

Todos os engenheiros com quem falei enfrentam o mesmo dilema: precisa de confiança absoluta nos seus componentes pneumáticos, mas os testes de fiabilidade tradicionais podem atrasar os projectos em meses. Entretanto, os prazos de produção aproximam-se e a pressão da direção para obter resultados para ontem aumenta. Esta lacuna na verificação da fiabilidade cria um enorme risco.
Eficaz cilindro pneumático a verificação da fiabilidade combina ensaios de vibração acelerados1 com uma seleção adequada do espetro, ciclos normalizados de exposição à névoa salina e uma análise exaustiva dos modos de falha para comprimir meses de validação no mundo real em semanas, mantendo a confiança estatística.
No ano passado, prestei consultoria a um fabricante de dispositivos médicos na Suíça que se debatia com este problema exato. A sua linha de produção estava pronta, mas não podiam lançá-la sem validar que os seus cilindros pneumáticos sem haste manteriam a precisão durante pelo menos 5 anos. Utilizando a nossa abordagem de verificação acelerada, comprimimos o que seriam 6 meses de testes em apenas 3 semanas, o que lhes permitiu lançar a linha de produção dentro do prazo, mantendo total confiança na fiabilidade do sistema.
Índice
- Seleção do espetro de teste de vibração
- Comparação do ciclo de teste de névoa salina
- Modelo de análise dos modos e efeitos de falha
- Conclusão
- Perguntas frequentes sobre a verificação de fiabilidade
Como selecionar o espetro de aceleração correto para o teste de vibrações?
A escolha do espetro de teste de vibração errado é um dos erros mais comuns que vejo na verificação da fiabilidade. Ou o espetro é demasiado agressivo, causando falhas irrealistas, ou demasiado suave, deixando passar pontos fracos críticos que surgirão na utilização no mundo real.
O espetro de aceleração ideal para o teste de vibrações deve corresponder ao ambiente específico da aplicação, amplificando as forças para acelerar o teste. Para sistemas pneumáticos, um espetro que abranja 5-2000 Hz com factores de multiplicação da força G apropriados com base no ambiente de instalação fornece os resultados preditivos mais precisos.
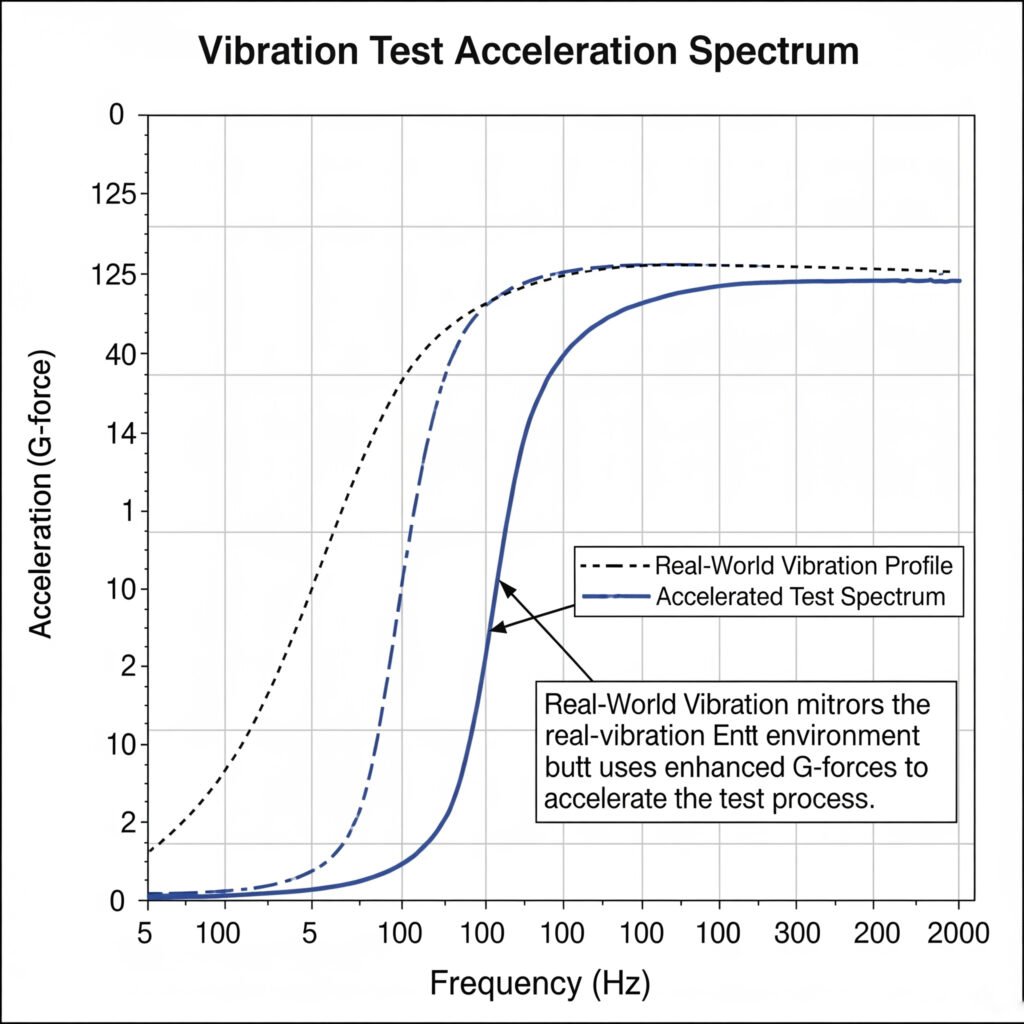
Compreender as categorias de perfis de vibração
Depois de analisar centenas de instalações de sistemas pneumáticos, categorizei os ambientes de vibração nestes perfis:
| Categoria Ambiente | Gama de frequências | Força G de pico | Fator de duração do ensaio |
|---|---|---|---|
| Indústria ligeira | 5-500 Hz | 0.5-2G | 1x |
| Fabrico geral | 5-1000 Hz | 1-5G | 1.5x |
| Indústria pesada | 5-2000 Hz | 3-10G | 2x |
| Transporte/Móvel | 5-2000 Hz | 5-20G | 3x |
Metodologia de seleção do espetro
Quando ajudo os clientes a selecionar o espetro de vibração correto, sigo este processo em três passos:
Etapa 1: Caracterização do ambiente
Em primeiro lugar, medir ou estimar o perfil de vibração real no ambiente da sua aplicação. Se não for possível efetuar uma medição direta, utilize as normas da indústria como ponto de partida:
- ISO 20816 para máquinas industriais
- MIL-STD-810G2 para aplicações de transporte
- IEC 60068 para equipamento eletrónico geral
Etapa 2: Determinação do fator de aceleração
Para comprimir o tempo de ensaio, é necessário amplificar as forças de vibração. A relação segue este princípio:
Tempo de ensaio = (horas de vida reais × força G real²) ÷ (força G de ensaio²)
Por exemplo, para simular 5 anos (43.800 horas) de funcionamento a 2G em apenas 168 horas (1 semana), seria necessário efetuar testes a:
Força G = √[(43.800 × 2²) ÷ 168] = aproximadamente 32,3G
Passo 3: Modelação do espetro
O passo final é moldar o espetro de frequência para corresponder à sua aplicação. Isto é fundamental para os cilindros pneumáticos sem haste, que têm frequências de ressonância específicas que variam consoante a conceção.
Estudo de caso: Verificação de equipamento de embalagem
Recentemente, trabalhei com um fabricante de equipamento de embalagem na Alemanha que estava a ter falhas misteriosas nos seus cilindros sem haste após cerca de 8 meses no terreno. Os seus testes padrão não tinham identificado o problema.
Ao medir o perfil de vibração real do seu equipamento, descobrimos uma frequência de ressonância a 873 Hz que estava a excitar um componente na conceção do seu cilindro. Desenvolvemos um espetro de teste personalizado que enfatizava esta gama de frequências e, em 72 horas de testes acelerados, reproduzimos a falha. O fabricante modificou o seu desenho e o problema foi resolvido antes de afetar outros clientes.
Dicas de implementação de testes de vibração
Para obter resultados mais exactos, siga estas orientações:
Teste multieixo
Testar nos três eixos sequencialmente, uma vez que as falhas ocorrem frequentemente em direcções não óbvias. Especificamente para os cilindros sem haste, a vibração de torção pode causar falhas que a vibração linear pura pode não detetar.
Considerações sobre a temperatura
Efetuar testes de vibração tanto à temperatura ambiente como à temperatura máxima de funcionamento. Descobrimos que a combinação de temperaturas elevadas com vibração pode revelar falhas 2,3 vezes mais rapidamente do que a vibração isolada.
Métodos de recolha de dados
Utilize estes pontos de medição para obter dados completos:
- Aceleração nos pontos de montagem
- Deslocamento a meio do vão e nas extremidades
- Flutuações de pressão interna durante a vibração
- Taxa de fuga antes, durante e depois do ensaio
Que ciclos de teste de névoa salina prevêem efetivamente a corrosão no mundo real?
O ensaio de névoa salina é frequentemente mal compreendido e mal aplicado na validação de componentes pneumáticos. Muitos engenheiros limitam-se a seguir as durações de ensaio normalizadas sem compreenderem a sua correlação com as condições reais no terreno.
Os ciclos de teste de névoa salina mais preditivos correspondem aos factores de corrosão do seu ambiente operacional específico. Para a maioria das aplicações pneumáticas industriais, um teste cíclico que alterna entre pulverização de NaCl 5% (35°C) e períodos secos proporciona uma correlação significativamente melhor com o desempenho no mundo real do que os métodos de pulverização contínua.

Correlação entre as horas de teste e o desempenho no terreno
Esta tabela de comparação mostra como diferentes métodos de teste de névoa salina se correlacionam com a exposição no mundo real em vários ambientes:
| Ambiente | Contínuo ASTM B1173 | Cíclico ISO 9227 | ASTM G85 modificado |
|---|---|---|---|
| Interior Industrial | 24h = 1 ano | 8h = 1 ano | 12h = 1 ano |
| Exterior Urbano | 48h = 1 ano | 16h = 1 ano | 24h = 1 ano |
| Litoral | 96h = 1 ano | 32h = 1 ano | 48h = 1 ano |
| Marítimo/Offshore | 200h = 1 ano | 72h = 1 ano | 96h = 1 ano |
Quadro de seleção do ciclo de ensaio
Ao aconselhar os clientes sobre os testes de névoa salina, recomendo estes ciclos com base no tipo de componente e na aplicação:
Componentes padrão (alumínio/aço com acabamentos básicos)
| Aplicação | Método de ensaio | Detalhes do ciclo | Critérios de aprovação |
|---|---|---|---|
| Utilização em interiores | ISO 9227 NSS | 24h de pulverização, 24h de secagem × 3 ciclos | Sem ferrugem vermelha, <5% ferrugem branca |
| Industrial geral | ISO 9227 NSS | 48h de pulverização, 24h de secagem × 4 ciclos | Sem ferrugem vermelha, <10% ferrugem branca |
| Ambiente agressivo | ASTM G85 A5 | 1h de pulverização, 1h de secagem × 120 ciclos | Sem corrosão do metal de base |
Componentes Premium (proteção anticorrosiva melhorada)
| Aplicação | Método de ensaio | Detalhes do ciclo | Critérios de aprovação |
|---|---|---|---|
| Utilização em interiores | ISO 9227 NSS | 72h de pulverização, 24h de secagem × 3 ciclos | Sem corrosão visível |
| Industrial geral | ISO 9227 NSS | 96h de pulverização, 24h de secagem × 4 ciclos | Sem ferrugem vermelha, <5% ferrugem branca |
| Ambiente agressivo | ASTM G85 A5 | 1h de pulverização, 1h de secagem × 240 ciclos | Sem corrosão visível |
Interpretação dos resultados dos testes
A chave para um valioso teste de névoa salina é a interpretação correta dos resultados. Eis o que procurar:
Indicadores visuais
- Branco ferrugem: Indicador precoce em superfícies de zinco, geralmente não é uma preocupação funcional
- Vermelho/Castanho Ferrugem: Corrosão do metal de base, indica falha do revestimento
- Bolhas: Indica uma falha de aderência do revestimento ou corrosão subsuperficial
- Creep do Scribe: Medidas de proteção do revestimento nas zonas danificadas
Avaliação do impacto no desempenho
Após o ensaio de projeção salina, avaliar sempre estes aspectos funcionais:
- Integridade do selo: Medir as taxas de fuga antes e depois da exposição
- Força de acionamento: Comparar a força necessária antes e depois do ensaio
- Acabamento da superfície: Avaliar as alterações que possam afetar os componentes de acoplamento
- Estabilidade dimensional: Verificar se existem dilatações ou deformações provocadas pela corrosão
Estudo de caso: Ensaio de componentes automóveis
Um grande fornecedor automóvel estava a sofrer falhas prematuras por corrosão de componentes pneumáticos em veículos exportados para países do Médio Oriente. O seu teste padrão de névoa salina de 96 horas não estava a identificar o problema.
Implementámos um teste cíclico modificado que incluía:
- 4 horas de projeção salina (5% NaCl a 35°C)
- 4 horas de secagem a 60°C com humidade 30%
- 16 horas de exposição à humidade a 50°C com 95% RH
- Repetição de 10 ciclos
Este teste identificou com sucesso o mecanismo de falha no espaço de 7 dias, revelando que a combinação de alta temperatura e sal estava a destruir um material de vedação específico. Após a mudança para um composto mais adequado, as falhas de campo diminuíram em 94%.
Como é que se pode criar um FMEA4 Que realmente evita falhas no campo?
A análise dos modos e efeitos de falha (FMEA) é frequentemente tratada como um exercício burocrático e não como uma poderosa ferramenta de fiabilidade. A maioria das FMEAs que analiso são demasiado genéricas ou tão complexas que são inutilizáveis na prática.
Uma FMEA eficaz para sistemas pneumáticos centra-se nos modos de falha específicos da aplicação, quantifica a probabilidade e a consequência utilizando classificações baseadas em dados e liga diretamente a métodos de teste de verificação. Esta abordagem identifica normalmente mais modos de falha potenciais do que os modelos genéricos.
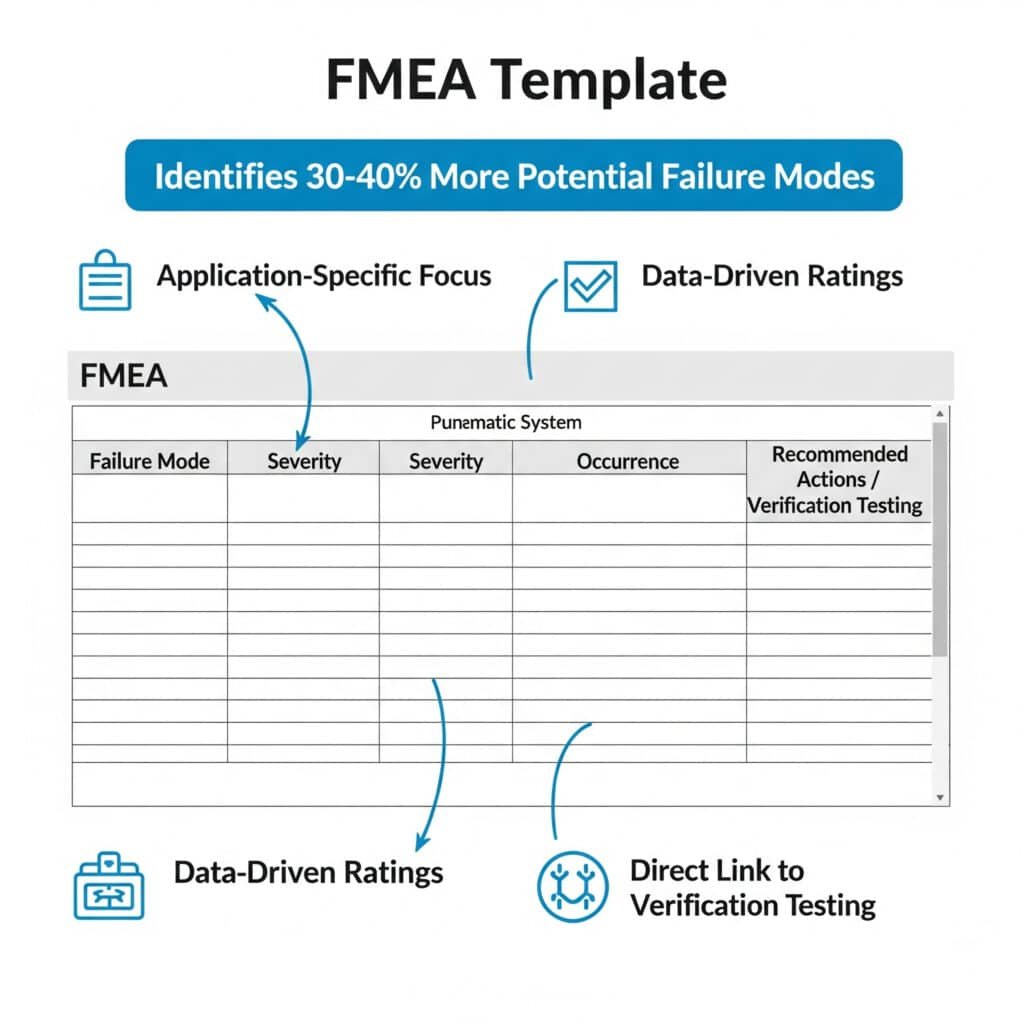
Estrutura FMEA para componentes pneumáticos
O modelo de FMEA mais eficaz para sistemas pneumáticos inclui estes elementos-chave:
| Secção | Objetivo | Benefício chave |
|---|---|---|
| Discriminação de componentes | Identifica todas as peças críticas | Assegura uma análise exaustiva |
| Descrição da função | Define o desempenho pretendido | Clarifica o que constitui um insucesso |
| Modos de falha | Enumera as formas específicas em que a função pode falhar | Orienta os ensaios orientados |
| Análise de efeitos | Descreve o impacto no sistema e no utilizador | Dá prioridade às questões críticas |
| Análise das causas | Identifica as causas profundas | Dirige acções preventivas |
| Controlos actuais | Documenta as salvaguardas existentes | Evita a duplicação de esforços |
| Número de prioridade do risco5 | Quantifica o risco global | Concentra os recursos nos riscos mais elevados |
| Acções recomendadas | Especifica as medidas de atenuação | Cria um plano de ação |
| Método de verificação | Ligações para testes específicos | Assegura uma validação correta |
Desenvolvimento de modos de falha específicos da aplicação
As FMEAs genéricas muitas vezes não detectam os modos de falha mais importantes porque não têm em conta a sua aplicação específica. Recomendo esta abordagem para desenvolver modos de falha abrangentes:
Etapa 1: Análise da função
Decompor cada função de componente em requisitos de desempenho específicos:
Para um cilindro pneumático sem haste, as funções incluem:
- Fornecer movimento linear com a força especificada
- Manter a precisão da posição dentro da tolerância
- Conter a pressão sem fugas
- Trabalhar dentro dos parâmetros de velocidade
- Manter o alinhamento sob carga
Etapa 2: Mapeamento dos factores ambientais
Para cada função, considere como estes factores ambientais podem causar falhas:
| Fator | Impacto potencial |
|---|---|
| Temperatura | Alterações das propriedades dos materiais, expansão térmica |
| Humidade | Corrosão, problemas eléctricos, alterações de fricção |
| Vibração | Afrouxamento, fadiga, ressonância |
| Contaminação | Desgaste, obstrução, danos nos vedantes |
| Variação de pressão | Tensão, deformação, falha de vedação |
| Frequência do ciclo | Fadiga, acumulação de calor, rutura da lubrificação |
Etapa 3: Análise da interação
Considerar a forma como os componentes interagem entre si e com o sistema:
- Pontos de interface entre componentes
- Caminhos de transferência de energia
- Dependências de sinal/controlo
- Problemas de compatibilidade de materiais
Metodologia de avaliação de riscos
O cálculo tradicional do RPN (Número de Prioridade de Risco) muitas vezes não consegue priorizar os riscos com precisão. Recomendo esta abordagem melhorada:
Classificação da gravidade (1-10)
Com base nestes critérios:
1-2: Impacto negligenciável, nenhum efeito percetível
3-4: Impacto menor, ligeira degradação do desempenho
5-6: Impacto moderado, funcionalidade reduzida
7-8: Grande impacto, perda significativa de desempenho
9-10: Impacto crítico, problema de segurança ou falha total
Classificação da ocorrência (1-10)
Baseado em probabilidades baseadas em dados:
1: <1 por milhão de ciclos
2-3: 1-10 por milhão de ciclos
4-5: 1-10 por 100.000 ciclos
6-7: 1-10 por 10.000 ciclos
8-10: >1 por 1.000 ciclos
Classificação da deteção (1-10)
Com base na capacidade de verificação:
1-2: Deteção certa antes do impacto no cliente
3-4: Elevada probabilidade de deteção
5-6: Probabilidade moderada de deteção
7-8: Baixa probabilidade de deteção
9-10: Não pode ser detectado com os métodos actuais
Ligação da FMEA aos ensaios de verificação
O aspeto mais valioso de uma FMEA adequada é a criação de ligações diretas aos ensaios de verificação. Para cada modo de falha, especifique:
- Método de ensaio: O teste específico que verificará este modo de falha
- Parâmetros de teste: As condições exactas necessárias
- Critérios de aprovação/reprovação: Normas de aceitação quantitativa
- Tamanho da amostra: Requisitos de confiança estatística
Estudo de caso: Melhoria do projeto orientada por FMEA
Um fabricante de equipamento médico na Dinamarca estava a desenvolver um novo dispositivo que utilizava cilindros pneumáticos sem haste para um posicionamento preciso. A sua FMEA inicial era genérica e não incluía vários modos de falha críticos.
Utilizando o nosso processo FMEA específico da aplicação, identificámos um modo de falha potencial em que a vibração poderia causar um desalinhamento gradual do sistema de rolamentos do cilindro. Isto não foi captado nos seus testes padrão.
Desenvolvemos um teste combinado de vibração e ciclo que simulou 5 anos de funcionamento em 2 semanas. O teste revelou uma degradação gradual do desempenho que teria sido inaceitável na aplicação médica. Modificando o design do rolamento e adicionando um mecanismo de alinhamento secundário, o problema foi resolvido antes do lançamento do produto.
Conclusão
A verificação eficaz da fiabilidade dos sistemas pneumáticos requer espectros de teste de vibração cuidadosamente selecionados, ciclos de teste de névoa salina adequados à aplicação e uma análise abrangente dos modos de falha. Ao integrar estas três abordagens, é possível reduzir drasticamente o tempo de verificação e, ao mesmo tempo, aumentar a confiança na fiabilidade a longo prazo.
Perguntas frequentes sobre a verificação de fiabilidade
Qual é a dimensão mínima da amostra necessária para um ensaio fiável de componentes pneumáticos?
Para componentes pneumáticos como cilindros sem haste, a confiança estatística requer o ensaio de pelo menos 5 unidades para o ensaio de qualificação e 3 unidades para a verificação contínua da qualidade. As aplicações críticas podem exigir amostras maiores de 10-30 unidades para detetar modos de falha de menor probabilidade.
Como se determina o fator de aceleração adequado para o teste de fiabilidade?
O fator de aceleração adequado depende dos mecanismos de falha que estão a ser testados. Para o desgaste mecânico, os factores de 2-5x são típicos. Para o envelhecimento térmico, é comum aplicar um fator de 10x. Para testes de vibração, podem ser aplicados factores de 5-20x. Factores mais elevados podem induzir modos de falha irrealistas.
Os resultados dos ensaios de projeção salina podem prever a resistência real à corrosão em anos?
Os ensaios de névoa salina fornecem previsões relativas, e não absolutas, da resistência à corrosão. A correlação entre as horas de ensaio e os anos efectivos varia significativamente consoante o ambiente. Para ambientes industriais interiores, 24-48 horas de projeção salina contínua representam normalmente 1-2 anos de exposição.
Qual é a diferença entre DFMEA e PFMEA para componentes pneumáticos?
A FMEA de conceção (DFMEA) centra-se nos pontos fracos inerentes à conceção dos componentes pneumáticos, enquanto a FMEA de processo (PFMEA) aborda as potenciais falhas introduzidas durante o fabrico. Ambos são necessários - o DFMEA garante a robustez do projeto, enquanto o PFMEA garante uma qualidade de produção consistente.
Com que frequência devem ser repetidos os testes de verificação da fiabilidade durante a produção?
A verificação completa da fiabilidade deve ser realizada durante a qualificação inicial e sempre que ocorram alterações significativas na conceção ou no processo. A verificação abreviada (centrada em parâmetros críticos) deve ser efectuada trimestralmente, com amostragem estatística baseada no volume de produção e no nível de risco.
Que factores ambientais têm o maior impacto na fiabilidade dos cilindros pneumáticos sem haste?
Os factores ambientais mais significativos que afectam a fiabilidade dos cilindros pneumáticos sem haste são as flutuações de temperatura (que afectam o desempenho dos vedantes), a contaminação por partículas (que provoca um desgaste acelerado) e a vibração (que afecta o alinhamento dos rolamentos e a integridade dos vedantes). Estes três factores são responsáveis por aproximadamente 70% de falhas prematuras.
-
Explica os princípios do Teste de Vida Acelerado (ALT), um processo de teste de um produto submetendo-o a condições (como tensão, deformação, temperatura, tensão, taxa de vibração) superiores aos seus parâmetros de serviço normais para determinar o seu tempo de vida útil num período de tempo mais curto. ↩
-
Fornece uma visão geral da MIL-STD-810, uma norma militar dos EUA que descreve as considerações de engenharia ambiental e os testes laboratoriais, centrando-se nos seus métodos amplamente utilizados para testes de vibração que simulam as condições reais do equipamento. ↩
-
Detalha a norma ASTM B117, que fornece o procedimento normalizado para o funcionamento de um aparelho de pulverização de sal neutro (nevoeiro), um ensaio de corrosão comum e de longa data utilizado para avaliar a resistência relativa à corrosão de materiais e revestimentos. ↩
-
Oferece uma explicação abrangente da Análise dos Modos e Efeitos de Falha (FMEA), uma abordagem sistemática e proactiva para identificar potenciais modos de falha numa conceção, processo ou produto e avaliar o risco associado a essas falhas. ↩
-
Descreve o método de cálculo do Número de Prioridade do Risco (RPN) numa FMEA, que é uma classificação quantitativa do risco calculada através da multiplicação das pontuações de Gravidade, Ocorrência e Deteção, utilizada para dar prioridade às acções corretivas. ↩
