

Olet asentamassa liitintä alumiiniseen sylinteriporttiin, kun yhtäkkiä tunnet, että jakoavain luistaa - kierteet ovat irronneet. 😱 Nyt edessäsi on vaurioitunut sylinteri, mahdollinen seisokkiaika ja vaikea päätös siitä, yritätkö korjata vai vaihdatko koko yksikön. Alumiiniporttien kierteiden irtoaminen on yksi turhauttavimmista ja ehkäistävissä olevista vioista pneumatiikkajärjestelmissä, mutta sitä tapahtuu päivittäin laitoksissa kaikkialla maailmassa, mikä johtuu usein yksinkertaisista väärinkäsityksistä alumiinin ominaisuuksista ja oikeista asennustekniikoista.
Alumiinisylinteriporttien kierteiden irtoaminen tapahtuu, kun alumiinin leikkauslujuus1 Pehmeämpien alumiinikierteiden vääntömomentti ylittyy asennusvääntömomentin tai käyttöjännityksen vuoksi, yleensä 60-80%:n vääntömomentilla, joka vaaditaan saman kokoisten teräskierteiden irrottamiseen. Alumiinin alhaisempi leikkauslujuus (90-150 MPa vs. 400-500 MPa teräksen kohdalla) tekee siitä erityisen herkän ylivääntömomentille, ristiinkierteille ja toistuvien asennussyklien aiheuttamalle väsymiselle. Ennaltaehkäisy edellyttää oikeiden vääntömomenttimääritysten käyttöä (tyypillisesti 40-60% teräksen arvoista), vähintään 1,5-kertaista kierteen pituutta pultin halkaisijaan nähden, kitkaa vähentäviä kierteiden tiivistysaineita ja teräksisiä kierteitä usein huollettaviin portteihin.
En koskaan unohda puhelua, jonka Robert, Wisconsinissa sijaitsevan elintarviketehtaan huoltoteknikko, soitti. Hän oli juuri irrottanut $2,400-sauvattoman sylinterin porttikierteet asentaessaan yksinkertaista painemittaria - $15-liitos tuhosi $2,400-komponentin, koska hän käytti samaa vääntömomenttia, jota hän oli aina käyttänyt teräksisissä sylintereissä. Kun saavuin paikalle arvioimaan vahinkoa, huomasin, että hän oli itse asiassa irrottanut kierteet kolmesta sylinteristä sillä viikolla käyttämällä “tuntumaa” eikä momenttiavainta. Hänen hyvää tarkoittava mutta tietämätön lähestymistapansa oli maksanut hänen yritykselleen yli $7 000 dollaria vaurioituneina laitteina, tuotantokatkoksia lukuun ottamatta.
Sisällysluettelo
- Miksi alumiinikierteet ovat alttiimpia irtoamiselle kuin teräs?
- Mitkä voimat ja olosuhteet aiheuttavat kierteiden irtoamista sylinterin aukkoihin?
- Miten lasket turvalliset vääntömomenttiarvot alumiiniportteja varten?
- Mitkä ovat parhaat käytännöt kierteiden vaurioitumisen estämiseksi?
Miksi alumiinikierteet ovat alttiimpia irtoamiselle kuin teräs?
Materiaaliominaisuuksien ymmärtäminen selittää alumiinin haavoittuvuuden. 🔬
Pneumaattisissa sylintereissä käytettävien alumiiniseosten (tyypillisesti 6061-T6 tai 6063-T5) leikkauslujuus on 90-150 MPa verrattuna teräksen 400-500 MPa:n leikkauslujuuteen, joten alumiinikierteet ovat 3-4 kertaa heikompia samoissa kuormitusolosuhteissa. Lisäksi alumiinin alhaisempi kimmokerroin2 (69 GPa vs. 200 GPa teräkselle) tarkoittaa, että kierteet deformoituvat helpommin rasituksessa, ja alumiinin taipumus sappi3 (kylmähitsaus) teräskiinnittimien kanssa aiheuttaa kitkaa, joka voi ylittää kierteiden leikkauslujuuden asennuksen aikana. Kierteen kiinnitysalueen on oltava alumiinissa 1,5-2 kertaa suurempi kuin teräksessä, jotta saavutetaan vastaava lujuus, mutta vakioaukkojen syvyydet tarjoavat usein minimaalisen kiinnityksen.

Materiaaliominaisuuksien vertailu
Alumiinin ja teräksen väliset peruserot selittävät kierteiden käyttäytymisen:
| Kiinteistö | Alumiini 6061-T6 | Teräs (keskihiilinen) | Suhde (Al/teräs) |
|---|---|---|---|
| Vetolujuus | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Leikkauslujuus | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Kimmomoduuli | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Kovuus | 95 HB | 150-200 HB | 0.48-0.63 |
| Lämpölaajenemiskerroin4 | 23,6 μm/m-°C | 11,7 μm/m-°C | 2.0 |
Kierteen leikkauslujuuden perusteet
Kierteen pettäminen tapahtuu, kun leikkausjännitys ylittää materiaalin lujuuden:
Kierteiden leikkausjännitys:
Kuormitus jakautuu kierteeseen kytketylle kierteen alueelle. Kierreliitoksessa:
-
- = nimellishalkaisija
- = kierteen nousu
- = sitoutumisen pituus
- = kytkettyjen kierteiden määrä
Kriittinen oivallus:
Koska alumiinin leikkauslujuus on ~45% teräksen leikkauslujuudesta, alumiininen kierteitetty portti tarvitsee noin 2,2-kertaisen kiinnityspituuden vastatakseen teräksen lujuutta. Standardiporttien syvyydet tarjoavat usein vain 1,0-1,5-kertaisen halkaisijan, mikä ei riitä toistuvaan käyttöön.
Haavaumat ja kitkavaikutukset
Alumiinin ja teräksen välinen kontakti luo ainutlaatuisia haasteita:
Särmäysmekanismi:
- Alumiinilla ja teräksellä on affiniteetti toisiinsa kosketuskohdissa.
- Korkea paine ja liukuminen aiheuttavat mikrohitsausta (kylmähitsaus).
- Hitsatut kohdat repeytyvät pois, jolloin syntyy karhea pinta.
- Karheus lisää kitkaa ja vääntömomenttivaatimuksia.
- Lisääntynyt vääntömomentti johtaa kierteiden irtoamiseen
Kitkakertoimen vaikutus:
- Kuivat alumiiniteräskierteet: μ = 0,4-0,6.
- Voiteltu alumiiniteräs: μ = 0,15-0,25.
- Teräs-teräs (vertailu): μ = 0,15-0,20.
Alumiinin suurempi kitka tarkoittaa, että suurempi osa käytetystä vääntömomentista menee kitkan voittamiseen kuin puristusvoiman luomiseen, jolloin ylivääntö on todennäköisempää.
Väsyminen ja toistuva asennus
Alumiinikierteet heikkenevät nopeammin toistuvassa käytössä:
Sykliriippuvainen hajoaminen:
- Ensimmäinen asennus: Kierteet sopivat, pieni muodonmuutos
- 2-5 sykliä: Työstökovettumista tapahtuu, mutta myös vähäisiä vaurioita kertyy.
- 5-10 sykliä: Näkyvä kierteiden kuluminen, heikentynyt puristuskyky
- 10+ sykliä: Merkittävät vauriot, suuri irtoamisriski
Työskentelin Angelan kanssa, joka on New Jerseyssä sijaitsevan lääkepakkauslaitoksen kunnossapitopäällikkö ja jonka tiimi huoltaa sylinteriportteja neljännesvuosittain. Kahden vuoden kuluttua (8 asennuskertaa) useat alumiiniportit pettivät. Otimme käyttöön helicoil-sisäkkeet korkean huollon porteissa, mikä poisti ongelman kokonaan.
Lämpötilan vaikutukset
Lämpölaajenemiserot aiheuttavat lisäjännitystä:
Lämpölaajenemisen epäsuhta:
- Alumiini laajenee 2x nopeammin kuin teräs
- Lämmitetyissä sovelluksissa (40-80 °C) alumiiniportti laajenee enemmän kuin teräsliittimet.
- Jäähdytys luo lisää puristusvoimaa
- Lämpösykli voi löysätä tai ylirasittaa kierteitä.
Lämpötilasta riippuva lujuus:
- Alumiini menettää lujuutta korkeissa lämpötiloissa
- 150 °C:ssa 6061-T6 säilyttää vain ~70% huoneenlämpötilan lujuuden.
- Teräs säilyttää lujuutensa paremmin korkeissa lämpötiloissa
Mitkä voimat ja olosuhteet aiheuttavat kierteiden irtoamista sylinterin aukkoihin?
Vikaantumismekanismien tunnistaminen mahdollistaa kohdennetun ennaltaehkäisyn. ⚠️
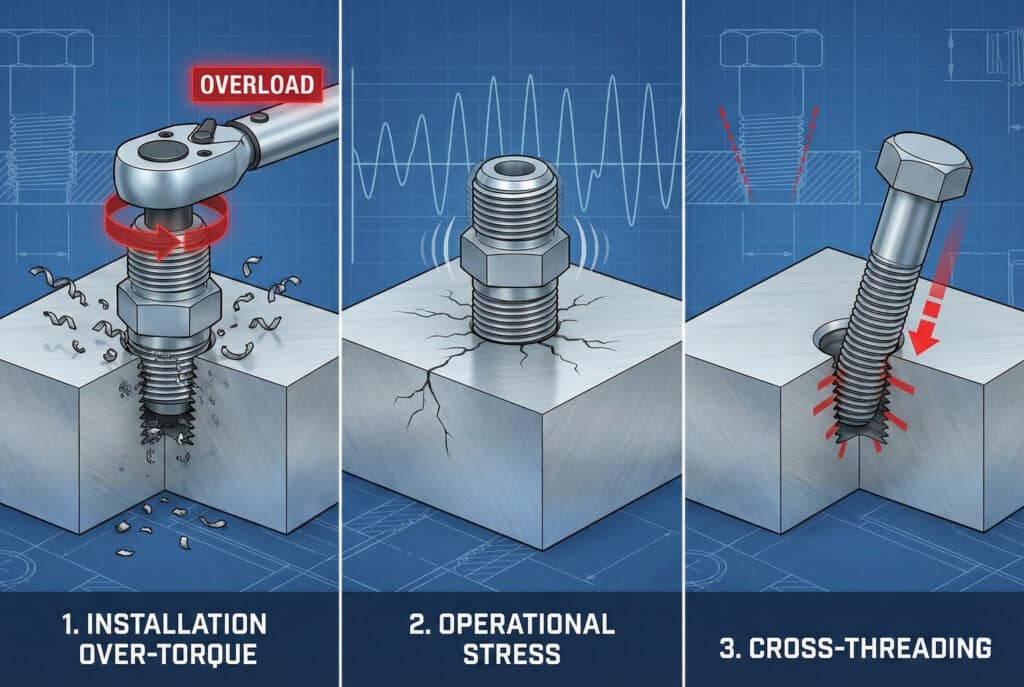
Kierteen irtoaminen johtuu kolmesta pääasiallisesta mekanismista: asennuksen ylivääntömomentti (liiallinen vääntömomentti asennuksen aikana, tyypillisesti >50% yli spesifikaation), käyttöjännitys (tärinä, painepulssit ja lämpösyklien aiheuttama väsyminen) ja ristiinkierteitys tai vääränsuuntaisuus (kierteiden virheellinen käynnistäminen, mikä aiheuttaa paikallisen jännityskeskittymän, joka aiheuttaa vian). Myötävaikuttaviin tekijöihin kuuluvat riittämätön kierteiden kytkeytyminen (liitoskokoon nähden liian matalat liitoskohdat), likaantuminen (lika tai roskat estävät kierteiden kunnollisen kytkeytymisen), galvaaninen korroosio5 erilaisten metallien välillä ja toistuvat asennussyklit (useiden käyttötapahtumien aiheuttamat kumulatiiviset vauriot). Yleisin syy on yksinkertaisesti se, että alumiinikomponenteissa käytetään teräkselle sopivia vääntömomenttiarvoja.
Asennus Yli-vääntömomentti
Liian suuri asennusvääntömomentti on tärkein syy välittömään vikaantumiseen:
Vääntömomentin ja vikaantumisen välinen suhde:
Tietyn kierteenkoon kohdalla vääntömomentin ja kierteiden rikkoutumisen välillä on ennustettava suhde:
- Sisäkierteet terästä: Tyypillisesti nauhat 150-200%:n suositellulla vääntömomentilla.
- Alumiiniset sisäkierteet: Nauhat 120-150%:n suositellulla vääntömomentilla.
- Turvamarginaali: Paljon pienempi alumiini, vähemmän virhemahdollisuuksia
Yleiset ylivääntömomenttitilanteet:
- Käyttämällä “tuntumaa” momenttiavaimen sijasta: Kokeneet teknikot usein ylikiristävät alumiinia 2-3 kertaa liikaa.
- Teräksen vääntömomenttimäärityksiä käyttäen: Teräsarvojen soveltaminen alumiiniin aiheuttaa välittömiä vaurioita
- Iskevät vääntimet: Mahdoton hallita vääntömomenttia, melkein aina ylivääntöä alumiinista.
- Yritetään pysäyttää vuodot: Ylikiristäminen, vaikka oikea tiiviste ratkaisisi ongelman.
Robertin elintarvikejalostuslaitos syyllistyi kaikkiin neljään. Koulutuksen ja alumiinikohtaisilla määrityksillä varustettujen momenttiavainten käyttöönoton jälkeen he käyttivät 18 kuukautta ilman yhtäkään irronneen liitintä.
Kierteen sitoutumisen riittämättömyys
Riittämätön sitoutumisen pituus on suunnitteluun liittyvä haavoittuvuus:
Vähimmäissitoumusvaatimukset:
- Terästä teräkseen: vähintään 1,0x pultin halkaisija
- Teräksestä alumiiniin: 1,5-2,0x pultin halkaisija suositeltava
- Usein huolletut satamat: 2,0x halkaisija tai käytä kierreinserttejä
Laskentaesimerkki:
1/4 tuuman NPT-liitäntää varten (nimellishalkaisija ~13 mm):
- Vähimmäissitoutuminen alumiiniin: 19,5-26mm
- Vakioväylän syvyys: usein vain 12-15mm
- Tulos: Riittämätön lujuus, suuri irtoamisriski
Sataman syvyysrajoitukset:
Sylinterin seinämän paksuus rajoittaa usein saavutettavissa olevaa aukkosyvyyttä, erityisesti pienten sylintereiden kohdalla. Tämän vuoksi kierreinsertit ovat erityisen arvokkaita - ne tarjoavat täyden lujuuden matalissa aukkoissa.
Ristiinkierteitys ja virheellinen kohdistus
Kierteiden aloittaminen väärin keskittää jännityksen:
Ristiinkierteitysmekaniikka:
- Sovitus alkaa väärässä kulmassa
- Ensimmäiset kierteet kantavat koko kuorman
- Paikallinen jännitys ylittää leikkauslujuuden
- Kierteet irtoavat vähitellen asennuksen edetessä.
Varoitusmerkit:
- Epätavallinen vastus kierteitä käynnistettäessä
- Sovitus ei etene tasaisesti
- Vääntömomentin äkillinen kasvu
- Näkyvä suuntausvirhe
Ennaltaehkäisy:
- Aloita kierteet käsin, älä koskaan työkaluilla
- Varmista, että liitos on kohtisuorassa porttiin nähden.
- Tunnustele tasainen kytkeytyminen ennen vääntömomentin käyttöä
- Käytä kierteenkohdistustyökaluja vaikeapääsyisiä portteja varten.
Tärinä ja väsymiskuormitus
Käyttöjännitykset heikentävät kierteitä vähitellen:
Tärinävaikutukset:
- Mikroliikkeet sovittimen ja portin välillä
- Kitkan kuluminen kierteiden kosketuspisteissä
- Asteittainen löysääminen vähentää puristusvoimaa
- Vähentynyt kiinnitys mahdollistaa suuremman liikkeen, mikä nopeuttaa kulumista.
Painepulsaatio:
- Nopeat paineenvaihtelut aiheuttavat syklistä kuormitusta
- Alumiinin alhaisempi väsymislujuus tekee siitä haavoittuvan
- Tuhannet syklit voivat aiheuttaa halkeamia.
- Halkeamat leviävät, kunnes kierteet epäonnistuvat
Väsymiskestävyystekijät:
| Kunto | Suhteellinen väsymisaika | Vikatila |
|---|---|---|
| Oikea vääntömomentti, kierrelukitusaine | 1.0 (perustaso) | Vähittäinen kuluminen miljoonien syklien jälkeen |
| Oikea vääntömomentti, ei kierrelukitetta | 0.3-0.5 | Löystyminen ja hankautuminen |
| Ylivääntömomentti, kierrelukitusaine | 0.2-0.4 | Jännityskeskittymät, säröjen syntyminen |
| Alivääntömomentti | 0.1-0.3 | Nopea löystyminen ja kitkaantuminen |
Korroosio ja galvaaniset vaikutukset
Erilaiset metallikontaktit aiheuttavat sähkökemiallisen hajoamisen:
Galvaaninen korroosio:
- Alumiini (anodi) ja teräs (katodi) muodostavat galvaanisen kennon.
- Kosteus tuottaa elektrolyyttiä
- Alumiini syöpyy ensisijaisesti
- Korroosiotuotteet laajenevat, mikä aiheuttaa stressiä
- Kierteet heikkenevät ja lopulta pettävät
Vakavuustekijät:
- Kosteudelle altistuminen: Korroosio: Ulkona tai kosteissa ympäristöissä korroosio kiihtyy
- Erilaiset metalliparit: Ruostumaton teräs vähemmän ongelmallinen kuin hiiliteräs
- Suojelun puute: Tiivisteen tai kiinnityksenestoaineen puuttuminen mahdollistaa kosteuden tunkeutumisen.
Ennaltaehkäisy:
- Käytä korroosionestoaineita sisältäviä korroosionestoaineita.
- Levitä kosteutta poissulkevia kierteitä
- Harkitse ruostumattomasta teräksestä valmistettuja liitososia hiiliteräksen sijaan
- Käytä dielektrisiä esteitä vaikeissa ympäristöissä
Miten lasket turvalliset vääntömomenttiarvot alumiiniportteja varten?
Oikeat vääntömomenttimääritykset estävät suurimman osan kierteiden rikkoutumisista. 📐
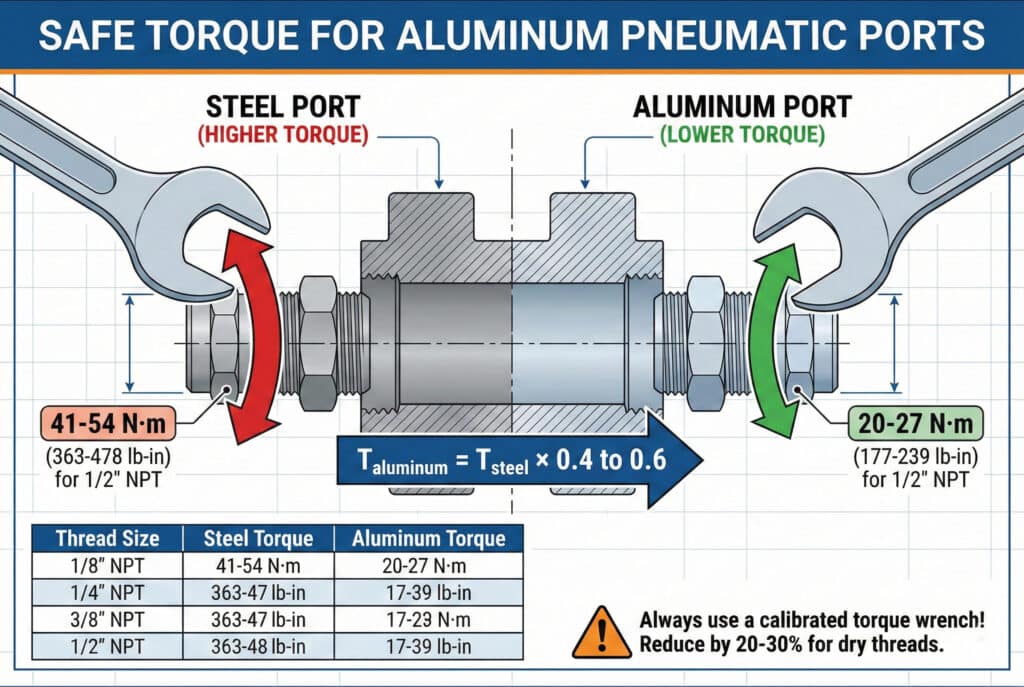
Alumiiniporttien turvallinen vääntömomentti lasketaan kaavalla: T_alumiini = T_teräs × 0,4-0,6, jossa vähennyskerroin ottaa huomioon alumiinin alhaisemman leikkauslujuuden ja suuremman kitkakertoimen. Tavallisille pneumaattisille liittimille tämä tarkoittaa seuraavaa: NPT = 3-5 N-m (27-44 lb-in), 1/4″ NPT = 7-10 N-m (62-88 lb-in), 3/8″ NPT = 12-17 N-m (106-150 lb-in) ja 1/2″ NPT = 20-27 N-m (177-239 lb-in). Nämä arvot edellyttävät puhtaita kierteitä, joissa on asianmukainen kierretiiviste; kuivia tai likaantuneita kierteitä on vähennettävä 20-30%:llä. Käytä aina kalibroitua momenttiavainta ja käytä vääntömomenttia asteittain eikä yhdellä vedolla.
Teoreettinen vääntömomentin laskenta
Ymmärtää vääntömomenttimääritysten teknisen perustan:
Vääntömomentin perusyhtälö:
Missä:
- = vääntömomentti
- = kitkakerroin (0,15-0,25 voidelluissa kierteissä).
- = nimellishalkaisija
- = puristusvoima
Kierteen leikkauslujuuden raja:
Missä:
- = alumiinin leikkauslujuus (~207 MPa 6061-T6:lle).
- = kierteen kiinnitysalue
Käytännön sovellus:
Alumiinin osalta rajoitetaan puristusvoima 60-70% teoreettisesta maksimivoimasta, jotta saadaan varmuusmarginaali:
- Asennusvaihtoehdot
- Kierteen epätäydellisyydet
- Toiminnalliset rasitukset
- Väsymiseen liittyvät näkökohdat
Suositellut vääntömomenttimääritykset
Käytännön vääntömomenttiarvot yleisimmille pneumaattisille liitososille:
| Kierteen koko | Teräsportin vääntömomentti | Alumiiniportin vääntömomentti | Vähennyskerroin |
|---|---|---|---|
| 1/8″ NPT | 7-10 N-m (62-88 lb-in) | 3-5 N-m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N-m (124-168 lb-in) | 7-10 N-m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N-m (221-301 lb-in) | 12-17 N-m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N-m (363-478 lb-in) | 20-27 N-m (177-239 lb-in) | 0.49-0.50 |
| M5 (metrinen) | 3-4 N-m (27-35 lb-in) | 1,5-2 N-m (13-18 lb-in) | 0.50 |
| M10 (metrinen) | 15-20 N-m (133-177 lb-in) | 7-10 N-m (62-88 lb-in) | 0.47-0.50 |
Tärkeitä huomautuksia:
- Arvot olettavat, että käytetään kierteitä tiivistävää ainetta tai kiinnityksenestoainetta.
- Kuivat kierteet vaativat 20-30% pienemmän vääntömomentin.
- Vaurioituneet tai kuluneet kierteet vaativat 30-40% pienempää vääntömomenttia.
- Ensimmäistä kertaa tapahtuvassa asennuksessa voidaan käyttää ylempää vaihteluväliä; toistuvissa asennuksissa on käytettävä alempaa vaihteluväliä.
Momenttiavaimen valinta ja käyttö
Oikeat työkalut ovat välttämättömiä tasaisten tulosten saavuttamiseksi:
Momenttiavainten tyypit:
- Palkkityyppi: Yksinkertainen, luotettava, ei vaadi kalibrointia, mutta vaatii suoraa katselua.
- Klikkaustyyppi: Äänimerkki/tuntosignaali kohdemomentin kohdalla, yleisin, vaatii säännöllistä kalibrointia.
- Digitaalinen: Tarkka, tallentaa tietoja, kallis, vaatii paristoja ja kalibroinnin.
- Esiasetus: Asetetaan tiettyyn vääntömomenttiin, estää ylivääntöä, ihanteellinen tuotantoympäristöihin.
Oikea tekniikka:
- Valitse jakoavain, jonka tavoitevääntömomentti on alueen keskellä 20-80% parhaan tarkkuuden saavuttamiseksi.
- Käytä voimaa tasaisesti ja tasaisesti, ei nykäyksin.
- Vedä kohtisuoraan jakoavaimen kahvaan nähden
- Pysäytä välittömästi, kun tavoite on saavutettu (älä “pomppaa” klikkaustyypistä).
- Anna avaimen nollautua sovellusten välillä
Angelan lääketehdas investoi $800 esiasetettuihin vääntömomenttiavaimiin yleisimpiä asennuskokoja varten. Investointi maksoi itsensä takaisin kuudessa viikossa, koska kierteet eivät enää irtoilleet.
Sopeutustekijät
Muokkaa perusmomenttia erityisolosuhteita varten:
Kierteen kunnon säätö:
- Uudet, puhtaat kierteet: Käytä määriteltyä vääntömomenttia
- Aiemmin asennettu (2-5 kertaa): Vähennä 10-15%
- Aiemmin asennettu (yli 5 kertaa): Vähennä 20-30%:llä tai asenna kierrepäällyste.
- Näkyviä kierrevaurioita: Vähennä 30-40% tai korjaa kierteet.
Tiivisteen/voiteluaineen säädöt:
- PTFE-teippi: Käytä määriteltyä vääntömomenttia
- Nestemäinen kierteiden tiiviste: Käytä määriteltyä vääntömomenttia
- Kiinnittymisenestoaine: 1-15% (pienempi kitka).
- Kuivat langat: 20-30% (korkeampi kitka, kitkeryysriski).
Ympäristön mukauttaminen:
- Huoneenlämpötila (20 °C): Käytä määriteltyä vääntömomenttia
- Kohonnut lämpötila (60-80 °C): Vähennä 10-15%
- Erittäin korkea lämpötila (>80 °C): Vähennä 20-25%:llä ja harkitse kierteitä.
Vääntömomenttijärjestys useille portille
Kun asennat useita liitososia, oikealla järjestyksellä on merkitystä:
Parhaiden käytäntöjen järjestys:
- Asenna kaikki liitososat sormikireälle
- Kunkin kohteen vääntömomentti on 30% peräkkäin.
- Kunkin kohteen vääntömomentti 60%:iin peräkkäin.
- Kunkin kohteen vääntömomentti on 100% peräkkäin.
- Tarkista jokaisen lopullinen vääntömomentti, kun kaikki on tehty.
Tämä asteittainen, peräkkäinen lähestymistapa jakaa rasituksen tasaisesti ja ehkäisee vääristymiä.
Mitkä ovat parhaat käytännöt kierteiden vaurioitumisen estämiseksi?
Kokonaisvaltaiset ennaltaehkäisystrategiat eliminoivat suurimman osan kierteiden epäonnistumisista. 🛡️
Kierteiden vaurioitumisen estäminen edellyttää monitasoista lähestymistapaa: käytä kalibroituja vääntömomenttiavaimia, joissa on alumiinikohtaiset spesifikaatiot (teräsarvojen 40-60%), käytä aina kierteitä tiivistävää ainetta tai kiinnityksenestoainetta kitkan vähentämiseksi ja puristumisen estämiseksi, käynnistä kaikki kierteet käsin, jotta varmistetaan oikea kohdistus ennen työkalujen käyttöä, asenna kierteiden lisäosat (kierrepäällysteet tai vastaavat) usein huollettuihin portteihin, tarkasta kierteet ennen jokaista asennusta vaurioiden tai likaantumisen varalta, kouluta kaikki teknikot alumiinikohtaisiin menettelyihin ja suunnittele järjestelmät siten, että porttien huoltotiheys on mahdollisimman pieni. Bepto Pneumaticsin sauvattomat sylinterit voidaan toimittaa ruostumattomasta teräksestä valmistetuilla kierteillä kriittisiin aukkoihin, jolloin alumiinirunkoihin saadaan terästä vastaava lujuus, mutta samalla säilytetään painoedut.

Kierteen lisäysratkaisut
Teräksiset insertit parantavat lujuutta pysyvästi:
Helicoil-tyyppiset insertit:
- Kierretty johdinsisäke asennettuna ylisuuriin kierteitettyihin reikiin
- Tarjoaa teräslujia kierteitä alumiiniin
- Voidaan asentaa uusiin tai vaurioituneisiin kierteisiin
- Kustannukset: $2-8 per insertti plus asennustyöt.
Kiinteät holkki-insertit:
- Alumiiniin puristettu tai kierteitetty teräsholkki
- Suurempi lujuus kuin helikoolaukset
- Monimutkaisempi asennus
- Paras uuteen tuotantoon, vaikea jälkiasentaa
Time-Sert-lisäosat:
- Massiivinen seinälevy, jossa on lukitusominaisuus
- Erinomainen kierteiden korjaukseen
- Kalliimpi kuin kierukkakelat ($8-15 per insertti).
- Joissakin tapauksissa helpompi asentaa kuin helikoolaukset
Milloin inserttejä käytetään:
- Portit huollettu yli 5 kertaa sylinterin käyttöiän aikana.
- Kriittiset sovellukset, joissa epäonnistumista ei voida hyväksyä
- Irronneiden kierteiden korjaus
- Korkean tärinän ympäristöt
- Portit, joiden on tuettava raskaita liitososia tai venttiileitä.
Robertin laitos asensi kierrepäällysteet jälkiasennuksena 25:een usein huollettuun porttiin $750:n kustannuksella (osat ja työ). Seuraavien kahden vuoden aikana tämä esti arviolta $15 000 vahingoittuneiden sylinterien syntymisen, mikä tarkoittaa 20:1:n tuottoa investoinnille.
Kierteen tiivisteen ja liimauksenestoaineen valinta
Asianmukaiset voiteluaineet estävät hankautumista ja varmistavat oikean vääntömomentin:
| Tuotteen tyyppi | Edut | Haitat | Parhaat sovellukset |
|---|---|---|---|
| PTFE-teippi | Edullinen, puhdas, helppo käyttää. | Voi silputa ja saastuttaa, rajoitettu voitelu. | Yleiskäyttöinen, matalan käyttöasteen taajuus |
| Nestemäinen kierteiden tiiviste (anaerobinen) | Erinomainen tiivistys, estää irtoamisen | Vaikea purkaa, vaatii kovettumisaikaa. | Pysyvät asennukset, tärinäympäristöt |
| Anti-seize tahna | Erinomainen puristumisen esto, helppo purkaa | Sotkuinen, voi saastuttaa järjestelmän | Usein huollettavat portit, syövyttävät ympäristöt |
| Kierteen tiiviste PTFE:llä | Hyvä tiivistys ja voitelu | Kalliimpi | Laadukkaat asennukset, alumiiniset portit |
Sovelluksen parhaat käytännöt:
- Levitä tiivistysainetta vain uroskierteisiin (pitää sen poissa järjestelmästä).
- Käytä 2-3 kierrosta PTFE-nauhaa, aloittaen 2 kierteen päästä.
- Levitä nestemäisiä tiivistysmassoja säästeliäästi - liika saastuttaa järjestelmää.
- Varmista, että kiinnityksenestoaine ei sisällä kuparia (voi aiheuttaa galvaanista korroosiota alumiinin kanssa).
Asennusmenettelyn standardit
Standardoidut menettelyt takaavat yhdenmukaiset tulokset:
Vaiheittainen asennusprotokolla:
Valmistelu:
- Tarkasta kierteet vaurioiden, likaantumisen tai korroosion varalta.
- Puhdista kierteet tarvittaessa liuottimella
- Tarkista oikea liitostyyppi ja -koko
- Valitse sopiva vääntömomentti
Tiivisteen käyttö:
- Levitä valittua tiivistysainetta ulkokierteisiin
- Varmistetaan tasainen kattavuus ilman omavastuuta
- Varaa kovettumisaika, jos käytät anaerobisia tiivistysmassoja.
Alkuperäinen kierteitys:
- Aloita kierteet käsin, älä koskaan työkaluilla
- Varmista kohtisuorassa oleva kohdistus
- Kierteen tulee edetä tasaisesti ja minimaalisella vastuksella
- Jos tuntuu vastusta, peruuta ja käynnistä uudelleen.
Vääntömomentin käyttö:
- Valitse kalibroitu momenttiavain
- Käytä vääntömomenttia asteittain 2-3 vaiheessa
- Lopullinen vääntömomentti eritelmän mukaisesti
- Älä ylitä määritettyä arvoa
Tarkastus:
- Silmämääräisesti tarkastetaan, että istuin on kunnolla paikallaan
- Tarkista vuotojen varalta alustavan paineistuksen aikana
- Dokumentoi asennus (käytetty vääntömomentti, päivämäärä, teknikko).
Koulutus ja dokumentointi
Inhimilliset tekijät ovat ennaltaehkäisyn kannalta ratkaisevan tärkeitä:
Teknikon koulutusvaatimukset:
- Alumiinin ominaisuuksien ja rajoitusten ymmärtäminen
- Momenttiavaimen valinta ja oikea käyttö
- Ristikierteen ja kierrevaurioiden tunnistaminen
- Tiivisteen valinta ja käyttö
- Vianmääritys vuotoongelmissa ilman ylikiristystä
Dokumentointijärjestelmät:
- Työalueilla olevat vääntömomenttitaulukot
- Huoltopäiväkirjat, joihin on kirjattu asennuspäivämäärät ja vääntömomenttiarvot.
- Kriittisten satamien palvelusyklien seuranta
- Vikaantumisraportointi ja perimmäisten syiden analysointi
Laadunvalvontatoimenpiteet:
- Säännöllinen momenttiavaimen kalibrointi (vähintään vuosittain).
- Valvojan suorittamat laitosten pistokokeet
- Vikaantumissuuntausten tarkastelu
- Jatkuva parantaminen kentältä saatujen tietojen perusteella
Uusien järjestelmien suunnitteluun liittyvät näkökohdat
Ehkäise ongelmia harkitulla suunnittelulla:
Sataman sijainti ja saavutettavuus:
- Asemointiportit suoraan asennettavaa asennusta varten
- Vältä paikkoja, joihin on kulmikas tai vaikea pääsy.
- Varaa tilaa momenttiavaimen käyttöä varten.
- Huoltokelpoisuuden huomioon ottaminen suunnitteluvaiheessa
Sovitusvalinta:
- Käytä tarvittaessa push-to-connect-liitoksia (kierteitystä ei tarvita).
- Valitse liitososat, joiden kierteiden pituus on sopiva portin syvyyteen nähden.
- Vältä ylisuuria liitososia, jotka vaativat suuria vääntömomentteja.
- Harkitse pikaliittimiä usein huollettaviin liitäntöihin.
Järjestelmän suunnittelu:
- Minimoi säännöllistä huoltoa vaativien satamien määrä
- Yhdistetään liitännät jakoputkiin yksittäisten sylinteriporttien sijasta.
- Käytä painekytkimille ja mittareille etäasennusta.
- Suunnittelu “asennetaan kerran” -filosofiaa varten aina kun se on mahdollista
Bepto Pneumatics työskentelee asiakkaiden kanssa suunnitteluvaiheessa optimoidakseen porttikokoonpanot, suositellakseen sopivia kierteitä korkean käyttöasteen sovelluksiin ja antaakseen yksityiskohtaiset asennusmäärittelyt. Sauvattomat sylinterimme voidaan räätälöidä vahvistetuilla aukkoilla tai kierteillä sovelluksen vaatimusten mukaan.
Korjausvaihtoehdot irronneille kierteille
Kun ennaltaehkäisy ei onnistu, on olemassa useita korjausvaihtoehtoja:
Kierresyötön asennus (suositeltava):
- Poraa vaurioituneet kierteet suurempaan kokoon
- Napauta insertin kokoa varten
- Asenna helicoil tai Time-Sert insertti
- Tarjoaa uudenveroisen tai paremman lujuuden
- Kustannukset: $50-150 riippuen koosta ja työvoimasta.
Ylimitoitettu sovitus:
- Napauta seuraavaan suurempaan kokoon
- Asenna ylimitoitettu liitos
- Yksinkertainen, mutta rajoittaa tulevia vaihtoehtoja
- Ei ehkä mahdollista seinämän paksuuden vuoksi
Epoksikorjaus (väliaikainen):
- Puhdista kierteet perusteellisesti
- Levitä kierteitä lukitsevaa epoksia
- Asenna liitos ja anna kovettua
- Tarjoaa tilapäisen tiivisteen, mutta alhainen lujuus
- Ainoastaan matalapaineisiin, ei-kriittisiin sovelluksiin.
Hitsattu korjaustulppa:
- Koneista vaurioitunut alue
- Hitsattu kierteitetty tulppa
- Koneen portti
- Kallis, mutta pysyvä korjaus
- Vaatii alumiinin ammattitaitoista hitsausta
Korvaaminen:
- Joskus kustannustehokkain vaihtoehto
- Erityisesti halpojen sylintereiden tai laajojen vaurioiden osalta.
- Mahdollisuus päivittää parempaan suunnitteluun
Päätelmä
Ymmärtämällä kierteiden irtoamismekaniikkaa alumiinisylinterien aukkojen kohdalla - ja soveltamalla oikeita vääntömomenttimäärityksiä, asennusmenettelyjä ja ennaltaehkäiseviä toimenpiteitä - eliminoidaan yksi yleisimmistä ja turhauttavimmista pneumaattisten järjestelmien vioista. 💪
Usein kysytyt kysymykset alumiinin kierteiden poistosta
Kysymys: Voinko käyttää alumiinisylintereissä samoja vääntömomenttimäärityksiä kuin terässylintereissä?
Ehdottomasti ei - tämä on yleisin syy alumiinikierteiden irtoamiseen. Alumiiniportit vaativat 40-60% vääntömomenttia vastaaviin teräskierteisiin käytetystä vääntömomentista, koska alumiinin leikkauslujuus on huomattavasti alhaisempi (207 MPa vs. 380-450 MPa teräkselle). Esimerkiksi 1/4 tuuman NPT-liittimelle, joka vaatii teräksessä 14-19 N-m, pitäisi saada alumiinissa vain 7-10 N-m. Tutustu aina alumiinikohtaisiin momenttitaulukoihin ja käytä kalibroitua momenttiavainta. Bepto Pneumatics toimittaa yksityiskohtaiset vääntömomenttimääritykset jokaisen sylinterin mukana tämän yleisen virheen välttämiseksi.
K: Kuinka monta kertaa voin turvallisesti asentaa ja irrottaa liitososia alumiiniportteihin?
Normaalit alumiiniportit kestävät yleensä 5-10 asennuskertaa ennen kuin kierteet vaurioituvat merkittävästi, vaikka tämä vaihtelee vääntömomentin tarkkuuden, kierteiden kunnon ja tiivisteen käytön mukaan. Yli 5 kierroksen jälkeen riski kasvaa huomattavasti. Usein huoltoa vaativiin portteihin on asennettava kierreinsertit (helicoilit tai Time-Serts) ensiasennuksen yhteydessä tai 3-5 käyttökerran jälkeen - näin saadaan rajattomasti käyttöikää terästä vastaavalla lujuudella. $5-10-lisäosan kustannukset ovat vähäpätöiset verrattuna vaurioituneen sylinterin vaihtamiseen.
K: Mikä on paras tapa korjata alumiinisen sylinteriportin irronneet kierteet?
Kierresaumojen asennus (helicoil tai Time-Sert) on suositeltavin korjausmenetelmä, jonka lujuus vastaa alkuperäisiä kierteitä tai ylittää ne. Menetelmään kuuluu vaurioituneiden kierteiden poraaminen, kierteiden kierteittäminen isompaan kokoon kierteitä varten ja kierreteräksisen kierteiden asentaminen. Tämä korjaus maksaa $50-150 koon ja työn mukaan, mutta palauttaa täyden toimivuuden. Vältä väliaikaisia korjauksia, kuten epoksia, ellei kyseessä ole ei-kriittinen, matalapaineinen sovellus. Laajoissa vaurioissa tai ohutseinäisissä sylintereissä, joissa insertit eivät ole käyttökelpoisia, vaihto voi olla korjausta edullisempi vaihtoehto.
K: Miksi liitososani löystyvät jatkuvasti, vaikka väännän niitä oikein?
Asennustarvikkeen löystyminen oikeasta vääntömomentista huolimatta johtuu yleensä tärinästä, lämpösyklien vaihtelusta tai kierteiden riittämättömästä lukituksesta. Ratkaisuihin kuuluvat: anaerobisen kierteentiivisteen (Loctite 567 tai vastaava) käyttö, joka estää löystymisen säilyttäen samalla tiivistettävyyden, mekaanisten lukituslaitteiden, kuten hillomuttereiden tai lukkolangan käyttö kriittisissä liitoksissa, järjestelmän liiallisen tärinän poistaminen sen lähteestä ja riittävän vääntömomentin varmistaminen - liian pieni vääntömomentti on yhtä ongelmallinen kuin liian suuri vääntömomentti. Varmista myös, että käytät oikeaa vääntömomenttimäärittelyä; jotkut teknikot käyttävät liian alhaisia arvoja peläten irtoamista, mikä paradoksaalisesti aiheuttaa löystymistä ja kitkavaurioita.
Kysymys: Onko kierteitetyille portteihin olemassa vaihtoehtoja, jotka poistavat strippausriskin?
Kyllä, on olemassa useita vaihtoehtoja sovelluksiin, joissa kierteiden irtoaminen on toistuva ongelma. Push-to-connect-liittimet poistavat kierteet kokonaan ja ovat ihanteellisia usein vaihdettaviin liitäntöihin, vaikka ne ovatkin rajoitettuja pienempiin kokoihin ja pienempiin paineisiin. Hitsatut tai juotetut liitokset tarjoavat pysyviä liitoksia ilman kierteiden irtoamisriskiä. Pikaliittimet mahdollistavat työkaluttoman kytkennän/purkauksen. Jakotukkiasennus yhdistää useat liitännät pois sylinterin rungosta. Uusia malleja varten kannattaa harkita näitä vaihtoehtoja; olemassa olevissa laitteissa kierreinsertit ovat paras jälkiasennusratkaisu. Bepto Pneumatics voi räätälöidä sauvattomia sylintereitä, joissa on vaihtoehtoisia liitäntämenetelmiä sovellustarpeidesi mukaan.
-
Tutustu teknisiin tietoihin alumiiniseosten leikkauslujuusominaisuuksista verrattuna hiiliteräkseen. ↩
-
Tutustu kimmomoduuliin ja siihen, miten se vaikuttaa alumiinin jäykkyyteen mekaanisissa sovelluksissa. ↩
-
Ymmärrä kitkasulamisen mekaniikka ja se, miten se johtaa kierteitettyjen liitosten pintavaurioihin. ↩
-
Tutki eri teollisuusmetallien lämpölaajenemiskertoimien vertailutaulukkoa. ↩
-
Tutki galvaanista sarjaa ymmärtääksesi, miten erilaiset metallit ovat vuorovaikutuksessa syövyttävissä ympäristöissä. ↩
