

Sissejuhatus
Olete kunagi mõelnud, miks teie pneumaatiline silinder mõnikord enne liikuma hakkamist “jääb kinni”, põhjustades järske liigutusi ja positsioneerimisvigu? Seda frustreerivat nähtust nimetatakse surnud tsooniks ja see maksab tootjatele tuhandeid raha raisatud toodete ja seisakute näol. Süüdlane? Hõõrdumisjõud, mis loovad “surnud tsooni”, kus teie juhtsignaal muutub, kuid midagi ei juhtu. 😤
Pneumaatiliste silindrite surnud ala on mittelineaarne tsoon, kus väikesed sisendrõhu muutused ei põhjusta väljundliikumist, kuna staatiline hõõrdumine1 jõud. See surnud tsoon ulatub tavaliselt 5–151 TP3T-ni kogu juhtsignaalist ja mõjutab oluliselt positsioneerimise täpsust, põhjustades ületõusu, võnkumist ja ebajärjekindlaid tsükli aegu automatiseeritud süsteemides. Õiged hõõrdumise kompenseerimise tehnikad võivad vähendada surnud tsooni mõju kuni 80% võrra, parandades oluliselt süsteemi jõudlust.
Olen töötanud sadade inseneridega, kes on selle probleemiga võidelnud. Alles eelmisel kuul rääkis mulle Milwaukee pudelite täitmise tehase hooldusjuht David, et tema pakendamisliin lükkas tagasi 8% tooteid silindri ebajärjekindla paigutuse tõttu. Pärast seda, kui analüüsisime tema surnud tsooni probleemi ja rakendasime sobiva kompensatsiooni, langes tema tagasilükkamise määr alla 1%. Las ma näitan teile, kuidas me seda tegime. 💪
Sisukord
- Mis põhjustab surnud tsooni pneumaatilistes silindrites?
- Kuidas hõõrdumise kompenseerimine vähendab surnud tsooni mõju?
- Millised on kõige tõhusamad surnudala kompenseerimise strateegiad?
- Kuidas mõõta ja kvantifitseerida oma süsteemi surnud ala?
- Kokkuvõte
- Korduma kippuvad küsimused surnud tsooni kohta pneumaatilistes silindrites
Mis põhjustab surnud tsooni pneumaatilistes silindrites?
Deadbandi põhjuste mõistmine on esimene samm positsioneerimisprobleemide lahendamise suunas pneumaatilistes automaatikasüsteemides. 🔍
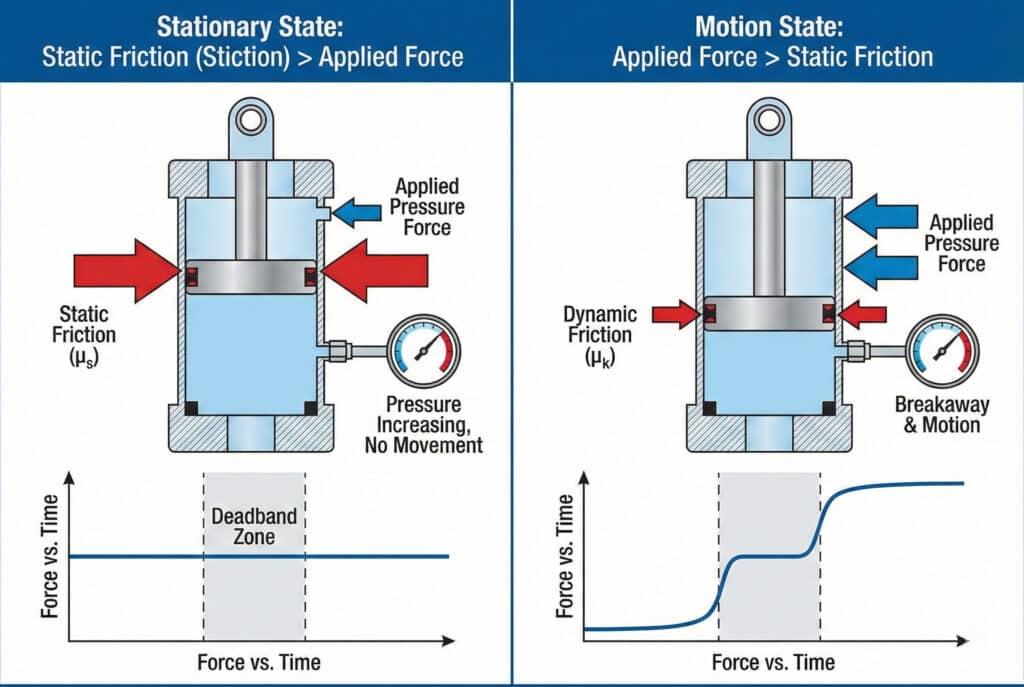
Surnud ala tekib peamiselt silindritihendite ja laagrite staatilise hõõrdumise (stiction) ja dünaamilise hõõrdumise vahelisest erinevusest. Kui silinder on paigal, hoiab staatiline hõõrdumine seda paigal, kuni rakendatav survejõud ületab selle künnise, tekitades “surnud ala”, kus juhtimissisendid ei tekita liikumist.
Deadbandi füüsika
Surnud ala nähtus hõlmab mitmeid omavahel seotud tegureid:
- Staatiline vs. kineetiline hõõrdumine: Staatiline hõõrdumine (μs) on tavaliselt 20–40% suurem kui kineetiline hõõrdumine (μk), tekitades jõu katkemise nullkiiruse juures.
- Pitseri disain: O-rõngad, U-kapslid ja muud tihendielemendid suruvad vastu silindri seinu, mille hõõrdetegurid on materjalist sõltuvalt vahemikus 0,1 kuni 0,5.
- Õhu kokkusurumine: Erinevalt hüdraulilistest süsteemidest kasutavad pneumaatilised süsteemid kokkusuruvat õhku, mis toimib “vedru” rollis, mis salvestab energiat surnud tsoonis.
- Stick-Slip efekt2: Kui lõpuks tekib murdumine, vabaneb salvestatud pneumaatiline energia järsult, põhjustades ületõusu.
Tavalised surnud tsooni tekitajad
| Tegur | Mõju surnud tsoonile | Tüüpiline vahemik |
|---|---|---|
| Tihendi hõõrdumine | Kõrge | 40-60% kogusummast |
| Laagri hõõrdumine | Keskmine | 20-30% kogusummast |
| Õhu kokkusurutavus | Keskmine | 15-25% kogumahust |
| Väärkajastus | Muutuv | 5-20% kogusummast |
| Saastumine | Muutuv | 0-15% kogumahust |
Mäletan, et töötasin koos insener Sarah'ga, kes töötas New Jersey farmaatsiapakendite tehases. Tema vardaeta silindrid kogesid 12% surnudala, mis põhjustas tablettide loendamisel vigu. Avastasime, et liiga pingul kinnitusklambrid põhjustasid paigalduse hälvet, mis lisas surnudalale veel 4%. Pärast õiget paigaldust ja üleminekut meie Bepto madala hõõrdumisega vardaeta silindritele langes tema surnudala vaid 4%-ni. 🎯
Kuidas hõõrdumise kompenseerimine vähendab surnud tsooni mõju?
Hõõrdumise kompenseerimine on süstemaatiline lähenemisviis surnud tsooni neutraliseerimiseks juhtimisstrateegiate ja riistvara muudatuste abil. ⚙️
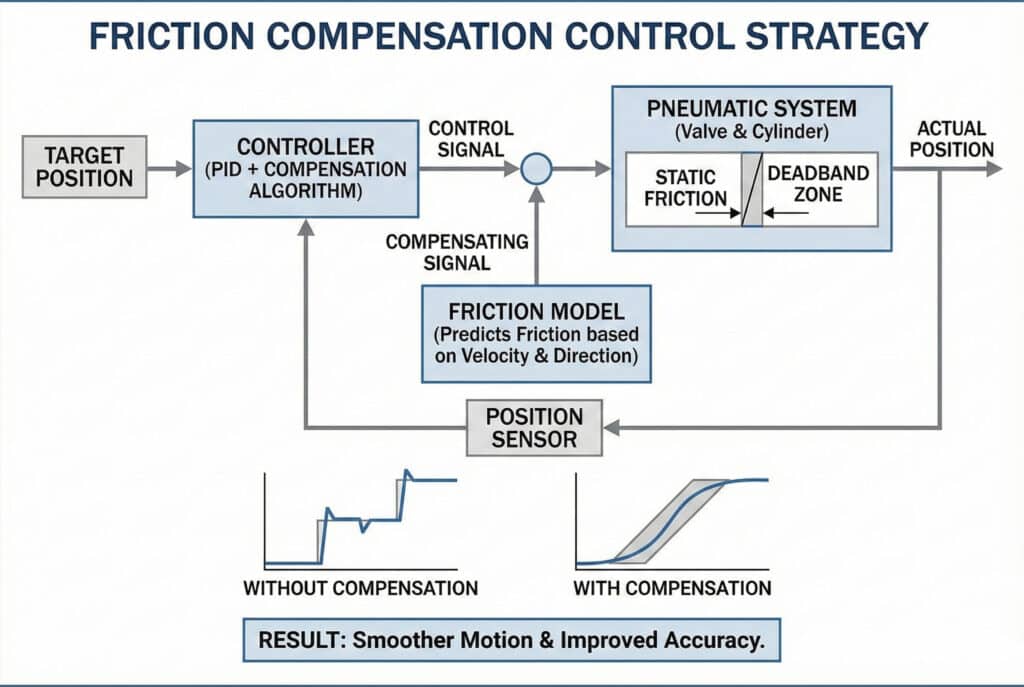
Hõõrdumise kompenseerimine toimib täiendava juhtimise jõu rakendamise abil, mis on spetsiaalselt loodud staatilise hõõrdumisjõu ületamiseks suunamuutuste ja madala kiiruse liikumiste ajal. Täiustatud kompenseerimisalgoritmid ennustavad hõõrdumisjõudu kiiruse ja suuna põhjal, seejärel lisavad kompenseeriva signaali, mis “täidab” surnud tsooni, tulemuseks on sujuvam liikumine ja parem positsioneerimise täpsus.
Hüvitamismehhanismid
Hõõrdumise kompenseerimiseks on kolm peamist lähenemisviisi:
1. Mudelipõhine hüvitamine
See meetod kasutab matemaatilisi hõõrdumismudeleid (nagu LuGre või Dahl mudelid3) hõõrdumisjõudude ennustamiseks. Kontroller arvutab eeldatava hõõrdumise praeguse kiiruse ja asukoha põhjal ning lisab seejärel etteantava signaali, et see tühistada.
2. Kohanduv hüvitis
Adaptiivsed algoritmid õpivad aja jooksul hõõrdumisomadusi, jälgides süsteemi käitumist. Nad kohandavad pidevalt kompenseerimise parameetreid, et säilitada optimaalne jõudlus isegi siis, kui tihendid kuluvad või temperatuur muutub.
3. Dither-signaali sisestamine
Kõrgsageduslikud, madala amplituudiga võnked (dither) lisatakse juhtsignaalile, et hoida silinder mikroliikumise seisundis, vähendades efektiivselt staatilist hõõrdumist dünaamilise hõõrdumise tasemeni.
Tulemuslikkuse võrdlus
| Kompensatsioonimeetod | Surnud ala vähendamine | Rakendamise keerukus | Kulude mõju |
|---|---|---|---|
| Hüvitist ei maksta | 0% (baastase) | Puudub | Madal |
| Lihtne lävi | 30-40% | Madal | Madal |
| Mudelipõhine | 60-75% | Keskmine | Keskmine |
| Kohanduv | 70-85% | Kõrge | Kõrge |
| Riistvara + juhtimine | 80-90% | Keskmine | Keskmine |
Bepto on konstrueerinud oma vardaeta silindrid madala hõõrdumisega tihendite ja täpsete laagritega, mis vähendavad surnud tsooni 40–50% võrreldes standardse OEM-silindriga. Koos sobiva juhtimiskompensatsiooniga saavutavad meie kliendid positsioneerimise täpsuse ±0,5 mm piires. 🚀
Millised on kõige tõhusamad surnudala kompenseerimise strateegiad?
Õige kompensatsioonistrateegia valik sõltub teie rakenduse nõuetest, eelarvest ja tehnilistest võimalustest. 📊
Kõige efektiivsem surnudala kompenseerimine ühendab riistvara optimeerimise (madala hõõrdumisega komponendid, õige määrimine, täpne joondamine) tarkvarastrateegiatega (eelkompenseerimine, kiiruse vaatlejad ja adaptiivsed algoritmid). Tööstuslikes rakendustes pakub parimat hinna-kvaliteedi suhet tavaliselt hübriidne lähenemine, mis kasutab kvaliteetseid madala hõõrdumisega silindreid ja lihtsat mudelipõhist kompenseerimist, saavutades 70–80% surnudala vähendamise.

Praktilised rakendamisstrateegiad
Riistvaratasandi lahendused
- Madala hõõrdumisega tihendid: Polüuretaan- või PTFE-põhised tihendid vähendavad hõõrdetegurit 30–50% võrra.
- Täppislaagrid: Lineaar-kuullaagrid või liuglaagrid vähendavad külgkoormuse hõõrdumist.
- Õige määrimine: Automaatsed määrdesüsteemid tagavad püsivad hõõrdumisomadused
- Kvaliteedikomponendid: Premium-silindrid, nagu meie Bepto-varrasteta silindrid, on valmistatud rangemate tolerantsidega.
Tarkvaratasandi lahendused
- Eelkompensatsioon: Lisa suunamuutuste ajal kindel nihke
- Kiirusel põhinev hüvitis: Skaala kompenseerimine käsitsi määratud kiirusega
- Rõhu tagasiside: Kasutage rõhuandureid, et tuvastada ja kompenseerida hõõrdumist reaalajas.
- Õppimisalgoritmid: Treeni neurovõrke, et ennustada hõõrdumismustreid
Reaalse maailma edulugu
Lubage mul jagada üks juhtum eelmisest aastast. Michael, Ohio autovaruosade tootja juhtimissüsteemide insener, võitles rodless-silindritega pick-and-place rakendusega. Tema positsioneerimisvead põhjustasid 5% jäätmete määra, mis maksis tema ettevõttele üle $30 000 kuus. 💰
Analüüsisime tema süsteemi ja leidsime:
- Algsetel OEM-silindritel oli 14% surnud tsoon.
- PLC-programmis pole hõõrdumise kompenseerimist
- Väära joondamine lisas veel 3% positsioneerimisvea
Meie lahendus:
- Asendatud Bepto madala hõõrdumisega vardaeta silindritega (sisemine 6% surnud ala)
- Rakendatud lihtne kiirusel põhinev ettekompensatsioon
- Õigesti paigaldatud kinnitusklambrid
Tulemused: Positsioneerimise täpsus paranes ±2,5 mm-lt ±0,3 mm-le, jäätmete määr langes 0,41 TP3T-ni ja Michaeli tehas säästis 1 TP4T 28 000 kuus, vähendades samal ajal tsükli aega 121 TP3T võrra. Ta suutis investeeringu õigustada vaid 6 nädalaga. 🎉
Kuidas mõõta ja kvantifitseerida oma süsteemi surnud ala?
Täpne mõõtmine on oluline probleemide diagnoosimiseks ja hüvitise tõhususe hindamiseks. 🔬
Surnud ala mõõdetakse, suurendades aeglaselt juhtsignaali ja jälgides samal ajal silindri tegelikku asendit. Joonistage sisendsignaali ja väljundi asendi suhe, et luua hüstereesitsükkel4—selle silmuse laius nullkiiruse juures esindab teie surnudala protsenti. Professionaalsed mõõtmised kasutavad lineaarset kodeerijat või laser-niheandurit 0,01 mm resolutsiooniga, salvestades andmeid 100+ Hz sagedusega, et jäädvustada täielik hõõrdumise karakteristikukõver.
Samm-sammult mõõtmise protokoll
Seadmete seadistamine:
– Paigaldage täppispositsiooniandur (kooder, LVDT5, või laser)
– Ühendage andmete kogumise süsteemiga (minimaalne proovivõtu sagedus 100 Hz)
– Veenduge, et silinder on korralikult soojenenud (käivitage üle 20 tsükli).Andmete kogumine:
– Aeglane kolmnurkse laine sisend (0,1–1 Hz)
– Salvestage nii sisendsignaali kui ka väljundi asendit
– Korrake 3–5 tsüklit, et tagada ühtlus.
– Vajaduse korral testige erinevate koormustega.Analüüs:
– Sisendi ja väljundi graafik (hüstereesikõver)
– Mõõda maksimaalne laius nullpunktis
– Arvutage surnud ala protsendina kogu töötsüklist
– Võrdle baasnõuetega
Diagnostiline kontrollnimekiri
| Sümptom | Tõenäoline põhjus | Soovitatav tegevus |
|---|---|---|
| Surnud ala > 15% | Liigne tihendi hõõrdumine | Vahetage tihendid või uuendage silinder |
| Asümmeetriline surnud ala | Väärkajastus | Kontrollige paigaldust ja joondust |
| Aja jooksul suurenev surnud tsoon | Kulumine või saastumine | Kontrollige tihendeid, lisage filtreerimine |
| Temperatuurist sõltuv surnud ala | Määrimisprobleemid | Parandage määrdesüsteemi |
| Koormusest sõltuv surnud tsoon | Ebapiisav silindri suurus | Suurendage silindri mahtu või vähendage koormust |
Bepto testimise eelis
Meie tehases testime iga rodless-silindrite partii arvutipõhiste katsestendidel, mis mõõdavad surnudala, murdumistugevust ja hõõrdumisomadusi kogu töötsükli jooksul. Tagame, et meie silindrid vastavad <6% surnudala spetsifikatsioonidele, ja lisame igale saadetisele katsetulemused. Just tänu sellisele kvaliteeditagatisele usaldavad insenerid Põhja-Ameerikas, Euroopas ja Aasias Bepto kui parima alternatiivi kallitele OEM-osadele. ✅
Kui teil on seisak, sest OEM-silindri tarne on 8 nädalat hilinenud, saame teile 48 tunni jooksul saata sobiva Bepto asendussilindri, millel on paremad hõõrdumisomadused ja mis on 30–40% odavam. See on Bepto eelis.
Kokkuvõte
Deadband ei pea olema täpse pneumaatilise automatiseerimise vaenlane. Mõistes selle põhjuseid, rakendades nutikaid kompenseerimisstrateegiaid ja valides kvaliteetseid komponente, nagu Bepto inseneride poolt projekteeritud vardaeta silindrid, saate saavutada oma rakenduse nõutava positsioneerimistäpsuse, vähendades samal ajal kulusid ja seisakuid. 🏆
Korduma kippuvad küsimused surnud tsooni kohta pneumaatilistes silindrites
Mis on aktsepteeritav surnud tsoon täppispositsioneerimise rakenduste puhul?
Täpsete rakenduste puhul peaks surnud ala olema alla 5% koguliikumisest, mis tähendab positsioneerimistäpsust ±0,5 mm või paremini tüüpiliste tööstuslike silindrite puhul. Kõrge täpsusega rakendused, nagu elektroonika kokkupanek, võivad nõuda <2% surnud tsooni, mis on saavutatav kõrgekvaliteediliste madala hõõrdumisega silindrite ja täiustatud kompenseerimisalgoritmide abil. Standardse tööstusliku rakenduse puhul on tavaliselt lubatud 8–10% surnud tsoon.
Kas surnud ala on võimalik pneumaatilistes süsteemides täielikult kõrvaldada?
Täielik kõrvaldamine on hõõrdumise füüsikaliste põhimõtete tõttu võimatu, kuid optimaalse riistvara ja juhtimissüsteemi abil on võimalik surnud ala vähendada alla 2%. Praktiline piir on umbes 1–21 TP3T õhu kokkusurumise, tihendi mikrohõõrdumise ja anduri resolutsiooni tõttu. Hüdraulilised süsteemid võimaldavad saavutada madalama surnud ala vedeliku kokkusurumatusest tulenevalt, kuid pneumaatilised süsteemid pakuvad eeliseid puhtuse, hinna ja lihtsuse osas.
Kuidas mõjutab temperatuur surnud tsooni pneumaatilistes silindrites?
Temperatuuri muutused mõjutavad tihendi materjali omadusi ja määrde viskoossust, suurendades potentsiaalselt surnud ala 20–50% võrra tüüpilistes tööstuslikes temperatuurivahemikes (-10 °C kuni +60 °C). Külm temperatuur muudab tihendid jäigemaks ja määrdeained paksemaks, suurendades staatilist hõõrdumist. Adaptiivsed kompenseerimisalgoritmid võivad temperatuuri mõju arvesse võtta, reguleerides parameetreid temperatuurianduri tagasiside põhjal.
Miks on vardaeta silindritel sageli väiksem surnud tsoon kui varda silindritel?
Vardata silindrid kõrvaldavad varda tihendi, mis on tavaliselt tavapäraste silindrite kõige suurema hõõrdumisega komponent, vähendades üldist hõõrdumist 30–40% võrra. Välise kandekonstruktsiooniga vardaeta silindrid võimaldavad kasutada ka täpseid lineaarsed laagrid, mis vähendavad veelgi hõõrdumist. Seetõttu oleme Bepto spetsialiseerunud vardaeta silindrite tehnoloogiale – see on lihtsalt parim valik rakendustele, mis nõuavad sujuvat liikumist ja täpset positsioneerimist.
Kui tihti tuleks surnud ala mõõta ja kompenseerida?
Esmane mõõtmine peaks toimuma kasutuselevõtu ajal, perioodilised kontrollid iga 6–12 kuu järel või pärast 1 miljonit tsüklit, sõltuvalt sellest, kumb toimub esimesena. Surnud ala järsk suurenemine viitab kulumisele, saastumisele või valele joondamisele, mis nõuab hooldust. Adaptiivsed kompenseerimissüsteemid jälgivad ja reguleerivad pidevalt, kuid käsitsi kontrollimine tagab, et adaptiivne algoritm ei ole kaldunud optimaalsetest seadistustest kõrvale.
-
Õppige tundma jõu füüsikalisi põhimõtteid, mis takistavad teie pneumaatiliste komponentide esialgset liikumist. ↩
-
Uurige mehhanismi, mis on seotud järsu liikumisega, mis tekib staatilise hõõrdumise üleminekul kineetiliseks hõõrdumiseks. ↩
-
Vaadake läbi kontrollinseneride poolt kasutatavad üksikasjalikud matemaatilised raamistikud, et simuleerida ja kompenseerida hõõrdumise dünaamikat. ↩
-
Mõistke, kuidas tõlgendada seda graafilist esitusviisi sisendsignaali ja süsteemi vastuse vahelise viiteaja kohta. ↩
-
Avastage, kuidas lineaarsed muutuvad diferentsiaalmuundurid pakuvad täpsete mõõtmiste jaoks vajalikku ülitäpset positsiooni tagasisidet. ↩
