

Λειτουργείτε μια κρίσιμη γραμμή παραγωγής όταν ξαφνικά, ο πνευματικός σας κύλινδρος αρχίζει να διαρρέει αέρα με έναν χαρακτηριστικό ήχο σφυρίγματος. 😰 Μέσα σε λίγες ώρες, ο κύλινδρος χάνει εντελώς την πίεση, αναγκάζοντας σε απρογραμμάτιστη διακοπή λειτουργίας. Όταν αποσυναρμολογείτε τη μονάδα, ανακαλύπτετε ότι η στεγανοποίηση έχει μασηθεί κατά μήκος της μιας άκρης - ένα φαινόμενο που ονομάζουμε “τσιμπήματα στεγανοποίησης” ή “ζημιά εξώθησης1.” Αυτός ο απογοητευτικός τρόπος αστοχίας κοστίζει στους κατασκευαστές εκατομμύρια ετησίως σε χρόνο διακοπής λειτουργίας και σε πρόωρη αντικατάσταση της φλάντζας.
Το τσίμπημα της στεγανοποίησης συμβαίνει όταν η πίεση του συστήματος πιέζει το υλικό της στεγανοποίησης στο διάκενο διακένου μεταξύ κινούμενων και ακίνητων εξαρτημάτων, προκαλώντας την τσίμπημα, το σχίσιμο ή την εξώθηση της άκρης της στεγανοποίησης. Αυτή η αστοχία προκύπτει από την αλληλεπίδραση μεταξύ της πίεσης λειτουργίας, των διαστάσεων του διακένου, της σκληρότητας της τσιμούχας και της δυναμικής κίνησης - με πρωταρχικούς υπαίτιους το υπερβολικό διάκενο και την υψηλή πίεση. Η κατανόηση αυτής της αλληλεπίδρασης είναι απαραίτητη για την πρόληψη της πρόωρης αστοχίας της τσιμούχας και την παράταση της διάρκειας ζωής του κυλίνδρου.
Δεν θα ξεχάσω ποτέ το τηλεφώνημα που δέχτηκα από την Τζένιφερ, υπεύθυνη παραγωγής σε μονάδα επεξεργασίας τροφίμων στο Ουισκόνσιν. Η γραμμή συσκευασίας της είχε παρουσιάσει πέντε βλάβες σφραγίδων σε τρεις μήνες, κάθε μία από τις οποίες απαιτούσε 4-6 ώρες διακοπής λειτουργίας για αντικατάσταση. Ο οικονομικός αντίκτυπος ήταν συγκλονιστικός - πάνω από $80.000 σε χαμένη παραγωγή, χωρίς να υπολογίζονται τα ανταλλακτικά. Όταν το ερευνήσαμε, ανακαλύψαμε μια κλασική περίπτωση τσιμπήματος της φλάντζας που προκλήθηκε από φθαρμένες οπές κυλίνδρων που είχαν αυξήσει το διάκενο διακένου πέρα από τα αποδεκτά όρια.
Πίνακας περιεχομένων
- Τι ακριβώς είναι το τσιμπήματα της φώκιας και πώς συμβαίνουν;
- Πώς αλληλεπιδρούν η πίεση και το κενό διακένου για να προκαλέσουν ζημιά στη στεγανοποίηση;
- Ποια είναι τα προειδοποιητικά σημάδια της φραγής της φώκιας πριν από την πλήρη αποτυχία;
- Πώς μπορείτε να αποτρέψετε το τσίμπημα της στεγανοποίησης στα πνευματικά σας συστήματα;
Τι ακριβώς είναι το τσιμπήματα της φώκιας και πώς συμβαίνουν;
Το τσίμπημα της τσιμούχας είναι ένας από τους πιο συνηθισμένους, αλλά προλήψιμους τρόπους αστοχίας στους πνευματικούς κυλίνδρους. 🔧
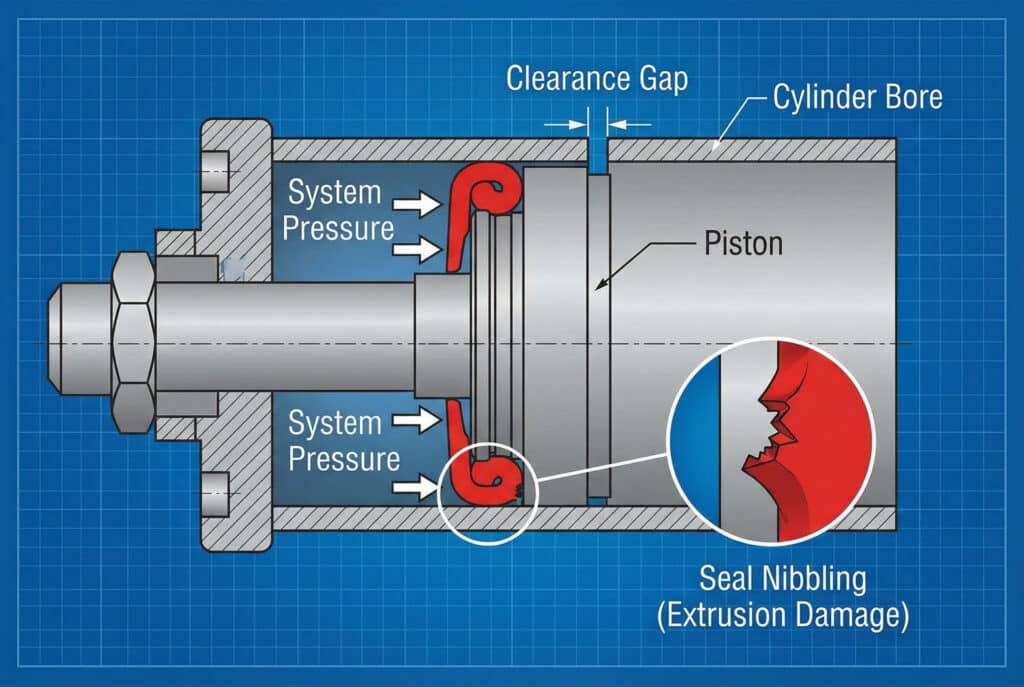
Το τσίμπημα της φλάντζας, που ονομάζεται επίσης ζημιά εξώθησης ή μάσημα της φλάντζας, είναι ένας μηχανισμός αστοχίας όπου το υλικό της φλάντζας πιέζεται στο διάκενο διακένου μεταξύ του εμβόλου και της οπής του κυλίνδρου υπό την πίεση του συστήματος, προκαλώντας προοδευτική ζημιά στην άκρη της φλάντζας. Η ζημιά εμφανίζεται ως ραβδωτές άκρες, κομμάτια που λείπουν ή μια μασημένη εμφάνιση κατά μήκος της εξωτερικής διαμέτρου της φλάντζας, οδηγώντας τελικά σε διαρροή και πλήρη αστοχία της φλάντζας.

Η μηχανική διαδικασία πίσω από το Nibbling
Όταν λειτουργεί ένας πνευματικός κύλινδρος, η στεγανοποίηση πρέπει να διατηρεί επαφή μεταξύ του κινούμενου εμβόλου και της σταθερής οπής του κυλίνδρου. Υπό ιδανικές συνθήκες, η τσιμούχα παραμένει συμπιεσμένη μέσα στην αυλάκωση της, δημιουργώντας ένα αποτελεσματικό φράγμα έναντι της πίεσης. Ωστόσο, όταν η πίεση του συστήματος αυξάνεται, ασκεί δύναμη στο υλικό της στεγανοποίησης, προσπαθώντας να το σπρώξει σε κάθε διαθέσιμο χώρο.
Το διάκενο διακένου - ο μικρός χώρος μεταξύ εμβόλου και οπής - γίνεται ο δρόμος της μικρότερης αντίστασης. Εάν αυτό το διάκενο είναι πολύ μεγάλο σε σχέση με τη σκληρότητα της τσιμούχας και την πίεση λειτουργίας, το υλικό της τσιμούχας αρχίζει να εξωθείται μέσα στο διάκενο. Καθώς το έμβολο κινείται, το εξηλασμένο τμήμα συμπιέζεται μεταξύ των μεταλλικών επιφανειών, προκαλώντας μηχανική βλάβη.
Προοδευτικά στάδια βλάβης
Το τσιμπολόγημα της φώκιας δεν συμβαίνει αμέσως, αλλά εξελίσσεται μέσα από διακριτά στάδια:
- Αρχική εξώθηση: Μικρά τμήματα του υλικού σφράγισης αρχίζουν να προεξέχουν μέσα στο διάκενο
- Επιφανειακή ζημιά: Το εξηλασμένο υλικό φθείρεται ή σχίζεται κατά τη διάρκεια της κίνησης του εμβόλου
- Προοδευτική υποβάθμιση: Οι επαναλαμβανόμενοι κύκλοι επιδεινώνουν τη ζημιά, δημιουργώντας μεγαλύτερα σχισμένα τμήματα
- Καταστροφική αποτυχία: Η σφραγίδα χάνει εντελώς την ικανότητα στεγανοποίησης, προκαλώντας ταχεία απώλεια πίεσης.
Στην περίπτωση της Τζένιφερ, μπορέσαμε να δούμε όλα αυτά τα στάδια όταν εξετάσαμε τις αποτυχημένες σφραγίδες της υπό μεγέθυνση. Το μοτίβο της βλάβης έδειχνε ξεκάθαρα την ιστορία της προοδευτικής εξώθησης σε χιλιάδες κύκλους.
Κοινές τοποθεσίες για ζημιές από τσιμπήματα
| Τύπος σφράγισης | Τυπική θέση τσιμπήματος | Πρωταρχική αιτία |
|---|---|---|
| Σφραγίδες εμβόλου | Εξωτερική διάμετρος άκρου | Υψηλή πίεση που ωθεί το υλικό προς την οπή |
| Σφραγίδες ράβδου | Εσωτερική διάμετρος ακμής | Διαφορά πίεσης στη διεπιφάνεια ράβδου |
| Φορέστε δαχτυλίδια | Κορυφαία άκρη | Ανεπαρκής στήριξη που επιτρέπει την εκτροπή |
| Δακτύλιοι Ο (δυναμικοί) | Και οι δύο άκρες | Ανεπαρκής σχεδιασμός αυλακιού ή υπερβολικό διάκενο |
Πώς αλληλεπιδρούν η πίεση και το κενό διακένου για να προκαλέσουν ζημιά στη στεγανοποίηση;
Η σχέση μεταξύ της πίεσης και του διακένου είναι ο κρίσιμος παράγοντας για το τσίμπημα της φλάντζας. 📊
Η πίεση του συστήματος και το διάκενο του διακένου λειτουργούν μαζί σε πολλαπλασιαστική σχέση: η υψηλότερη πίεση αυξάνει τη δύναμη εξώθησης στη στεγανοποίηση, ενώ το μεγαλύτερο διάκενο παρέχει περισσότερο χώρο για τη στεγανοποίηση. Όταν η δύναμη εξώθησης υπερβαίνει την αντίσταση του υλικού της τσιμούχας στην παραμόρφωση -που καθορίζεται από τη σκληρότητα και το μέτρο ελαστικότητας-, αρχίζει η ζημιά από το τσίμπημα. Μια τσιμούχα που λειτουργεί τέλεια στα 100 PSI με διάκενο 0,005″ μπορεί να αστοχήσει γρήγορα στα 150 PSI ή με διάκενο 0,010″.
Η Φυσική της εξώθησης σφραγίδων
Η δύναμη που προσπαθεί να εξωθήσει μια στεγανοποίηση στο διάκενο διακένου είναι ευθέως ανάλογη της διαφοράς πίεσης κατά μήκος της στεγανοποίησης και της εκτεθειμένης επιφάνειας της στεγανοποίησης. Η δύναμη αυτή πρέπει να υπερνικήσει την αντίσταση του υλικού της σφράγισης, η οποία εξαρτάται από:
- Σκληρότητα υλικού: Μετράται σε Shore A σκληρόμετρο2 (συνήθως 70-95 για πνευματικές σφραγίδες)
- Μέτρο ελαστικότητας3: Η δυσκαμψία και η αντίσταση του υλικού στην παραμόρφωση
- Θερμοκρασία: Οι υψηλότερες θερμοκρασίες μαλακώνουν τα ελαστομερή, μειώνοντας την αντοχή στην εξώθηση
- Γεωμετρία σφραγίδας: Οι εφεδρικοί δακτύλιοι και τα ειδικά προφίλ στεγανοποίησης παρέχουν πρόσθετη στήριξη
Κρίσιμα κατώφλια απομάκρυνσης
Τα βιομηχανικά πρότυπα παρέχουν καθοδήγηση σχετικά με τις μέγιστες αποδεκτές αποστάσεις με βάση την πίεση:
| Πίεση λειτουργίας | Μέγιστη διατομική απόσταση | Συνιστώμενη σκληρότητα σφράγισης |
|---|---|---|
| 0-500 PSI | 0.005-0.007″ | 70-80 Shore A |
| 500-1500 PSI | 0.003-0.005″ | 80-90 Shore A |
| 1500-3000 PSI | 0.002-0.003″ | 90-95 Shore A + εφεδρικός δακτύλιος |
| Πάνω από 3000 PSI | 0.001-0.002″ | 90-95 Shore A + διπλοί εφεδρικοί δακτύλιοι |
Όταν συνεργάστηκα με τον Marcus, έναν μηχανικό συντήρησης σε ένα εργοστάσιο συναρμολόγησης αυτοκινήτων στο Οχάιο, ανακαλύψαμε ότι οι κύλινδροι του λειτουργούσαν σε πίεση 180 PSI με αποστάσεις που είχαν φθαρεί στα 0,012″ - περισσότερο από το διπλάσιο του συνιστώμενου μέγιστου. Δεν είναι περίεργο που οι τσιμούχες του αποτυγχάνουν κάθε λίγες εβδομάδες!
Επιδράσεις της θερμοκρασίας στη σχέση πίεσης-διαύγειας
Η θερμοκρασία επηρεάζει σημαντικά την απόδοση της στεγανοποίησης. Οι περισσότερες ελαστομερείς τσιμούχες χάνουν περίπου 2-3 μονάδες σκληρότητας Shore A για κάθε 10°C αύξηση της θερμοκρασίας. Στην εφαρμογή επεξεργασίας τροφίμων της Jennifer, οι κύλινδροι λειτουργούσαν σε περιβάλλον 40°C, μειώνοντας αποτελεσματικά τις σφραγίδες της 80 Shore A σε περίπου 68 Shore A, καθιστώντας τες πολύ πιο ευάλωτες σε εξώθηση.
Συνιστούμε τη μετάβαση σε σφραγίδες 90 Shore A με PTFE4 εφεδρικούς δακτυλίους, οι οποίοι βελτίωσαν δραματικά τη διάρκεια ζωής της φώκιας από 3 μήνες σε πάνω από 18 μήνες.
Επιδράσεις δυναμικής έναντι στατικής πίεσης
Το τσιμπολόγημα της φώκιας είναι πρωτίστως ένα δυναμικό φαινόμενο. Η στατική πίεση από μόνη της σπάνια προκαλεί τσίμπημα, επειδή η στεγανοποίηση έχει χρόνο να προσαρμοστεί στο διάκενο χωρίς μετακίνηση. Ωστόσο, όταν το έμβολο κινείται υπό πίεση, η τσιμούχα πρέπει να ολισθαίνει ενώ ταυτόχρονα αντιστέκεται στην εξώθηση - μια πολύ πιο απαιτητική κατάσταση.
Οι αιχμές πίεσης κατά τις γρήγορες αλλαγές κατεύθυνσης ή τις στάσεις έκτακτης ανάγκης δημιουργούν τις πιο σοβαρές συνθήκες. Αυτές οι παροδικές πιέσεις μπορεί να είναι 2-3 φορές υψηλότερες από την κανονική πίεση λειτουργίας, προκαλώντας ξαφνική βλάβη στην εξώθηση ακόμη και σε συστήματα με αποδεκτές στατικές αποστάσεις.
Ποια είναι τα προειδοποιητικά σημάδια της φραγής της φώκιας πριν από την πλήρη αποτυχία;
Η έγκαιρη ανίχνευση της αποκόλλησης της φλάντζας μπορεί να αποτρέψει καταστροφικές βλάβες και δαπανηρές διακοπές λειτουργίας. 🔍
Τα προειδοποιητικά σημάδια της αποκόλλησης της φλάντζας περιλαμβάνουν σταδιακή απώλεια πίεσης σε πολλαπλούς κύκλους, ορατή διαρροή αέρα από τις φλάντζες κατά τη λειτουργία, αυξημένο χρόνο κύκλου του κυλίνδρου λόγω απώλειας πίεσης, ασυνήθιστο θόρυβο κατά την κίνηση του εμβόλου και ορατά σωματίδια υλικού της φλάντζας στον αέρα εξαγωγής ή στις επιφάνειες των ράβδων. Η παρακολούθηση αυτών των δεικτών επιτρέπει την προγραμματισμένη συντήρηση προτού η πλήρης αστοχία της τσιμούχας προκαλέσει απρογραμμάτιστη διακοπή λειτουργίας.

Δείκτες υποβάθμισης επιδόσεων
Τα πρώτα σημάδια του τσιμπήματος της φώκιας εμφανίζονται ως ανεπαίσθητες αλλαγές στις επιδόσεις:
- Χρόνος κύκλου ερπυσμού: Ο κύλινδρος χρειάζεται προοδευτικά περισσότερο χρόνο για να ολοκληρώσει τη διαδρομή του
- Αύξηση των απαιτήσεων πίεσης: Απαιτείται μεγαλύτερη πίεση αέρα για να επιτευχθεί η ίδια δύναμη
- Μετατόπιση θέσης: Ο κύλινδρος δεν κρατάει τη θέση του τόσο σταθερά υπό φορτίο
- Ασυνεπής ταχύτητα: Η ταχύτητα διαδρομής ποικίλλει από κύκλο σε κύκλο
Αυτά τα συμπτώματα υποδεικνύουν ότι η στεγανοποίηση έχει αρχίσει να διαρρέει εσωτερικά, επιτρέποντας στον αέρα υπό πίεση να παρακάμψει το έμβολο. Σε πολλές περιπτώσεις, αυτό συμβαίνει εβδομάδες πριν εμφανιστεί η ορατή εξωτερική διαρροή.
Οπτικά και ηχητικά στοιχεία
Οι πιο προφανείς δείκτες περιλαμβάνουν:
- Ήχοι συριγμού: Ο αέρας που διαφεύγει από τις κατεστραμμένες σφραγίδες δημιουργεί χαρακτηριστικό θόρυβο
- Ορατή διαρροή: Ρεύματα αέρα ορατά στις σφραγίδες ράβδων ή στα ακραία καπάκια
- Ομίχλη λαδιού: Στα λιπαντικά συστήματα, εμφανίζονται σταγονίδια λαδιού στον αέρα εξαγωγής
- Συσσώρευση θραυσμάτων: Μαύρα σωματίδια καουτσούκ συγκεντρώνονται στη ράβδο ή γύρω από τις θύρες
Τεχνικές επιθεώρησης
Η τακτική επιθεώρηση μπορεί να εντοπίσει εγκαίρως τις ζημιές που προκαλούνται από το τσίμπημα:
- Εξέταση της επιφάνειας της ράβδου: Ψάξτε για μαύρες ραβδώσεις ή εναποθέσεις καουτσούκ στη ράβδο.
- Δοκιμή αποσύνθεσης πίεσης: Μετρήστε πόσο γρήγορα χάνει πίεση ο κύλινδρος όταν απομονώνεται
- Χρονισμός εγκεφαλικού επεισοδίου: Σύγκριση των τρεχόντων χρόνων κύκλου με τις βασικές μετρήσεις
- Επιθεώρηση του αέρα εξάτμισης: Ελέγξτε για ομίχλη λαδιού ή σωματίδια καουτσούκ στην εξάτμιση
Στην Bepto Pneumatics, συνιστούμε την εφαρμογή μιας απλής δοκιμής αποσύνθεσης πίεσης ως μέρος της συνήθους συντήρησης. Πιεστείτε τον κύλινδρο, κλείστε τη βαλβίδα παροχής και μετρήστε την απώλεια πίεσης σε διάστημα 60 δευτερολέπτων. Μια απώλεια που υπερβαίνει τα 5 PSI τυπικά υποδεικνύει υποβάθμιση της στεγανοποίησης.
Ευκαιρίες προληπτικής συντήρησης
| Μέθοδος παρακολούθησης | Στάδιο ανίχνευσης | Κόστος εφαρμογής | Αποτελεσματικότητα |
|---|---|---|---|
| Οπτική επιθεώρηση | Αργά (ορατή ζημιά) | Χαμηλή | Μέτρια |
| Δοκιμή αποσύνθεσης πίεσης | Μέτρια (απώλεια επιδόσεων) | Χαμηλή | Υψηλή |
| Παρακολούθηση του χρόνου κύκλου | Πρώιμη (αρχική υποβάθμιση) | Μεσαίο | Πολύ υψηλή |
| Ακουστική παρακολούθηση | Μέτρια (ακουστική διαρροή) | Μεσαίο | Υψηλή |
| Ανάλυση κραδασμών | Early (αλλαγές τριβής) | Υψηλή | Πολύ υψηλή |
Πώς μπορείτε να αποτρέψετε το τσίμπημα της στεγανοποίησης στα πνευματικά σας συστήματα;
Η πρόληψη είναι πάντα πιο αποδοτική από την αντιδραστική συντήρηση. 🛡️
Η αποτροπή του τσιμπήματος των σφραγίδων απαιτεί μια ολοκληρωμένη προσέγγιση: διατήρηση των κατάλληλων αποστάσεων με την έγκαιρη αντικατάσταση εξαρτημάτων, επιλογή των κατάλληλων υλικών και σκληρότητας των σφραγίδων για το εύρος πίεσης, χρήση εφεδρικών δακτυλίων ή διατάξεων κατά της εξώθησης σε εφαρμογές υψηλής πίεσης, έλεγχος των αιχμών πίεσης με τον κατάλληλο σχεδιασμό του συστήματος και εφαρμογή πρωτοκόλλων τακτικής επιθεώρησης. Τα ποιοτικά εξαρτήματα αντικατάστασης από προμηθευτές όπως η Bepto Pneumatics εξασφαλίζουν σταθερές αποστάσεις και σωστές προδιαγραφές στεγανοποίησης.

Βέλτιστες πρακτικές σχεδιασμού και προδιαγραφών
Η πρόληψη ξεκινά από το στάδιο του σχεδιασμού:
- Σωστή προδιαγραφή διάκενου: Εξασφαλίστε ότι οι ανοχές της οπής και του εμβόλου διατηρούν τα αποδεκτά διάκενα
- Κατάλληλη επιλογή σφραγίδων: Αντιστοιχίστε τη σκληρότητα της σφράγισης με τη μέγιστη πίεση λειτουργίας
- Εφαρμογή δακτυλίου αντιγράφων ασφαλείας: Χρησιμοποιήστε εφεδρικούς δακτυλίους PTFE ή πολυουρεθάνης για πιέσεις άνω των 1000 PSI
- Σχεδιασμός αυλακώσεων στεγανοποίησης: Εξασφαλίστε επαρκές βάθος και πλάτος αυλακιού για τη στήριξη της στεγανοποίησης.
Όταν ο Marcus αναβάθμισε τους κυλίνδρους της γραμμής συναρμολόγησης αυτοκινήτων, συνεργαστήκαμε για να καθορίσουμε έμβολα με αυστηρότερες ανοχές και στεγανοποιήσεις με ενσωματωμένους εφεδρικούς δακτυλίους. Αυτός ο συνδυασμός εξάλειψε τις επαναλαμβανόμενες αποτυχίες του από το τσίμπημα.
Οδηγίες επιλογής υλικού
Η επιλογή του σωστού υλικού στεγανοποίησης είναι κρίσιμη:
- Νιτρίλιο (NBR): Καλό υλικό γενικής χρήσης, 70-90 Shore A, κατάλληλο για 150 PSI
- Πολυουρεθάνη (PU): Εξαιρετική αντοχή στη φθορά, 85-95 Shore A, κατάλληλο για 2000 PSI
- Σύνθετα υλικά PTFE: Εξαιρετική αντοχή στην εξώθηση, κατάλληλη για υψηλή πίεση και θερμοκρασία
- Φθοροελαστομερή (FKM): Χημική αντοχή με καλές μηχανικές ιδιότητες
Στρατηγικές πρόληψης σε επίπεδο συστήματος
Πέρα από την επιλογή εξαρτημάτων, σημασία έχει και ο σχεδιασμός του συστήματος:
- Ρύθμιση πίεσης: Εγκαταστήστε ρυθμιστές ακριβείας για την αποφυγή αιχμών πίεσης
- Απορρόφηση κραδασμών: Χρησιμοποιήστε μαξιλάρια ή ελέγχους ροής για τη διαχείριση των δυνάμεων επιβράδυνσης
- Διήθηση: Απομακρύνετε τη σωματιδιακή ρύπανση που επιταχύνει τη φθορά
- Λίπανση: Η σωστή λίπανση μειώνει την τριβή και την παραγωγή θερμότητας
Πρωτόκολλα συντήρησης και αντικατάστασης
Η εφαρμογή της προληπτικής συντήρησης αποτρέπει το τσίμπημα:
- Προγραμματισμένες επιθεωρήσεις: Τριμηνιαίες οπτικές επιθεωρήσεις και ετήσιος έλεγχος αποσύνθεσης πίεσης
- Παρακολούθηση της εκκαθάρισης: Μετρήστε τη φθορά του διατρήματος και του εμβόλου σε τακτά χρονικά διαστήματα.
- Έγκαιρη αντικατάσταση: Αντικαταστήστε τις σφραγίδες πριν από την πλήρη αποτυχία
- Αντιστοίχιση εξαρτημάτων: Όταν αντικαθιστάτε τις τσιμούχες, ελέγξτε την κατάσταση του εμβόλου και του διατρήματος.
Στην Bepto Pneumatics, κατασκευάζουμε τα εξαρτήματα των κυλίνδρων μας με ακριβείς ανοχές που διατηρούν τις σωστές αποστάσεις καθ' όλη τη διάρκεια ζωής τους. Τα έμβολά μας είναι κατεργασμένα με ανοχή ±0,0005″ και οι οπές των κυλίνδρων μας είναι ακονισμένες σε φινίρισμα της επιφάνειας5-προδιαγραφές που ελαχιστοποιούν τη φθορά της φλάντζας και αποτρέπουν το τσίμπημα.
Αντιμετώπιση υφιστάμενων προβλημάτων Nibbling
Εάν αντιμετωπίζετε πρόβλημα με το τσιμπήματα της φώκιας, ακολουθήστε την παρακάτω διαγνωστική προσέγγιση:
- Μετρήστε τις πραγματικές αποστάσεις: Χρησιμοποιήστε εργαλεία μέτρησης ακριβείας για να επαληθεύσετε τα κενά
- Ελέγξτε τα επίπεδα πίεσης: Εγκαταστήστε μετρητές για την παρακολούθηση των πραγματικών πιέσεων λειτουργίας και αιχμής
- Εξετάστε τις αποτυχημένες σφραγίδες: Αναζητήστε μοτίβα ζημιών που υποδεικνύουν την αιτία
- Αξιολόγηση των συνθηκών λειτουργίας: Εξετάστε τη θερμοκρασία, το ρυθμό κύκλου και τους περιβαλλοντικούς παράγοντες
Για την εφαρμογή επεξεργασίας τροφίμων της Jennifer, ανακαλύψαμε ότι όχι μόνο οι αποστάσεις της ήταν υπερβολικές, αλλά και ότι το σύστημά της παρουσίαζε αιχμές πίεσης 220 PSI κατά τη διάρκεια στάσεων έκτακτης ανάγκης - πολύ πάνω από την πίεση σχεδιασμού 150 PSI. Εφαρμόσαμε τόσο μηχανικές λύσεις (αυστηρότερες ανοχές και σκληρότερες σφραγίδες) όσο και λύσεις συστήματος (βαλβίδες εκτόνωσης πίεσης και ελεγχόμενη επιβράδυνση), οι οποίες μαζί εξάλειψαν τα προβλήματα τσιμπήματος που αντιμετώπιζε.
Ανάλυση κόστους-οφέλους της πρόληψης
| Στρατηγική πρόληψης | Κόστος εφαρμογής | Ετήσια εξοικονόμηση (τυπική) | Χρονοδιάγραμμα ROI |
|---|---|---|---|
| Αναβάθμιση σφραγίδας σε σκληρότερο υλικό | $50-200 ανά κύλινδρο | $500-2000 | 1-3 μήνες |
| Προσθέστε εφεδρικούς δακτυλίους | $30-100 ανά κύλινδρο | $400-1500 | 1-2 μήνες |
| Αντικατάσταση εξαρτημάτων ακριβείας | $200-800 ανά κύλινδρο | $1000-5000 | 2-6 μήνες |
| Βελτίωση της ρύθμισης της πίεσης | $500-2000 ανά σύστημα | $3000-15000 | 2-8 μήνες |
Συμπέρασμα
Το τσίμπημα της τσιμούχας είναι ένας τρόπος αποφυγής βλάβης που προκύπτει από την αλληλεπίδραση μεταξύ της πίεσης του συστήματος και των αποστάσεων των εξαρτημάτων - η κατανόηση και ο έλεγχος αυτών των παραγόντων εξασφαλίζει αξιόπιστη λειτουργία του κυλίνδρου και ελαχιστοποιεί τον δαπανηρό χρόνο διακοπής λειτουργίας. 💡
Συχνές ερωτήσεις σχετικά με τη φθορά από τη σφράγιση και την εξώθηση
Ερ: Μπορεί να εμφανιστεί το τσίμπημα της φλάντζας σε πνευματικά συστήματα χαμηλής πίεσης κάτω των 100 PSI;
Ναι, μπορεί να εμφανιστεί τσίμπημα της φλάντζας ακόμη και σε χαμηλές πιέσεις, εάν οι αποστάσεις είναι υπερβολικές ή το υλικό της φλάντζας είναι πολύ μαλακό. Ενώ οι υψηλότερες πιέσεις επιταχύνουν το πρόβλημα, έχω δει ζημιές από το τσίμπημα σε συστήματα που λειτουργούν στα 60-80 PSI όταν η φθορά του διαφράγματος είχε αυξήσει τα διάκενα σε 0,015″ ή περισσότερο. Το κλειδί είναι η σχέση μεταξύ πίεσης, διακένου και σκληρότητας της φλάντζας - και οι τρεις παράγοντες πρέπει να λαμβάνονται υπόψη μαζί, όχι μόνο η πίεση.
Ε: Πώς μπορώ να ξέρω αν χρειάζομαι εφεδρικούς δακτυλίους για την εφαρμογή μου;
Οι εφεδρικοί δακτύλιοι συνιστώνται όταν η πίεση λειτουργίας υπερβαίνει τα 1000 PSI, όταν οι αποστάσεις πλησιάζουν τα ανώτερα όρια ανοχής ή όταν οι θερμοκρασίες λειτουργίας υπερβαίνουν τους 80°C. Εάν αντιμετωπίζετε τσιμπήματα της στεγανοποίησης σε χαμηλότερες πιέσεις, οι εφεδρικοί δακτύλιοι μπορούν να παρέχουν πρόσθετη αντίσταση στην εξώθηση. Στην Bepto Pneumatics, συνιστούμε συνήθως εφεδρικούς δακτυλίους PTFE για κάθε εφαρμογή όπου η διάρκεια ζωής της στεγανοποίησης είναι μικρότερη από την αναμενόμενη ή όπου το κόστος διακοπής λειτουργίας είναι ιδιαίτερα υψηλό.
Ερ: Μπορούν να επισκευαστούν οι φθαρμένες οπές των κυλίνδρων ή πρέπει να αντικατασταθούν;
Οι φθαρμένες οπές των κυλίνδρων μπορούν συχνά να επισκευαστούν με λείανση ή μανδύα, ανάλογα με την έκταση της φθοράς. Εάν η φθορά είναι μικρότερη από 0,010″, η λείανση ακριβείας μπορεί να επαναφέρει την οπή στις αρχικές προδιαγραφές. Για πιο σοβαρή φθορά, η τοποθέτηση χιτωνίου είναι οικονομικά αποδοτική για μεγαλύτερους κυλίνδρους. Ωστόσο, για τυποποιημένα μεγέθη οπών κάτω των 4″, η αντικατάσταση είναι συχνά πιο οικονομική από την επισκευή. Μπορούμε να σας βοηθήσουμε να αξιολογήσετε την καλύτερη επιλογή με βάση τον συγκεκριμένο κύλινδρο και την εφαρμογή σας.
Ερ: Γιατί ορισμένες σφραγίδες αστοχούν γρήγορα, ενώ άλλες στο ίδιο σύστημα διαρκούν πολύ περισσότερο;
Η διακύμανση της διάρκειας ζωής της στεγανοποίησης οφείλεται συνήθως στις ανοχές κατασκευής που δημιουργούν διαφορετικές αποστάσεις σε κάθε κύλινδρο, στην ασυνεπή ποιότητα της στεγανοποίησης από παρτίδα σε παρτίδα ή στην ανομοιόμορφη κατανομή της πίεσης στο πνευματικό σύστημα. Ακόμη και εντός των προδιαγραφών, ένας κύλινδρος στο χαλαρό άκρο της ανοχής σε συνδυασμό με μια φλάντζα στο μαλακό άκρο των προδιαγραφών σκληρότητας θα αποτύχει πολύ νωρίτερα από τον αντίθετο συνδυασμό. Αυτός είναι ο λόγος για τον οποίο διατηρούμε στενές ανοχές στους κυλίνδρους Bepto και προμηθεύουμε σφραγίδες από πιστοποιημένους προμηθευτές με σταθερή ποιότητα.
Ε: Είναι προτιμότερο να χρησιμοποιούνται πιο μαλακές σφραγίδες για καλύτερη στεγανοποίηση ή πιο σκληρές σφραγίδες για αντοχή στην εξώθηση;
Πρόκειται για ένα κλασικό μηχανικό συμβιβασμό. Οι πιο μαλακές τσιμούχες (70-75 Shore A) παρέχουν καλύτερη στεγανοποίηση σε χαμηλές πιέσεις και αντισταθμίζουν τα μεγαλύτερα διάκενα, αλλά είναι πιο επιρρεπείς σε εξώθηση. Οι σκληρότερες τσιμούχες (85-95 Shore A) αντιστέκονται καλύτερα στην εξώθηση, αλλά ενδέχεται να παρουσιάσουν διαρροή εάν τα διάκενα είναι πολύ στενά ή το φινίρισμα της επιφάνειας είναι κακό. Η βέλτιστη επιλογή εξαρτάται από τις συγκεκριμένες συνθήκες πίεσης, διακένων και θερμοκρασίας. Για τις περισσότερες βιομηχανικές πνευματικές εφαρμογές που λειτουργούν σε 100-150 PSI, συνιστούμε 80-85 Shore A ως τον καλύτερο συμβιβασμό.
-
Μάθετε για τις μηχανικές αρχές που διέπουν την εξώθηση των σφραγίδων και πώς διακυβεύεται η ακεραιότητα του πνευματικού συστήματος. ↩
-
Εξερευνήστε την κλίμακα σκληρότητας Shore A για να επιλέξετε την κατάλληλη σκληρότητα ελαστομερούς για την εφαρμογή σας. ↩
-
Κατανοήστε πώς το μέτρο ελαστικότητας ενός υλικού καθορίζει την αντοχή του στην παραμόρφωση υπό συνθήκες υψηλής πίεσης. ↩
-
Ανακαλύψτε γιατί το πολυτετραφθοροαιθυλένιο (PTFE) χρησιμοποιείται ευρέως σε στεγανοποιήσεις υψηλής απόδοσης για τη χαμηλή τριβή και τη χημική αντοχή του. ↩
-
Πρόσβαση στα τεχνικά πρότυπα για τις απαιτήσεις επιφανειακού φινιρίσματος για την ελαχιστοποίηση της τριβής και την αποφυγή πρόωρης φθοράς της φλάντζας. ↩
