodzes ietekmē
- Jerky kustība - Līstošā slīdēšana mainīgas berzes dēļ
- Kravas sasiešana - Pilnīga konfiskācija ārkārtējos gadījumos
- Samazināta precizitāte - Pozicionēšanas kļūdas no novirzes
Bepto vs. OEM: tolerances specifikācijas
| Specifikācija | Tipisks OEM | Bepto pneimatika |
|---|---|---|
| Cilindra korpusa taisnums | ±0,03 mm/m | ±0,02 mm/m |
| Montāžas virsmas līdzenums | ±0,02 mm | ±0,015 mm |
| Ieteicamais sliežu paralēlisms | ±0,05 mm | ±0,05 mm |
| Uzstādīšanas tehniskais atbalsts | Ierobežots | Visaptveroša (mēs nodrošinām uzstādīšanas rokasgrāmatas un attālinātas konsultācijas) |
Bepto mēs izgatavojam savus cilindru korpusus ar stingrākām pielaidēm, lai nodrošinātu jums lielāku uzstādīšanas rezervi. Tas nozīmē, ka jūs varat strādāt ar standarta mašīnbūves darbnīcas iespējām, neapdraudot sistēmas veiktspēju. 💪
Kā aprēķināt un kontrolēt tolerances palielinājumu?
Paralēlisma kontrole sākas ar izpratni par pielaides budžetu. 📐
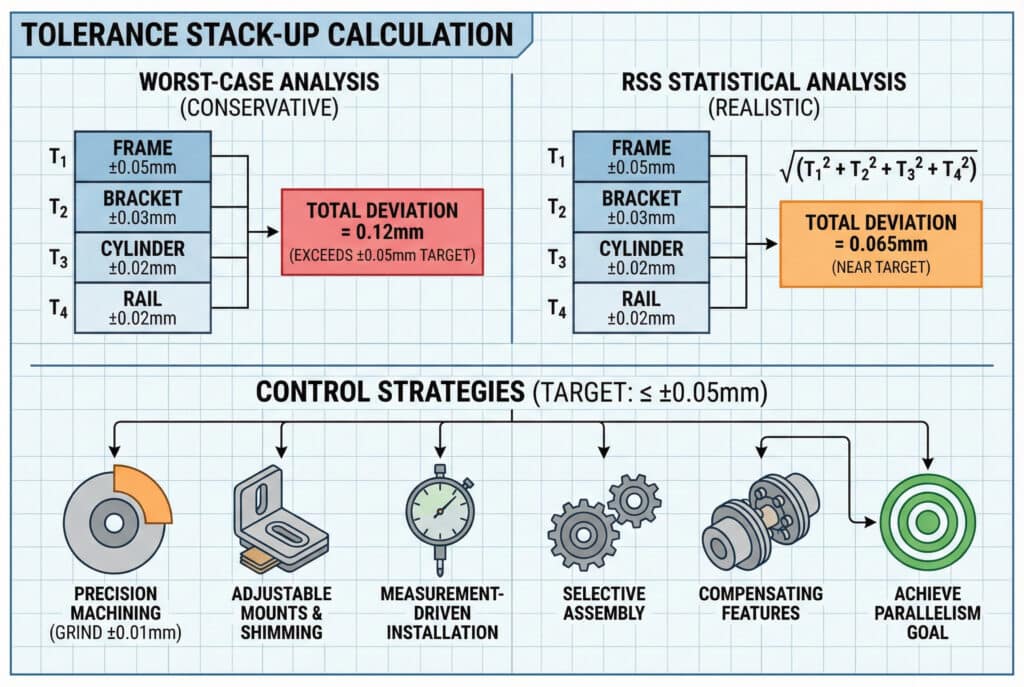
Lai aprēķinātu pielaides sakārtošanu, izmantojiet sliktākā gadījuma analīze2 (visu pielaižu summa) vai sakņu summas kvadrāta metode3 (RSS). Cilindriem bez stieņiem identificējiet visas montāžas ķēdes sastāvdaļas, uzskaitiet to individuālās pielaides un summējiet tās, lai nodrošinātu, ka kopējā novirze nepārsniedz ±0,05 mm. Kontrolējiet sakārtošanu, izmantojot kritisko virsmu precīzu apstrādi, regulējamas montāžas sistēmas un uz mērījumiem balstītu starplikas montāžas laikā.
Aprēķina metodes
Sliktākā gadījuma analīze:
Konservatīva pieeja - pieņem, ka visas pielaides sakrīt vienā virzienā.
Statistiskā analīze (RSS):
Reālistiskāks - pieņem nejaušu pielaižu sadalījumu.
Praktisks piemērs
Aprēķināsim tipiskas instalācijas sakārtošanu:
| Sastāvdaļa | Tolerance | Sliktākais gadījums | RSS ieguldījums |
|---|---|---|---|
| Mašīnas rāmis | ±0,05 mm | 0,05 mm | 0,0025 mm² |
| Montāžas kronšteins | ±0,03 mm | 0,03 mm | 0,0009 mm² |
| Cilindra korpuss | ±0,02 mm | 0,02 mm | 0,0004 mm² |
| Vadotnes sliedes | ±0,02 mm | 0,02 mm | 0,0004 mm² |
| Kopā | 0,12 mm | √ 0,0042 = 0,065 mm |
Sliktākais gadījums pārsniedz mūsu mērķi ±0,05 mm, taču statistiskā analīze liecina, ka esam tuvu tam. Tas liecina, ka mums stingrāk jākontrolē vismaz viens kritiskais izmērs. 🎯
Kontroles stratēģijas
- Precīza apstrāde - Montāžas virsmu slīpēšana ar precizitāti ±0,01 mm
- Regulējami stiprinājumi - Izmantojiet caurumus ar spraugām un precīzas starplikas
- Uz mērījumiem balstīta uzstādīšana - Lietošana skalu indikators4 montāžas laikā
- Selektīvā montāža - Saskaņojiet komponentus, lai līdz minimumam samazinātu uzkrājumu veidošanos
- Kompensācijas funkcijas - Regulēšanas iespēju dizains
Uzstādīšanas mērījumu protokols
Strādājot ar klientiem, es vienmēr iesaku šādu pārbaudes secību:
- Cilindru nostipriniet vaļīgi
- Uzstādiet vadotnes ar piestiprinātu ratiņu
- Paralēlisma mērīšana pie 25%, 50%, 75% un 100% soļa.
- Regulēšana, izmantojot precīzijas starplikas (0,01 mm, 0,02 mm, 0,05 mm).
- Stiprinājumu griezes moments atbilstoši specifikācijai
- Pārmēriet vēlreiz, lai pārliecinātos (saspiešana var radīt 0,01-0,02 mm izkropļojumu).
Kādas ir labākās metodes bezstieņa balonu montāžai?
Pēc piecpadsmit gadu darba šajā nozarē esmu izstrādājis sistemātisku pieeju, kas novērš 95% paralēlisma problēmas. 🛠️
Labākā prakse ietver: precīzi slīpētu montāžas virsmu sagatavošanu (±0,01 mm līdzenums), regulējamu montāžas kronšteinu izmantošanu ar iespēju uzlikt starplikas, cilindra un vadības sliedes uzstādīšanu kā saskaņotu sistēmu, paralēlisma mērīšanu ar ciparnīcas rādītājiem vairākos punktos gar gājienu un galīgās starplikas konfigurācijas dokumentēšanu turpmākai apkopei. Vienmēr ievērojiet ražotāja griezes momenta specifikācijas un pēc stiprinājumu pievilkšanas vēlreiz pārbaudiet izlīdzināšanu.
Pirmsinstalācijas pārbaudes saraksts
- Mašīnas rāmja virsmas slīpētas līdz ±0,01 mm līdzenumam
- Montāžas kronšteini, kas pārbaudīti, vai ir taisni.
- Stiprinājumu atveru atdalīšana un tīrīšana
- Pieejams precīzu starpliku komplekts (0,01 mm, 0,02 mm, 0,05 mm, 0,1 mm)
- Sagatavots ciparnīcas indikators vai lāzera izlīdzināšanas sistēma
- Kalibrēta griezes momenta atslēga
- Uzstādīšanas rasējums ar pārskatītām pielaides specifikācijām
Soli pa solim uzstādīšanas process
1. solis: Sagatavojiet pamatni
Notīriet un pārbaudiet visas montāžas virsmas. Izmantojiet precīzu lineālu un mērierīces, lai pārbaudītu plaknumu.
2. solis: Cilindru nostipriniet vaļīgi
Uzstādiet montāžas kronšteinus ar pirkstu savilktiem stiprinājumiem. Tas ļauj veikt regulēšanu.
3. solis: Uzstādiet rokasgrāmatas sliedes
Piestipriniet vadotnes pie ratiņiem. Novietojiet sliedes paralēli cilindra asij, izmantojot ciparnīcas indikatoru.
4. solis: izmēriet un noregulējiet
Pārbaudiet paralēlismu vairākos punktos. Vajadzības gadījumā pievienojiet starplikas zem montāžas kronšteiniem vai vadotnes balstiem.
5. solis: griezes moments un pārbaude
Pievelciet stiprinājumus krusteniski atbilstoši specifikācijai. Pārmērīšanas-piestiprināšanas spēki var mainīt izlīdzinājumu par 0,01-0,02 mm.
6. posms: Dokumentācija
Ierakstiet galīgo starplikas pozīciju un mērījumus, lai turpmāk varētu uz to atsaukties.
Biežāk pieļautās kļūdas, no kurām jāizvairās
❌ Pieņemot, ka mašīnas virsmas ir līdzenas - Vienmēr izmēriet!
❌ Stiprinājumu pievilkšana pirms saskaņošanas - Pielāgošana kļūst neiespējama
❌ Mērīšana tikai insulta galos - Joprojām var rasties saistoša darbība takta vidusdaļā
❌ ignorēšana termiskā izplešanās5 - Apsveriet darba temperatūru
❌ Pārlieku lielu starplikas kaudzīšu izmantošana - Vairāk nekā 3 starplikas norāda uz apstrādes problēmu.
Bepto uzstādīšanas atbalsts
Iegādājoties Bepto cilindrus bez stieņiem, jūs saņemat vairāk nekā tikai produktu - jūs saņemat mūsu zināšanas. Mēs piedāvājam:
- Sīki izstrādātas uzstādīšanas rokasgrāmatas ar pielaides specifikācijām
- Video pamācības, kurās demonstrētas saskaņošanas metodes
- Attālinātās tehniskās konsultācijas, izmantojot videozvanu
- Pielāgotas montāžas kronšteinu konstrukcijas sarežģītiem lietojumiem
- Rezerves daļas nosūtītas 24 stundu laikā
Man pastāstīja Markuss, iekārtu būvētājs Teksasā: “Bepto komanda mani ar video zvana starpniecību iepazīstināja ar manu pirmo uzstādīšanu. Tagad es varu noregulēt bezstieņa cilindru sistēmu mazāk nekā stundas laikā, katru reizi nodrošinot perfektu paralēlismu. Šis atbalsts ir vairāk vērts nekā ietaupītās izmaksas!” 🌟
Secinājums
Vadotnes paralēlisms nav tikai specifikācija - tā ir atšķirība starp bezstieņa cilindru, kas nevainojami darbojas gadiem ilgi, un cilindru, kas pēc dažiem mēnešiem sabojājas, izmaksājot tūkstošiem dīkstāves un nomaiņas dēļ. Apgūstiet tolerances sakārtošanu, un jūs apgūsiet uzticamību. 🎯
Bieži uzdotie jautājumi par vadotnes paralēlismu bezstieņa cilindros
Kāda ir pieļaujamā paralēlisma pielaide cilindru bezstieņa sliedēm?
Nozares standarts ir ±0,05 mm visā gājiena garumā. Lielātruma lietojumiem vai precīzām pozicionēšanas sistēmām ir ieteicamas stingrākas pielaides (±0,02 mm). Pārsniedzot ±0,05 mm, ievērojami palielinās gultņu nodilums un berze.
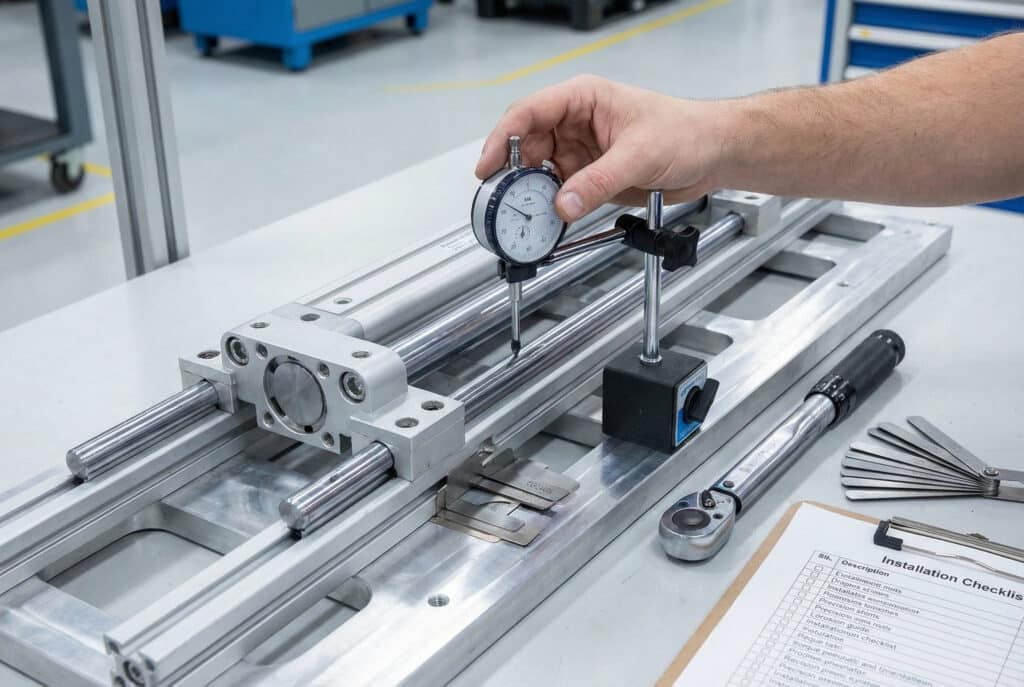
Kā uzstādīšanas laikā izmērīt vadotnes paralēlismu?
Uz cilindra ratiņiem piestipriniet ciparnīcas indikatoru tā, lai zonde pieskartos sliedēm. Nolasot indikatora rādījumu, pārvietojiet ratiņus ar pilnu gājienu. Kopējais indikatora rādījums (TIR) nedrīkst pārsniegt 0,1 mm (±0,05 mm no nominālās vērtības). Atkārtojiet vairākās pozīcijās visā sliedes platumā.
Vai cilindru montāžas virsmām bez stieņiem var izmantot standarta apstrādes pielaides?
Nē. Standarta frēzēšanas pielaides (±0,1 mm) ir nepietiekamas. Montāžas virsmām jābūt precīzi slīpētām līdz ±0,01 mm līdzenumam, lai nodrošinātu atbilstošu pielaides budžetu visam mezglam. Šis ieguldījums novērš dārgi izmaksājošas cilindru kļūmes.
Kas izraisa to, ka pielaides sakopojums pārsniedz specifikācijas?
Visbiežāk sastopamie iemesli ir šādi: nolietotas vai neprecīzas mašīnas rāmja virsmas, montāžas kronšteini ar sliktu taisni, vadotnes ar taisnuma kļūdām, nepareiza starplikas veidošanas tehnika un stiprinājumu iespīlēšanas izkropļojumi. Pirms montāžas vienmēr izmēriet katru sastāvdaļu atsevišķi.
Kā Bepto palīdz klientiem panākt pareizu paralēlismu?
Mēs piedāvājam stingrākas ražošanas pielaides cilindru korpusiem (±0,02 mm pret ±0,03 mm), visaptverošu uzstādīšanas dokumentāciju, video pamācības, attālinātu tehnisko atbalstu uzstādīšanas laikā un pielāgotus montāžas risinājumus sarežģītiem lietojumiem. Mūsu mērķis ir panākt, lai jūsu uzstādīšana būtu veiksmīga jau pirmajā reizē - jo jūsu darbības laiks ir mūsu reputācija. 🤝
-
Izpētiet pielaides sakārtošanas analīzes pamatprincipus, lai uzlabotu mehāniskās montāžas precizitāti. ↩
-
Uzziniet, kā sliktākā gadījuma analīze palīdz inženieriem nodrošināt kritisko mehānisko sistēmu uzticamību. ↩
-
Atklājiet statistiskās priekšrocības, ko dod kvadrātsummas saknes metodes izmantošana reālu pielaides aprēķinu veikšanai. ↩
-
Izlasiet visaptverošu rokasgrāmatu par to, kā izmantot ciparnīcas indikatoru precīziem izlīdzināšanas mērījumiem. ↩
-
Izpratne par to, kā termiskā izplešanās ietekmē precīzijas mašīnas un kā kompensēt temperatūras izmaiņas. ↩
