
Vai jūsu pneimatiskajās sistēmās rodas gaisa noplūde? Jūs neesat viens. Daudzi inženieri cīnās ar blīvējumu bojājumiem, kas rada efektivitātes zudumus, paaugstinātas apkopes izmaksas un negaidītas dīkstāves. Pareizas zināšanas par blīvēšanas mehānismiem var atrisināt šīs pastāvīgās problēmas.
Pneimatisko sistēmu blīvēšanas mehānismi darbojas, kontrolēti deformējot elastomēru materiāli1 pret savienotājvirsmām. Efektīvi blīvējumi uztur kontaktspiedienu, izmantojot saspiešanu (statiskie blīvējumi) vai līdzsvaru starp spiedienu, berzi un eļļošanu (dinamiskie blīvējumi), radot necaurlaidīgu barjeru pret gaisa noplūdi.
Esmu strādājis ar pneimatiskajām sistēmām vairāk nekā 15 gadus uzņēmumā Bepto, un esmu redzējis neskaitāmus gadījumus, kad, izprotot blīvēšanas principus, uzņēmumi ir ietaupījuši tūkstošiem uzturēšanas izmaksu un novērsuši katastrofālas sistēmas kļūmes.
Satura rādītājs
- Kā O-Ring kompresijas koeficients ietekmē blīvējuma veiktspēju?
- Kāpēc Stribeka līkne ir būtiska pneimatisko blīvējumu projektēšanā?
- Kas izraisa berzes sasilšanu dinamiskajos blīvējumos un kā to var kontrolēt?
- Secinājums
- Bieži uzdotie jautājumi par pneimatiskajiem blīvēšanas mehānismiem
Kā O-Ring kompresijas koeficients ietekmē blīvējuma veiktspēju?
O-Ringi, iespējams, ir visizplatītākie blīvēšanas elementi pneimatiskajās sistēmās, taču to vienkāršais izskats slēpj sarežģītus inženiertehniskos principus. Kompresijas pakāpe ir izšķiroša to veiktspējai un ilgmūžībai.
O-gredzena saspiešanas koeficients ir deformācijas procents no sākotnējā šķērsgriezuma, kad tas ir uzstādīts. Optimālai veiktspējai parasti nepieciešama 15-30% kompresija. Pārāk maza saspiešana izraisa noplūdi, savukārt pārmērīga saspiešana izraisa priekšlaicīgu bojājumu, ko izraisa ekstrūzija, saspiešanas komplekts2vai paātrinātu nodilumu.

Pareiza kompresijas pakāpes noteikšana ir daudz sarežģītāka, nekā daudzi inženieri domā. Ļaujiet man dalīties ar dažiem praktiskiem novērojumiem, kas gūti no manas pieredzes, strādājot ar cilindru blīvēšanas sistēmām bez stieņiem.
Optimālā blīvgredzena kompresijas koeficienta aprēķināšana
Kompresijas pakāpes aprēķins šķiet vienkāršs:
| Parametrs | Formula | Piemērs |
|---|---|---|
| Kompresijas koeficients (%) | [(d - g)/d] × 100 | Paredzēts 2,5 mm blīvgredzenam 2,0 mm gropē: [(2,5 - 2,0)/2,5] × 100 = 20% |
| Saspiešana (mm) | d - g | 2,5 mm - 2,0 mm = 0,5 mm |
| Rievu aizpildījums (%) | [π(d/2)²]/[w × g] × 100 | Paredzēts 2,5 mm O veida gredzenam 3,5 mm platā un 2,0 mm dziļā rievā: [π(2,5/2)²]/[3,5 × 2,0] × 100 = 70% |
Kur:
- d = blīvgredzena šķērsgriezuma diametrs
- g = rievas dziļums
- w = rievas platums
Materiālam specifiskas kompresijas vadlīnijas
Dažādiem materiāliem nepieciešami dažādi kompresijas koeficienti:
| Materiāls | Ieteicamā kompresija | Pieteikums |
|---|---|---|
| NBR (nitrils) | 15-25% | Vispārēja lietojuma, eļļas izturība |
| FKM (Viton) | 15-20% | Augsta temperatūra, ķīmiskā izturība |
| EPDM | 20-30% | Ūdens, tvaika lietojumi |
| Silikona | 10-20% | Ekstremālo temperatūru diapazoni |
| PTFE | 5-10% | Ķīmiskā izturība, zema berze |
Pagājušajā gadā es strādāju kopā ar Maiklam, tehniskās apkopes inženieri pārtikas pārstrādes rūpnīcā Viskonsīnā. Viņam bieži bija vērojamas gaisa noplūdes bezstieņa balonu sistēmās, lai gan viņš izmantoja augstākās kvalitātes O-Ring gredzenus. Analizējot viņa uzstādījumu, es atklāju, ka viņa rievu konstrukcija izraisa pārmērīgu NBR O-Ring gredzenu saspiešanu (gandrīz 40%).
Mēs pārveidojām rievu izmērus, lai panāktu kompresijas koeficientu 20%, un blīvējuma kalpošanas laiks uzlabojās no 3 mēnešiem līdz vairāk nekā gadam, ietaupot uzņēmumam tūkstošiem uzturēšanas izmaksu un dīkstāves laika.
Vides faktori, kas ietekmē kompresijas prasības
Optimālais saspiešanas koeficients nav statisks - tas mainās atkarībā no:
- Temperatūras svārstības: Augstākai temperatūrai nepieciešama mazāka saspiešana, lai ņemtu vērā termisko izplešanos.
- Spiediena diferenciāli: Lielākam spiedienam var būt nepieciešama lielāka saspiešana, lai novērstu ekstrūziju.
- Dinamiskas un statiskas lietojumprogrammas: Dinamiskajiem blīvējumiem parasti nepieciešama mazāka saspiešana, lai samazinātu berzi.
- Uzstādīšanas metodes: Izstiepšanās uzstādīšanas laikā var samazināt efektīvu saspiešanu.
Kāpēc Stribeka līkne ir būtiska pneimatisko blīvējumu projektēšanā?
Stribeka līkne var šķist akadēmiska, taču patiesībā tā ir spēcīgs praktisks rīks, lai izprastu un optimizētu blīvējuma veiktspēju pneimatiskajos cilindros bez stieņiem un citos dinamiskos lietojumos.
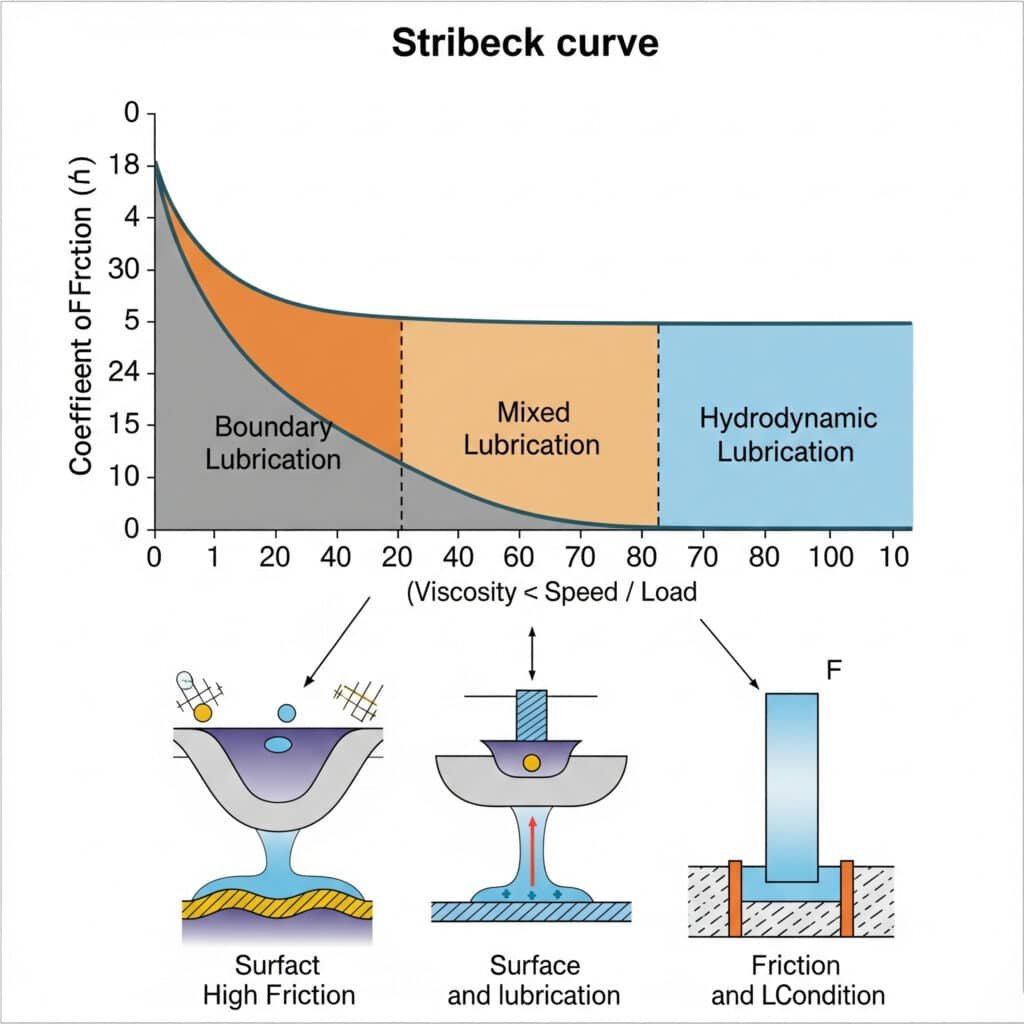
Portāls Stribecka līkne3 ilustrē berzes koeficienta, smērvielas viskozitātes, ātruma un slodzes sakarību slīdošās virsmās. Pneimatiskajos blīvējumos tas palīdz inženieriem izprast pāreju starp robežu, jaukto un hidrodinamisko eļļošanas režīmu, kas ir ļoti svarīgi, lai optimizētu blīvējuma konstrukciju konkrētiem ekspluatācijas apstākļiem.
Šīs līknes izpratnei ir praktiska ietekme uz pneimatisko sistēmu darbību reālos apstākļos.
Trīs eļļošanas režīmi pneimatiskajos blīvējumos
Stribeka līkne identificē trīs atšķirīgus darbības režīmus:
| Eļļošanas režīms | Raksturojums | Ietekme uz pneimatiskajiem blīvējumiem |
|---|---|---|
| Robežu eļļošana | Augsta berze, tiešs virsmas kontakts | rodas palaišanas laikā, pie nelieliem ātrumiem; izraisa stick-slip. |
| Jaukta eļļošana | Mērena berze, daļēja šķidruma plēve | Pārejas zona; jutīga pret virsmas apstrādi un smērvielu |
| Hidrodinamiskā eļļošana4 | Zema berze, pilnīga šķidruma atdalīšana | Ideāli piemērots ātrdarbīgai darbībai; minimāls nodilums |
Stribeka līknes praktiskais pielietojums blīvējumu izvēlē
Izvēloties blīves bezstieņa cilindriem, mums palīdz izpratne par Stribeka līkni:
- Blīvējuma materiālu atbilstība ekspluatācijas apstākļiem: Dažādi materiāli darbojas labāk dažādos eļļošanas režīmos
- Izvēlieties atbilstošus smērvielas: Viskozitātes prasības mainās atkarībā no ātruma un slodzes.
- Optimālas virsmas apdares dizains: Rupjums ietekmē pāreju starp eļļošanas režīmiem
- Paredzēt un novērst "stick-slip" parādības.: Kritiski svarīgi vienmērīgai darbībai precīzijas lietojumprogrammās
Gadījuma izpēte: Precizās pozicionēšanas novēršana, novēršot pielipšanu un noslīdēšanu
Atceros, kā strādāju ar Emmu, automatizācijas inženieri no medicīnas ierīču ražotāja Šveicē. Viņas bezstieņa cilindru sistēmai bija jūtama trīcīga kustība (stick-slip), veicot lēna ātruma precīzas kustības, kas ietekmēja produkta kvalitāti.
Analizējot pieteikumu, izmantojot Stribeka līkni, mēs noskaidrojām, ka sistēma darbojas robežsmērēšanas režīmā. Mēs ieteicām mainīt blīvējuma materiālu uz PTFE bāzes ar modificētu virsmas tekstūru un citu eļļošanas līdzekļa sastāvu.
Rezultāts? Gluda kustība pat ar ātrumu 5 mm/sekundē, novēršot kvalitātes problēmas un uzlabojot produkcijas izlaidi par 15%.
Kas izraisa berzes sasilšanu dinamiskajos blīvējumos un kā to var kontrolēt?
Bieži vien berzes sildīšana netiek ņemta vērā, līdz tā izraisa priekšlaicīgu blīvējuma sabojāšanos. Izpratne par šo parādību ir būtiska, lai projektētu uzticamas pneimatiskās sistēmas ar pagarinātu kalpošanas laiku.
Sildīšana ar berzi5 dinamiskajos blīvējumos rodas, kad mehāniskā enerģija pārvēršas par termisko enerģiju blīvējuma un savienojuma virsmas kontakta saskarnē. Šo sasilšanu ietekmē tādi faktori kā virsmas ātrums, kontakta spiediens, eļļošana un materiāla īpašības. Pārmērīga sildīšana paātrina blīvējuma degradāciju, termiski sadaloties materiāliem.
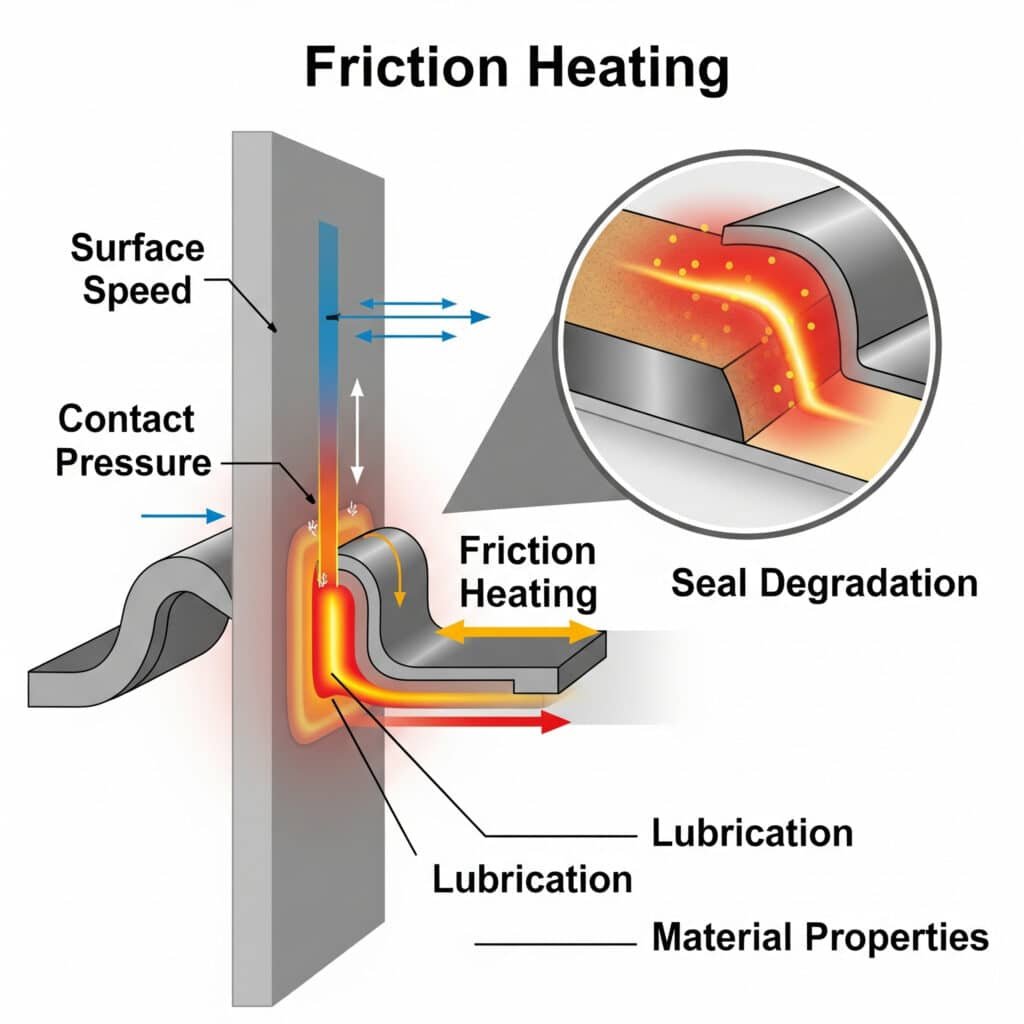
Berzes sasilšanas sekas var būt nopietnas, sākot no samazināta blīvējuma kalpošanas laika līdz pat katastrofālam bojājumam. Izpētīsim šo parādību sīkāk.
Kvantitatīva berzes siltuma veidošanās noteikšana
Berzes radīto siltumu var aprēķināt, izmantojot:
| Parametrs | Formula | Piemērs |
|---|---|---|
| Siltuma ģenerēšana (W) | Q = μ × F × v | μ=0,2, F=100N, v=0,5 m/s: Q = 0,2 × 100 × 0,5 = 10W |
| Temperatūras paaugstināšanās (°C) | ΔT = Q/(m × c) | 10 W karstuma, 5 g blīvējuma, c=1,7 J/g°C: ΔT = 10/(5 × 1,7) = 1,18°C/s |
| Stabila stāvokļa temperatūra | Tss = Ta + (Q/hA) | Atkarīgs no siltuma pārneses koeficienta un virsmas laukuma. |
Kur:
- μ = berzes koeficients
- F = normālais spēks
- v = slīdēšanas ātrums
- m = masa
- c = īpatnējā siltuma ietilpība
- Ta = apkārtējās vides temperatūra
- h = siltuma apmaiņas koeficients
- A = virsmas laukums
Kritiskās temperatūras sliekšņi parastiem blīvējuma materiāliem
Dažādiem blīvējuma materiāliem ir dažādas temperatūras robežas:
| Materiāls | Maksimālā nepārtrauktā temperatūra (°C) | Termiskās degradācijas pazīmes |
|---|---|---|
| NBR (nitrils) | 100-120 | Sacietēšana, plaisāšana, samazināta elastība |
| FKM (Viton) | 200-250 | Izbalēšana, samazināta elastība |
| PTFE | 260 | Izmēru izmaiņas, samazināta stiepes izturība |
| TPU | 80-100 | Mīkstināšana, deformācija, krāsas maiņa |
| UHMW-PE | 80-90 | Deformācija, samazināta nodilumizturība |
Berzes sildīšanas mazināšanas stratēģijas
Pamatojoties uz manu pieredzi, kas gūta, strādājot ar cilindriem bez stieņiem, šeit ir aprakstītas efektīvas stratēģijas, kā kontrolēt berzes sasilšanu:
- Kontakta spiediena optimizēšana: Samazināt blīvējuma iejaukšanos, ja iespējams, neapdraudot blīvējumu.
- Uzlabot eļļošanu: Izvēlieties smērvielas ar atbilstošu viskozitāti un temperatūras stabilitāti.
- Materiālu izvēle: Izvēlieties materiālus ar zemāku berzes koeficientu un augstāku termisko stabilitāti.
- Virsmas inženierija: Norādiet piemērotu virsmas apdari un pārklājumus, lai samazinātu berzi.
- Siltuma izkliedes konstrukcija: Iekļaut funkcijas, kas uzlabo siltuma pārnesi no blīvējumiem.
Reāla pielietošana: Ātrgaitas cilindra bez stieņa konstrukcija
Viens no mūsu klientiem Vācijā izmanto ātrgaitas iepakošanas iekārtas ar bezstieņa cilindriem, kas darbojas ar ātrumu līdz 2 m/s. Sākotnējie blīvējumi berzes sakaršanas dēļ sabojājās jau pēc 3 miljoniem ciklu.
Mēs veicām termisko analīzi un atklājām, ka blīvējuma saskarnē temperatūra lokāli sasniedz 140°C - krietni virs NBR blīvējumu 100°C robežas. Pārejot uz kompozītu PTFE blīvējumu ar optimizētu kontakta ģeometriju un uzlabojot cilindra siltuma izkliedi, mēs pagarinājām blīvējuma kalpošanas laiku līdz vairāk nekā 20 miljoniem ciklu.
Secinājums
Izpratne par zinātniskajām atziņām, kas saistītas ar O-Ring kompresijas koeficientu, Stribeka līknes praktisko pielietojumu un berzes sildīšanas mehānismiem, ir pamats uzticamu un ilgmūžīgu pneimatisko blīvēšanas sistēmu projektēšanai. Piemērojot šos principus, jūs varat izvēlēties pareizos blīvējumus saviem bezstieņa cilindru lietojumiem, novērst esošās problēmas un novērst dārgi izmaksājošas kļūmes, pirms tās rodas.
Bieži uzdotie jautājumi par pneimatiskajiem blīvēšanas mehānismiem
Kāds ir ideālais kompresijas koeficients O-Ringiem pneimatiskajos lietojumos?
Ideālais kompresijas koeficients O-gredzeniem pneimatiskajos lietojumos parasti ir 15-25% statiskajiem blīvējumiem un 10-20% dinamiskajiem blīvējumiem. Šis diapazons nodrošina pietiekamu blīvējuma spēku, vienlaikus izvairoties no pārmērīgas kompresijas, kas var izraisīt priekšlaicīgu bojājumu, jo īpaši bezstieņa cilindru lietojumos.
Kā Stribeka līkne palīdz izvēlēties pareizo blīvējumu manam lietojumam?
Stribeka līkne palīdz noteikt, kurā eļļošanas režīmā darbosies jūsu lietojums, pamatojoties uz ātrumu, slodzi un smērvielas īpašībām. Maza ātruma un lielas slodzes lietojumiem izvēlieties blīves, kas optimizētas robežsmērēšanai. Lietojumiem ar lielu ātrumu izvēlieties blīves, kas paredzētas hidrodinamiskās eļļošanas apstākļiem.
Kas izraisa slīdēšanas kustību pneimatiskajos cilindros un kā to novērst?
Līstošo slīdēšanu izraisa statiskās un dinamiskās berzes koeficientu atšķirība, jo īpaši eļļošanas robežrežīmā. Novērsiet to, izmantojot blīvējuma materiālus uz PTFE bāzes vai citus blīvējuma materiālus ar zemu berzes koeficientu, lietojot atbilstošus smērvielas, optimizējot virsmas apdari un nodrošinot pareizu blīvējuma saspiešanu bezstieņa cilindra lietojumam.
Cik liels temperatūras pieaugums ir pieļaujams dinamiskajiem blīvējumiem?
Pieļaujamais temperatūras pieaugums ir atkarīgs no blīvējuma materiāla. Vispārējs noteikums ir uzturēt darba temperatūru vismaz par 20°C zemāku par materiāla maksimālo pieļaujamo nepārtrauktas darbības temperatūru. NBR (nitrila) blīvējumiem, kas parasti tiek izmantoti bezstieņa cilindros, uzturēt temperatūru zem 80-100°C, lai pagarinātu kalpošanas laiku.
Kāda ir sakarība starp blīvējuma cietību un kompresijas prasībām?
Cietākiem blīvējuma materiāliem (augstāks durometrs) parasti nepieciešama mazāka saspiešana, lai panāktu efektīvu blīvējumu. Piemēram, 90 Shore A materiālam var būt nepieciešama tikai 10-15% kompresija, savukārt mīkstākam 70 Shore A materiālam var būt nepieciešama 20-25% kompresija, lai nodrošinātu tādu pašu blīvējuma efektivitāti pneimatiskajos lietojumos.
Kā aprēķināt O-Ring blīvējuma gropes izmērus?
Aprēķiniet rievu izmērus, nosakot vajadzīgo kompresijas pakāpi jūsu lietojumam un materiālam. Standarta 25% kompresijas gadījumā 2,5 mm O-gredzenam rievas dziļums būtu 1,875 mm (2,5 mm × 0,75). Rievas platumam jānodrošina 60-85% rievas aizpildījums, lai nodrošinātu kontrolētu deformāciju bez pārmērīgas spriedzes.
-
Sniedz pamatīgu skaidrojumu par elastomēriem (viskoelastīgiem polimēriem), kas ir galvenie pneimatisko blīvējumu materiāli, jo tie spēj deformēties un atgriezties sākotnējā formā. ↩
-
Piedāvā tehnisko definīciju par saspiešanas sastindzinājumu - pastāvīgu blīvējuma deformāciju pēc ilgstošas saspiešanas slodzes, kas ir galvenais statiskā blīvējuma bojājuma cēlonis. ↩
-
Sīkāka informācija par Stribeka līknes principiem - triboloģijas pamatgrafiku, kas parāda, kā berze starp divām eļļotām virsmām ir atkarīga no viskozitātes, slodzes un ātruma. ↩
-
Paskaidro hidrodinamiskās eļļošanas režīmu - ideālu stāvokli, kad pilnīga, nepārtraukta šķidruma plēve pilnībā atdala divas kustīgas virsmas, kā rezultātā berze un nodilums ir minimāli. ↩
-
Apraksta berzes sasilšanas fiziku, procesu, kurā mehāniskā enerģija tiek pārvērsta siltumenerģijā slīdošā saskarnē, kas ir kritisks faktors dinamisko blīvējumu termiskajai degradācijai. ↩
