

Введение
Ваши цилиндры из нержавеющей стали выглядят безупречно снаружи — без ржавчины и видимой коррозии. Но однажды, без предупреждения, появляется катастрофическая трещина, и вся ваша производственная линия останавливается. 💥 Это не обычная коррозия, а коррозионное растрескивание под напряжением (SCC) — тихий убийца, который атакует нержавеющую сталь изнутри, когда хлориды, растягивающее напряжение и температура объединяются в идеальную бурю, приводящую к поломке.
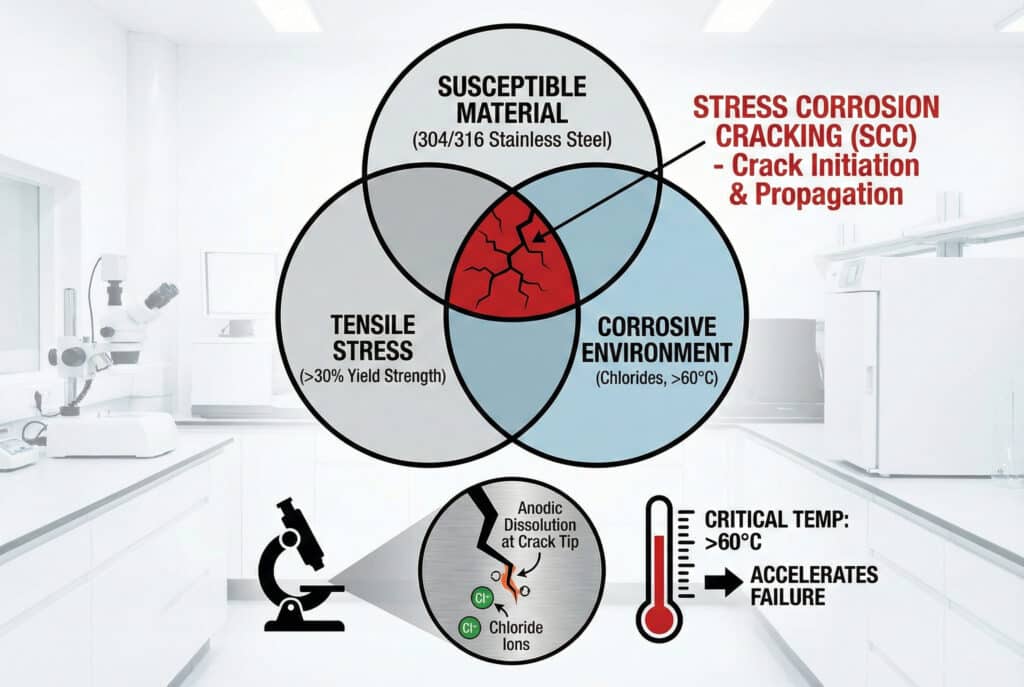
Коррозионное растрескивание под напряжением (SCC) — это механизм хрупкого разрушения, который возникает, когда аустенитные нержавеющие стали (304, 316) одновременно подвергаются растягивающим напряжениям, превышающим предел текучести 30%, концентрации хлоридов до 50 ppm и температурам, превышающим 60 °C, что приводит к появлению трансграналярных или межкристаллитных трещин, которые быстро распространяются без видимой внешней коррозии. SCC может сократить срок службы цилиндра с 15-20 лет до катастрофического отказа через 6-18 месяцев, без каких-либо предупреждающих признаков до момента полного разрушения конструкции.
Прошлым летом я получил тревожный звонок от Мишель, операционного менеджера прибрежной опреснительной установки в Калифорнии. Три из ее пневматических цилиндров из нержавеющей стали 316 внезапно сломались в течение двух недель, что привело к производственным потерям и повреждению оборудования на сумму $180 000 долларов. Цилиндрам было всего 14 месяцев, и они не имели внешних признаков коррозии. Металлургический анализ выявил классическое коррозионное растрескивание под напряжением — хлориды из солевого тумана проникли в места крепления, подверженные высоким нагрузкам, что привело к образованию трещин, которые распространились по стенкам цилиндров. Мы заменили ее систему цилиндрами из дуплексной нержавеющей стали Bepto, специально разработанными для устойчивости к хлоридам, и за два года она не столкнулась с другими случаями коррозионного растрескивания под напряжением.
Оглавление
- Что вызывает коррозионное растрескивание под напряжением в цилиндрах из нержавеющей стали?
- Как распознать ранние признаки SCC до возникновения неисправности?
- Какие марки нержавеющей стали обладают лучшей стойкостью к хлоридному коррозионному растрескиванию?
- Какие стратегии предотвращения действительно работают в хлоридных средах?
Что вызывает коррозионное растрескивание под напряжением в цилиндрах из нержавеющей стали?
SCC требует совместного действия трех факторов — удалите любой из них, и растрескивание прекратится. 🔬
Коррозионное растрескивание под напряжением возникает только при одновременном наличии трех условий: (1) подверженный материала (аустенитные нержавеющие стали, такие как 304/316), (2) растягивающее напряжение от внутреннего давления, монтажных нагрузок или остаточного напряжения сварки, превышающее 30-40% предела прочности, и (3) коррозионная среда с хлорид-ионами (из соленой воды, чистящих химикатов или атмосферного воздействия) при температуре выше 60 °C. Синергетическое взаимодействие вызывает локальное анодное растворение на концах трещин, распространение трещин со скоростью 0,1-10 мм/час до момента катастрофического разрушения.
Три основных фактора
Фактор 1: Восприимчивость материала
Аустенитные нержавеющие стали1 (серия 300) очень чувствительны к хлоридному коррозионному растрескиванию из-за своей гранецентрированной кубической кристаллической структуры. Наиболее распространенные марки, используемые в пневматических цилиндрах:
- Нержавеющая сталь 304: Наиболее восприимчивый, никогда не должен использоваться в хлоридных средах.
- Нержавеющая сталь 316: Немного лучше благодаря содержанию молибдена, но все еще уязвимо при температуре выше 60 °C.
- 316L (с низким содержанием углерода): Незначительное улучшение, но не защищен от SCC
Сайт пассивная пленка из оксида хрома2 который обычно защищает нержавеющую сталь, становится нестабильным в присутствии хлоридов, особенно в точках концентрации напряжений.
Фактор 2: Растягивающее напряжение
Пневматические цилиндры подвергаются воздействию нескольких источников нагрузки:
| Источник стресса | Типичная величина | Уровень риска SCC |
|---|---|---|
| Внутреннее давление (10 бар) | 20-40% предела текучести | Умеренный |
| Предварительная нагрузка крепежного болта | 40-70% предел текучести | Высокий |
| Остаточное напряжение сварки | 50-90% предел текучести | Очень высокий |
| Напряжение теплового расширения | 10-30% предел текучести | Низкий-умеренный |
| Ударные/шоковые нагрузки | 30-60% предел текучести | Высокий |
Критический порог для возникновения SCC составляет примерно 30% предела текучести. При превышении этого уровня вероятность возникновения трещин становится все более высокой.
Фактор 3: Хлоридная среда
Хлориды могут поступать из неожиданных источников:
- Прибрежные атмосферы: 50-500 ppm хлоридов в солевом тумане
- Бассейны: 1000–3000 ppm от хлорирования
- Пищевая промышленность: 500–5000 ppm из рассолов, чистящих растворов
- Очистка сточных вод: 100–10 000 ppm из сточных вод, промышленных сбросов
- Дорожная соль: 2000–20 000 ppm на мобильном оборудовании в зимний период
- Чистящие химикаты: 100–1000 ppm от хлорированных дезинфицирующих средств
Даже “сухой” прибрежный воздух содержит достаточное количество хлоридов, чтобы вызвать SCC в сочетании с нагрузкой и повышенной температурой.
Механизм распространения трещин
После возникновения трещины SCC распространяются посредством самоподдерживающегося электрохимического процесса:
- Зарождение трещин: Хлориды проникают через пассивную пленку в местах концентрации напряжений (царапины, ямки, зоны сварки).
- Анодное растворение: Металл на конце трещины становится анодом и растворяется в растворе.
- Продвижение трещины: Трещина распространяется перпендикулярно растягивающему напряжению.
- Водородное охрупчивание: Водород, образующийся в процессе коррозии, еще больше ослабляет вершину трещины.
- Катастрофический отказ: Трещина достигает критического размера и цилиндр внезапно разрушается.
Ужасающим аспектом SCC является то, что 90% срока службы цилиндра уходит на образование трещин. Как только трещины начинают распространяться, происходит быстрое разрушение — часто в течение нескольких дней или недель.
Сайт локальное анодное растворение3 на конце трещины обусловлено высокой концентрацией напряжений, которая препятствует повторному образованию защитного слоя.
Критическая роль температуры
Температура значительно ускоряет SCC:
- Ниже 60 °C: SCC редко встречается при большинстве концентраций хлорида.
- 60–80 °C: Время начала SCC, измеряемое в месяцах или годах
- 80–100 °C: Время начала SCC, измеряемое в неделях или месяцах
- Выше 100 °C: Время начала SCC, измеряемое в днях или неделях
Я работал с фармацевтическим производителем в Пуэрто-Рико, автоклавы которого работали при температуре 85 °C на прибрежном предприятии. Их цилиндры из нержавеющей стали 316 выходили из строя каждые 8–12 месяцев из-за SCC. Сочетание высокой температуры, хлоридсодержащих чистящих растворов и растущего напряжения создавало идеальные условия для SCC.
Как распознать ранние признаки SCC до возникновения неисправности?
SCC называют “тихим убийцей”, потому что внешние признаки минимальны до момента катастрофического отказа. 🔍
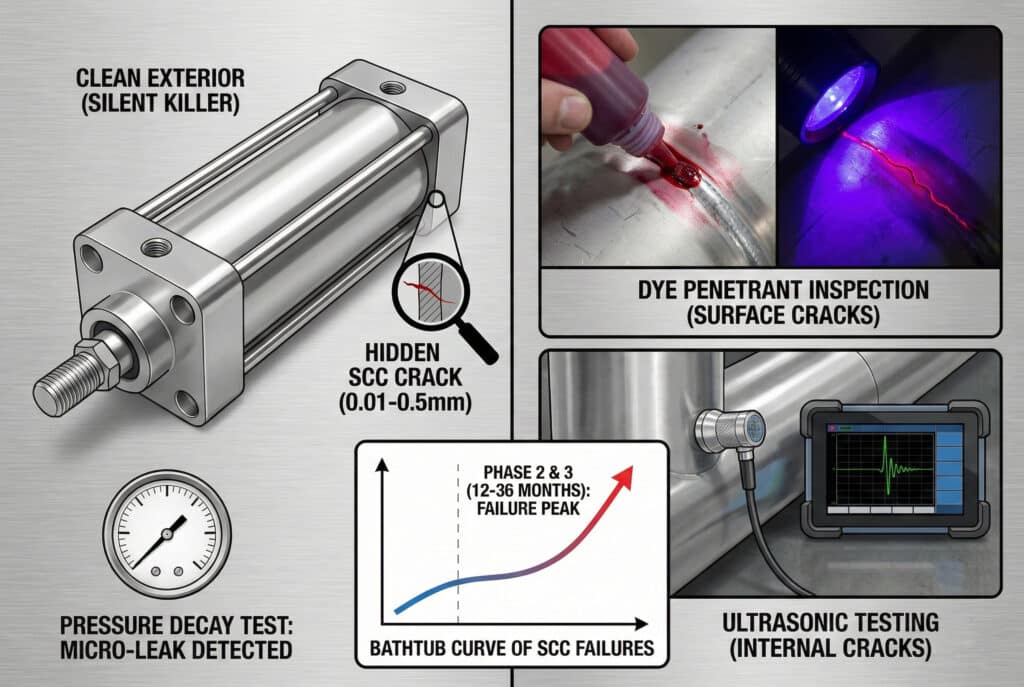
Раннее обнаружение SCC чрезвычайно сложно, поскольку трещины возникают внутри или в скрытых местах, таких как монтажные соединения, без видимой внешней коррозии, точечной коррозии или изменения цвета. Предупреждающими признаками являются необъяснимые падения давления, указывающие на микроутечки через микротрещины, необычные хлопки или щелчки во время работы, когда трещины открываются и закрываются, а также небольшое протекание в местах сварных швов или монтажных соединений. Неразрушающие методы контроля, такие как капиллярная дефектоскопия, ультразвуковой контроль или вихретоковый контроль, позволяют обнаружить трещины до отказа, но требуют разборки и специального оборудования.
Ограничения визуального осмотра
В отличие от общей коррозии, которая приводит к появлению видимой ржавчины или точечной коррозии, SCC часто оставляет поверхность в первозданном виде. Трещины обычно:
- Чрезвычайно тонкий: шириной 0,01–0,5 мм, невидимые невооруженным глазом
- Заполнен продуктами коррозии: Появляются в виде слабых линий обесцвечивания
- Скрыто под монтажным оборудованием: Начните с отверстий для болтов и щелей.
- Ориентированный перпендикулярно напряжению: Следуйте предсказуемым шаблонам
Зоны высокого риска:
- Отверстия для монтажных болтов: Наибольшая концентрация напряжений
- Зоны термического влияния сварного шва: Остаточное напряжение и сенсибилизация границ зерен
- Корни ниток: Стресс-ризеры с щелевой коррозией
- Крышки цилиндров: Напряжение кольцевого типа, вызванное давлением
- Уплотнительные канавки: Концентрация напряжений от сжатия уплотнения
Показатели, основанные на результатах деятельности
Поскольку визуальное обнаружение затруднительно, следите за следующими изменениями в производительности:
Испытание на разложение под давлением: Наполните баллон давлением и в течение 24 часов следите за потерей давления. Падение давления более чем на 21 ТП3Т указывает на микроутечку через трещины, которые слишком малы, чтобы их можно было увидеть.
Акустическая эмиссия: Трещины, распространяющиеся по металлу, генерируют ультразвуковые акустические сигналы. Специальные датчики могут обнаруживать рост трещин в режиме реального времени, однако для этого требуется дорогостоящее оборудование.
Корреляция циклического подсчета: Если цилиндры, используемые в аналогичных условиях, выходят из строя при одинаковом количестве циклов (например, все выходят из строя при 500 000–600 000 циклах), то, скорее всего, причиной является SCC, а не случайный износ.
Методы неразрушающего контроля
Для критически важных применений проводите периодические неразрушающие испытания:
| Метод неразрушающего контроля | Возможность обнаружения | Стоимость | Ограничения |
|---|---|---|---|
| Краситель-проникающий агент | Трещины на поверхности >0,01 мм | $ | Требуется разборка, доступ к поверхности |
| Магнитные частицы | Поверхностные/приповерхностные трещины | $$ | Работает только с феррическими сталями, не с аустеническими |
| Ультразвуковое испытание | Внутренние трещины >1 мм | $$$ | Требуется квалифицированный техник, сложная геометрия представляет сложность |
| Вихревой ток | Поверхностные трещины, изменения материала | $$$ | Ограниченная глубина проникновения |
| Рентгенография | Внутренние трещины >2% толщина стенки | $$$$ | Проблемы безопасности, высокая стоимость |
В Bepto мы рекомендуем кристаллоскопический контроль4 при монтаже интерфейсов во время ежегодного технического обслуживания цилиндров в условиях высокого риска хлоридного загрязнения. Стоимость составляет $50-150 за цилиндр, но это может предотвратить катастрофические поломки.
“Кривая ванны” отказов SCC
Сбои SCC следуют предсказуемой схеме:
Фаза 1 (месяцы 0–12): Без поломок, трещины зарождаются, но еще не достигли критической степени
Этап 2 (12–24 месяцы): Появляются первые повреждения, ускоряется распространение трещин
Этап 3 (24–36 месяцев): Частота отказов достигает пика, когда несколько единиц достигают критического размера трещины.
Этап 4 (36 месяцев и более): Частота отказов снижается, поскольку уязвимые устройства уже вышли из строя.
Если вы столкнулись с одной неисправностью SCC, ожидайте, что в течение 3–6 месяцев последуют и другие. Этот кластерный эффект характерен для SCC и указывает на системную проблему, требующую немедленных корректирующих действий.
Какие марки нержавеющей стали обладают лучшей стойкостью к хлоридному коррозионному растрескиванию?
Не все нержавеющие стали одинаковы при наличии хлоридов. 🛡️
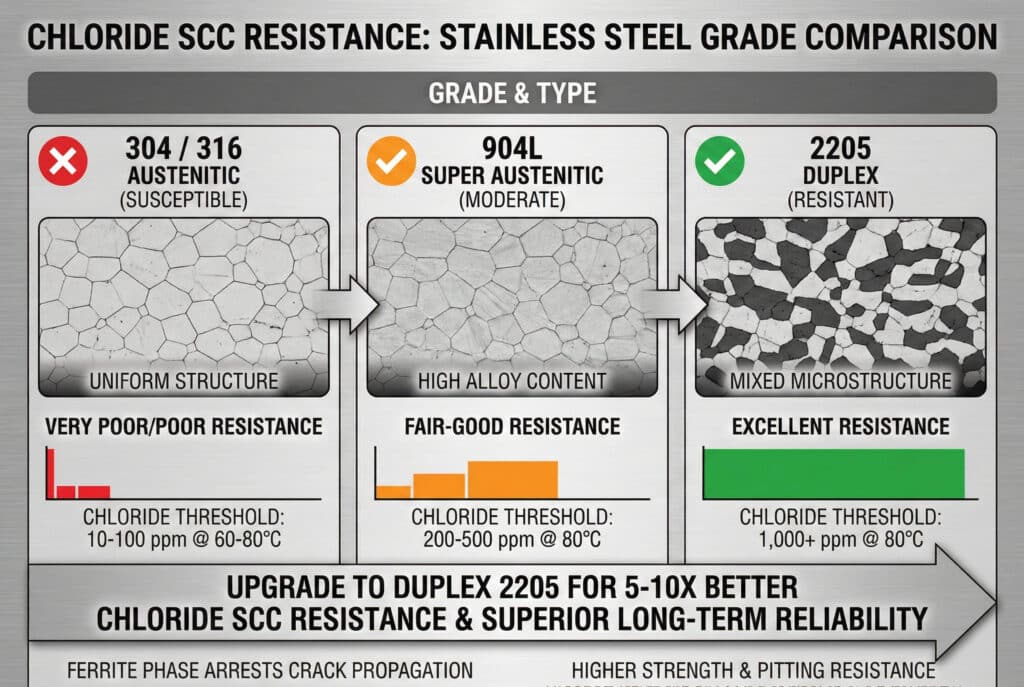
Двухкомпонентные нержавеющие стали (2205, 2507) обладают в 5-10 раз более высокой стойкостью к хлоридному SCC, чем аустенитные марки, благодаря своей смешанной феррит-аустенитной микроструктуре, с критическими порогами хлоридов выше 1000 ppm при 80 °C по сравнению с 50-100 ppm для нержавеющей стали 316. Супераустенитные марки (904L, AL-6XN) с 6% молибденом обеспечивают промежуточное улучшение, в то время как ферритные нержавеющие стали (430, 444) практически не подвержены хлоридному SCC, но имеют более низкую прочность и пластичность, что делает их непригодными для применения в пневматических системах высокого давления.
Сравнение марок нержавеющей стали
| Оценка | Тип | Сопротивление SCC | Порог хлорида | Прочность | Относительная стоимость | Доступность Bepto |
|---|---|---|---|---|---|---|
| 304 | Аустенитный | Очень плохо | 10–50 ppm при 60 °C | Умеренный | $ (базовый уровень) | Не рекомендуется |
| 316 | Аустенитный | Бедный | 50–100 ppm при 80 °C | Умеренный | $$ | Стандарт |
| 316L | Аустенитный | Плохо-Удовлетворительно | 75–150 ppm при 80 °C | Умеренный | $$ | Стандарт |
| 904L | Супераустенитный | Хорошо-Хорошо | 200–500 ppm при 80 °C | Умеренный | $$$$ | Индивидуальный заказ |
| 2205 | Дуплекс | Превосходно | 1000+ ppm при 80 °C | Высокий | $$$ | Премиум-опция |
| 2507 | Супердуплекс | Выдающийся | 2000+ ppm при 100 °C | Очень высокий | $$$$ | Индивидуальный заказ |
| 430 | Ферритный | Иммунитет | Н/Д | Низкий-умеренный | $ | Не подходит для цилиндров |
Почему дуплексная нержавеющая сталь превосходит другие виды стали
Двухкомпонентные нержавеющие стали5 содержат в своей микроструктуре примерно 50% феррита и 50% аустенита. Такое сочетание обеспечивает:
Сопротивление SCC: Ферритовая фаза практически не подвержена хлоридному коррозионному растрескиванию, а аустенит обеспечивает пластичность и прочность. Трещины, возникающие в аустенитных зернах, останавливаются при соприкосновении с ферритовыми зернами.
Более высокая прочность: Марки Duplex имеют предел текучести на 50-80% выше, чем 316, что позволяет использовать более тонкие стенки и меньший вес при том же номинальном давлении.
Лучшая коррозионная стойкость: Более высокое содержание хрома (22-25%) и молибдена (3-4%) обеспечивает превосходную стойкость к точечной и щелевой коррозии.
Экономическая эффективность: Хотя стоимость дуплексного материала на 40-60% выше, чем 316, улучшенные эксплуатационные характеристики часто приводят к снижению общей стоимости владения за счет увеличения срока службы.
Пример применения в реальном мире
Недавно я работал с Томасом, который управляет предприятием по переработке морепродуктов в штате Мэн. На его предприятии используются системы промывки под высоким давлением с хлорированной водой температурой 70–75 °C — идеальные условия для SCC. Его первоначальные цилиндры из нержавеющей стали 316 выходили из строя каждые 10–14 месяцев, что обходилось в $8 000–12 000 долларов за каждый случай выхода из строя, включая время простоя.
Мы заменили его цилиндры на дуплексные нержавеющие цилиндры Bepto 2205. Стоимость материала была на 50% выше, но за 4 года эксплуатации он не столкнулся ни с одной поломкой SCC. Его общая стоимость владения снизилась на 65% по сравнению с многократной заменой цилиндров 316.
Дерево решений по выбору материалов
Используйте нержавеющую сталь 316 в следующих случаях:
- Воздействие хлорида <50 ppm
- Рабочая температура <60 °C
- Закрытое помещение с климат-контролем
- Основная проблема — бюджетные ограничения
Используйте Duplex 2205 в следующих случаях:
- Воздействие хлорида 50–1000 ppm
- Рабочая температура 60-100 °C
- Прибрежная, открытая или морская среда
- Долгосрочная надежность является приоритетом
Используйте Super Duplex 2507 в следующих случаях:
- Воздействие хлорида >1000 ppm
- Рабочая температура >100 °C
- Прямой контакт с морской водой
- Последствия сбоя являются серьезными
Рассмотрите альтернативные материалы, когда:
- Уровни хлорида чрезвычайно высоки (>5000 ppm)
- Температура превышает 120 °C
- В качестве опций предлагаются цилиндры из титана, хастеллоя или с полимерным покрытием.
Какие стратегии предотвращения действительно работают в хлоридных средах?
Профилактика всегда дешевле, чем замена. 💡
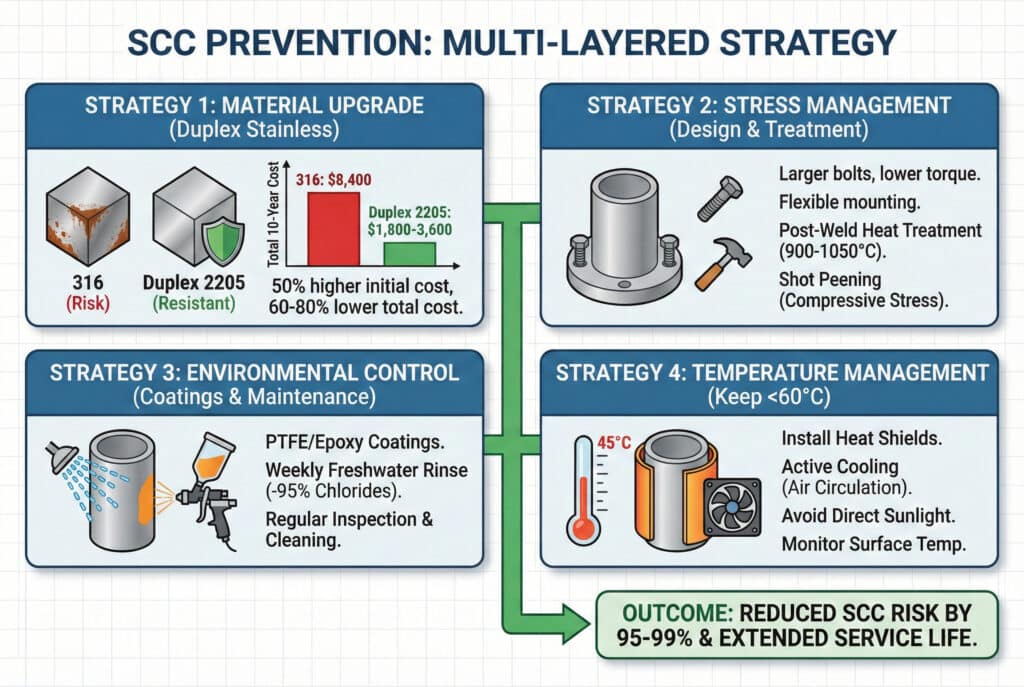
Эффективная профилактика SCC требует многоуровневого подхода: необходимо использовать материалы, устойчивые к SCC (дуплексная нержавеющая сталь или супераустенитные марки), минимизировать растягивающее напряжение за счет правильной конструкции креплений и термообработки сварных швов для снятия напряжения, контролировать окружающую среду с помощью защитных покрытий или регулярного промывания пресной водой для удаления хлоридных отложений, а также осуществлять контроль температуры, чтобы поверхности не нагревались выше 60 °C. Наиболее надежная стратегия сочетает в себе модернизацию материалов с контролем окружающей среды, что снижает риск SCC на 95-99% по сравнению со стандартной нержавеющей сталью 316 в неконтролируемой хлоридной среде.
Стратегия 1: Модернизация материалов
Наиболее эффективной профилактикой является использование с самого начала материалов, устойчивых к SCC:
Пример анализа затрат и выгод:
| Сценарий | Первоначальная стоимость | Ожидаемый срок службы | Неудачи/10 лет | Общая стоимость за 10 лет |
|---|---|---|---|---|
| Нержавеющая сталь 316 (базовая линия) | $1,200 | 18 месяцев | 6-7 замен | $8,400 |
| 316 + защитное покрытие | $1,450 | 30 месяцев | 3-4 замены | $5,800 |
| Двухкомнатная квартира 2205 | $1,800 | 10+ лет | 0-1 замена | $1,800-3,600 |
Двухкомпонентный вариант имеет более высокую начальную стоимость, но на 60-80% ниже общую стоимость владения.
Стратегия 2: Управление стрессом
Снизить растягивающее напряжение ниже порога SCC:
Изменения в конструкции:
- Используйте более крупные крепежные болты с меньшим моментом затяжки (уменьшает концентрацию напряжений).
- Внедрение гибких монтажных систем, учитывающих тепловое расширение
- Добавьте канавки для снятия напряжения в местах переходов с высоким напряжением
- Укажите дробеструйную обработку для создания сжимающего поверхностного напряжения (противоположного растягивающему напряжению).
Термообработка после сварки:
В случае сварных цилиндров отжиг для снятия напряжений при температуре 900–1050 °C устраняет остаточные напряжения сварки. Это увеличивает производственные затраты на 10–15%, но значительно снижает риск SCC в сварных швах.
Стратегия 3: Контроль окружающей среды
Удалите или нейтрализуйте хлориды:
Защитные покрытия:
- Покрытия из ПТФЭ: обеспечивают барьер против проникновения хлоридов, толщина 0,025–0,050 мм.
- Эпоксидные покрытия: экономичные, но менее долговечные, требуют повторного нанесения каждые 2-3 года.
- PVD-покрытия: нитрид титана или нитрид хрома, отличная прочность, но дорогостоящие
Протоколы технического обслуживания:
- Еженедельное промывание пресной водой для удаления хлоридных отложений (снижает концентрацию хлоридов на 80-95%)
- Ежемесячная проверка и очистка щелей и монтажных соединений
- Ежеквартальное применение соединений-ингибиторов коррозии
Я работал с поставщиком оборудования для пристаней во Флориде, который внедрил простой еженедельный протокол промывки пресной водой для своих цилиндров из нержавеющей стали 316. Эта программа технического обслуживания $50/месяц продлила срок службы цилиндров с 14 месяцев до 4+ лет — рентабельность инвестиций составила 10:1.
Стратегия 4: Управление температурой
Держите поверхности ниже критического порога 60 °C:
- Установите тепловые экраны между цилиндрами и горячим оборудованием.
- Используйте активное охлаждение (циркуляцию воздуха) в закрытых помещениях.
- Избегайте воздействия прямых солнечных лучей на наружные установки
- Контролируйте температуру поверхности с помощью тепловизионной съемки в жаркую погоду
Пакет Bepto Chloride Environment
Для клиентов, работающих в условиях высокого риска воздействия хлоридов, мы предлагаем комплексное решение:
Стандартный пакет:
- Конструкция из нержавеющей стали Duplex 2205
- Дробеструйная обработка поверхностей для создания сжимающих напряжений
- Покрытие из ПТФЭ на монтажных интерфейсах
- Крепежные детали из нержавеющей стали с противозадирным составом
- Рекомендации по установке и техническому обслуживанию
Пакет «Премиум»:
- Супердуплексная нержавеющая сталь 2507
- Сварные швы с устранением напряжений
- Полное внешнее покрытие из ПТФЭ
- Датчики контроля коррозии
- 5-летняя гарантия на отказ SCC
Премиум-пакет стоит на 80–100% больше, чем стандартные баллоны 316, но за 6 лет мы не зафиксировали ни одного случая разрушения SCC в более чем 500 установках в прибрежных и морских условиях.
Программа инспектирования и мониторинга
Для существующих установок 316, которые не могут быть немедленно заменены:
Ежемесячно: Визуальный осмотр на предмет изменения цвета, выделения жидкости или изменений поверхности.
Ежеквартально: Контроль с помощью красящих проникающих веществ в зонах высоких напряжений
Ежегодно: Ультразвуковое измерение толщины для обнаружения внутренних трещин
Непрерывный: Контроль давления для необъяснимого распада
Эта программа стоит $200-400 за цилиндр в год, но позволяет обнаружить SCC до катастрофического отказа, что дает возможность запланировать замену вместо аварийной остановки.
Заключение
Коррозионное растрескивание под напряжением в хлоридных средах можно предсказать, предотвратить и контролировать путем осознанного выбора материалов, контроля напряжений и управления окружающей средой. Понимание механизма, основанного на трех факторах, позволяет проектировать системы, которые обеспечивают надежную долгосрочную работу даже в самых суровых прибрежных и химических условиях. 🌊
Часто задаваемые вопросы о коррозионном растрескивании под напряжением в цилиндрах из нержавеющей стали
В: Можно ли устранить трещины, вызванные коррозией под напряжением, или всегда требуется замена баллона?
Трещины SCC невозможно надежно устранить — после появления трещин пораженный участок остается уязвимым, и трещины появятся снова даже после сварки или заделки. Сварка фактически усугубляет проблему, создавая новые зоны остаточного напряжения и зоны термического влияния. Единственный безопасный подход — полная замена цилиндра на материал, устойчивый к SCC. Попытки ремонта создают риски ответственности, поскольку поломки SCC происходят внезапно и имеют катастрофические последствия, что может привести к травмам или повреждению оборудования.
Вопрос: Как быстро SCC может прогрессировать от начала до катастрофического отказа?
Сроки развития SCC значительно варьируются в зависимости от условий: в суровых условиях (высокое содержание хлоридов, высокая нагрузка, высокая температура) катастрофический отказ может произойти через 2–6 месяцев после появления трещины; в умеренных условиях — через 6–18 месяцев; в пограничных условиях — через 1–3 года. Критическим фактором является то, что 80-90% срока службы цилиндра уходит на образование трещин — как только трещины начинают распространяться, разрушение происходит быстро. Именно поэтому периодические проверки неэффективны, если они не проводятся очень часто (ежемесячно или чаще) в условиях повышенного риска.
В: Влияет ли регулярное использование или простаивание на восприимчивость к SCC?
SCC фактически прогрессирует быстрее в условиях застоя, поскольку хлориды концентрируются в щелях и под отложениями, когда оборудование простаивает. Регулярная эксплуатация с промывкой пресной водой помогает удалить накопления хлоридов. Однако работа с высокой частотой циклов при повышенных температурах ускоряет SCC за счет теплового воздействия. Наихудший сценарий — это прерывистая работа, при которой оборудование простаивает в условиях загрязнения хлоридами, а затем работает при высокой температуре — это сочетание концентрации хлоридов с тепловой активацией.
В: Есть ли какие-либо предупреждающие признаки в качестве сжатого воздуха, которые могут указывать на загрязнение хлоридами?
Да — если ваша система сжатого воздуха показывает признаки внутренней коррозии (частицы ржавчины в фильтрах, корродированные воздуховоды), хлориды могут присутствовать из-за попадания атмосферного воздуха в прибрежных районах или из-за загрязненной охлаждающей воды в доохладителях воздушных компрессоров. Тестирование сжатого воздуха на содержание хлоридов стоит $100-200 и позволяет выявить этот скрытый риск. Стандарт ISO 8573-1 класса 2 или выше для твердых частиц и класса 3 или выше для содержания воды помогает минимизировать перенос хлоридов через пневматические системы.
Вопрос: Почему некоторые цилиндры из нержавеющей стали марки 316 служат годами, а другие быстро выходят из строя в аналогичных условиях?
Небольшие колебания уровня напряжения, локальной концентрации хлоридов и температуры приводят к значительным различиям в сроках возникновения SCC. Цилиндр, установленный с немного более высоким моментом затяжки болта (более высоким напряжением), может выйти из строя через 12 месяцев, в то время как соседний цилиндр с более низким напряжением крепления прослужит 5 лет. Изменения микроклимата — один цилиндр под прямыми солнечными лучами (более горячий) по сравнению с другим, находящимся в тени — приводят к разным показателям отказов. Эта изменчивость характерна для SCC и является причиной его опасности: невозможно предсказать, какой именно цилиндр выйдет из строя следующим, можно только предположить, что отказы будут происходить в подверженных воздействию материалах при определенных условиях.
-
Узнайте больше о кристаллической структуре и свойствах аустенитных нержавеющих сталей. ↩
-
Узнайте, как ионы хлорида взаимодействуют с защитной пассивной пленкой из оксида хрома на нержавеющей стали. ↩
-
Исследуйте электрохимический процесс локализованного анодного растворения на конце распространяющихся трещин. ↩
-
Понимать стандартные процедуры и области применения капиллярного контроля для обнаружения трещин. ↩
-
Прочитайте подробное руководство о том, как двухфазная микроструктура дуплексной нержавеющей стали предотвращает распространение трещин. ↩
