

Hebt u ooit te maken gehad met een plotselinge storing in een pneumatisch systeem waardoor uw hele productielijn tot stilstand kwam? U bent niet de enige. Zelfs goed ontworpen pneumatische systemen kunnen op onverwachte manieren falen, vooral wanneer ze worden blootgesteld aan extreme omstandigheden of ongebruikelijke bedrijfsparameters. Inzicht in de hoofdoorzaken van deze storingen kan u helpen preventieve maatregelen te nemen voordat het noodlot toeslaat.
Deze analyse van drie catastrofale defecten aan pneumatische cilinders - demagnetisatie van de magnetische koppeling in een omgeving waar halfgeleiders worden geproduceerd, broos worden van de afdichting in arctische bedrijfsomstandigheden en losraken van bevestigingen door hoogfrequente trillingen in een stansmachine - toont aan dat schijnbaar kleine omgevingsfactoren kunnen leiden tot complete systeemstoringen. Door de juiste conditiebewaking, materiaalselectie en bevestigingsprotocollen te implementeren, hadden deze storingen voorkomen kunnen worden, waardoor honderdduizenden dollars aan stilstand en reparaties bespaard hadden kunnen worden.
Laten we deze mislukkingen eens in detail bekijken om er waardevolle lessen uit te trekken die u kunnen helpen soortgelijke rampen in uw activiteiten te voorkomen.
Inhoudsopgave
- Hoe heeft demagnetisatie door magnetische koppeling een halfgeleiderfabriek platgelegd?
- Wat veroorzaakte het catastrofale falen van afdichtingen onder arctische omstandigheden?
- Waarom leidden hoogfrequente trillingen tot kritieke defecten aan bevestigingen?
- Conclusie: Preventieve maatregelen implementeren
- Veelgestelde vragen over defecten aan pneumatische cilinders
Hoe heeft demagnetisatie door magnetische koppeling een halfgeleiderfabriek platgelegd?
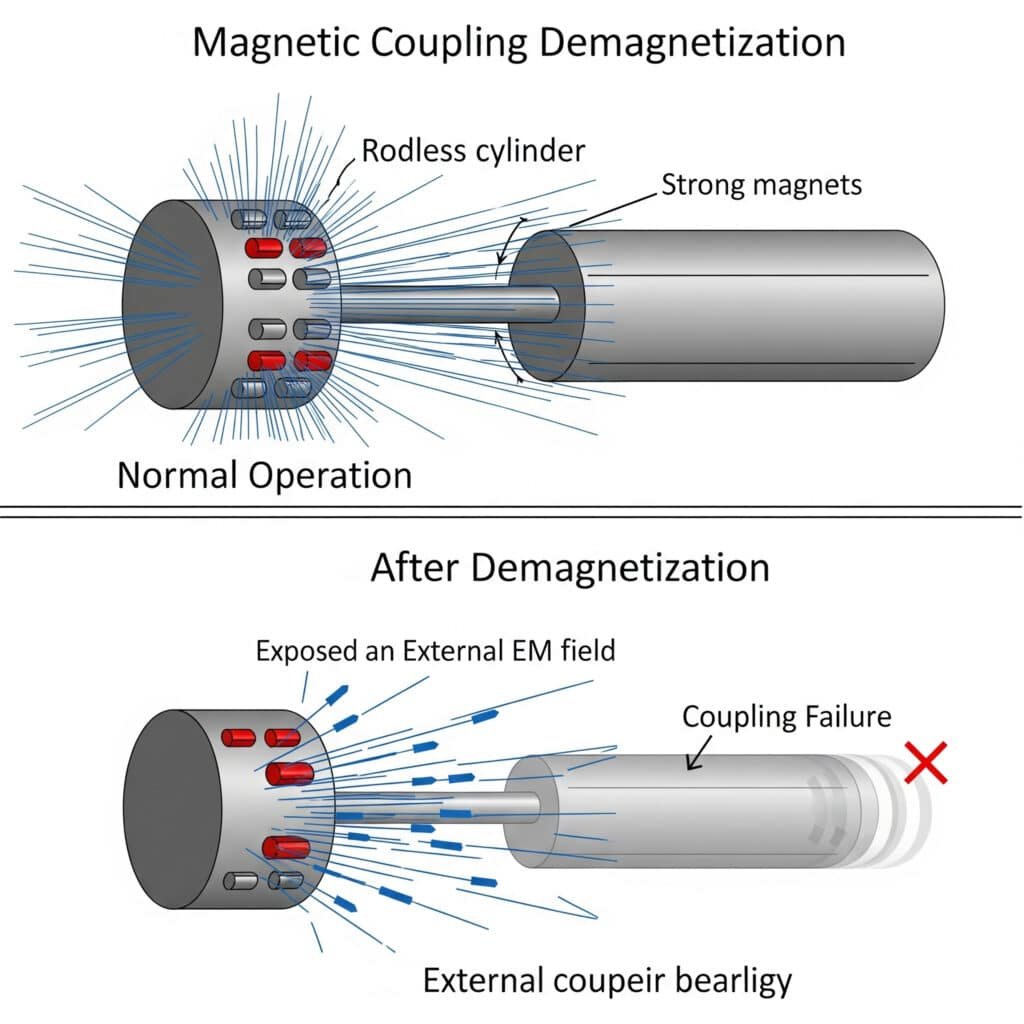
Een toonaangevende halfgeleiderfabrikant kreeg te maken met een catastrofale systeemstoring toen een magnetisch gekoppelde staafloze cilinder in een waferhandlingsysteem plotseling niet meer kon worden gepositioneerd. Dit resulteerde in een botsing die meerdere $250.000 siliciumwafers beschadigde en 36 uur productiestilstand veroorzaakte.
Uit de analyse van de hoofdoorzaak bleek dat de magnetische koppeling in de cilinder zonder stang gedeeltelijk gedemagnetiseerd was na blootstelling aan een onverwacht elektromagnetisch veld dat werd gegenereerd tijdens onderhoud aan nabijgelegen apparatuur. De geleidelijke verzwakking van het magnetische veld bleef onopgemerkt tot het een kritieke drempel bereikte waarbij de koppeling niet langer goed vast kon blijven zitten onder normale acceleratiebelastingen, wat de catastrofale positioneringsfout veroorzaakte.
Tijdlijn en onderzoek incident
| Tijd | Evenement | Opmerkingen | Genomen maatregelen |
|---|---|---|---|
| Dag 1, 08:30 | Onderhoud aan nabijgelegen ionenimplantatieapparatuur begint | Normale werking van het waferbehandelingssysteem | Routinematige onderhoudsprocedures |
| Dag 1, 10:15 | Sterk elektromagnetisch veld gegenereerd tijdens probleemoplossing met implantator | Geen onmiddellijk effect opgemerkt | Voortgezet onderhoud |
| Dag 1-7 | Geleidelijke demagnetisatie van staafloze cilinderkoppeling | Incidentele positiefouten (toegeschreven aan software) | Software herkalibratie |
| Dag 7, 14:22 | Volledig defecte koppeling | Waferdragers bewegen ongecontroleerd | Noodstop |
| Dag 7, 14:23 | Botsing met aangrenzende apparatuur | Meerdere wafers beschadigd | Productiestop |
| Dag 7-9 | Onderzoek en reparaties | Onderliggende oorzaak geïdentificeerd | Systeemherstel |
Magnetische koppelingsprincipes
Magneetgekoppelde cilinders zonder stang gebruiken permanente magneten om kracht over te brengen via een niet-magnetische barrière, waardoor er geen dynamische afdichtingen nodig zijn en er een hermetische scheiding blijft bestaan tussen de interne zuiger en de externe meenemer.
Kritische ontwerpelementen
Magnetisch circuitontwerp
- Permanent magneetmateriaal (meestal NdFeB of SmCo1)
- Optimalisatie van het magnetische fluxpad
- Poolopstelling voor maximale koppelingskracht
- AfschermingsoverwegingenKenmerken koppelkracht
- Statische houdkracht: 200-400N (typisch voor halfgeleidertoepassingen)
- Dynamische krachtoverbrenging: 70-80% van statische kracht
- Kracht-verplaatsingscurve: Niet-lineair met kritisch losbreekpunt
- Temperatuurgevoeligheid: -0,12% per °C (typisch voor NdFeB-magneten)Faalmechanismen
- Demagnetisatie door externe velden
- Thermische demagnetisatie
- Mechanische schok die kortstondige ontkoppeling veroorzaakt
- Materiaaldegradatie na verloop van tijd
Analyse van de Onderliggende Oorzaak
Uit het onderzoek kwamen meerdere factoren naar voren die hieraan bijdroegen:
Primaire factoren
Elektromagnetische interferentie
- Bron: Ion implanter probleemoplossing genereerde een 0,3T veld
- Nabijheid: Veldsterkte op cilinderlocatie geschat op 0,15T
- Duur: Ongeveer 45 minuten blootstelling met tussenpozen
- Veldoriëntatie: Gedeeltelijk uitgelijnd met demagnetisatierichting van NdFeB-magnetenSelectie van magneetmateriaal
- Materiaal: N42 rang NdFeB magneten gebruikt in koppeling
– Intrinsieke coërciviteit (Hci)2: 11 kOe (lager dan alternatieve SmCo opties)
- Bedrijfspunt: Ontworpen met onvoldoende marge tegen demagnetiseren
- Gebrek aan externe magnetische afschermingBewakingstekortkomingen
- Geen magnetische veldsterktemonitoring
- Trend voor positiefouten niet geïmplementeerd
- Krachtmarge testen geen onderdeel van preventief onderhoud
- Ontbreken van protocollen voor blootstelling aan EMI tijdens onderhoud
Secundaire factoren
Hiaten in onderhoudsprocedures
- Geen melding van mogelijke EMI-generatie
- Geen isolatievereisten voor apparatuur
- Gebrek aan verificatie na onderhoud
- Onvoldoende begrip van magnetische gevoeligheidZwakke punten in systeemontwerp
- Geen overbodige positieverificatie
- Onvoldoende mogelijkheden voor foutdetectie
- Gebrek aan bewaking van de krachtmarge
- Geen indicatoren voor blootstelling aan magnetische velden
Reconstructie en analyse van storingen
Aan de hand van gedetailleerde analyses en laboratoriumtests werd de faalvolgorde gereconstrueerd:
Demagnetisatie Progressie
| Blootstellingstijd | Geschatte veldsterkte | Reductie koppelingskracht | Waarneembare effecten |
|---|---|---|---|
| Initieel | 0 T | 0% (350N nominaal) | Normale werking |
| 15 minuten | 0,15 T intermitterend | 5-8% | Niet detecteerbaar tijdens gebruik |
| 30 minuten | 0,15 T intermitterend | 12-15% | Kleine positiefouten bij maximale acceleratie |
| 45 minuten | 0,15 T intermitterend | 18-22% | Merkbaar positieverschil onder belasting |
| Dag 7 | Cumulatief effect | 25-30% | Onder kritische drempel voor werking |
Laboratoriumtesten bevestigden dat blootstelling aan velden van 0,15T gedeeltelijke demagnetisatie van N42 NdFeB-magneten kon veroorzaken wanneer deze ongunstig gericht waren ten opzichte van de magnetisatierichting. Het cumulatieve effect van meervoudige blootstelling degradeerde de magnetische prestaties verder tot de koppelkracht onder het minimum zakte dat nodig was voor betrouwbare werking.
Uitgevoerde corrigerende maatregelen
Na dit incident heeft de halfgeleiderfabrikant verschillende corrigerende maatregelen genomen:
Onmiddellijke correcties
- Alle magnetische koppelingen vervangen door hoogwaardige SmCo-magneten (Hci > 20 kOe)
- Magnetische afscherming toegevoegd aan cilinders zonder stang
- EMI-bewaking geïmplementeerd tijdens onderhoudsactiviteiten
- Vastgestelde uitsluitingszones tijdens onderhoudsprocedures met hoge EMI-emissiesSysteemverbeteringen
- Realtime magnetische koppelingskrachtmonitoring toegevoegd
- Trendanalyse van positiefouten geïmplementeerd
- EMI-blootstellingsindicatoren geïnstalleerd op gevoelige apparatuur
- Verbeterde systemen voor botsingdetectie en -preventieProcedurele wijzigingen
- Uitgebreide EMI-beheerprotocollen ontwikkeld
- Procedures voor verificatie na onderhoud geïmplementeerd
- Vereisten voor onderhoudscoördinatie opgesteld
- Verbeterde personeelstraining over kwetsbaarheden van magnetische systemenMaatregelen op lange termijn
- Herontworpen kritieke systemen met redundante positieverificatie
- Regelmatig testen op magnetische koppelsterkte
- Protocollen voor voorspellend onderhoud ontwikkeld op basis van koppelingsprestaties
- Een database gemaakt van EMI-gevoelige onderdelen voor onderhoudsplanning
Geleerde lessen
Dit geval benadrukt een aantal belangrijke lessen voor het ontwerp en onderhoud van pneumatische systemen:
Overwegingen bij materiaalselectie
- Magnetische materialen moeten worden gekozen met de juiste coërciviteit voor de omgeving
- Kostenbesparingen op magnetische materialen kunnen leiden tot aanzienlijke kwetsbaarheid
- Bij de keuze van materialen moet rekening worden gehouden met milieublootstelling
- Veiligheidsmarges moeten rekening houden met worst-case blootstellingsscenario'sVereisten voor monitoring
- Subtiele degradatie kan optreden zonder duidelijke symptomen
- Trendanalyse is essentieel voor het detecteren van geleidelijke prestatieveranderingen
- Kritische parameters moeten direct worden gecontroleerd, niet afgeleid
- Er moeten indicatoren voor vroegtijdige waarschuwing worden opgesteld voor de belangrijkste faalwijzenOnderhoudsprotocol Belang
- Onderhoudsactiviteiten op één systeem kunnen invloed hebben op aangrenzende systemen
- EMI-generatie moet worden behandeld als een belangrijk gevaar
- Communicatie tussen onderhoudsteams is essentieel
- Verificatieprocedures moeten de integriteit van het systeem bevestigen na nabijgelegen onderhoud
Wat veroorzaakte het catastrofale falen van afdichtingen onder arctische omstandigheden?
Een olie-exploratiebedrijf dat actief is in het noorden van Alaska kreeg tijdens een onverwachte koudegolf te maken met meerdere gelijktijdige storingen van pneumatische positioneringscilinders die kritieke kleppen van pijpleidingen aanstuurden. Dit resulteerde in een noodstop die ongeveer $2,1 miljoen aan productieverlies kostte.
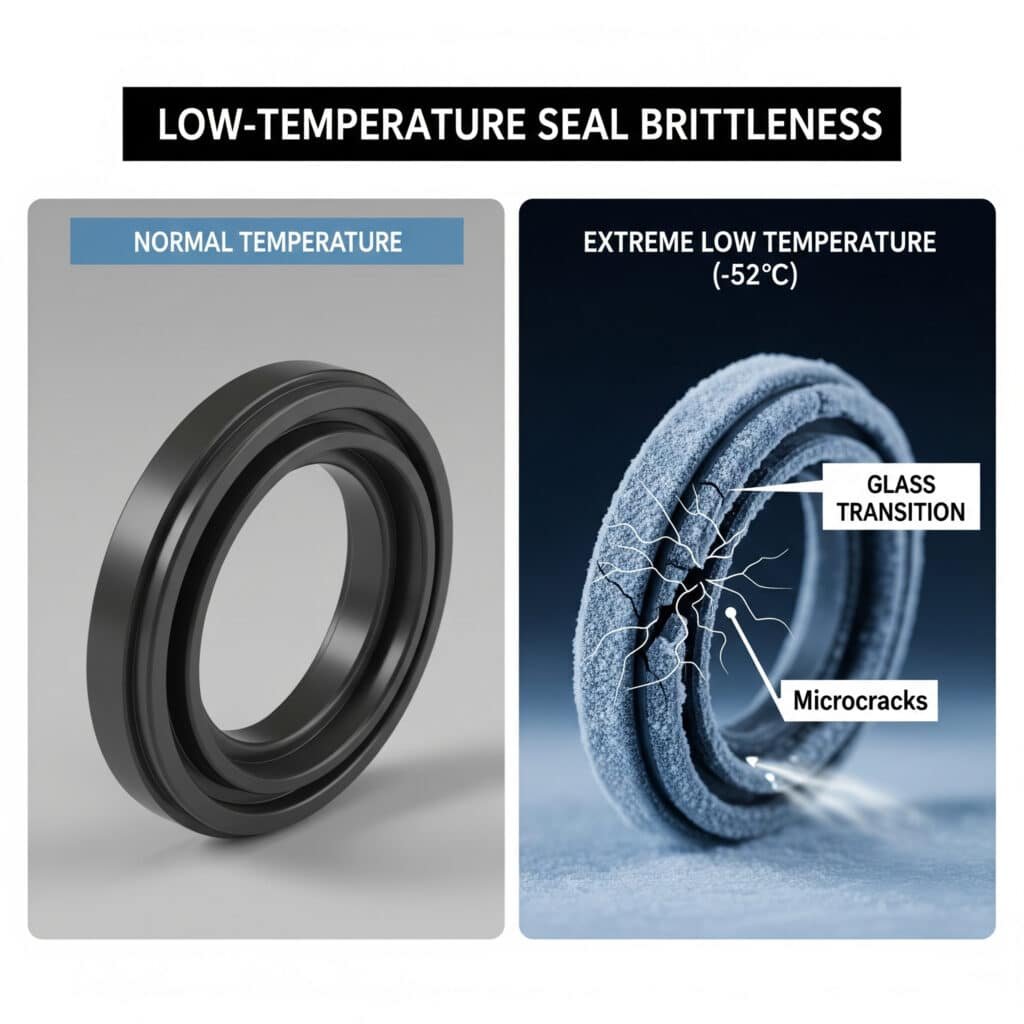
Forensisch onderzoek wees uit dat de cilinderafdichtingen broos waren geworden en waren gebarsten bij de onverwacht lage temperaturen (-52°C), ver onder hun nominale bedrijfstemperatuur van -40°C. De standaard nitril (NBR) afdichtingen ondergingen glasovergang3 Bij deze extreme temperaturen verloor de afdichting zijn elasticiteit en ontstonden er microscheurtjes die zich tijdens bedrijf snel verspreidden. De situatie werd verergerd door inadequate preventieve onderhoudsprocedures bij koud weer die de verslechterende toestand van de afdichting niet identificeerden.
Tijdlijn en onderzoek incident
| Tijd | Evenement | Temperatuur | Opmerkingen |
|---|---|---|---|
| Dag 1, 18:00 | Weerbericht bijgewerkt | -45°C voorspeld | Normale werking |
| Dag 2, 02:00 | Temperatuur daalt snel | -48°C | Geen directe problemen |
| Dag 2, 06:00 | Temperatuur bereikt minimum | -52°C | De eerste verbindingsfouten beginnen |
| Dag 2, 07:30 | Meerdere klepactuatorstoringen | -51°C | Noodprocedures gestart |
| Dag 2, 08:15 | Systeem afgesloten | -50°C | Productie stopgezet |
| Dag 2-4 | Onderzoek en reparaties | -45°C tot -40°C | Tijdelijke verwarmde behuizingen geïnstalleerd |
Eigenschappen afdichtingsmateriaal en temperatuureffecten
De defecte afdichtingen waren standaard nitril (NBR) met een door de fabrikant gespecificeerd werkbereik van -40°C tot +100°C, die gewoonlijk worden gebruikt in industriële pneumatische toepassingen.
Kritische materiaalovergangen
| Materiaal | Glasovergangstemperatuur | Broosheid Temperatuur | Aanbevolen min. Bedrijfstemperatuur | Werkelijk bedrijfsbereik |
|---|---|---|---|---|
| Standaard NBR (defecte afdichtingen) | -35°C tot -20°C | -40°C | -30°C | -40°C tot +100°C (fabrieksspecificatie) |
| Lage temperatuur NBR | -45°C tot -35°C | -50°C | -40°C | -40°C tot +85°C |
| HNBR | -30°C tot -15°C | -35°C | -25°C | -25°C tot +150°C |
| FKM (Viton) | -20°C tot -10°C | -25°C | -15°C | -15°C tot +200°C |
| Silicone | -65°C tot -55°C | -70°C | -55°C | -55°C tot +175°C |
| PTFE | -73°C (kristallijne overgang) | Niet van toepassing | -70°C | -70°C tot +250°C |
Foutenanalyse Bevindingen
Gedetailleerd onderzoek van de defecte afdichtingen bracht meerdere problemen aan het licht:
Primaire storingsmechanismen
Materiaal Glasovergang
- NBR polymeerketens verloren mobiliteit onder de glasovergangstemperatuur
- Materiaalhardheid verhoogd van Shore A 70 naar Shore A 90+
- Elasticiteit verminderd met ongeveer 95%
- Compressieset herstel gedaald tot bijna nulVorming en voortplanting van microscheuren
- Initiële microscheurtjes gevormd in gebieden met hoge spanning (afdichtingslippen, hoeken)
- Versnelde scheurgroei tijdens dynamische beweging
- Faalwijze gedomineerd door brosse breukmechanica
- Scheurnetwerken creëren lekken door de dwarsdoorsnede van de afdichtingSeal-geometrie-effecten
- Scherpe hoeken in het afdichtingsontwerp creëerden spanningsconcentratiepunten
- Onvoldoende kliervolume verhinderde thermische contractie accommodatie
- Overmatige compressie in statische toestand verhoogt de brosheidseffecten
- Onvoldoende ondersteuning maakte overmatige vervorming onder druk mogelijkBijdrage smeermiddel
- Standaard pneumatisch smeermiddel werd zeer viskeus bij lage temperatuur
- Verstijving van het smeermiddel verhoogt de wrijving en mechanische spanning
- Onjuiste smeringsverdeling door viscositeitstoename
- Mogelijke kristallisatie van het smeermiddel waardoor schurende omstandigheden ontstaan
Resultaten materiaalanalyse
Laboratoriumtests van de defecte afdichtingen bevestigden dit:
Veranderingen in fysische eigenschappen
- Shore A hardheid: Verhoogd van 70 (kamertemperatuur) tot 92 (-52°C)
- Rek bij breuk: Afgenomen van 350% tot <30%
- Compressieset: Verhoogd van 15% naar >80%
- Treksterkte: Afgenomen met ongeveer 40%Microscopisch onderzoek
- Uitgebreide microscheurnetwerken door de hele afdichtingsdoorsnede
- Brosse breukvlakken met minimale vervorming
- Bewijs van materiaalverbrossing op moleculair niveau
- Kristallijne gebieden gevormd in normaal amorfe polymeerstructuurChemische analyse
- Geen tekenen van chemische degradatie of aantasting
- Normale verouderingsindicatoren binnen verwacht bereik
- Geen verontreiniging gedetecteerd
- Polymeer samenstelling komt overeen met specificaties
Analyse van de Onderliggende Oorzaak
Uit het onderzoek kwamen verschillende factoren naar voren die hieraan bijdroegen:
Primaire factoren
Ongeschikte materiaalselectie
- NBR-afdichtingen gespecificeerd op basis van standaard cataloguswaarden
- Marge temperatuurclassificatie onvoldoende voor arctische omstandigheden
- Geen rekening houden met glasovergangseffecten
- Kostenoverwegingen krijgen voorrang op milieu-extremenTekortkomingen onderhoudsprogramma
- Geen specifieke inspectieprotocollen voor koud weer
- Afdichtingstoestand niet gecontroleerd op temperatuurgerelateerde degradatie
- Geen hardheidstest opgenomen in onderhoudsprocedures
- Ontoereikende strategie voor reserveonderdelen voor extreme weersomstandighedenBeperkingen systeemontwerp
- Geen verwarmingsvoorziening voor kritieke pneumatische onderdelen
- Onvoldoende isolatie voor thermische bescherming
- Blootgestelde installatielocatie met maximale blootstelling aan koude
- Geen temperatuurbewaking op componentniveau
Secundaire factoren
Operationele praktijken
- Blijven werken ondanks het naderen van temperatuurgrenzen
- Geen operationele aanpassingen voor extreme kou (minder cycli, enz.)
- Onvoldoende reactie op weersvoorspelling
- Beperkt bewustzijn bij de operator van temperatuurgerelateerde storingsrisico'sLacunes in de risicobeoordeling
- Scenario van extreme kou niet voldoende geadresseerd in FMEA
- Te veel vertrouwen op de specificaties van de fabrikant
- Onvoldoende getest onder werkelijke omgevingsomstandigheden
- Gebrek aan gedeelde ervaring in de sector met storingen bij koud weer
Uitgevoerde corrigerende maatregelen
Na dit incident heeft het bedrijf uitgebreide verbeteringen doorgevoerd:
Onmiddellijke correcties
- Alle afdichtingen vervangen door siliconencompounds tot -60°C
- Verwarmde behuizingen voor kritische klepactuators geïnstalleerd
- Temperatuurbewaking op componentniveau geïmplementeerd
- Noodprocedures ontwikkeld voor extreme koudeSysteemverbeteringen
- Vernieuwde afdichtingswartels voor thermische krimp
- Aangepaste afdichtingsgeometrie om spanningsconcentratiepunten te elimineren
- Geselecteerde smeermiddelen voor lage temperaturen tot -60°C
- Overtollige actuatiesystemen toegevoegd voor kritieke kleppenProcedurele wijzigingen
- Vastgestelde onderhoudsprotocollen op basis van temperatuur
- Testen van de hardheid van afdichtingen tijdens koud weer geïmplementeerd
- Voorbereidingsprocedures voor de winter
- Operationele beperkingen ontwikkeld op basis van temperatuurMaatregelen op lange termijn
- Uitgebreide beoordeling van de kwetsbaarheid bij koud weer uitgevoerd
- Vastgesteld testprogramma voor materialen onder arctische omstandigheden
- Verbeterde specificaties ontwikkeld voor componenten voor extreme omgevingen
- Een kennisuitwisselingsprogramma met andere Arctische operators opgezet
Geleerde lessen
Dit geval benadrukt een aantal belangrijke overwegingen voor pneumatische toepassingen bij koud weer:
Materiaalselectie Kritiek
- De temperatuurwaarden van de fabrikant bevatten vaak minimale veiligheidsmarges
- De glasovergangstemperatuur is relevanter dan de absolute minimumwaarde
- Materiaaleigenschappen veranderen drastisch bij overgangstemperaturen
- Toepassingsspecifiek testen is essentieel voor kritieke onderdelenOntwerp voor extreme omgevingen
- Worstcasescenario's moeten passende veiligheidsmarges bevatten
- Thermische bescherming moet worden geïntegreerd in het systeemontwerp
- Bewaking op componentniveau is essentieel voor vroegtijdige detectie
- Redundantie wordt belangrijker in extreme omgevingenOnderhoudsaanpassing
- Standaard onderhoudsprocedures kunnen ontoereikend zijn voor extreme omstandigheden
- Conditiebewaking moet zich aanpassen aan uitdagingen in de omgeving
- Preventieve vervangingsstrategieën moeten rekening houden met milieustressoren
- Voor extreme omgevingen kunnen speciale inspectietechnieken nodig zijn
Waarom leidden hoogfrequente trillingen tot kritieke defecten aan bevestigingen?
Een met hoge snelheid gestanste metalen pers kreeg te maken met een catastrofale storing toen een pneumatische cilinder tijdens bedrijf losraakte van zijn bevestigingsbeugel. Dit veroorzaakte aanzienlijke schade aan de pers en resulteerde in 4 dagen productiestilstand met reparatiekosten van meer dan $380.000.
Het onderzoek stelde vast dat hoogfrequente trillingen4 (175-220 Hz), gegenereerd door het stansen, had systematisch loskomen van de cilinderbevestigingsbouten veroorzaakt, ondanks de aanwezigheid van standaard borgringen. Metallurgische analyse toonde aan dat de trillingen cyclische relatieve beweging creëerden tussen de schroefdraad van de bouten en de montageoppervlakken, waardoor de borging geleidelijk werd opgeheven en de bevestigingen losdraaiden gedurende ongeveer 2,3 miljoen perscycli.

Tijdlijn en onderzoek incident
| Tijd | Evenement | Cyclustelling | Opmerkingen |
|---|---|---|---|
| Installatie | Nieuwe cilinder gemonteerd | 0 | Juist koppel toegepast (65 Nm) |
| Week 1-6 | Normale werking | 0-1,5M cycli | Geen zichtbare problemen |
| Week 7 | Onderhoudsinspectie | 1,7M cycli | Geen visueel waargenomen loszittende onderdelen |
| Week 8, Dag 3 | Exploitant meldt lawaai | 2,1M cycli | Onderhoud gepland voor weekend |
| Week 8, Dag 5 | Catastrofaal falen | 2,3M cycli | Cilinder los tijdens gebruik |
| Week 8-9 | Onderzoek en reparaties | N.V.T. | Analyse van de oorzaak uitgevoerd |
Dynamica van trillingen en bevestigingen
De stempelpers werkte met 180 slagen per minuut (3 Hz), maar de impact van het stempelen genereerde hoogfrequente trillingscomponenten:
Trillingskenmerken
| Frequentiecomponent | Amplitude | Bron | Effect op bevestigingsmiddelen |
|---|---|---|---|
| 3 Hz | 0.8g | Basis perscyclus | Minimale kans op losraken |
| 15-40 Hz | 1.2-1.5g | Structurele resonantie van de machine | Matig loslatend vermogen |
| 175-220 Hz | 3.5-4.2g | Invloed van stempels | Ernstig loslatend vermogen |
| 350-500 Hz | 0.5-0.8g | Harmonischen | Matig loslatend vermogen |
Analyse van bevestigingssystemen
Het defecte montagesysteem gebruikte M12 klasse 8.8 bouten met gedeelde borgringen, vastgezet met 65 Nm:
Bevestigingsconfiguratie
| Component | Specificatie | Toestand na storing | Ontwerpbeperking |
|---|---|---|---|
| Bouten | M12 x 1,75, klasse 8,8 | Draadslijtage, geen vervorming | Onvoldoende veervoorspanning |
| Borgringen | Splitring, verenstaal | Gedeeltelijk afgevlakt, verminderde spanning | Ongeschikt voor hoogfrequente trillingen |
| Montagegaten | 13 mm vrije gaten | Rek door beweging | Overmatige speling |
| Montageoppervlak | Bewerkt staal | Corrosie door fretten5 zichtbaar | Onvoldoende wrijving |
| Draad Inschakeling | 18 mm (1,5 × diameter) | Adequaat | Geen bijdragende factor |
Onderzoek storingsmechanisme
Gedetailleerde analyse onthulde een klassiek trillingsgeïnduceerd loslatingsproces:
Progressie losmaken
Beginvoorwaarde
- Juiste voorspanning toegepast (ongeveer 45 kN)
- Borgring met voldoende spanning samengedrukt
- Statische wrijving voldoende om rotatie te voorkomen
- Schroefdraadwrijving verdeeld over ingeschakelde dradenVroeg stadium van degradatie
- Hoogfrequente trillingen veroorzaken microscopische dwarse beweging
- Dwarsbeweging creëert kortstondige vermindering van de voorspanning
- Kortstondige voorspanningsreductie maakt minieme schroefdraadrotatie mogelijk
- De spanning van de borgring neemt geleidelijk afProgressief losmaken
- Geaccumuleerde microrotatie vermindert de voorspanning
- Verminderde voorspanning verhoogt de transversale bewegingsamplitude
- Meer beweging versnelt het loskomen
- De effectiviteit van borgringen neemt af naarmate ze vlakker wordenFinale mislukking
- Voorbelasting daalt onder kritische drempel
- Bruto beweging begint tussen samengevoegde componenten
- Snelle definitieve loslating treedt op
- Volledige ontkoppeling van bevestigingsmiddelen
Analyse van de Onderliggende Oorzaak
Uit het onderzoek kwamen verschillende factoren naar voren die hieraan bijdroegen:
Primaire factoren
Onjuiste selectie van bevestigingsmiddelen
- Gedeelde borgringen zijn niet effectief tegen hoogfrequente trillingen
- Geen secundair vergrendelingsmechanisme geïmplementeerd
- Onvoldoende voorspanning voor trillingsomgeving
- Vertrouwt alleen op vergrendeling op basis van wrijvingTrillingskenmerken
- Hoogfrequente componenten overschreden het vermogen van borgringen
- Dwars trillen uitgelijnd met losmaakrichting
- Resonantieversterking op montagelocatie
- Continue werking zonder trillingsbewakingTekortkomingen onderhoudsprogramma
- Alleen visuele inspectie is onvoldoende om vroegtijdig losraken te detecteren
- Geen koppelverificatie tijdens onderhoud
- Ontoereikend trillingsbewakingsprogramma
- Geen voorspellend onderhoud voor bevestigingssystemen
Secundaire factoren
Ontwerpbeperkingen
- Cilinderbevestigingsplaats blootgesteld aan maximale trillingen
- Onvoldoende structurele demping
- Geen trillingsisolatie geïmplementeerd
- Ontwerp van montagebeugel versterkt trillingenInstallatiepraktijken
- Geen schroefdraadborgmiddel gebruikt
- Standaardkoppel toegepast zonder rekening te houden met trillingen
- Geen merktekens voor visuele detectie van loszitten
- Inconsistente torsieprocedure
Laboratoriumtests en verificatie
Om het faalmechanisme te bevestigen, werden laboratoriumtests uitgevoerd:
Testresultaten
| Testvoorwaarde | Begin loslating | Volledig losmaken | Opmerkingen |
|---|---|---|---|
| Standaardconfiguratie (zoals mislukt) | 15.000-20.000 cycli | 45.000-55.000 cycli | Progressief loslatend patroon dat overeenkomt met veldfalen |
| Met schroefdraadborgmiddel | >200.000 cycli | Niet bereikt in test | Aanzienlijke verbetering, wat verlies aan voorspanning |
| Met Nord-Lock borgringen | >500.000 cycli | Niet bereikt in test | Minimaal verlies van voorspanning |
| Met gangbare koppelmoeren | >500.000 cycli | Niet bereikt in test | Consistent voorbelastingbehoud |
| Met veiligheidskabel | >100.000 cycli | 350.000-400.000 cycli | Vertraagde maar uiteindelijke mislukking |
Uitgevoerde corrigerende maatregelen
Na dit incident heeft het bedrijf uitgebreide verbeteringen doorgevoerd:
Onmiddellijke correcties
- Alle cilinderbevestigingsbevestigingen vervangen door Nord-Lock borgringen
- Gebruikte middelsterke schroefdraadborging
- Grotere bevestigingsmaat tot M16 (grotere voorspanningscapaciteit)
- Koppel-plus-hoekaanhaalmethode geïmplementeerdSysteemverbeteringen
- Trillingsisolatiebevestigingen voor cilinders toegevoegd
- Opnieuw ontworpen montagebeugels voor meer stijfheid
- Dubbele bevestigingssystemen geïmplementeerd voor kritieke componenten
- Getuigenmarkeringen toegevoegd voor visuele detectie van loszittenProcedurele wijzigingen
- Vastgesteld programma voor regelmatige koppelverificatie
- Trillingsbewaking geïmplementeerd op kritieke locaties
- Specifieke inspectieprotocollen voor bevestigingsmiddelen gemaakt
- Uitgebreide richtlijnen voor het selecteren van bevestigingsmiddelen ontwikkeldMaatregelen op lange termijn
- Uitvoeren van trillingsanalyses van alle pneumatische systemen
- Database met bevestigingsmiddelen met toepassingsspecifieke selecties
- Ultrasone boutspanningsbewaking geïmplementeerd voor kritieke bevestigingsmiddelen
- Ontwikkeld trainingsprogramma over trillingsbestendige bevestiging
Geleerde lessen
Dit geval benadrukt een aantal belangrijke overwegingen voor pneumatische systemen in omgevingen met veel trillingen:
Kritische selectie van bevestigingsmiddelen
- Standaard borgringen zijn niet effectief tegen hoogfrequente trillingen
- De juiste vergrendelingsmechanismen moeten worden afgestemd op de trillingseigenschappen
- Voorbelasting alleen is onvoldoende voor trillingsbestendigheid
- Redundante vergrendelmethoden moeten worden overwogen voor kritieke toepassingenEisen voor trillingsbeheer
- Hoogfrequente componenten worden vaak over het hoofd gezien bij trillingsanalyse
- Transversale trillingen zijn vooral gevaarlijk voor bevestigingsmiddelen met schroefdraad
- Voor gevoelige onderdelen moet trillingsisolatie worden overwogen
- Resonantie-effecten kunnen trillingen op specifieke locaties versterkenOverwegingen met betrekking tot inspectie en onderhoud
- Visuele inspectie alleen kan loskomen in een vroeg stadium niet detecteren
- Koppelverificatie is essentieel voor bevestigingsmiddelen die blootstaan aan trillingen
- Getuigenverklikkers zorgen voor een eenvoudige maar effectieve controle
- Voorspellende technologieën (ultrasoon, thermisch) kunnen loskomen detecteren voordat het fout gaat
Conclusie: Preventieve maatregelen implementeren
Deze drie casestudies laten zien hoe schijnbaar onbelangrijke omgevingsfactoren - elektromagnetische velden, extreme temperaturen en hoogfrequente trillingen - kunnen leiden tot catastrofale storingen in pneumatische systemen. Door deze storingsmechanismen te begrijpen, kunnen technici en onderhoudsprofessionals effectieve preventieve maatregelen nemen.
Belangrijkste preventiestrategieën
Verbeterde materiaalselectie
- Selecteer materialen met geschikte eigenschappen voor de werkelijke gebruiksomgeving
- Houd rekening met worstcasescenario's in materiaalspecificaties
- Veiligheidsmarges implementeren die verder gaan dan de fabriekswaarden
- Valideer de prestaties van materialen door middel van tests voor specifieke toepassingenVerbeterde monitoringsystemen
- Conditiebewaking voor kritieke parameters implementeren
- Trendanalyses uitvoeren om geleidelijke achteruitgang te detecteren
- Voorspellende technologieën gebruiken voor vroegtijdige detectie van storingen
- Omgevingscondities op componentniveau bewakenUitgebreide onderhoudsprotocollen
- Omgevingsspecifieke onderhoudsprocedures ontwikkelen
- Regelmatige verificatie van kritieke onderdelen implementeren
- Duidelijke acceptatiecriteria opstellen voor blijvende werking
- Reactieprotocollen opstellen voor extreme weersomstandighedenRobuuste ontwerppraktijken
- Ontwerp voor extreme omgevingsomstandigheden met passende marges
- Overbodigheid implementeren voor kritieke functies
- Faalwijzen buiten normale bedrijfsomstandigheden overwegen
- Ontwerpen valideren door ze te testen onder werkelijke omstandigheden
Door deze geleerde lessen toe te passen, kunnen ontwerpers van pneumatische systemen en onderhoudsprofessionals de betrouwbaarheid aanzienlijk verbeteren en kostbare storingen voorkomen, zelfs in de meest veeleisende bedrijfsomgevingen.
Veelgestelde vragen over defecten aan pneumatische cilinders
Hoe vaak moeten magnetische koppelingen worden getest op veldsterkte?
Voor niet-kritische toepassingen is een jaarlijkse test meestal voldoende. Voor kritische toepassingen, met name in omgevingen waar elektromagnetische velden aanwezig kunnen zijn, worden driemaandelijkse tests aanbevolen. Alle onderhoudswerkzaamheden waarbij elektrische apparatuur binnen 5 meter van magnetische koppelingen wordt gebruikt, moeten leiden tot aanvullende verificatietests. Het implementeren van eenvoudige veldsterkte-indicatoren die van kleur veranderen wanneer ze worden blootgesteld aan potentieel schadelijke velden, kan zorgen voor continue controle tussen formele tests door.
Welke afdichtingsmaterialen zijn het beste voor toepassingen bij extreem lage temperaturen?
Voor toepassingen bij extreem lage temperaturen (lager dan -40 °C) worden siliconen, PTFE of speciaal geformuleerde elastomeren voor lage temperaturen zoals LTFE (Low Temperature Fluoro-elastomeer) aanbevolen. Silicone blijft flexibel tot ongeveer -55°C, terwijl PTFE functioneel blijft tot -70°C. Voor de meest extreme omstandigheden kunnen op maat gemaakte compounds zoals perfluorelastomeren met speciale weekmakers werken tot -65°C. Controleer altijd de glasovergangstemperatuur (Tg) in plaats van alleen te vertrouwen op de door de fabrikant opgegeven minimumtemperatuur en hanteer een veiligheidsmarge van ten minste 10°C onder de verwachte minimumtemperatuur.
Wat zijn de meest effectieve bevestigingsmethoden voor omgevingen met veel trillingen?
Voor omgevingen met veel trillingen zijn mechanische vergrendelingssystemen die niet alleen op wrijving vertrouwen het meest effectief. Nord-Lock borgringen, die gebruik maken van wigborgingsprincipes, bieden uitstekende weerstand tegen loskomen door trillingen. Moeren met het gangbare koppel (met nylon inzetstukken of vervormd schroefdraad) presteren ook goed. Voor kritieke toepassingen biedt een combinatie van mechanische vergrendeling (Nord-Lock borgringen) en chemische vergrendeling (middelsterk schroefdraadborgmiddel) de hoogste betrouwbaarheid. Veiligheidsdraad is effectief voor bevestigingen die niet vaak worden verwijderd, terwijl borgringen geschikt kunnen zijn voor toepassingen met minder trillingen. Standaard gespleten borgringen mogen nooit worden gebruikt in omgevingen met veel trillingen.
-
Biedt een technische vergelijking van neodymium (NdFeB) en samarium-kobalt (SmCo) zeldzame aardmagneten, met details over hun verschillen in magnetische sterkte, temperatuurstabiliteit en weerstand tegen demagnetiseren. ↩
-
Legt het concept uit van intrinsieke coërciviteit (Hci), het inherente vermogen van een materiaal om demagnetisatie door een extern magnetisch veld te weerstaan, wat een kritieke parameter is voor de selectie van magneten in omgevingen met hoge EMI. ↩
-
Biedt een wetenschappelijke uitleg van de glasovergangstemperatuur (Tg), het punt waarop een amorf polymeer verandert van een harde, glasachtige toestand naar een zachte, rubberachtige toestand, wat cruciaal is voor het bepalen van de prestatiegrens van een afdichting bij lage temperaturen. ↩
-
Beschrijft de mechanica van hoe dwarstrillingen ertoe kunnen leiden dat schroefdraadbevestigingen vanzelf loskomen, waarbij vaak wordt verwezen naar de Junker-test, een standaardmethode voor het evalueren van de veiligheid van boutverbindingen onder dynamische belastingen. ↩
-
Gaat in op het mechanisme van fretting corrosie, een vorm van slijtage en corrosieschade die optreedt op het grensvlak van twee contactoppervlakken die worden blootgesteld aan minieme, herhaaldelijke wrijvende bewegingen, vaak veroorzaakt door trillingen. ↩
