

Einführung
Ihre Edelstahlzylinder sehen von außen makellos aus – kein Rost, keine sichtbare Korrosion. Dann taucht eines Tages ohne Vorwarnung ein katastrophaler Riss auf und Ihre gesamte Produktionslinie fällt aus. 💥 Das ist keine normale Korrosion, sondern Spannungsrisskorrosion (SCC), ein stiller Killer, der Edelstahl von innen angreift, wenn Chloride, Zugspannung und Temperatur zu einer perfekten Kombination für einen Ausfall zusammenkommen.
Spannungsrisskorrosion (SCC) ist ein Sprödbruchmechanismus, der auftritt, wenn austenitische Edelstähle (304, 316) gleichzeitig Zugspannungen über 30% der Streckgrenze, Chloridkonzentrationen von nur 50 ppm und Temperaturen über 60 °C ausgesetzt sind, wodurch transgranulare oder intergranulare Risse entstehen, die sich ohne sichtbare äußere Korrosion schnell ausbreiten. SCC kann die Lebensdauer von Zylindern von 15–20 Jahren auf 6–18 Monate verkürzen und zu katastrophalen Ausfällen führen, ohne dass vor dem vollständigen Versagen der Struktur Warnzeichen auftreten.
Letzten Sommer erhielt ich einen verzweifelten Anruf von Michelle, der Betriebsleiterin einer Meerwasserentsalzungsanlage an der kalifornischen Küste. Drei ihrer pneumatischen Zylinder aus Edelstahl 316 waren innerhalb von zwei Wochen plötzlich gebrochen, was zu Produktionsausfällen und Sachschäden in Höhe von $180.000 führte. Die Zylinder waren erst 14 Monate alt und wiesen keine äußeren Korrosionsspuren auf. Die metallurgische Analyse ergab klassische Spannungsrisskorrosion – Chloride aus Salznebel waren unter hoher Belastung in die Befestigungsbereiche eingedrungen und hatten Risse ausgelöst, die sich durch die Zylinderwände ausbreiteten. Wir ersetzten ihr System durch Bepto-Duplex-Edelstahlzylinder, die speziell für Chloridbeständigkeit entwickelt wurden, und seit zwei Jahren ist kein weiterer SCC-Ausfall mehr aufgetreten.
Inhaltsübersicht
- Was verursacht Spannungsrisskorrosion in Edelstahlzylindern?
- Wie können Sie Frühwarnzeichen für SCC vor einem Ausfall erkennen?
- Welche Edelstahlsorten bieten eine bessere Beständigkeit gegen Chlorid-SCC?
- Welche Präventionsstrategien funktionieren tatsächlich in chloridhaltigen Umgebungen?
Was verursacht Spannungsrisskorrosion in Edelstahlzylindern?
SCC erfordert das Zusammenspiel von drei Faktoren – fällt einer davon weg, hört das Cracken auf. 🔬
Spannungsrisskorrosion tritt nur auf, wenn drei Bedingungen gleichzeitig vorliegen: (1) anfälliges Material (austenitische Edelstähle wie 304/316), (2) Zugspannung durch Innendruck, Montagebelastungen oder Restschweißspannungen, die 30-40% der Streckgrenze überschreiten, und (3) korrosive Umgebung mit Chloridionen (aus Salzwasser, Reinigungschemikalien oder atmosphärischer Belastung) bei Temperaturen über 60 °C. Die synergistische Wechselwirkung führt zu einer lokalisierten anodischen Auflösung an den Rissspitzen, wodurch sich die Brüche mit einer Geschwindigkeit von 0,1–10 mm/Stunde ausbreiten, bis es zu einem katastrophalen Versagen kommt.
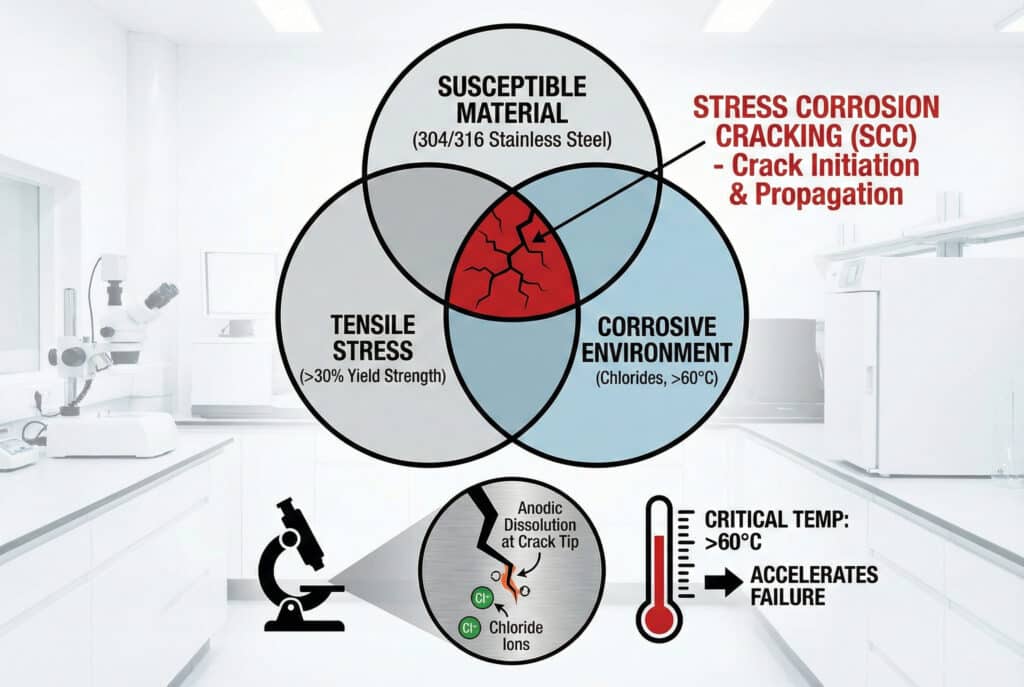
Die drei wesentlichen Faktoren
Faktor 1: Materialempfindlichkeit
Austenitische rostfreie Stähle1 (300er-Serie) sind aufgrund ihrer kubisch-flächenzentrierten Kristallstruktur sehr anfällig für Chlorid-SCC. Die in Pneumatikzylindern am häufigsten verwendeten Sorten sind:
- 304 EdelstahlAm anfälligsten, sollte niemals in chloridhaltigen Umgebungen verwendet werden.
- Edelstahl 316: Etwas besser aufgrund des Molybdängehalts, aber oberhalb von 60 °C weiterhin anfällig.
- 316L (kohlenstoffarm): Geringfügig verbessert, aber nicht immun gegen SCC
Die Chromoxid-Passivschicht2 die normalerweise Edelstahl schützt, wird in Gegenwart von Chloriden instabil, insbesondere an Stellen mit Spannungskonzentration.
Faktor 2: Zugspannung
Pneumatikzylinder sind mehreren Belastungsquellen ausgesetzt:
| Stressquelle | Typische Größenordnung | SCC-Risikostufe |
|---|---|---|
| Innendruck (10 bar) | 20-40% Streckgrenze | Mäßig |
| Vorspannung der Befestigungsschraube | 40-70% Streckgrenze | Hoch |
| Restschweißspannung | 50-90% Streckgrenze | Sehr hoch |
| Wärmeausdehnungsstress | 10-30% Streckgrenze | Gering-Mäßig |
| Stoß-/Schockbelastungen | 30-60% Streckgrenze | Hoch |
Die kritische Schwelle für die Entstehung von SCC liegt bei etwa 30% Streckgrenze. Oberhalb dieses Wertes wird die Entstehung von Rissen immer wahrscheinlicher.
Faktor 3: Chloridumgebung
Chloride können aus überraschenden Quellen stammen:
- Küstenatmosphären: 50–500 ppm Chloride in Salznebel
- Schwimmbäder: 1.000–3.000 ppm durch Chlorung
- Lebensmittelverarbeitung: 500–5.000 ppm aus Salzlösungen, Reinigungslösungen
- Abwasserbehandlung: 100–10.000 ppm aus Abwässern, Industrieabwässern
- Streusalz: 2.000–20.000 ppm bei mobilen Geräten im Winter
- Reinigungschemikalien: 100–1.000 ppm aus chlorhaltigen Desinfektionsmitteln
Selbst “trockene” Küstenluft enthält genügend Chloride, um in Kombination mit Belastung und erhöhten Temperaturen SCC zu verursachen.
Der Mechanismus der Rissausbreitung
Einmal ausgelöst, breiten sich SCC-Risse durch einen sich selbst erhaltenden elektrochemischen Prozess aus:
- RissinitiierungChloride dringen an Stellen mit Spannungskonzentration (Kratzer, Vertiefungen, Schweißzonen) in den Passivfilm ein.
- Anodische AuflösungDas Metall an der Rissspitze wird anodisch und löst sich in der Lösung auf.
- RissfortschrittDer Riss breitet sich senkrecht zur Zugspannung aus.
- WasserstoffversprödungDer bei der Korrosion entstehende Wasserstoff schwächt die Rissspitze zusätzlich.
- Katastrophaler Ausfall: Der Riss erreicht eine kritische Größe und der Zylinder bricht plötzlich.
Das Beängstigende an SCC ist, dass 90% der Lebensdauer des Zylinders für die Rissbildung aufgewendet wird. Sobald sich Risse ausbreiten, kommt es schnell zu einem Versagen – oft innerhalb von Tagen oder Wochen.
Die lokalisierte anodische Auflösung3 an der Rissspitze wird durch die hohe Spannungskonzentration angetrieben, die die Neubildung der Schutzschicht verhindert.
Die entscheidende Rolle der Temperatur
Die Temperatur beschleunigt SCC erheblich:
- Unter 60 °CSCC tritt bei den meisten Chloridkonzentrationen selten auf.
- 60–80 °C: SCC-Initiierungszeit gemessen in Monaten bis Jahren
- 80–100 °C: SCC-Initiierungszeit gemessen in Wochen bis Monaten
- Über 100 °C: SCC-Initiierungszeit gemessen in Tagen bis Wochen
Ich habe mit einem Pharmahersteller in Puerto Rico zusammengearbeitet, dessen Autoklaven in einer Küstenanlage bei 85 °C betrieben wurden. Deren Zylinder aus Edelstahl 316 fielen aufgrund von Spannungsrisskorrosion alle 8 bis 12 Monate aus. Die Kombination aus hohen Temperaturen, chloridhaltigen Reinigungslösungen und zunehmender Belastung schuf perfekte Bedingungen für Spannungsrisskorrosion.
Wie können Sie Frühwarnzeichen für SCC vor einem Ausfall erkennen?
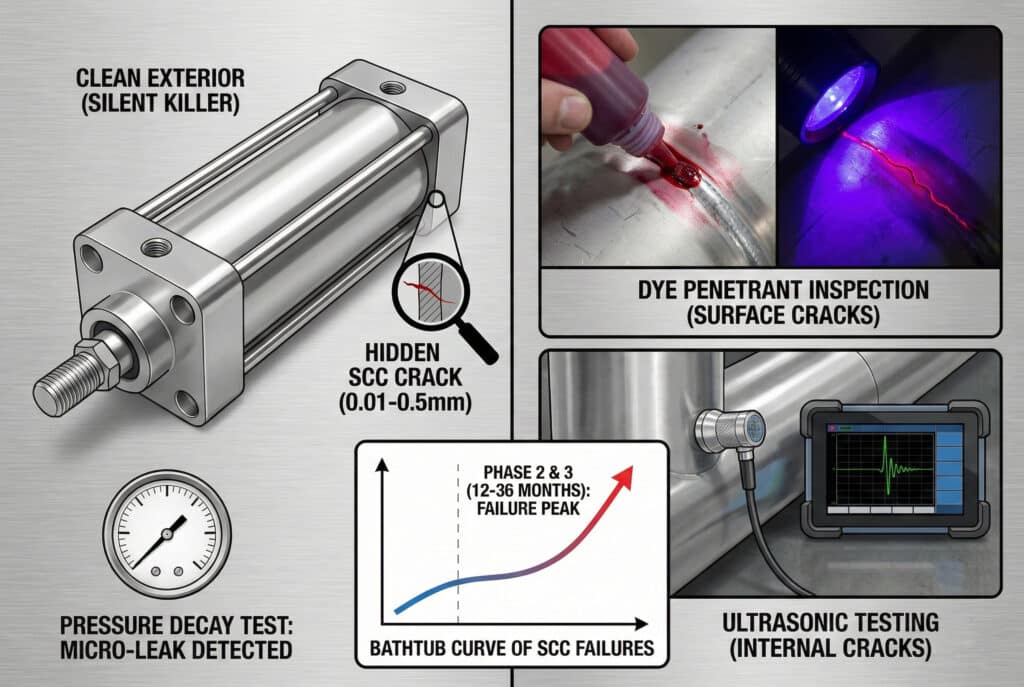
SCC wird als “stiller Killer” bezeichnet, da äußere Anzeichen bis zum katastrophalen Versagen minimal sind. 🔍
Die frühzeitige Erkennung von SCC ist äußerst schwierig, da Risse im Inneren oder an versteckten Stellen wie Befestigungsschnittstellen entstehen, ohne dass äußerlich Korrosion, Lochfraß oder Verfärbungen sichtbar sind. Zu den Warnzeichen gehören unerklärliche Druckabfälle, die auf Mikro-Leckagen durch Haarrisse hindeuten, ungewöhnliche Knack- oder Klickgeräusche während des Betriebs, wenn sich Risse öffnen und schließen, sowie leichtes Tropfen an Schweißnähten oder Befestigungspunkten. Zerstörungsfreie Prüfverfahren wie Farbeindringprüfung, Ultraschallprüfung oder Wirbelstromprüfung können Risse vor dem Versagen erkennen, erfordern jedoch eine Demontage und spezielle Ausrüstung.
Einschränkungen der Sichtprüfung
Im Gegensatz zu allgemeiner Korrosion, die sichtbaren Rost oder Lochfraß verursacht, hinterlässt SCC oft eine makellos aussehende Oberfläche. Die Risse sind typischerweise:
- Extrem fein: 0,01–0,5 mm breit, für das bloße Auge unsichtbar
- Mit Korrosionsprodukten gefüllt: Als schwache Verfärbungslinien erscheinen
- Unter Befestigungsmaterialien versteckt: Beginnen Sie an Schraubenlöchern und Spalten.
- Senkrecht zur Spannung ausgerichtet: Vorhersehbaren Mustern folgen
Hochrisikokontrollzonen:
- BefestigungsbolzenlöcherHöchste Spannungskonzentration
- Wärmeeinflusszonen beim Schweißen: Restspannung und Korngrenzenempfindlichkeit
- Gewindewurzeln: Spannungserhöher mit Spaltkorrosion
- Zylinderendkappen: Druckinduzierte Umfangsspannung
- Dichtungsnuten: Spannungskonzentration durch Dichtungskompression
Leistungsbasierte Indikatoren
Da eine visuelle Erkennung schwierig ist, überwachen Sie diese Leistungsänderungen:
Druckabfallprüfung: Beaufschlagen Sie den Zylinder mit Druck und überwachen Sie den Druckverlust über einen Zeitraum von 24 Stunden. Ein Druckabfall von >2% deutet auf eine Mikro-Leckage durch zu kleine, nicht sichtbare Risse hin.
Akustische Emission: Risse, die sich durch Metall ausbreiten, erzeugen ultraschallakustische Signale. Spezielle Sensoren können das Risswachstum in Echtzeit erkennen, allerdings sind dafür teure Geräte erforderlich.
Zyklus-Zählung-KorrelationWenn Zylinder in ähnlichen Einsatzbereichen bei gleichbleibenden Zykluszahlen ausfallen (z. B. alle bei etwa 500.000 bis 600.000 Zyklen), ist SCC wahrscheinlich der Mechanismus und nicht zufälliger Verschleiß.
Zerstörungsfreie Prüfverfahren
Führen Sie bei kritischen Anwendungen regelmäßige zerstörungsfreie Prüfungen durch:
| NDT-Verfahren | Aufdeckungsfähigkeit | Kosten | Beschränkungen |
|---|---|---|---|
| Farbpenetrant | Oberflächenrisse >0,01 mm | $ | Erfordert Demontage, Zugang zur Oberfläche |
| Magnetpartikel | Oberflächen-/oberflächennahe Risse | $$ | Funktioniert nur bei ferritischen Stählen, nicht bei austenitischen. |
| Ultraschallprüfung | Interne Risse >1 mm | $$$ | Erfordert qualifizierten Techniker, komplexe Geometrie stellt Herausforderung dar |
| Wirbelstrom | Oberflächenrisse, Materialveränderungen | $$$ | Begrenzte Eindringtiefe |
| Radiographie | Interne Risse >2% Wandstärke | $$$$ | Sicherheitsbedenken, teuer |
Bei Bepto empfehlen wir Farbprüfung4 an Befestigungsschnittstellen während der jährlichen Wartung von Zylindern in Umgebungen mit hohem Chloridgehalt. Die Kosten betragen $50-150 pro Zylinder, können jedoch katastrophale Ausfälle verhindern.
Die “Badewannenkurve” der SCC-Ausfälle
SCC-Ausfälle folgen einem vorhersehbaren Muster:
Phase 1 (Monate 0–12): Keine Ausfälle, Risse entstehen, sind jedoch noch nicht kritisch.
Phase 2 (Monate 12–24): Erste Ausfälle treten auf, Rissausbreitung beschleunigt sich
Phase 3 (Monate 24–36)Die Ausfallrate erreicht ihren Höhepunkt, wenn mehrere Einheiten eine kritische Rissgröße erreichen.
Phase 4 (Monate 36+)Die Ausfallrate sinkt, da anfällige Einheiten bereits ausgefallen sind.
Wenn Sie einen SCC-Ausfall feststellen, müssen Sie davon ausgehen, dass innerhalb von 3 bis 6 Monaten weitere Ausfälle folgen werden. Dieser Clustering-Effekt ist charakteristisch für SCC und deutet auf ein systemisches Problem hin, das sofortige Korrekturmaßnahmen erfordert.
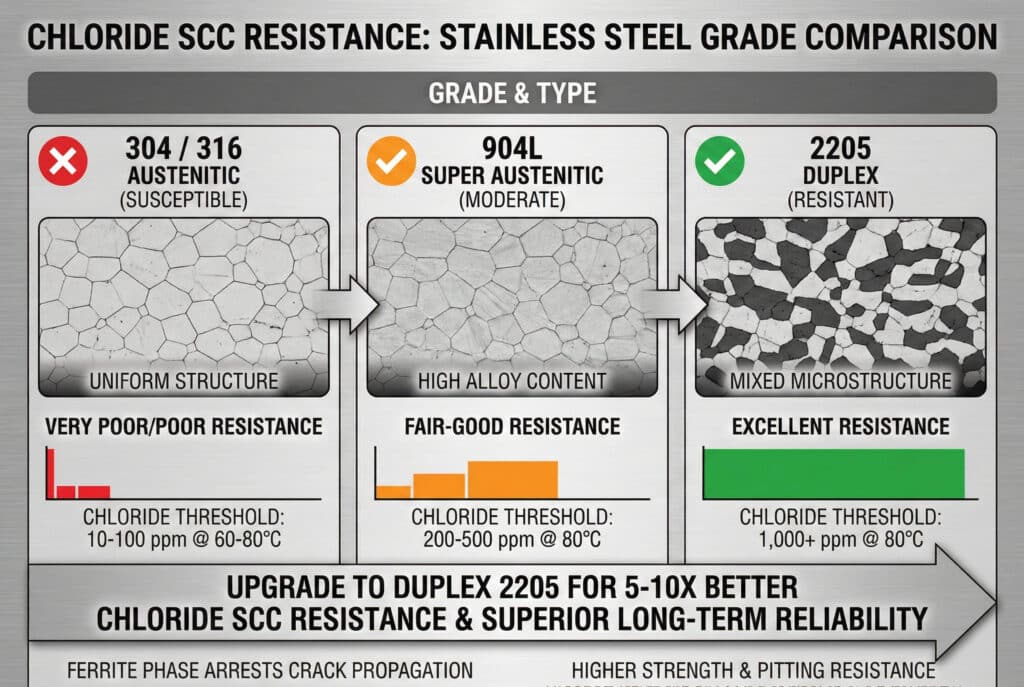
Welche Edelstahlsorten bieten eine bessere Beständigkeit gegen Chlorid-SCC?
Nicht alle Edelstähle sind gleich, wenn Chloride vorhanden sind. 🛡️
Duplex-Edelstähle (2205, 2507) bieten aufgrund ihrer gemischten Ferrit-Austenit-Mikrostruktur eine 5- bis 10-mal bessere Chlorid-SCC-Beständigkeit als austenitische Sorten, mit kritischen Chloridschwellenwerten über 1.000 ppm bei 80 °C im Vergleich zu 50-100 ppm für Edelstahl 316. Superaustenitische Sorten (904L, AL-6XN) mit 6% Molybdän bieten eine mittlere Verbesserung, während ferritische Edelstähle (430, 444) im Wesentlichen immun gegen Chlorid-SCC sind, jedoch eine geringere Festigkeit und Duktilität aufweisen, wodurch sie für pneumatische Hochdruckanwendungen ungeeignet sind.
Vergleich der Edelstahlsorten
| Note | Typ | SCC-Beständigkeit | Chlorid-Schwellenwert | Stärke | Relative Kosten | Verfügbarkeit von Bepto |
|---|---|---|---|---|---|---|
| 304 | Austenitisch | Sehr Schlecht | 10–50 ppm bei 60 °C | Mäßig | $ (Basislinie) | Nicht empfohlen |
| 316 | Austenitisch | Schlecht | 50–100 ppm bei 80 °C | Mäßig | $$ | Standard |
| 316L | Austenitisch | Schlecht-Befriedigend | 75–150 ppm bei 80 °C | Mäßig | $$ | Standard |
| 904L | Super-Austenit | Gut | 200–500 ppm bei 80 °C | Mäßig | $$$$ | Sonderanfertigung |
| 2205 | Duplex | Ausgezeichnet | 1.000+ ppm bei 80 °C | Hoch | $$$ | Premium-Option |
| 2507 | Super-Duplex | Herausragend | 2.000+ ppm bei 100 °C | Sehr hoch | $$$$ | Sonderanfertigung |
| 430 | ferritisch | Immunsystem | K.A. | Gering-Mäßig | $ | Nicht für Zylinder geeignet |
Warum Duplex-Edelstahl überlegen ist
Duplex-Edelstähle5 enthalten in ihrer Mikrostruktur etwa 50% Ferrit und 50% Austenit. Diese Kombination bietet:
SCC-BeständigkeitDie Ferritphase ist im Wesentlichen immun gegen chloridinduzierte Spannungsrisskorrosion, während das Austenit für Duktilität und Zähigkeit sorgt. Risse, die in Austenitkörnern entstehen, werden gestoppt, wenn sie auf Ferritkörner treffen.
Höhere Festigkeit: Duplex-Sorten haben eine um 50-80% höhere Streckgrenze als 316, wodurch bei gleicher Druckstufe dünnere Wände und ein geringeres Gewicht möglich sind.
Bessere KorrosionsbeständigkeitEin höherer Chrom- (22-25%) und Molybdängehalt (3-4%) sorgt für eine hervorragende Beständigkeit gegen Lochfraß und Spaltkorrosion.
Kosten-Wirksamkeit: Duplex-Material kostet zwar 40-60% mehr als 316, aber die verbesserte Leistung führt oft zu niedrigeren Gesamtbetriebskosten durch eine längere Lebensdauer.
Anwendungsbeispiel aus der Praxis
Ich habe kürzlich mit Thomas zusammengearbeitet, der eine Fischverarbeitungsanlage in Maine leitet. Sein Betrieb verwendet Hochdruck-Reinigungssysteme mit chloriertem Wasser bei 70–75 °C – perfekte SCC-Bedingungen. Seine ursprünglichen Zylinder aus Edelstahl 316 fielen alle 10–14 Monate aus, was einschließlich Ausfallzeiten Kosten in Höhe von $8.000–12.000 pro Ausfall verursachte.
Wir haben seine Zylinder durch Bepto 2205 Duplex-Edelstahlzylinder ersetzt. Die Materialkosten waren um 50% höher, aber nach vier Jahren Betrieb ist kein einziger SCC-Ausfall aufgetreten. Seine Gesamtbetriebskosten sanken um 65% im Vergleich zum wiederholten Austausch von 316-Zylindern.
Entscheidungsbaum für die Materialauswahl
Verwenden Sie Edelstahl 316, wenn:
- Chloridbelastung <50 ppm
- Betriebstemperatur <60 °C
- Innenbereich, klimatisierte Umgebung
- Budgetbeschränkungen sind das Hauptanliegen.
Verwenden Sie Duplex 2205, wenn:
- Chloridbelastung 50–1.000 ppm
- Betriebstemperatur 60–100 °C
- Küsten-, Außen- oder Meeresumgebung
- Langfristige Zuverlässigkeit hat Priorität
Verwenden Sie Super Duplex 2507, wenn:
- Chloridbelastung >1.000 ppm
- Betriebstemperatur >100 °C
- Direkter Kontakt mit Meerwasser
- Die Folgen eines Scheiterns sind schwerwiegend.
Alternative Materialien sollten in Betracht gezogen werden, wenn:
- Der Chloridgehalt ist extrem hoch (>5.000 ppm).
- Die Temperatur überschreitet 120 °C.
- Zu den Optionen gehören Zylinder aus Titan, Hastelloy oder mit Polymerauskleidung.
Welche Präventionsstrategien funktionieren tatsächlich in chloridhaltigen Umgebungen?
Vorbeugen ist immer günstiger als ersetzen. 💡
Eine wirksame SCC-Prävention erfordert einen mehrschichtigen Ansatz: Festlegung von SCC-resistenten Werkstoffen (Duplex-Edelstahl oder super-austenitische Sorten), Minimierung der Zugspannung durch geeignete Konstruktion und spannungsentlastende Wärmebehandlung der Schweißnähte, Kontrolle der Umgebung durch Schutzbeschichtungen oder regelmäßiges Spülen mit Süßwasser zur Entfernung von Chloridablagerungen und Temperaturmanagement, um die Oberflächen unter 60 °C zu halten. Die zuverlässigste Strategie kombiniert eine Materialaufwertung mit Umweltkontrolle und reduziert das SCC-Risiko um 95-99% im Vergleich zu Standard-Edelstahl 316 in unkontrollierten Chloridumgebungen.
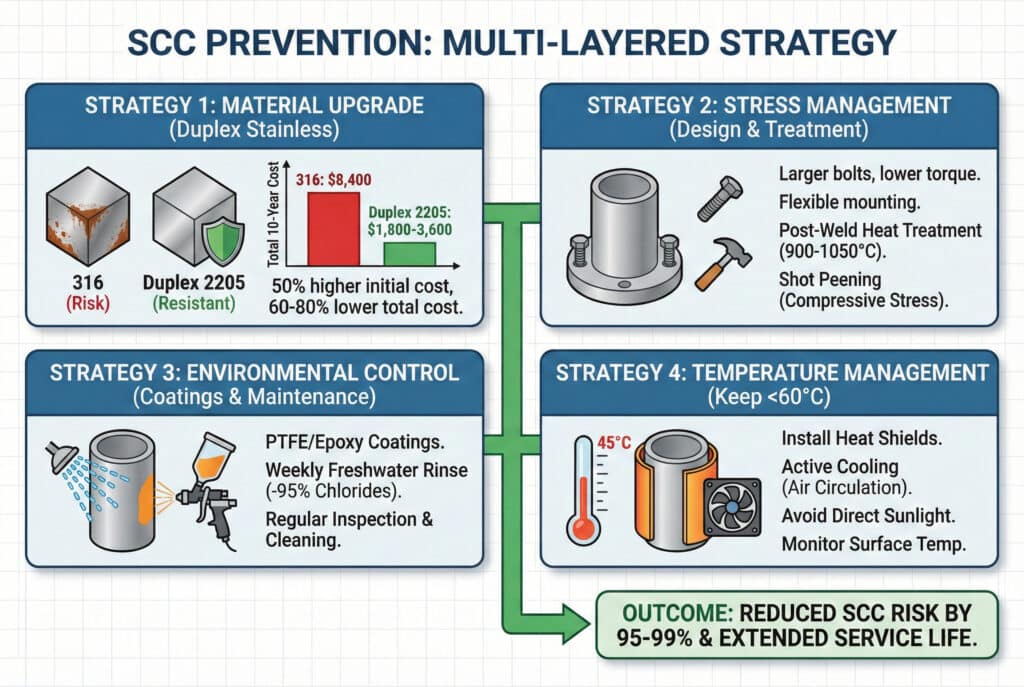
Strategie 1: Materialaufwertung
Die wirksamste Vorbeugung ist die Verwendung von SCC-resistenten Materialien von Anfang an:
Beispiel für eine Kosten-Nutzen-Analyse:
| Szenario | Anfängliche Kosten | Erwartete Lebensdauer | Ausfälle/10 Jahre | Gesamtkosten über 10 Jahre |
|---|---|---|---|---|
| 316 Edelstahl (Basis) | $1,200 | 18 Monate | 6-7 Ersatzteile | $8,400 |
| 316 + Schutzbeschichtung | $1,450 | 30 Monate | 3-4 Ersatzteile | $5,800 |
| Duplex 2205 | $1,800 | 10+ Jahre | 0-1 Ersatz | $1,800-3,600 |
Die Duplex-Option hat höhere Anschaffungskosten, aber niedrigere Gesamtbetriebskosten.
Strategie 2: Stressbewältigung
Zugspannung unter den SCC-Schwellenwert reduzieren:
Designänderungen:
- Verwenden Sie größere Befestigungsschrauben mit geringerem Drehmoment (reduziert die Spannungskonzentration).
- Implementieren Sie flexible Befestigungssysteme, die thermische Ausdehnung berücksichtigen.
- Fügen Sie an stark beanspruchten Übergängen Entlastungsnuten hinzu.
- Geben Sie Shot Peening an, um Druckspannungen an der Oberfläche zu erzeugen (entgegengesetzt zu Zugspannungen).
Wärmebehandlung nach dem Schweißen:
Bei geschweißten Zylindern werden durch eine Spannungsarmglühung bei 900–1050 °C die Restspannungen aus dem Schweißprozess beseitigt. Dies erhöht die Herstellungskosten um 10–151 TP3T, reduziert jedoch das Risiko einer Spannungsrisskorrosion in den Schweißnähten erheblich.
Strategie 3: Umweltkontrolle
Chloride entfernen oder neutralisieren:
Schutzbeschichtungen:
- PTFE-Beschichtungen: Bilden eine Barriere gegen das Eindringen von Chlorid, 0,025–0,050 mm dick
- Epoxidbeschichtungen: Wirtschaftlich, aber weniger haltbar, müssen alle 2–3 Jahre erneuert werden.
- PVD-Beschichtungen: Titannitrid oder Chromnitrid, ausgezeichnete Haltbarkeit, aber teuer
Wartungsprotokolle:
- Wöchentliche Spülung mit Frischwasser zur Entfernung von Chloridablagerungen (reduziert die Chloridkonzentration um 80-95%)
- Monatliche Inspektion und Reinigung von Spalten und Befestigungsschnittstellen
- Vierteljährliche Anwendung von Korrosionsschutzmitteln
Ich habe mit einem Lieferanten für Marina-Ausrüstung in Florida zusammengearbeitet, der ein einfaches wöchentliches Spülprotokoll mit Frischwasser für seine 316er Edelstahlflaschen eingeführt hat. Dieses Wartungsprogramm mit $50/Monat verlängerte die Lebensdauer der Flaschen von 14 Monaten auf über 4 Jahre – eine Kapitalrendite von 10:1.
Strategie 4: Temperaturmanagement
Halten Sie Oberflächen unterhalb der kritischen Schwelle von 60 °C:
- Installieren Sie Hitzeschilde zwischen Zylindern und heißen Geräten.
- Verwenden Sie aktive Kühlung (Luftzirkulation) in geschlossenen Räumen.
- Vermeiden Sie direkte Sonneneinstrahlung auf Außeninstallationen.
- Überwachen Sie Oberflächentemperaturen bei heißem Wetter mit Wärmebildkameras.
Das Bepto-Chlorid-Umweltpaket
Für Kunden in Umgebungen mit hohem Chloridrisiko bieten wir eine umfassende Lösung:
Standardpaket:
- Duplex 2205 Edelstahlkonstruktion
- Kugelgestrahlte Oberflächen für Druckspannung
- PTFE-Beschichtung an Befestigungsschnittstellen
- Befestigungsmaterial aus Edelstahl mit Anti-Seize-Paste
- Installations- und Wartungsrichtlinien
Premium-Paket:
- Super-Duplex-Edelstahl 2507
- Spannungsarm geschweißt
- Vollständige PTFE-Außenbeschichtung
- Korrosionsüberwachungssensoren
- 5 Jahre Garantie gegen SCC-Ausfall
Das Premium-Paket kostet 80-100% mehr als Standard-316-Zylinder, aber wir haben in über 6 Jahren bei mehr als 500 Installationen in Küsten- und Meeresumgebungen keine SCC-Ausfälle verzeichnet.
Inspektions- und Überwachungsprogramm
Für bestehende 316-Installationen, die nicht sofort ersetzt werden können:
Monatlich: Sichtprüfung auf Verfärbungen, Auslaufen oder Oberflächenveränderungen
Vierteljährlich: Farbeindringprüfung an hochbeanspruchten Stellen
JährlichUltraschall-Dickenmessung zur Erkennung innerer Risse
KontinuierlichDrucküberwachung bei unerklärlichem Zerfall
Dieses Programm kostet jährlich $200-400 pro Zylinder, kann jedoch SCC vor einem katastrophalen Ausfall erkennen, sodass ein geplanter Austausch anstelle von Notabschaltungen möglich ist.
Schlussfolgerung
Spannungsrisskorrosion in chloridhaltigen Umgebungen ist vorhersehbar, vermeidbar und durch eine fundierte Materialauswahl, Spannungskontrolle und Umweltmanagement beherrschbar. Das Verständnis des Drei-Faktoren-Mechanismus ermöglicht es Ihnen, Systeme zu entwickeln, die selbst unter den härtesten Bedingungen an Küsten und in der chemischen Verarbeitung eine zuverlässige Langzeitleistung bieten. 🌊
Häufig gestellte Fragen zu Spannungsrisskorrosion in Edelstahlflaschen
F: Können Spannungsrisskorrosionsrisse repariert werden oder muss der Zylinder immer ausgetauscht werden?
SCC-Risse können nicht zuverlässig repariert werden – sobald Risse entstehen, bleibt der betroffene Bereich anfällig und es kommt auch nach dem Schweißen oder Ausbessern erneut zu Rissen. Schweißreparaturen verschlimmern das Problem sogar noch, da sie neue Restspannungen und Wärmeeinflusszonen verursachen. Der einzig sichere Ansatz ist der vollständige Austausch des Zylinders durch ein SCC-beständiges Material. Reparaturversuche bergen Haftungsrisiken, da SCC-Ausfälle plötzlich und katastrophal sind und zu Verletzungen oder Sachschäden führen können.
F: Wie schnell kann SCC vom Beginn bis zum katastrophalen Versagen fortschreiten?
Der SCC-Zeitraum variiert stark je nach den Bedingungen: In extremen Umgebungen (hoher Chloridgehalt, hohe Beanspruchung, hohe Temperaturen) kann es 2 bis 6 Monate nach Rissbildung zu einem katastrophalen Versagen kommen; unter moderaten Bedingungen sind es 6 bis 18 Monate; unter Grenzbedingungen 1 bis 3 Jahre. Der entscheidende Faktor ist, dass 80–90 % der Lebensdauer eines Zylinders für die Rissbildung aufgewendet werden – sobald sich Risse ausbreiten, kommt es schnell zu einem Versagen. Aus diesem Grund sind regelmäßige Inspektionen nur dann wirksam, wenn sie in Umgebungen mit hohem Risiko sehr häufig (monatlich oder noch öfter) durchgeführt werden.
F: Beeinflusst regelmäßige Nutzung oder Stillstand die Anfälligkeit für SCC?
SCC schreitet unter stagnierenden Bedingungen tatsächlich schneller voran, da sich Chloride in Spalten und unter Ablagerungen konzentrieren, wenn die Anlagen stillstehen. Der regelmäßige Betrieb mit Frischwasserspülung hilft, Chloridansammlungen zu entfernen. Allerdings beschleunigt der Hochzyklusbetrieb bei erhöhten Temperaturen SCC durch thermische Effekte. Das schlimmste Szenario ist der intermittierende Betrieb, bei dem die Anlagen unter chloridverseuchten Bedingungen stillstehen und dann bei hohen Temperaturen betrieben werden – dies kombiniert Chloridkonzentration mit thermischer Aktivierung.
F: Gibt es Warnzeichen in der Druckluftqualität, die auf eine Chloridverunreinigung hindeuten könnten?
Ja – wenn Ihr Druckluftsystem Anzeichen von innerer Korrosion aufweist (Rostpartikel in Filtern, korrodierte Luftleitungen), können Chloride aus der atmosphärischen Ansaugung in Küstengebieten oder aus verunreinigtem Kühlwasser in Nachkühlern von Luftkompressoren vorhanden sein. Die Prüfung der Druckluft auf Chloridgehalt kostet $100-200 und kann dieses versteckte Risiko aufdecken. ISO 8573-1 Klasse 2 oder besser für Feststoffpartikel und Klasse 3 oder besser für den Wassergehalt tragen dazu bei, den Chlortransport durch pneumatische Systeme zu minimieren.
F: Warum halten einige Zylinder aus Edelstahl 316 jahrelang, während andere in ähnlichen Umgebungen schnell versagen?
Geringfügige Abweichungen beim Spannungsniveau, der lokalen Chloridkonzentration und der Temperatur führen zu dramatisch unterschiedlichen SCC-Zeiträumen. Ein Zylinder, der mit einem etwas höheren Anzugsmoment (höhere Spannung) montiert wurde, kann nach 12 Monaten versagen, während eine benachbarte Einheit mit geringerer Befestigungsspannung 5 Jahre lang hält. Mikroklimavariationen – ein Zylinder in direktem Sonnenlicht (wärmer) gegenüber einem anderen im Schatten – führen zu unterschiedlichen Ausfallraten. Diese Variabilität ist charakteristisch für SCC und macht es so gefährlich: Man kann nicht vorhersagen, welcher Zylinder als nächstes versagen wird, sondern nur, dass es unter den richtigen Bedingungen zu Ausfällen bei anfälligen Materialien kommen wird.
-
Erfahren Sie mehr über die Kristallstruktur und Eigenschaften von austenitischen Edelstählen. ↩
-
Entdecken Sie, wie Chloridionen mit der schützenden Chromoxid-Passivschicht auf Edelstahl interagieren. ↩
-
Untersuchen Sie den elektrochemischen Prozess der lokalisierten anodischen Auflösung an der Spitze sich ausbreitender Risse. ↩
-
Verstehen Sie die Standardverfahren und Anwendungen der Farbeindringprüfung zur Risserkennung. ↩
-
Lesen Sie einen ausführlichen Leitfaden darüber, wie die zweiphasige Mikrostruktur von Duplex-Edelstahl die Ausbreitung von Rissen verhindert. ↩
