

Inledning
Har du någonsin undrat varför din pneumatiska cylinder ibland “fastnar” innan den börjar röra sig, vilket orsakar ryckiga rörelser och positioneringsfel? Detta frustrerande fenomen kallas dödband och kostar tillverkarna tusentals kronor i bortkastade produkter och driftstopp. Vad är orsaken? Friktionskrafter som skapar en “död zon” där din styrsignal ändras men ingenting händer. 😤
Dödband i pneumatiska cylindrar är ett icke-linjärt område där små förändringar i ingångstrycket ger noll utgångsrörelse på grund av statisk friktion1 krafter. Denna döda zon sträcker sig vanligtvis från 5-15% av den totala styrsignalen och påverkar positioneringsnoggrannheten kraftigt, vilket orsakar överskridande, svängningar och inkonsekventa cykeltider i automatiserade system. Korrekt friktionskompensationsteknik kan minska dödbandseffekter med upp till 80%, vilket dramatiskt förbättrar systemets prestanda.
Jag har arbetat med hundratals ingenjörer som kämpar med just detta problem. Förra månaden berättade en underhållschef vid namn David från en tappningsanläggning i Milwaukee att hans förpackningslinje kasserade 8% produkter på grund av inkonsekvent cylinderpositionering. Efter att vi analyserat hans dödbandsproblem och implementerat lämplig kompensation sjönk hans kassationsgrad till under 1%. Låt mig visa hur vi gjorde det. 💪
Innehållsförteckning
- Vad orsakar dödband i pneumatiska cylindrar?
- Hur minskar friktionskompensation dödbandseffekter?
- Vilka är de mest effektiva strategierna för dödbandsersättning?
- Hur kan du mäta och kvantifiera dödbandet i ditt system?
- Slutsats
- Vanliga frågor om dödband i pneumatiska cylindrar
Vad orsakar dödband i pneumatiska cylindrar?
Att förstå de grundläggande orsakerna till dödband är det första steget mot att lösa positioneringsproblem i pneumatiska automatiseringssystem. 🔍
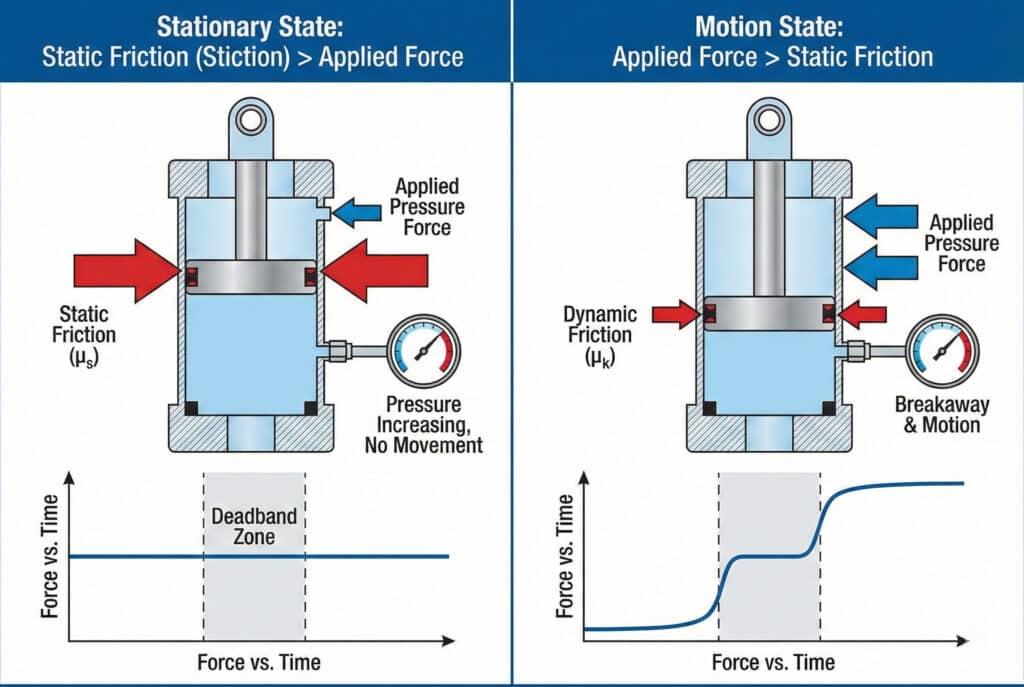
Dödband uppstår främst på grund av skillnaden mellan statisk friktion (vidhäftning) och dynamisk friktion i cylinderförseglingar och lager. När en cylinder är stillastående håller den statiska friktionen den på plats tills den pålagda tryckkraften överskrider denna tröskel, vilket skapar en “död zon” där styrsignalerna inte ger någon rörelse.
Fysiken bakom dödbandet
Dödbandsfenomenet involverar flera sammankopplade faktorer:
- Statisk kontra kinetisk friktion: Statisk friktion (μs) är vanligtvis 20-40% högre än kinetisk friktion (μk), vilket skapar en kraftdiskontinuitet vid nollhastighet.
- Tätningsdesign: O-ringar, U-koppar och andra tätningselement pressas mot cylinderväggarna, med friktionskoefficienter mellan 0,1 och 0,5 beroende på material.
- Luftkompressibilitet: Till skillnad från hydrauliska system använder pneumatiska system komprimerbar luft, som fungerar som en “fjäder” som lagrar energi under dödbandszonen.
- Stick-Slip-effekt2: När brytningen slutligen inträffar frigörs den lagrade pneumatiska energin plötsligt, vilket orsakar överskjutning.
Vanliga faktorer som bidrar till dödband
| Faktor | Inverkan på dödbandet | Typiskt intervall |
|---|---|---|
| Friktion i tätning | Hög | 40-60% av totalt |
| Lagerfriktion | Medium | 20-30% av totalt |
| Kompressibilitet för luft | Medium | 15-25% av totalt |
| Felaktig inriktning | Variabel | 5-20% av totalt |
| Kontaminering | Variabel | 0-15% av totalt |
Jag minns att jag arbetade med en ingenjör vid namn Sarah från en läkemedelsförpackningsanläggning i New Jersey. Hennes stånglösa cylindrar hade ett dödband på 12%, vilket orsakade fel i tabletträkningen. Vi upptäckte att för hårt åtdragna monteringsfästen orsakade felinriktning, vilket ökade hennes dödband med ytterligare 4%. Efter korrekt inriktning och byte till våra Bepto-stånglösa cylindrar med låg friktion minskade hennes dödband till bara 4%. 🎯
Hur minskar friktionskompensation dödbandseffekter?
Friktionskompensation är en systematisk metod för att motverka dödband genom styrstrategier och hårdvarumodifieringar. ⚙️
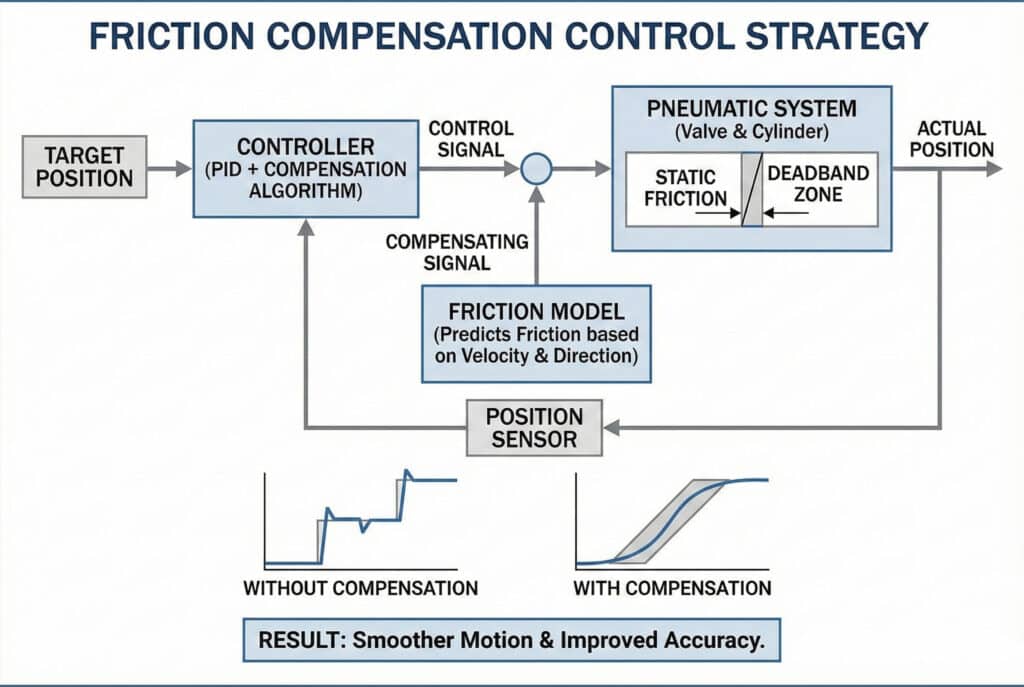
Friktionskompensation fungerar genom att tillämpa ytterligare styrkraft som är särskilt utformad för att övervinna statiska friktionskrafter vid riktningsändringar och rörelser med låg hastighet. Avancerade kompensationsalgoritmer förutsäger friktionskraften baserat på hastighet och riktning och lägger sedan till en kompensationssignal som “fyller i” dödbandszonen, vilket resulterar i jämnare rörelser och bättre positioneringsnoggrannhet.
Kompensationsmekanismer
Det finns tre huvudsakliga metoder för friktionskompensation:
1. Modellbaserad ersättning
Denna metod använder matematiska friktionsmodeller (som LuGre- eller Dahl-modeller3) för att förutsäga friktionskrafter. Styrenheten beräknar den förväntade friktionen baserat på aktuell hastighet och position, och lägger sedan till en feedforward-signal för att kompensera för den.
2. Adaptiv kompensation
Adaptiva algoritmer lär sig friktionsegenskaperna över tid genom att observera systemets beteende. De justerar kontinuerligt kompensationsparametrarna för att upprätthålla optimal prestanda även när tätningar slits eller temperaturen förändras.
3. Injektion av dithersignal
Högfrekventa svängningar med låg amplitud (dither) läggs till styrsignalen för att hålla cylindern i ett tillstånd av mikrorörelse, vilket effektivt minskar den statiska friktionen till dynamiska friktionsnivåer.
Jämförelse av prestanda
| Kompensationsmetod | Dödbandsreducering | Komplexitet i genomförandet | Kostnadspåverkan |
|---|---|---|---|
| Ingen ersättning | 0% (baslinje) | Ingen | Låg |
| Enkel tröskel | 30-40% | Låg | Låg |
| Modellbaserad | 60-75% | Medium | Medium |
| Adaptiv | 70-85% | Hög | Hög |
| Hårdvara + styrning | 80-90% | Medium | Medium |
På Bepto har vi konstruerat våra stavlösa cylindrar med lågfriktionspackningar och precisionslager som i sig minskar dödbandet med 40-50% jämfört med standardcylindrar från OEM-tillverkare. I kombination med korrekt styrkompensation uppnår våra kunder positioneringsnoggrannheter inom ±0,5 mm. 🚀
Vilka är de mest effektiva strategierna för dödbandsersättning?
Valet av rätt kompensationsstrategi beror på dina applikationskrav, budget och tekniska möjligheter. 📊
Den mest effektiva dödbandscompenseringen kombinerar hårdvaruoptimering (komponenter med låg friktion, korrekt smörjning, precisionsjustering) med mjukvarustrategier (feedforward-kompensering, hastighetsobservatörer och adaptiva algoritmer). För industriella tillämpningar ger en hybridlösning med högkvalitativa cylindrar med låg friktion och enkel modellbaserad kompensering vanligtvis det bästa förhållandet mellan kostnad och prestanda, med en dödbandsreduktion på 70–80%.

Praktiska implementeringsstrategier
Lösningar på hårdvarunivå
- Lågfriktionsförseglingar: Polyuretan- eller PTFE-baserade tätningar minskar friktionskoefficienterna med 30–50%.
- Precisionslager: Linjära kullager eller glidlager minimerar friktionen vid sidobelastning.
- Korrekt smörjning: Automatiska smörjsystem upprätthåller jämna friktionsegenskaper
- Kvalitetskomponenter: Premiumcylindrar som våra Bepto-cylindrar utan stång tillverkas med strängare toleranser.
Lösningar på programvarunivå
- Feedforward-kompensation: Lägg till en fast förskjutning vid riktningsändringar
- Hastighetsbaserad kompensation: Skalkompensation med kommenderad hastighet
- Tryckåterkoppling: Använd trycksensorer för att upptäcka och kompensera för friktion i realtid
- Lärande algoritmer: Träna neurala nätverk att förutsäga friktionsmönster
Framgångshistoria från verkligheten
Låt mig berätta om ett fall från förra året. Michael, en styrningsingenjör hos en tillverkare av bildelar i Ohio, hade problem med en pick-and-place-applikation som använde stånglösa cylindrar. Hans positioneringsfel orsakade en kassationsgrad på 5%, vilket kostade företaget över $30 000 per månad. 💰
Vi analyserade hans system och fann följande:
- Originalcylindrarna från OEM hade ett dödband på 14%.
- Ingen friktionskompensation i hans PLC-program
- Felinställning tillförde ytterligare ett 3%-positioneringsfel.
Vår lösning:
- Ersatt med Bepto-cylindrar med låg friktion utan stång (inbyggt dödband på 6%)
- Implementerad enkel hastighetsbaserad feedforward-kompensation
- Korrekt justerade monteringsfästen
Resultat: Positioneringsnoggrannheten förbättrades från ±2,5 mm till ±0,3 mm, kassationsgraden sjönk till 0,41 TP3T och Michaels fabrik sparade 1 TP4T28 000 per månad samtidigt som cykeltiden minskade med 121 TP3T. Han kunde motivera investeringen på bara 6 veckor. 🎉
Hur kan du mäta och kvantifiera dödbandet i ditt system?
Noggranna mätningar är avgörande för att diagnostisera problem och validera kompensationens effektivitet. 🔬
Dödbandet mäts genom att långsamt öka styrsignalen samtidigt som den faktiska cylinderpositionen övervakas. Plotta insignalen mot utgångspositionen för att skapa en hysteresloop4—bredden på denna slinga vid nollhastighet representerar din dödbandsprocent. Professionella mätningar använder linjära kodare eller laserdistanssensorer med en upplösning på 0,01 mm, som registrerar data med en samplingsfrekvens på över 100 Hz för att fånga hela friktionskurvan.
Steg-för-steg-mätningsprotokoll
Utrustningsinställningar:
– Installera en precisionspositionssensor (kodare, LVDT5, eller laser)
– Anslut till datainsamlingssystem (minst 100 Hz samplingsfrekvens)
– Se till att cylindern är ordentligt uppvärmd (kör 20+ cykler)Datainsamling:
– Kommando för långsam triangulär våg (0,1–1 Hz)
– Spela in både insignalen och utgångspositionen
– Upprepa i 3–5 cykler för att säkerställa konsistensen.
– Testa vid olika belastningar om tillämpligt.Analys:
– Plotta inmatning mot utmatning (hysteresiskurva)
– Mät maximal bredd vid nollgenomgång
– Beräkna dödbandet som procentandel av total slaglängd
– Jämför med grundläggande specifikationer
Checklista för diagnostik
| Symptom | Trolig orsak | Rekommenderad åtgärd |
|---|---|---|
| Dödband > 15% | Överdriven friktion i tätningen | Byt tätningar eller uppgradera cylinder |
| Asymmetrisk dödband | Felaktig inriktning | Kontrollera montering och inriktning |
| Ökande dödband över tid | Slitage eller föroreningar | Kontrollera tätningar, lägg till filtrering |
| Temperaturberoende dödband | Smörjningsproblem | Förbättra smörjsystemet |
| Lastberoende dödband | Otillräcklig cylinderstorlek | Öka cylinderns storlek eller minska belastningen |
Bepto's testfördelar
På vår anläggning testar vi varje sats av stavlösa cylindrar på datoriserade testbänkar som mäter dödband, brytkraft och friktionsegenskaper över hela slaget. Vi garanterar att våra cylindrar uppfyller specifikationerna för dödband <6% och vi tillhandahåller testdata med varje leverans. Denna kvalitetssäkring är anledningen till att ingenjörer i Nordamerika, Europa och Asien litar på Bepto som sitt förstahandsval istället för dyra OEM-delar. ✅
När du står inför driftstopp på grund av att en OEM-cylinder är restnoterad i 8 veckor kan vi leverera en kompatibel ersättningscylinder från Bepto inom 48 timmar – med bättre friktionsegenskaper och till en 30–40 % lägre kostnad. Det är fördelen med Bepto.
Slutsats
Dödband behöver inte vara fienden till precisionsautomatisering med pneumatik. Genom att förstå orsakerna till dödband, implementera smarta kompensationsstrategier och välja komponenter av hög kvalitet, såsom Bepto:s specialkonstruerade stånglösa cylindrar, kan du uppnå den positioneringsnoggrannhet som din applikation kräver samtidigt som du minskar kostnaderna och driftstoppen. 🏆
Vanliga frågor om dödband i pneumatiska cylindrar
Vad är acceptabelt dödband för precisionspositioneringsapplikationer?
För precisionsapplikationer bör dödbandet vara mindre än 5% av den totala slaglängden, vilket motsvarar en positioneringsnoggrannhet på ±0,5 mm eller bättre på vanliga industriella cylindrar. Högprecisionsapplikationer som elektronikmontering kan kräva <2% dödband, vilket kan uppnås med högkvalitativa cylindrar med låg friktion och avancerade kompensationsalgoritmer. Standardindustriella applikationer tål vanligtvis 8-10% dödband.
Kan dödbandet elimineras helt i pneumatiska system?
Fullständig eliminering är omöjlig på grund av friktionens grundläggande fysik, men dödbandet kan reduceras till <2% genom optimal hårdvaru- och styrningsdesign. Den praktiska gränsen ligger på cirka 1–21 TP3T på grund av luftkompressibilitet, tätningsmikrofriktion och sensorupplösning. Hydrauliska system kan uppnå lägre dödband på grund av vätskans inkompressibilitet, men pneumatik erbjuder fördelar när det gäller renlighet, kostnad och enkelhet.
Hur påverkar temperaturen dödbandet i pneumatiska cylindrar?
Temperaturförändringar påverkar tätningsmaterialets egenskaper och smörjmedlets viskositet, vilket kan öka dödbandet med 20–50% inom typiska industriella temperaturområden (-10 °C till +60 °C). Kalla temperaturer gör tätningar styvare och smörjmedel tjockare, vilket ökar den statiska friktionen. Adaptiva kompensationsalgoritmer kan ta hänsyn till temperatureffekter genom att justera parametrar baserat på feedback från temperatursensorer.
Varför har stånglösa cylindrar ofta lägre dödband än stångcylindrar?
Stånglösa cylindrar eliminerar stångtätningen, som vanligtvis är den komponent som har högst friktion i konventionella cylindrar, vilket minskar den totala friktionen med 30–40%. Den externa vagnkonstruktionen hos stånglösa cylindrar möjliggör även precisionslinjära lager som ytterligare minimerar friktionen. Det är därför vi på Bepto specialiserar oss på stånglös cylinderteknik – den är helt enkelt överlägsen för applikationer som kräver smidig rörelse och precis positionering.
Hur ofta bör dödbandet mätas och kompenseras?
Den första mätningen bör göras vid idrifttagningen, med regelbundna kontroller var 6–12 månader eller efter 1 miljon cykler, beroende på vilket som inträffar först. Plötsliga ökningar i dödbandet indikerar slitage, föroreningar eller felinställningar som kräver underhåll. Adaptiva kompensationssystem övervakar och justerar kontinuerligt, men manuell verifiering säkerställer att den adaptiva algoritmen inte har avvikit från de optimala inställningarna.
-
Lär dig den grundläggande fysiken bakom den kraft som motverkar den initiala rörelsen hos dina pneumatiska komponenter. ↩
-
Utforska mekaniken bakom den ryckiga rörelsen som uppstår när statisk friktion övergår till kinetisk friktion. ↩
-
Granska detaljerade matematiska ramverk som används av kontrollingenjörer för att simulera och kompensera för friktionsdynamik. ↩
-
Förstå hur du tolkar denna grafiska representation av fördröjningen mellan din insignal och systemets respons. ↩
-
Upptäck hur linjära variabla differentialtransformatorer ger den höga precision i positionsåterkoppling som krävs för noggranna mätningar. ↩
