
Todos os engenheiros de segurança com quem me consulto enfrentam o mesmo desafio: os sistemas de segurança pneumáticos padrão muitas vezes não fornecem proteção adequada em aplicações de alto risco. É provável que já tenha experimentado a ansiedade de quase-acidentes, a frustração de atrasos na produção devido a viagens incómodas ou, pior ainda, a devastação de um incidente de segurança real, apesar de ter sistemas "conformes". Estas falhas deixam os trabalhadores vulneráveis e as empresas expostas a uma responsabilidade significativa.
O sistema de segurança pneumático mais eficaz combina uma resposta rápida de emergência válvulas de paragem (inferior a 50ms), corretamente concebido Classificação SIL1 circuitos de segurança com redundância e mecanismos validados de bloqueio de dupla pressão. Esta abordagem abrangente reduz normalmente o risco de ferimentos graves em 96-99% em comparação com sistemas básicos centrados na conformidade.
No mês passado, trabalhei com uma fábrica em Ontário que tinha sofrido uma lesão grave quando o seu sistema de segurança pneumático padrão não conseguiu evitar um movimento inesperado durante a manutenção. Depois de implementarem a nossa abordagem de segurança abrangente, não só eliminaram os incidentes de segurança, como também aumentaram a produtividade em 14%, devido à redução do tempo de inatividade provocado por viagens incómodas e à melhoria dos procedimentos de acesso à manutenção.
Índice
- Normas de tempo de resposta da válvula de paragem de emergência
- Especificações de conceção de circuitos de segurança de nível SIL
- Processo de validação do mecanismo de bloqueio de dupla pressão
- Conclusão
- Perguntas frequentes sobre sistemas de segurança pneumáticos
Qual é o tempo de resposta que as válvulas de paragem de emergência necessitam realmente para evitar ferimentos?
Muitos engenheiros de segurança selecionam as válvulas de paragem de emergência com base principalmente na capacidade de fluxo e no custo, negligenciando o fator crítico do tempo de resposta. Esta negligência pode ter consequências catastróficas quando milissegundos fazem a diferença entre um quase acidente e um ferimento grave.
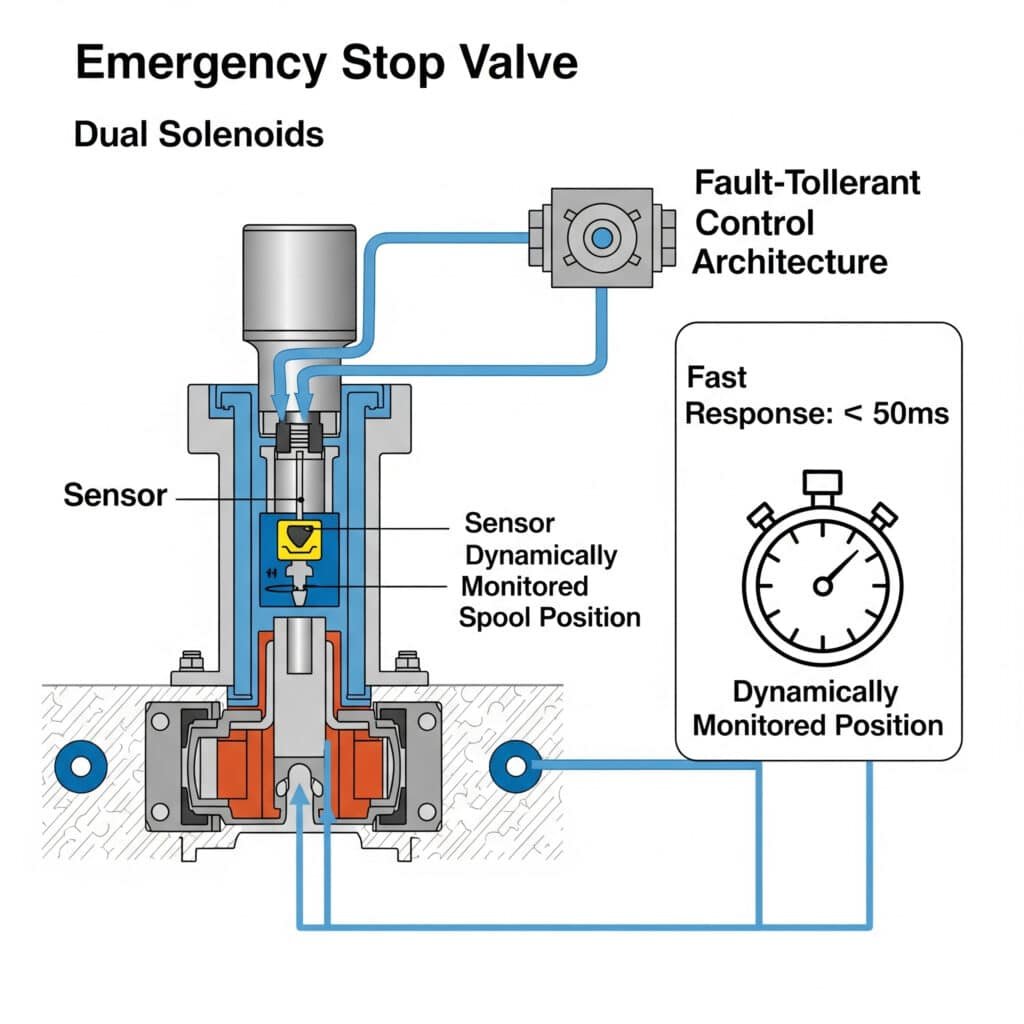
As válvulas de paragem de emergência eficazes para sistemas pneumáticos têm de atingir o fecho total no prazo de 15-50 ms, dependendo do nível de risco da aplicação, manter um desempenho consistente ao longo da sua vida útil e incluir capacidades de monitorização para detetar a degradação. As concepções mais fiáveis incorporam solenóides duplos com posições de carretel monitorizadas dinamicamente e arquitetura de controlo tolerante a falhas.
Normas abrangentes de tempo de resposta para válvulas de paragem de emergência
Depois de analisar centenas de incidentes de segurança pneumática e de efetuar testes exaustivos, desenvolvi estas normas de tempo de resposta específicas para cada aplicação:
| Categoria de risco | Tempo de resposta necessário | Tecnologia de válvulas | Requisitos de controlo | Frequência dos ensaios | Aplicações típicas |
|---|---|---|---|---|---|
| Risco extremo | 10-15ms | Monitorização dinâmica, duplo solenoide | Monitorização contínua do ciclo, deteção de falhas | Mensal | Prensas de alta velocidade, células de trabalho robotizadas, corte automático |
| Risco elevado | 15-30ms | Monitorização dinâmica, duplo solenoide | Feedback de posição, deteção de falhas | Trimestral | Equipamento de movimentação de materiais, montagem automatizada, máquinas de embalagem |
| Risco médio | 30-50ms | Monitorização estática, duplo solenoide | Feedback da posição | Semestralmente | Sistemas de transporte, automatização simples, processamento de materiais |
| Baixo risco | 50-100ms | Solenoide simples com retorno por mola | Feedback básico de posição | Anualmente | Aplicações não perigosas, ferramentas simples, sistemas auxiliares |
Metodologia de medição e validação do tempo de resposta
Para validar corretamente o desempenho da válvula de paragem de emergência, siga este protocolo de teste abrangente:
Fase 1: Caracterização inicial do tempo de resposta
Estabelecer o desempenho de base através de testes rigorosos:
Sinal elétrico para o movimento inicial
Medir o atraso entre a desenergização eléctrica e o primeiro movimento detetável da válvula:
- Utilizar a aquisição de dados a alta velocidade (amostragem mínima de 1kHz)
- Teste com tensão de alimentação mínima, nominal e máxima
- Repetir as medições à pressão de funcionamento mínima, nominal e máxima
- Efetuar um mínimo de 10 ciclos para estabelecer a validade estatística
- Calcular os tempos de resposta médio e máximoMedição do tempo de viagem completo
Determinar o tempo necessário para o fecho completo da válvula:
- Utilizar sensores de caudal para detetar a paragem total do caudal
- Medir as curvas de decaimento da pressão a jusante da válvula
- Calcular o tempo efetivo de fecho com base na redução do fluxo
- Ensaio em várias condições de caudal (25%, 50%, 75%, 100% de caudal nominal)
- Documentar o pior cenário de respostaValidação da resposta do sistema
Avaliar o desempenho completo da função de segurança:
- Medir o tempo desde o evento de ativação até à cessação do movimento perigoso
- Incluir todos os componentes do sistema (sensores, controladores, válvulas, actuadores)
- Ensaio em condições de carga realistas
- Documentar o tempo de resposta da função de segurança total
- Comparar com os requisitos de distância de segurança calculados
Fase 2: Ensaios ambientais e de estado
Verificar o desempenho em todo o envelope de funcionamento:
Análise do efeito da temperatura
Tempo de resposta do teste em toda a gama de temperaturas:
- Desempenho do arranque a frio (temperatura nominal mínima)
- Funcionamento a alta temperatura (temperatura nominal máxima)
- Cenários dinâmicos de mudança de temperatura
- Efeitos do ciclo térmico na consistência da respostaTeste de variação de fornecimento
Avaliar o desempenho em condições de fornecimento não ideais:
- Pressão de alimentação reduzida (mínimo especificado -10%)
- Pressão de alimentação elevada (máximo especificado +10%)
- Flutuação de pressão durante o funcionamento
- Ar de alimentação contaminado (introduzir contaminação controlada)
- Flutuações de tensão (±10% da nominal)Avaliação do desempenho de endurance
Verificar a coerência da resposta a longo prazo:
- Medição do tempo de resposta inicial
- Ciclo de vida acelerado (mínimo de 100.000 ciclos)
- Medição periódica do tempo de resposta durante o ciclo
- Verificação do tempo de resposta final
- Análise estatística do desvio do tempo de resposta
Fase 3: Ensaio de modo de falha
Avaliar o desempenho em condições de falha previsíveis:
Teste de cenário de falha parcial
Avaliar a resposta durante a degradação do componente:
- Simulação de degradação do solenoide (potência reduzida)
- Obstrução mecânica parcial
- Aumento do atrito através de contaminação controlada
- Força de mola reduzida (se aplicável)
- Simulação de falha do sensorAnálise de falhas por causa comum
Testar a resiliência contra falhas sistémicas:
- Perturbações na alimentação eléctrica
- Interrupções da alimentação de pressão
- Condições ambientais extremas
- Ensaios de interferência EMC/EMI
- Ensaios de vibração e choque
Estudo de caso: Atualização da segurança da operação de estampagem de metais
Uma instalação de estampagem de metal na Pensilvânia sofreu um incidente quase mortal quando o seu sistema de segurança de prensa pneumática não conseguiu responder com rapidez suficiente durante uma situação de paragem de emergência. A válvula existente tinha um tempo de resposta medido de 85 ms, o que permitiu que a prensa continuasse a mover-se durante 38 mm depois de a cortina de luz ter sido acionada.
Efectuámos uma avaliação exaustiva da segurança:
Análise inicial do sistema
- Velocidade de fecho da prensa: 450 mm/segundo
- Tempo de resposta da válvula existente: 85 ms
- Tempo total de resposta do sistema: 115 ms
- Movimento após a deteção: 51,75 mm
- Desempenho de paragem seguro exigido: <10mm de movimento
Implementação de soluções
Recomendámos e implementámos estas melhorias:
| Componente | Especificação original | Especificações actualizadas | Melhoria do desempenho |
|---|---|---|---|
| Válvula de paragem de emergência | Solenoide único, resposta de 85ms | Solenoide de monitorização dupla, resposta em 12ms | 85,9% resposta mais rápida |
| Arquitetura de controlo | Lógica básica dos relés | PLC de segurança com diagnóstico | Monitorização e redundância melhoradas |
| Posição de instalação | Remoto do atuador | Montagem direta no cilindro | Redução do atraso da transmissão pneumática |
| Capacidade de escape | Silenciador standard | Escape rápido de alto fluxo | Libertação de pressão 3,2x mais rápida |
| Sistema de controlo | Nenhum | Monitorização dinâmica da posição da válvula | Deteção de falhas em tempo real |
Resultados da validação
Após a implementação, o sistema alcançou:
- Tempo de resposta da válvula: 12ms (melhoria de 85,9%)
- Tempo total de resposta do sistema: 28 ms (melhoria de 75,7%)
- Movimento após a deteção: 12,6 mm (melhoria de 75,7%)
- O sistema está agora em conformidade com ISO 138552 requisitos de distância de segurança
- Vantagem adicional: redução de 22% de viagens incómodas devido a diagnósticos melhorados
Melhores práticas de implementação
Para um desempenho ótimo da válvula de paragem de emergência:
Critérios de seleção de válvulas
Concentre-se nestas especificações críticas:
- Documentação verificada sobre o tempo de resposta (não apenas declarações de catálogo)
- Valor B10d3 ou a classificação MTTFd adequada ao nível de desempenho exigido
- Capacidade de monitorização dinâmica da posição da válvula
- Tolerância a falhas adequada ao nível de risco
- Capacidade de caudal com margem de segurança adequada (mínimo 20%)
Diretrizes de instalação
Otimizar a instalação para uma resposta mais rápida:
- Posicionar as válvulas o mais próximo possível dos actuadores
- Dimensionar as linhas de alimentação para uma queda de pressão mínima
- Maximizar a capacidade de escape com o mínimo de restrição
- Implementar válvulas de escape rápido para cilindros grandes
- Assegurar que as ligações eléctricas cumprem o tempo de resposta exigido
Protocolo de manutenção e ensaio
Estabelecer uma validação rigorosa e contínua:
- Documentar o tempo de resposta de base aquando da entrada em funcionamento
- Realizar testes regulares do tempo de resposta em intervalos adequados ao risco
- Estabelecer a degradação máxima aceitável do tempo de resposta (normalmente 20%)
- Criar critérios claros para a substituição ou recondicionamento de válvulas
- Manter registos de testes para documentação de conformidade
Como conceber circuitos de segurança pneumáticos que atinjam realmente a sua classificação SIL?
Muitos circuitos pneumáticos de segurança têm classificações SIL no papel, mas não conseguem atingir esse desempenho em condições reais devido a erros de conceção, seleção incorrecta de componentes ou validação inadequada.
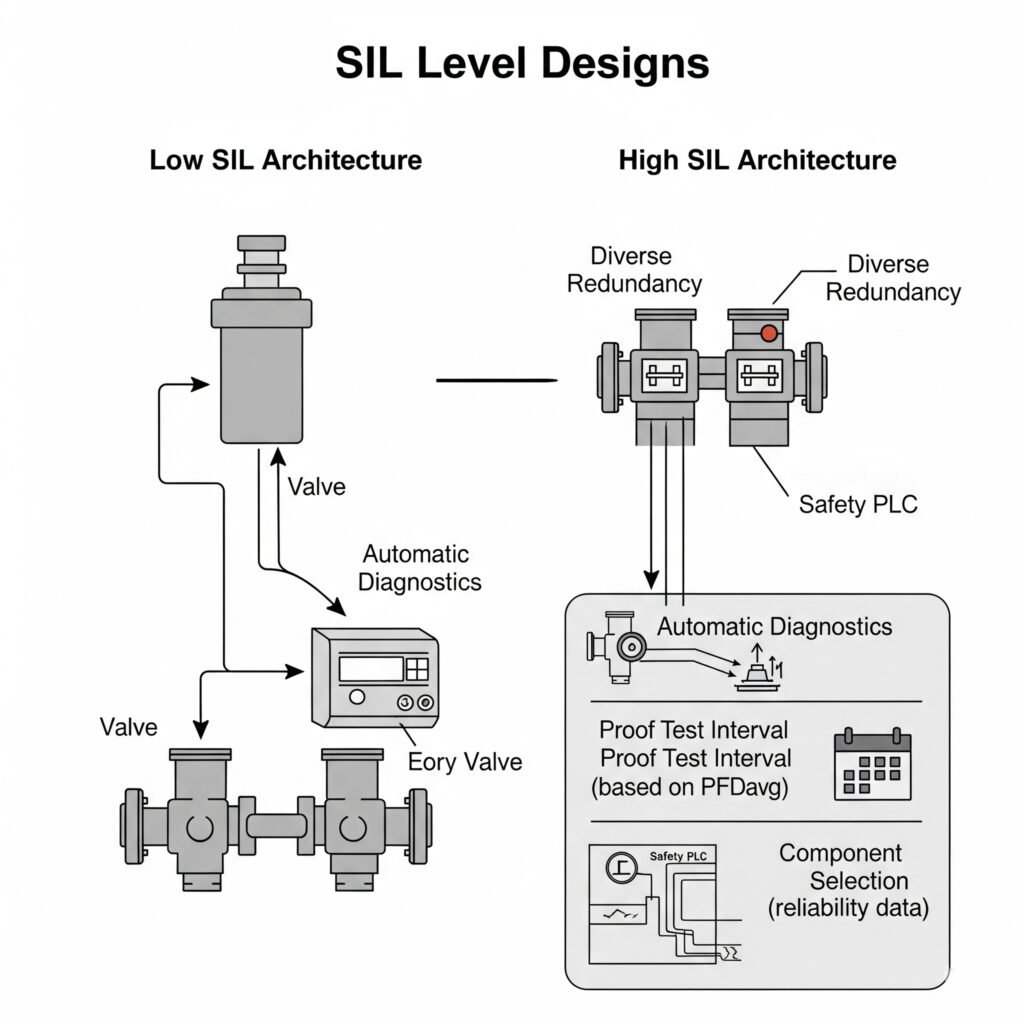
Os circuitos de segurança pneumáticos eficazes com classificação SIL requerem uma seleção sistemática de componentes baseada em dados de fiabilidade, uma arquitetura que corresponda ao nível SIL exigido, uma análise exaustiva do modo de falha e procedimentos de teste de prova validados. Os projetos mais confiáveis incorporam diversas redundâncias, diagnósticos automáticos e intervalos de teste de prova definidos com base em cálculos PFDavg4 valores.
Quadro de conceção SIL abrangente para circuitos de segurança pneumáticos
Depois de ter implementado centenas de sistemas de segurança pneumática com classificação SIL, desenvolvi esta abordagem de conceção estruturada:
| Nível SIL | Necessário PFDavg | Arquitetura típica | Cobertura de diagnóstico | Intervalo do ensaio de prova | Requisitos dos componentes |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ a 10-² | 1oo1 com diagnóstico | >60% | 1-3 anos | Dados básicos de fiabilidade, MTTF moderado |
| SIL 2 | 10-² a 10-³ | 1oo2 ou 2oo3 | >90% | 6 meses - 1 ano | Componentes certificados, MTTF elevado, dados de avarias |
| SIL 3 | 10-³ a 10-⁴ | 2oo3 ou superior | >99% | 1-6 meses | Certificação SIL 3, dados abrangentes sobre falhas, diversas tecnologias |
| SIL 4 | 10-⁴ a 10-⁵ | Redundância múltipla diversificada | >99,9% | <1 mês | Componentes especializados, comprovados em aplicações semelhantes |
Metodologia de projeto SIL estruturada para sistemas pneumáticos
Para conceber corretamente circuitos pneumáticos de segurança com classificação SIL, siga esta metodologia abrangente:
Fase 1: Definição da função de segurança
Comece por definir com exatidão os requisitos de segurança:
Especificação de requisitos funcionais
Documentar exatamente o que a função de segurança deve realizar:
- Perigos específicos que estão a ser atenuados
- Tempo de resposta necessário
- Definição de estado de segurança
- Modos de funcionamento abrangidos
- Requisitos de reinicialização manual
- Integração com outras funções de segurançaDeterminação do objetivo SIL
Estabelecer o nível de integridade de segurança exigido:
- Efetuar uma avaliação dos riscos de acordo com a norma IEC 61508/62061 ou ISO 13849
- Determinar a redução de risco necessária
- Calcular a probabilidade de falha do objetivo
- Atribuir um objetivo SIL adequado
- Documentar a justificação para a seleção de SILDefinição dos critérios de desempenho
Estabelecer requisitos de desempenho mensuráveis:
- Probabilidade máxima admissível de falha perigosa
- Cobertura de diagnóstico necessária
- Tolerância mínima a falhas de hardware
- Requisitos sistemáticos de capacidade
- Condições ambientais
- Tempo de missão e intervalos dos ensaios de prova
Fase 2: Conceção da arquitetura
Desenvolver uma arquitetura de sistema que possa alcançar o SIL necessário:
Decomposição do subsistema
Dividir a função de segurança em elementos geríveis:
- Dispositivos de entrada (por exemplo, paragens de emergência, interruptores de pressão)
- Solucionadores lógicos (relés de segurança, PLCs de segurança)
- Elementos finais (válvulas, mecanismos de fecho)
- Interfaces entre subsistemas
- Elementos de monitorização e diagnósticoDesenvolvimento de estratégias de redução de efectivos
Conceber a redundância adequada com base nos requisitos SIL:
- Redundância de componentes (disposições em paralelo ou em série)
- Diversas tecnologias para evitar falhas de causa comum
- Modalidades de votação (1oo1, 1oo2, 2oo2, 2oo3, etc.)
- Independência entre canais redundantes
- Atenuação de falhas por causas comunsConceção do sistema de diagnóstico
Desenvolver diagnósticos exaustivos adequados ao SIL:
- Testes de diagnóstico automáticos e frequência
- Capacidades de deteção de falhas
- Cálculo da cobertura de diagnóstico
- Resposta a falhas detectadas
- Indicadores e interfaces de diagnóstico
Fase 3: Seleção de componentes
Selecionar componentes que suportem o SIL necessário:
Recolha de dados de fiabilidade
Recolher informações completas sobre a fiabilidade:
- Dados sobre a taxa de avarias (perigosas detectadas, perigosas não detectadas)
- Valores B10d para componentes pneumáticos
- Valores SFF (Safe Failure Fraction)
- Experiência operacional anterior
- Dados de fiabilidade do fabricante
- Nível de certificação SIL do componenteAvaliação e seleção de componentes
Avaliar os componentes em relação aos requisitos SIL:
- Verificar a certificação da capacidade SIL
- Avaliar a capacidade sistemática
- Verificar a adequação ambiental
- Confirmar as capacidades de diagnóstico
- Verificar a compatibilidade com a arquitetura
- Avaliar a suscetibilidade de falha de causa comumAnálise do modo de falha
Efetuar uma avaliação pormenorizada dos modos de falha:
- FMEDA (modos de falha, efeitos e análise de diagnóstico)
- Identificação de todos os modos de falha relevantes
- Classificação das falhas (seguras, perigosas, detectadas, não detectadas)
- Análise de falhas por causas comuns
- Mecanismos de desgaste e vida útil
Fase 4: Verificação e validação
Confirmar que o projeto cumpre os requisitos SIL:
Análise quantitativa
Calcular os indicadores de desempenho da segurança:
- PFDavg (Probabilidade média de falha a pedido)
- HFT (Tolerância a falhas de hardware)
- SFF (Fração de falha segura)
- Percentagem de cobertura do diagnóstico
- Contribuição para a falha de causa comum
- Verificação global dos resultados SILDesenvolvimento de procedimentos de ensaio de prova
Criar protocolos de teste abrangentes:
- Passos de teste pormenorizados para cada componente
- Equipamento de ensaio e configuração necessários
- Critérios de aprovação/reprovação
- Determinação da frequência de ensaio
- Requisitos de documentação
- Ensaio de curso parcial, quando aplicávelCriação de pacotes de documentação
Compilar uma documentação de segurança completa:
- Especificação dos requisitos de segurança
- Cálculos e análises de conceção
- Folhas de dados e certificados dos componentes
- Procedimentos de ensaio de prova
- Requisitos de manutenção
- Procedimentos de controlo das alterações
Estudo de caso: Sistema de segurança de processamento químico
Uma instalação de processamento químico no Texas precisava de implementar um sistema de segurança pneumático com classificação SIL 2 para a função de paragem de emergência do reator. A função de segurança precisava de garantir uma despressurização fiável dos actuadores pneumáticos que controlam as válvulas de processo críticas no espaço de 2 segundos após uma condição de emergência.
Concebemos um circuito de segurança pneumático SIL 2 completo:
Definição da função de segurança
- Função: Despressurização de emergência de actuadores de válvulas pneumáticas
- Estado de segurança: Todas as válvulas de processo em posição de segurança
- Tempo de resposta: <2 segundos para completar a despressurização
- Objetivo SIL: SIL 2 (PFDavg entre 10-² e 10-³)
- Duração da missão: 15 anos com testes periódicos
Conceção da arquitetura e seleção de componentes
| Subsistema | Arquitetura | Componentes selecionados | Dados de fiabilidade | Cobertura de diagnóstico |
|---|---|---|---|---|
| Dispositivos de entrada | 1oo2 | Transmissores de pressão duplos com comparação | λDU = 2,3×10-⁷/hora cada | 92% |
| Solucionador lógico | 1oo2D | PLC de segurança com módulos de saída pneumática | λDU = 5,1×10-⁸/hora | 99% |
| Elementos finais | 1oo2 | Válvulas de escape de segurança com controlo duplo | B10d = 2,5×10⁶ ciclos | 95% |
| Fornecimento pneumático | Redundância de série | Reguladores de pressão duplos com monitorização | λDU = 3,4×10-⁷/hora cada | 85% |
Resultados da verificação
- PFDavg calculado: 8,7×10-³ (dentro do intervalo SIL 2)
- Tolerância a falhas de hardware: HFT = 1 (cumpre os requisitos SIL 2)
- Fração de falha segura: SFF = 94% (excede o mínimo SIL 2)
- Fator de causa comum: β = 2% (com seleção diversificada de componentes)
- Intervalo do ensaio de prova: 6 meses (com base no cálculo do PFDavg)
- Capacidade sistemática: SC 2 (todos os componentes com SC 2 ou superior)
Resultados da implementação
Após a implementação e validação:
- O sistema passou com sucesso a verificação SIL de terceiros
- Os ensaios de prova confirmaram o desempenho calculado
- Teste de curso parcial implementado para validação mensal
- Procedimentos de ensaio de prova completa documentados e validados
- Pessoal de manutenção com formação completa sobre o funcionamento e os testes do sistema
- O sistema efectuou 12 paragens de emergência bem sucedidas ao longo de 3 anos
Melhores práticas de implementação
Para uma implementação bem sucedida do circuito pneumático de segurança com classificação SIL:
Requisitos de documentação do projeto
Manter registos completos do projeto:
- Especificação dos requisitos de segurança com um objetivo SIL claro
- Diagramas de blocos de fiabilidade com pormenores de arquitetura
- Justificação da seleção de componentes e fichas de dados
- Cálculos e pressupostos da taxa de insucesso
- Análise de falhas por causas comuns
- Cálculos finais de verificação SIL
Armadilhas comuns a evitar
Esteja atento a estes erros de conceção frequentes:
- Tolerância insuficiente a falhas de hardware para o nível SIL
- Cobertura de diagnóstico inadequada para a arquitetura
- Ignorar as falhas de causa comum
- Intervalos de ensaio inadequados
- Falta de uma avaliação sistemática das capacidades
- Consideração inadequada das condições ambientais
- Documentação insuficiente para a verificação SIL
Manutenção e gestão da mudança
Estabelecer processos rigorosos e contínuos:
- Procedimentos de ensaio de prova documentados com critérios claros de aprovação/reprovação
- Políticas rigorosas de substituição de componentes (iguais para iguais)
- Processo de gestão de alterações para quaisquer modificações
- Sistema de acompanhamento e análise de falhas
- Revalidação periódica dos cálculos SIL
- Programa de formação para o pessoal de manutenção
Como é que se validam os mecanismos de bloqueio de pressão dupla para garantir que funcionam realmente?
Os mecanismos de bloqueio de dupla pressão são dispositivos de segurança críticos que impedem movimentos inesperados em sistemas pneumáticos, mas muitos são implementados sem validação adequada, criando uma falsa sensação de segurança.
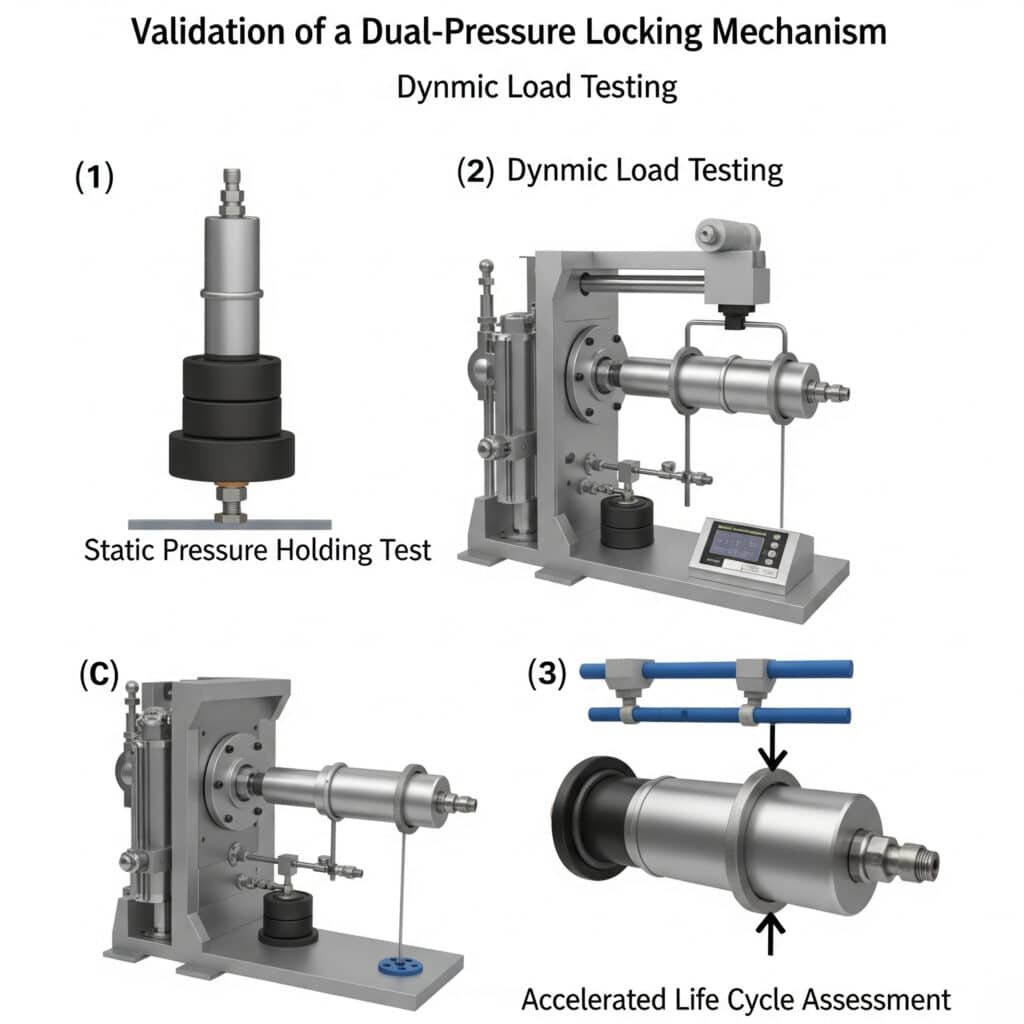
A validação efectiva dos mecanismos de bloqueio de dupla pressão requer testes exaustivos em todas as condições de funcionamento previsíveis, análise do modo de falha e verificação periódica do desempenho. Os processos de validação mais fiáveis combinam testes de retenção de pressão estática, testes de carga dinâmica e avaliação acelerada do ciclo de vida para garantir um desempenho consistente ao longo da vida útil do dispositivo.
Estrutura abrangente de validação do mecanismo de bloqueio de dupla pressão
Depois de implementar e validar centenas de sistemas de bloqueio de dupla pressão, desenvolvi esta abordagem de validação estruturada:
| Fase de validação | Métodos de ensaio | Critérios de aceitação | Requisitos de documentação | Frequência de validação |
|---|---|---|---|---|
| Validação do projeto | Análise FEA5ensaios de protótipos, análise do modo de falha | Movimento zero sob carga nominal 150%, comportamento à prova de falhas | Cálculos de projeto, relatórios de ensaio, documentação FMEA | Uma vez durante a fase de projeto |
| Validação da produção | Testes de carga, testes de ciclo, medição do tempo de resposta | 100% engate do fecho, desempenho consistente | Certificados de ensaio, dados de desempenho, registos de rastreabilidade | Cada lote de produção |
| Validação da instalação | Ensaios de carga in situ, verificação de temporização, ensaios de integração | Funcionamento correto na aplicação real | Lista de controlo da instalação, resultados dos testes, relatório de entrada em funcionamento | Cada instalação |
| Validação periódica | Inspeção visual, testes funcionais, testes de carga parcial | Desempenho mantido dentro de 10% da especificação original | Registos de inspeção, resultados de testes, análise de tendências | Com base na avaliação do risco (normalmente 3-12 meses) |
Processo de validação do mecanismo de bloqueio de dupla pressão estruturado
Para validar corretamente os mecanismos de bloqueio de dupla pressão, siga este processo exaustivo:
Fase 1: Validação do projeto
Verificar o conceito fundamental de conceção:
Análise da conceção mecânica
Avaliar os princípios mecânicos de base:
- Cálculos de equilíbrio de forças em todas as condições
- Análise de tensões de componentes críticos
- Análise de empilhamento de tolerâncias
- Verificação da seleção de materiais
- Resistência à corrosão e ao ambienteModo de falha e análise de efeitos
Conduzir uma FMEA exaustiva:
- Identificar todos os potenciais modos de falha
- Avaliar os efeitos de falha e a criticidade
- Determinar os métodos de deteção
- Calcular os números de prioridade de risco (RPN)
- Desenvolver estratégias de atenuação para falhas de alto riscoTeste de desempenho do protótipo
Verificar o desempenho do projeto através de testes:
- Verificação da capacidade de retenção estática
- Teste de envolvimento dinâmico
- Medição do tempo de resposta
- Testes de condições ambientais
- Ensaios acelerados do ciclo de vida
Fase 2: Validação da produção
Garantir uma qualidade de fabrico consistente:
Protocolo de inspeção de componentes
Verificar as especificações dos componentes críticos:
- Controlo dimensional dos elementos de bloqueio
- Confirmação da certificação do material
- Inspeção do acabamento da superfície
- Verificação do tratamento térmico, se aplicável
- Ensaios não destrutivos para componentes críticosTestes de verificação da montagem
Confirmar a montagem e a regulação corretas:
- Alinhamento correto dos elementos de bloqueio
- Pré-carga correta das molas e dos elementos mecânicos
- Binário de aperto adequado dos elementos de fixação
- Vedação correta dos circuitos pneumáticos
- Ajuste correto de quaisquer elementos variáveisTeste de desempenho funcional
Verificar o funcionamento antes da instalação:
- Verificação do engate do cadeado
- Medição da força de retenção
- Momento do empenhamento/desempenhamento
- Ensaio de fugas em circuitos pneumáticos
- Ensaio de ciclo (mínimo de 1.000 ciclos)
Fase 3: Validação da instalação
Verificar o desempenho na aplicação real:
Lista de verificação da instalação
Confirmar as condições de instalação corretas:
- Alinhamento e estabilidade da montagem
- Qualidade e pressão da alimentação pneumática
- Integridade do sinal de controlo
- Proteção do ambiente
- Acessibilidade para inspeção e manutençãoTeste de sistema integrado
Verificar o desempenho do sistema completo:
- Interação com o sistema de controlo
- Resposta aos sinais de paragem de emergência
- Desempenho em condições reais de carga
- Compatibilidade com o ciclo de funcionamento
- Integração com sistemas de monitorizaçãoTeste de carga específico da aplicação
Validar o desempenho em condições reais:
- Ensaio de retenção de carga estática à carga máxima de aplicação
- Teste de carga dinâmica durante o funcionamento normal
- Resistência à vibração em condições de funcionamento
- Ciclo de temperatura, se aplicável
- Teste de exposição a contaminantes, se relevante
Fase 4: Validação periódica
Garantir a integridade contínua do desempenho:
Protocolo de inspeção visual
Desenvolver controlos visuais exaustivos:
- Danos externos ou corrosão
- Fuga ou contaminação de fluidos
- Fixadores ou ligações soltas
- Integridade do alinhamento e da montagem
- Indicadores de desgaste, se aplicávelProcedimento de teste funcional
Criar uma verificação de desempenho não invasiva:
- Verificação do engate do cadeado
- Resistência a uma carga de ensaio reduzida
- Medição de tempos
- Teste de fugas
- Resposta do sinal de controloRecertificação Periódica Abrangente
Estabelecer intervalos de validação importantes:
- Desmontagem e inspeção completas
- Substituição de componentes com base no estado
- Teste de carga total após a remontagem
- Atualização e recertificação da documentação
- Avaliação e prolongamento da vida útil
Estudo de caso: Sistema automatizado de manuseamento de materiais
Um centro de distribuição em Illinois sofreu um grave incidente de segurança quando um mecanismo de bloqueio de dupla pressão num sistema de manuseamento de materiais suspenso falhou, provocando a queda inesperada de uma carga. A investigação revelou que o mecanismo de bloqueio nunca tinha sido devidamente validado após a instalação e que tinha desenvolvido um desgaste interno que não foi detectado.
Desenvolvemos um programa de validação abrangente:
Conclusões da avaliação inicial
- Design da fechadura: Design de pistão oposto de dupla pressão
- Pressão de funcionamento: 6,5 bar nominal
- Capacidade de carga: Classificado para 1.500 kg, em funcionamento com 1.200 kg
- Modo de falha: Degradação do vedante interno causando diminuição da pressão
- Estado de validação: Apenas ensaio inicial de fábrica, sem validação periódica
Implementação do programa de validação
Implementámos esta abordagem de validação em várias fases:
| Elemento de validação | Metodologia de teste | Resultados | Acções corretivas |
|---|---|---|---|
| Revisão do projeto | Análise de engenharia, modelação FEA | Margem de conceção adequada mas controlo insuficiente | Monitorização da pressão adicionada, design de vedação modificado |
| Análise do modo de falha | FMEA abrangente | Identificou 3 modos de falha críticos sem deteção | Monitorização implementada para cada modo de falha crítico |
| Teste de carga estática | Aplicação de carga incremental ao 150% de capacidade nominal | Todas as unidades foram aprovadas após alterações de projeto | Estabelecido como requisito de ensaio anual |
| Desempenho dinâmico | Ensaio de ciclo com carga | 2 unidades apresentaram um engate mais lento do que o especificado | Unidades reconstruídas com componentes melhorados |
| Sistema de controlo | Monitorização contínua da pressão com alarme | Detectou com êxito fugas simuladas | Integrado com o sistema de segurança da instalação |
| Validação periódica | Desenvolvimento de um programa de inspeção de 3 níveis | Estabelecimento de dados de base sobre o desempenho | Criação de documentação e programa de formação |
Resultados do programa de validação
Após a implementação do programa de validação global:
- 100% de mecanismos de fecho cumprem agora ou excedem as especificações
- A monitorização automatizada proporciona uma validação contínua
- O programa de inspeção mensal detecta os problemas numa fase precoce
- O teste de carga anual confirma o desempenho contínuo
- Zero incidentes de segurança em 30 meses desde a implementação
- Vantagem adicional: redução de 35% na manutenção de emergência
Melhores práticas de implementação
Para uma validação eficaz do mecanismo de bloqueio de dupla pressão:
Requisitos de documentação
Manter registos de validação completos:
- Relatórios e cálculos de validação do projeto
- Certificados de ensaio de produção
- Listas de controlo de validação da instalação
- Registos de inspeção periódica
- Investigações de falhas e acções corretivas
- Histórico de alterações e resultados de revalidação
Equipamento de ensaio e calibração
Garantir a integridade da medição:
- Equipamento de ensaio de carga com calibração válida
- Dispositivos de medição da pressão com precisão adequada
- Sistemas de medição de tempos para validação de respostas
- Capacidades de simulação ambiental quando necessário
- Aquisição automatizada de dados para garantir a consistência
Gestão do Programa de Validação
Estabelecer processos de governação sólidos:
- Atribuição clara de responsabilidades pelas actividades de validação
- Requisitos de competência para o pessoal de validação
- Análise dos resultados da validação pela direção
- Processo de ação corretiva para validações falhadas
- Melhoria contínua dos métodos de validação
- Gestão de alterações para actualizações do programa de validação
Conclusão
A implementação de sistemas de segurança pneumática verdadeiramente eficazes requer uma abordagem abrangente que vai além da conformidade básica. Ao concentrarem-se nos três elementos críticos discutidos - válvulas de paragem de emergência de resposta rápida, circuitos de segurança com classificação SIL corretamente concebidos e mecanismos de bloqueio de dupla pressão validados - as organizações podem reduzir drasticamente o risco de lesões graves, melhorando frequentemente a eficiência operacional.
As implementações de segurança mais bem sucedidas tratam a validação como um processo contínuo e não como um evento único. Ao estabelecer protocolos de teste robustos, manter uma documentação abrangente e monitorizar continuamente o desempenho, pode garantir que os seus sistemas de segurança pneumática fornecem uma proteção fiável durante toda a sua vida útil.
Perguntas frequentes sobre sistemas de segurança pneumáticos
Com que frequência devem as válvulas de paragem de emergência ser testadas para garantir que mantêm o seu desempenho em termos de tempo de resposta?
As válvulas de paragem de emergência devem ser testadas a intervalos determinados pela sua categoria de risco e aplicação. As aplicações de alto risco requerem ensaios mensais, as aplicações de médio risco ensaios trimestrais e as aplicações de baixo risco ensaios semestrais ou anuais. O teste deve incluir a medição do tempo de resposta e a verificação da funcionalidade total. Além disso, qualquer válvula que apresente uma degradação do tempo de resposta superior a 20% em relação à sua especificação original deve ser imediatamente substituída ou recondicionada, independentemente do calendário de ensaios regular.
Qual é a razão mais comum pela qual os circuitos de segurança pneumáticos não atingem a classificação SIL designada em aplicações reais?
A razão mais comum pela qual os circuitos de segurança pneumáticos não conseguem atingir a sua classificação SIL designada é a consideração inadequada das falhas de causa comum (CCFs). Embora os projectistas se concentrem frequentemente na fiabilidade dos componentes e na arquitetura de redundância, subestimam frequentemente o impacto dos factores que podem afetar simultaneamente vários componentes, tais como o fornecimento de ar contaminado, as flutuações de tensão, as condições ambientais extremas ou os erros de manutenção. Uma análise e mitigação adequadas dos CCFs podem melhorar o desempenho SIL por um fator de 3-5 em aplicações típicas de segurança pneumática.
Os mecanismos de bloqueio de dupla pressão podem ser adaptados aos sistemas pneumáticos existentes ou requerem uma remodelação completa do sistema?
Os mecanismos de bloqueio de dupla pressão podem ser adaptados com sucesso à maioria dos sistemas pneumáticos existentes sem uma remodelação completa, embora a implementação específica dependa da arquitetura do sistema. Para sistemas baseados em cilindros, podem ser adicionados dispositivos de bloqueio externos com modificações mínimas. Para sistemas mais complexos, os blocos de segurança modulares podem ser integrados nos colectores de válvulas existentes. O requisito chave é a validação adequada após a instalação, uma vez que os sistemas adaptados têm frequentemente caraterísticas de desempenho diferentes dos sistemas originalmente projectados. Tipicamente, os mecanismos de bloqueio adaptados atingem 90-95% do desempenho dos projectos integrados quando corretamente implementados.
Qual é a relação entre o tempo de resposta e a distância de segurança nos sistemas de segurança pneumáticos?
A relação entre o tempo de resposta e a distância de segurança segue a fórmula S = (K × T) + C, em que S é a distância mínima de segurança, K é a velocidade de aproximação (normalmente 1600-2000 mm/s para movimentos da mão/braço), T é o tempo total de resposta do sistema (incluindo deteção, processamento do sinal e resposta da válvula) e C é uma distância adicional baseada no potencial de intrusão. Para os sistemas pneumáticos, cada redução de 10ms no tempo de resposta da válvula permite normalmente uma redução de 16-20mm na distância de segurança. Esta relação faz com que as válvulas de resposta rápida sejam particularmente valiosas em aplicações com restrições de espaço, onde não é prático alcançar grandes distâncias de segurança.
Como é que os factores ambientais afectam o desempenho dos sistemas de segurança pneumáticos?
Os factores ambientais têm um impacto significativo no desempenho do sistema de segurança pneumático, sendo que a temperatura tem o efeito mais pronunciado. As temperaturas baixas (inferiores a 5°C) podem aumentar os tempos de resposta em 15-30% devido ao aumento da viscosidade do ar e da rigidez do vedante. As temperaturas elevadas (superiores a 40°C) podem reduzir a eficácia do vedante e acelerar a degradação dos componentes. A humidade afecta a qualidade do ar e pode introduzir água no sistema, causando potencialmente problemas de corrosão ou congelamento. A contaminação de ambientes industriais pode obstruir pequenos orifícios e afetar o movimento da válvula. A vibração pode afrouxar as ligações e provocar o desgaste prematuro dos componentes. Uma validação abrangente deve incluir testes em toda a gama ambiental prevista na aplicação.
Que documentação é necessária para demonstrar a conformidade com as normas de segurança para sistemas pneumáticos?
Uma documentação de segurança completa para sistemas pneumáticos deve incluir
(1) Avaliação dos riscos que documenta os perigos e a redução de riscos necessária; (2) Especificações dos requisitos de segurança que especificam os requisitos de desempenho e as funções de segurança;
(3) Documentação de conceção do sistema, incluindo a fundamentação da seleção de componentes e as decisões de arquitetura; (4) Relatórios de cálculo que demonstrem a obtenção dos níveis de desempenho exigidos ou SIL; (5) Relatórios de testes de validação que confirmem o desempenho do sistema;
(6) Registos de verificação da instalação; (7) Procedimentos de inspeção e ensaio periódicos;
(8) Requisitos e registos de manutenção;
(9) Materiais de formação e registos de competências; e
(10) Gestão dos procedimentos de alteração. Esta documentação deve ser mantida durante todo o ciclo de vida do sistema e actualizada sempre que sejam introduzidas alterações.
-
Oferece uma explicação detalhada do Nível de Integridade da Segurança (SIL), uma medida do desempenho do sistema de segurança em termos de probabilidade de falha a pedido (PFD), tal como definido por normas como a IEC 61508. ↩
-
Fornece informações sobre a norma internacional ISO 13855, que especifica os parâmetros de posicionamento das protecções com base na velocidade das partes do corpo humano e no tempo de paragem global da função de segurança. ↩
-
Explica o conceito de B10d, uma métrica de fiabilidade que representa o número de ciclos em que se espera que 10% de uma amostra de componentes mecânicos ou pneumáticos tenham falhado perigosamente, utilizada em cálculos de segurança. ↩
-
Descreve a Probabilidade de Falha a Pedido (PFDavg), a probabilidade média de um sistema de segurança deixar de desempenhar a sua função projectada quando ocorre um pedido, que é a métrica chave para determinar o SIL de um sistema. ↩
-
Fornece uma visão geral da Análise de Elementos Finitos (FEA), um método computorizado para prever a forma como um produto reage a forças, vibrações, calor e outros efeitos físicos do mundo real, dividindo-o num número finito de pequenos elementos. ↩
