

Vous avez du mal à trouver des vérins standard qui répondent à vos besoins spécifiques ? De nombreux ingénieurs perdent un temps précieux à essayer d'adapter des composants standard à des applications uniques, ce qui a souvent pour effet de compromettre les performances et la fiabilité. Mais il existe une meilleure approche pour résoudre ces problèmes de conception difficiles.
Pneumatique sur mesure permettent de répondre à des conditions de fonctionnement extrêmes grâce à des conceptions spécialisées intégrant des caractéristiques uniques telles que des rails de guidage de forme spéciale usinés à l'aide d'une machine à commande numérique. CNC à 5 axes1 et électroérosion à fil2 les joints d'étanchéité à haute température fabriqués à partir de matériaux avancés tels que l'aluminium, l'aluminium, l'acier, l'acier inoxydable et l'acier inoxydable. PEEK3 et PTFE capables de résister à des températures allant jusqu'à 300°C, et des renforts structurels qui maintiennent l'alignement et empêchent la déflexion lors de courses supérieures à 3 mètres.
J'ai personnellement supervisé la conception de centaines de cylindres sur mesure au cours de mes 15 années de carrière, et j'ai appris que le succès dépend de la compréhension des processus de fabrication critiques, des facteurs de sélection des matériaux et des principes d'ingénierie structurelle qui distinguent les cylindres sur mesure exceptionnels des médiocres. Permettez-moi de vous faire part de mes connaissances d'initié qui vous aideront à créer des solutions personnalisées vraiment efficaces.
Table des matières
- Comment les rails de guidage de forme spéciale sont-ils fabriqués pour les cylindres sur mesure ?
- Quels sont les matériaux d'étanchéité les plus performants dans les applications à haute température ?
- Quelles sont les techniques permettant d'éviter la déflexion des vérins à course extra-longue ?
- Conclusion
- FAQ sur la conception de cylindres sur mesure
Comment les rails de guidage de forme spéciale sont-ils fabriqués pour les cylindres sur mesure ?
Le système de rail de guidage est souvent l'aspect le plus difficile de la conception d'un vérin sur mesure, car il nécessite des processus de fabrication spécialisés pour atteindre la précision et les performances nécessaires.
Les rails de guidage de forme spéciale pour les cylindres sur mesure sont fabriqués au moyen d'un processus en plusieurs étapes impliquant généralement un usinage CNC, une découpe par électroérosion à fil, un meulage de précision et un traitement thermique. Ces processus peuvent produire des profils complexes avec des tolérances aussi serrées que ±0,005 mm, créant des géométries spécialisées telles que des guides en queue d'aronde, des profils à rainure en T et des surfaces à courbes composées qui permettent des fonctions uniques pour les cylindres, impossibles à réaliser avec des conceptions standard.

Décomposition du processus de fabrication
La création de rails de guidage spécialisés implique plusieurs étapes de fabrication critiques :
Séquence des processus et capacités
| Étape de fabrication | Matériel utilisé | Capacité de tolérance | Finition de la surface | Meilleures applications |
|---|---|---|---|---|
| Usinage brut | Broyeur CNC à 3 axes | ±0,05 mm | 3,2-6,4 Ra | Enlèvement de matière, façonnage de base |
| Usinage de précision | Broyeur CNC à 5 axes | ±0,02 mm | 1,6-3,2 Ra | Géométries complexes, angles composés |
| Electro-érosion à fil | CNC Wire EDM (électroérosion par fil) | ±0,01mm | 1,6-3,2 Ra | Caractéristiques internes, matériaux trempés |
| Traitement thermique | Four à vide | – | – | Amélioration de la dureté, soulagement du stress |
| Rectification de précision | Meuleuse de surface CNC | ±0,005 mm | 0,4-0,8 Ra | Dimensions critiques, surfaces d'appui |
| Superfinition | Honing/Lapping | ±0,002 mm | 0,1-0,4 Ra | Surfaces de glissement, zones d'étanchéité |
J'ai travaillé un jour avec un fabricant d'équipements pour semi-conducteurs qui avait besoin d'un cylindre avec un guide en queue d'aronde intégré capable de supporter un équipement de précision pour la manipulation des wafers. Le profil complexe nécessitait à la fois un usinage 5 axes pour la forme de base et un électro-érosion à fil pour créer les surfaces d'engagement précises. L'opération de rectification finale a permis d'obtenir une tolérance de rectitude de 0,008 mm sur une longueur de 600 mm, ce qui est essentiel pour le positionnement au niveau du nanomètre requis par l'application.
Types et applications des profils spéciaux
Les différents profils de rail de guidage répondent à des objectifs fonctionnels spécifiques :
Profilés spéciaux courants
| Type de profil | Coupe transversale | Défi de la fabrication | Avantage fonctionnel | Application typique |
|---|---|---|---|---|
| Queue d'aronde | Trapézoïdale | Coupe d'angle précise | Capacité de charge élevée, pas de jeu | Positionnement de précision |
| Fente en T | En forme de T | Usinage des angles internes | Composants ajustables, conception modulaire | Systèmes configurables |
| Courbe composée | Courbe en S | Usinage de contours en 3D | Trajectoires de mouvement personnalisées, cinématique spécialisée | Mouvement non linéaire |
| Multi-canal | Plusieurs pistes parallèles | Maintien de l'alignement parallèle | Plusieurs wagons indépendants | Actionnement multipoint |
| Hélicoïdale | Rainure en spirale | Coupe simultanée sur 4/5 axes | Mouvement combiné rotationnel-linéaire | Actionneurs rotatifs-linéaires |
Sélection des matériaux pour les rails de guidage
Le matériau de base a un impact significatif sur le choix du processus de fabrication et sur les performances :
Comparaison des propriétés des matériaux
| Matériau | Usinabilité (1-10) | Compatibilité EDM | Traitement thermique | Résistance à l'usure | Résistance à la corrosion |
|---|---|---|---|---|---|
| Acier au carbone 1045 | 7 | Bon | Excellent | Modéré | Pauvre |
| Acier allié 4140 | 6 | Bon | Excellent | Bon | Modéré |
| Inox 440C | 4 | Bon | Bon | Très bon | Excellent |
| Acier à outils A2 | 5 | Excellent | Excellent | Excellent | Modéré |
| Aluminium Bronze | 6 | Pauvre | Limitée | Bon | Excellent |
| Aluminium durci | 8 | Pauvre | Non requis | Modéré | Bon |
Pour un fabricant d'équipements de transformation alimentaire, nous avons choisi l'acier inoxydable 440C pour ses rails de guidage personnalisés, malgré son usinabilité plus difficile. L'environnement de lavage avec des agents de nettoyage caustiques aurait rapidement corrodé les options en acier standard. Le matériau 440C a été usiné à l'état recuit, puis durci à 58 HRC et rectifié pour créer un système de guidage durable et résistant à la corrosion.
Options de traitement de surface
Les traitements post-usinage améliorent les caractéristiques de performance :
Méthodes d'amélioration de la surface
| Traitement | Processus | Augmentation de la dureté | Amélioration de l'usure | Protection contre la corrosion | Épaisseur |
|---|---|---|---|---|---|
| Chromage dur | Placage électrolytique | +20% | 3-4× | Bon | 25-50μm |
| Nitruration | Gaz/Plasma/Bain de sel | +30% | 5-6× | Modéré | 0,1-0,5 mm |
| Revêtement PVD (TiN) | Dépôt sous vide | +40% | 8-10× | Bon | 2-4μm |
| Revêtement DLC | Dépôt sous vide | +50% | 10-15× | Excellent | 1-3μm |
| Imprégnation PTFE | Infusion sous vide | Minime | 2-3× | Bon | Surface uniquement |
Considérations sur les tolérances de fabrication
Pour obtenir une qualité constante, il faut comprendre les relations de tolérance :
Facteurs de tolérance critiques
Tolérance de rectitude
- Essentiel pour le bon fonctionnement et les caractéristiques de résistance à l'usure
- Typiquement 0,01-0,02mm par 300mm de longueur
- Mesuré à l'aide d'une règle de précision et de jauges d'épaisseurTolérance du profil
- Définit l'écart admissible par rapport au profil théorique
- Typiquement 0,02-0,05mm pour les surfaces d'engagement
- Vérification à l'aide de jauges personnalisées ou de mesures CMMExigences en matière d'état de surface
- Affecte le frottement, l'usure et l'efficacité de l'étanchéité
- Surfaces de roulement : 0,4-0,8 Ra
- Surfaces d'étanchéité : 0,2-0,4 Ra
- Mesuré à l'aide d'un profilomètreDistorsion due au traitement thermique
- Peut affecter les dimensions finales de 0,05 à 0,1 mm.
- Nécessite des opérations de finition après traitement thermique
- Minimisation grâce à une fixation adéquate et à une réduction des contraintes
Quels sont les matériaux d'étanchéité les plus performants dans les applications à haute température ?
La sélection des matériaux d'étanchéité appropriés est essentielle pour les vérins sur mesure fonctionnant dans des environnements à température extrême.
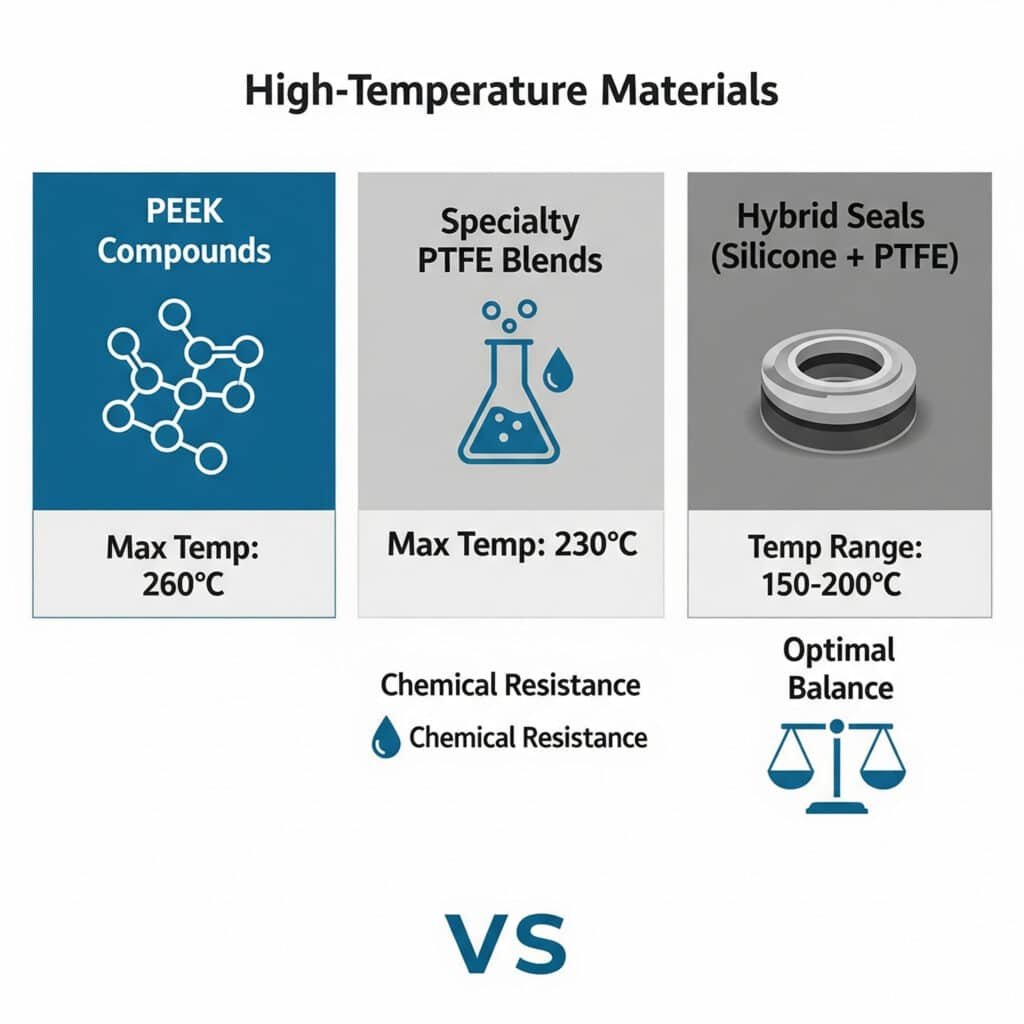
Les applications pneumatiques à haute température nécessitent des matériaux d'étanchéité spécialisés qui conservent leur élasticité, leur résistance à l'usure et leur stabilité chimique à des températures élevées. Les polymères avancés tels que les composés PEEK peuvent fonctionner en continu à des températures allant jusqu'à 260°C, tandis que les mélanges de PTFE spécialisés offrent une résistance chimique exceptionnelle jusqu'à 230°C. Les joints hybrides combinant des élastomères de silicone et un revêtement en PTFE offrent un équilibre optimal entre conformité et durabilité pour des températures comprises entre 150 et 200°C.
Matrice des matériaux d'étanchéité haute température
Cette comparaison complète permet de sélectionner le matériau optimal pour des plages de température spécifiques :
Comparaison des performances en matière de température
| Matériau | Température maximale continue | Température intermittente maximale | Capacité de pression | Résistance chimique | Coût relatif |
|---|---|---|---|---|---|
| FKM (Viton®) | 200°C | 230°C | Excellent (35 MPa) | Très bon | 2.5× |
| FFKM (Kalrez®) | 230°C | 260°C | Très bon (25 MPa) | Excellent | 8-10× |
| PTFE (vierge) | 230°C | 260°C | Bonne (20 MPa) | Excellent | 3× |
| PTFE (chargé de verre) | 230°C | 260°C | Très bon (30 MPa) | Excellent | 3.5× |
| PEEK (non chargé) | 240°C | 300°C | Excellent (35 MPa) | Bon | 5× |
| PEEK (rempli de carbone) | 260°C | 310°C | Excellent (40 MPa) | Bon | 6× |
| Silicone | 180°C | 210°C | Médiocre (10 MPa) | Modéré | 2× |
| Composite PTFE/Silicone | 200°C | 230°C | Bonne (20 MPa) | Très bon | 4× |
| PTFE énergisé au métal | 230°C | 260°C | Excellent (40+ MPa) | Excellent | 7× |
| Composite graphite | 300°C | 350°C | Modéré (15 MPa) | Excellent | 6× |
Dans le cadre d'un projet pour une usine de fabrication de verre, nous avons mis au point des cylindres sur mesure qui fonctionnaient à proximité de fours de recuit dont les températures ambiantes atteignaient 180°C. Les joints standard ont cédé en quelques semaines. Les joints standard ont cédé en quelques semaines, mais en utilisant des joints de piston en PEEK remplis de carbone et des joints de tige en PTFE alimentés en métal, nous avons créé une solution qui a fonctionné en continu pendant plus de trois ans sans remplacement de joint.
Facteurs de sélection des matériaux au-delà de la température
La température n'est qu'un des éléments à prendre en compte dans le choix d'un joint haute température :
Facteurs de sélection essentiels
Exigences en matière de pression
- Les pressions plus élevées nécessitent des matériaux plus résistants sur le plan mécanique
- La relation Pression × Température n'est pas linéaire
- La capacité de pression diminue généralement de 5-10% pour chaque augmentation de 20°C.Environnement chimique
- Produits chimiques de traitement, agents de nettoyage et lubrifiants
- Résistance à l'oxydation à des températures élevées
- Résistance à l'hydrolyse (pour l'exposition à la vapeur d'eau)Exigences en matière de cyclisme
- Les cycles thermiques entraînent des taux de dilatation différents
- Applications de joints dynamiques et statiques
- Fréquence d'actionnement à la températureConsidérations relatives à l'installation
- Les matériaux plus durs nécessitent un usinage plus précis
- Le risque d'endommagement de l'installation augmente avec la dureté du matériau
- Un outillage spécial est souvent nécessaire pour les matériaux composites
Modifications de la conception des joints pour les températures élevées
Les modèles de joints standard nécessitent souvent des modifications pour les températures extrêmes :
Adaptations de la conception
| Modification de la conception | Objectif | Impact de la température | Complexité de la mise en œuvre |
|---|---|---|---|
| Réduction des interférences | Compense la dilatation thermique | Capacité de +20-30°C | Faible |
| Joints d'étanchéité flottants | Permet la croissance thermique | Capacité de +30-50°C | Moyen |
| Joints à composants multiples | Optimisation des matériaux par fonction | Capacité de +50-70°C | Haut |
| Anneaux d'appui en métal | Empêche l'extrusion à la température | Capacité de +20-40°C | Moyen |
| Joints auxiliaires à labyrinthe | Réduction de la température au niveau du joint principal | Capacité de +50-100°C | Haut |
| Canaux de refroidissement actifs | Création d'un microenvironnement plus froid | Capacité de +100-150°C | Très élevé |
Vieillissement des matériaux et considérations relatives au cycle de vie
Le fonctionnement à haute température accélère la dégradation des matériaux :
Facteurs d'impact du cycle de vie
| Matériau | Durée de vie typique à 100°C | Réduction de la durée de vie à 200°C | Mode de défaillance primaire | Prévisibilité |
|---|---|---|---|---|
| FKM | 2-3 ans | 75% (6-9 mois) | Durcissement/fissuration | Bon |
| FFKM | 3-5 ans | 60% (1.2-2 ans) | Kit de compression | Très bon |
| PTFE | 5+ ans | 40% (3+ ans) | Déformation/écoulement à froid | Modéré |
| PEEK | 5+ ans | 30% (3.5+ ans) | Usure/abrasion | Bon |
| Silicone | 1 à 2 ans | 80% (2-5 mois) | Déchirure/dégradation | Pauvre |
| PTFE énergisé au métal | 4-5 ans | 35% (2,6-3,3 ans) | Détente printanière | Excellent |
J'ai travaillé avec une aciérie qui utilisait des cylindres hydrauliques dans sa zone de coulée continue à des températures ambiantes de 150-180°C. En mettant en œuvre un programme de maintenance prédictive basé sur ces facteurs du cycle de vie, nous avons pu programmer le remplacement des joints pendant les arrêts de maintenance planifiés, éliminant complètement les temps d'arrêt imprévus qui coûtaient auparavant environ $50 000 par heure.
Bonnes pratiques d'installation et d'entretien
Une manipulation correcte a un impact significatif sur les performances des joints à haute température :
Procédures critiques
Considérations relatives au stockage
- La durée de conservation maximale varie selon le matériau (1 à 5 ans).
- Stockage sous température contrôlée recommandé
- La protection contre les UV est essentielle pour certains matériauxTechniques d'installation
- Des outils d'installation spécialisés évitent les dommages
- La compatibilité des lubrifiants est essentielle
- Couple calibré pour les composants du presse-étoupeProcédures d'effraction
- Augmentation progressive de la température lorsque cela est possible
- Réduction de la pression initiale (60-70% du maximum)
- Cyclage contrôlé avant le fonctionnement à plein régimeMéthodes de contrôle
- Essais réguliers au duromètre des joints accessibles
- Systèmes de détection de fuites avec compensation de température
- Remplacement prédictif en fonction des conditions de fonctionnement
Quelles sont les techniques permettant d'éviter la déflexion des vérins à course extra-longue ?
Les vérins à longue course présentent des défis techniques uniques qui nécessitent des solutions structurelles spécialisées.
Les vérins à course extra-longue empêchent la déviation de la tige et maintiennent l'alignement grâce à de multiples techniques de renforcement : diamètres de tige surdimensionnés (généralement 1,5 à 2 fois les rapports standard), douilles de support intermédiaires à intervalles calculés, systèmes de guidage externes avec alignement de précision, matériaux de tige composites avec des rapports rigidité/poids améliorés, et conceptions de tubes spécialisés qui résistent à la flexion sous la pression et les charges latérales.
Calcul et prévention de la déflexion des tiges
Il est essentiel de comprendre la physique de la déflexion pour concevoir correctement les armatures :
Formule de déflexion pour les tiges allongées
δ = (F × L³) / (3 × E × I)
Où ?
- δ = Déflexion maximale (mm)
- F = Charge latérale ou poids de la tige (N)
- L = Longueur non supportée (mm)
- E = Module d'élasticité4 (N/mm²)
- I = Moment d'inertie5 (mm⁴) = (π × d⁴) / 64 pour les tiges circulaires
Pour un vérin de 5 mètres de course que nous avons conçu pour une scierie, la tige standard aurait fléchi de plus de 120 mm à pleine extension. En augmentant le diamètre de la tige de 40 mm à 63 mm, nous avons réduit la déflexion théorique à seulement 19 mm, ce qui reste excessif pour l'application. L'ajout de douilles de support intermédiaires à des intervalles de 1,5 mètre a encore réduit la déflexion à moins de 3 mm, répondant ainsi à leurs exigences en matière d'alignement.
Optimisation du diamètre des tiges
Le choix du diamètre approprié de la tige est la première mesure de protection contre la déviation :
Lignes directrices pour le dimensionnement du diamètre des tiges
| Longueur de la course | Rapport minimum tige/alésage | Augmentation typique du diamètre | Réduction de la déflexion | Pénalité de poids |
|---|---|---|---|---|
| 0-500mm | 0.3-0.4 | Standard | Base de référence | Base de référence |
| 500-1000mm | 0.4-0.5 | 25% | 60% | 56% |
| 1000-2000mm | 0.5-0.6 | 50% | 85% | 125% |
| 2000-3000mm | 0.6-0.7 | 75% | 94% | 206% |
| 3000-5000mm | 0.7-0.8 | 100% | 97% | 300% |
| >5000mm | 0.8+ | 125%+ | 99% | 400%+ |
Systèmes d'appui intermédiaires
Pour les courses les plus longues, des supports intermédiaires deviennent nécessaires :
Configurations des bagues de support
| Type de soutien | Espacement maximal | Méthode d'installation | Exigences en matière de maintenance | Meilleure application |
|---|---|---|---|---|
| Douille fixe | L = 100 × d | Emboîter dans le tube | Lubrification périodique | Orientation verticale |
| Douille flottante | L = 80 × d | Retenu par un anneau d'arrêt | Remplacement périodique | Horizontal, usage intensif |
| Douille réglable | L = 90 × d | Ajustement fileté | Contrôle régulier de l'alignement | Applications de précision |
| Support de rouleau | L = 120 × d | Boulonné au tube | Remplacement des roulements | Applications à grande vitesse |
| Guide externe | L = 150 × d | Montage indépendant | Vérification de l'alignement | Besoins de haute précision |
Où ?
- L = Espacement maximal entre les supports (mm)
- d = Diamètre de la tige (mm)
Amélioration de la conception des tubes
Le tube du cylindre lui-même doit être renforcé dans les modèles à course longue :
Méthodes de renforcement des tubes
| Méthode de renforcement | Augmentation de la force | Poids Impact | Facteur de coût | Meilleure application |
|---|---|---|---|---|
| Augmentation de l'épaisseur de la paroi | 30-50% | Haut | 1.3-1.5× | Solution la plus simple, longueurs modérées |
| Nervures de renforcement externes | 40-60% | Moyen | 1.5-1.8× | Montage horizontal, charges concentrées |
| Enveloppe composite | 70-100% | Faible | 2.0-2.5× | Solution la plus légère, coups les plus longs |
| Construction à double paroi | 100-150% | Haut | 2.2-2.8× | Applications à haute pression |
| Structure de soutien de la poutrelle | 200%+ | Moyen | 2.5-3.0× | Longueurs extrêmes, orientation variable |
Pour un cylindre d'une course de 4 mètres conçu pour une plate-forme d'inspection de pont, nous avons mis en place des supports externes en treillis d'aluminium le long du tube du cylindre. Cela a permis d'augmenter la rigidité en flexion de plus de 300% tout en n'ajoutant que 15% au poids total - ce qui est essentiel pour l'application mobile où l'excès de poids aurait nécessité une plate-forme de véhicule plus grande.
Sélection des matériaux pour les courses prolongées
Les matériaux avancés peuvent améliorer considérablement les performances :
Comparaison des performances des matériaux
| Matériau | Rigidité relative | Rapport de poids | Résistance à la corrosion | Coût Prime | Meilleure application |
|---|---|---|---|---|---|
| Acier chromé | 1.0 (base de référence) | 1.0 | Bon | Base de référence | Objectif général |
| Acier trempé par induction | 1.0 | 1.0 | Modéré | 1.2× | Robuste, résistant à l'usure |
| Aluminium anodisé dur | 0.3 | 0.35 | Très bon | 1.5× | Applications sensibles au poids |
| Acier inoxydable | 0.9 | 1.0 | Excellent | 1.8× | Environnements corrosifs |
| Fibre de carbone composite | 2.3 | 0.25 | Excellent | 3.5× | La plus haute performance, le poids le plus léger |
| Aluminium revêtu de céramique | 0.4 | 0.35 | Excellent | 2.2× | Performances équilibrées, poids modéré |
Considérations relatives à l'installation et à l'alignement
Une installation correcte devient de plus en plus critique avec la longueur de la course :
Exigences en matière d'alignement
| Longueur de la course | Désalignement maximal | Méthode d'alignement | Technique de vérification |
|---|---|---|---|
| 0-1000mm | 0,5 mm | Montage standard | Inspection visuelle |
| 1000-2000mm | 0,3 mm | Supports réglables | Règle droite et jauge d'épaisseur |
| 2000-3000mm | 0,2 mm | Surfaces usinées avec précision | Indicateur de cadran |
| 3000-5000mm | 0,1 mm | Alignement laser | Mesure laser |
| >5000mm | <0,1 mm | Système d'alignement multipoint | Transit optique ou laser tracker |
Lors de l'installation d'un cylindre d'une course de 6 mètres pour un mécanisme de scène de théâtre, nous avons découvert que les surfaces de montage présentaient un désalignement de 0,8 mm. Bien qu'il semble mineur, ce décalage aurait créé un grippage et une usure prématurée. En mettant en œuvre un système de montage réglable avec vérification de l'alignement au laser, nous avons obtenu un alignement de 0,05 mm sur toute la longueur, garantissant un fonctionnement sans heurts et une durée de vie complète.
Considérations dynamiques pour les coups longs
La dynamique opérationnelle crée des défis supplémentaires :
Facteurs dynamiques
Forces d'accélération
- Les tiges plus longues et plus lourdes ont une plus grande inertie
- L'amortissement en fin de course est essentiel
- Conception typique : 25-50mm de longueur de coussin par mètre de courseFréquence de résonance
- Les tiges longues peuvent développer des vibrations nuisibles
- Les vitesses critiques doivent être évitées
- Des systèmes d'amortissement peuvent être nécessairesDilatation thermique
- Dilatation de 1 à 2 mm par mètre à une augmentation de température de 100°C
- Montages flottants ou joints de compensation
- Le choix du matériau influe sur le taux de dilatationDynamique de la pression
- Des colonnes d'air plus longues créent des effets d'ondes de pression
- Des orifices de vannes et une capacité de débit plus importants sont nécessaires
- Le contrôle de la vitesse est plus difficile sur les longues distances
Conclusion
La conception de vérins sur mesure pour les applications extrêmes nécessite des connaissances spécialisées dans les processus de fabrication pour les rails de guidage de forme spéciale, la sélection des matériaux pour les joints à haute température et l'ingénierie structurelle pour le renforcement des courses longues. En comprenant ces aspects critiques, les ingénieurs peuvent créer des solutions pneumatiques qui fonctionnent de manière fiable dans les environnements les plus exigeants.
FAQ sur la conception de cylindres sur mesure
Quelle est la température maximale à laquelle un cylindre pneumatique peut fonctionner avec des joints spécialisés ?
Avec des matériaux de joints spécialisés et des modifications de conception, les vérins pneumatiques peuvent fonctionner en continu à des températures allant jusqu'à 260°C en utilisant des joints PEEK remplis de carbone ou des joints PTFE alimentés en métal. Pour une exposition intermittente, les joints composites en graphite peuvent supporter des températures avoisinant les 350°C. Cependant, ces applications à températures extrêmes nécessitent des considérations supplémentaires au-delà de l'étanchéité, notamment des lubrifiants spéciaux (ou des conceptions de fonctionnement à sec), une compensation de la dilatation thermique et des matériaux ayant des coefficients de dilatation thermique adaptés afin d'éviter le grippage à la température.
Quelle peut être la longueur de la course d'un vérin pneumatique avant que des supports intermédiaires ne soient nécessaires ?
La nécessité de supports intermédiaires dépend du diamètre de la tige, de son orientation et des exigences de précision. En règle générale, les vérins horizontaux avec des rapports tige/alésage standard (0,3-0,4) nécessitent des supports intermédiaires lorsque les courses dépassent 1,5 mètre. Le seuil exact peut être calculé à l'aide de la formule de déflexion : δ = (F × L³) / (3 × E × I), où une déflexion significative (typiquement >1mm) indique qu'un support est nécessaire. Les cylindres verticaux peuvent souvent s'étendre jusqu'à 2 ou 3 mètres avant de nécessiter un support en raison de l'absence de charge latérale gravitationnelle.
Quelle est la tolérance de fabrication possible pour les rails de guidage de forme spéciale ?
En combinant l'usinage CNC à 5 axes, l'électroérosion à fil et le meulage de précision, les rails de guidage de forme spéciale peuvent atteindre des tolérances de ±0,005 mm pour les dimensions critiques et des finitions de surface aussi fines que 0,2-0,4 Ra. La précision du profil (la conformité à la forme théorique) peut être maintenue à 0,01-0,02 mm grâce aux techniques de fabrication modernes. Pour les applications de haute précision, l'ajustement manuel final et l'assemblage sélectif peuvent être utilisés pour obtenir des tolérances fonctionnelles inférieures à ±0,003 mm pour des composants spécifiques.
Comment éviter le grippage des cylindres à course longue avec plusieurs bagues d'appui ?
La prévention du grippage dans les cylindres à course longue avec supports multiples nécessite plusieurs techniques : (1) mise en œuvre d'une approche d'alignement progressif dans laquelle un seul manchon assure l'alignement primaire tandis que les autres offrent un support flottant avec un léger dégagement ; (2) utilisation de manchons à alignement automatique avec des surfaces extérieures sphériques qui peuvent s'adapter à de légers désalignements ; (3) garantie d'un alignement précis lors de l'installation à l'aide de systèmes de mesure au laser ; et (4) utilisation de matériaux avec des coefficients de dilatation thermique adaptés pour tous les composants structurels afin de prévenir le grippage induit par la température.
Quel est le surcoût des cylindres sur mesure par rapport aux modèles standard ?
Le surcoût des cylindres sur mesure varie considérablement en fonction du degré de personnalisation, mais se situe généralement entre 2 et 10 fois le coût des modèles standard. Des modifications simples telles que des configurations spéciales de montage ou d'orifice peuvent ajouter 30-50% au prix de base. Une personnalisation modérée comprenant des courses non standard ou des joints spécialisés double généralement le coût. Les conceptions hautement spécialisées avec des rails de guidage sur mesure, des capacités de températures extrêmes ou des renforcements de courses extra-longues peuvent coûter 5 à 10 fois plus que les modèles standard. Toutefois, cette prime doit être évaluée par rapport au coût des tentatives d'adaptation des composants standard à des applications inadaptées, ce qui entraîne souvent des remplacements fréquents et des temps d'arrêt du système.
Comment tester et valider les conceptions de cylindres personnalisés avant la production ?
Les conceptions de cylindres sur mesure sont validées par un processus en plusieurs étapes : (1) simulation informatique à l'aide de l'analyse par éléments finis (FEA) pour vérifier l'intégrité structurelle et identifier les concentrations de contraintes potentielles ; (2) essais de prototypes dans des conditions contrôlées, souvent avec des essais de durée de vie accélérés à 1,5-2× la pression et le taux de cycle prévus ; (3) essais en chambre environnementale pour les températures extrêmes ; (4) essais sur le terrain instrumentés mesurant des paramètres tels que les températures internes, les forces de frottement et la stabilité de l'alignement ; et (5) essais destructifs de prototypes pour vérifier les marges de sécurité. Pour les applications critiques, des montages d'essai personnalisés peuvent être construits pour simuler les conditions exactes de l'application avant l'approbation finale de la production.
-
Explique en détail l'usinage CNC 5 axes, un processus de fabrication avancé qui permet de découper des pièces sur cinq axes différents simultanément, ce qui permet de créer des géométries très complexes. ↩
-
Explique les principes de l'électroérosion par fil, un procédé d'usinage non traditionnel qui utilise un fil chargé électriquement pour découper des matériaux conducteurs avec une extrême précision. ↩
-
Offre des informations complètes sur le polyéther-éther-cétone (PEEK), un thermoplastique technique de haute performance connu pour ses excellentes propriétés mécaniques et sa résistance aux températures extrêmes et aux produits chimiques agressifs. ↩
-
Décrit le module d'élasticité (également connu sous le nom de module de Young), une propriété matérielle fondamentale qui mesure la rigidité d'un matériau et sa résistance à la déformation élastique sous l'effet d'une contrainte. ↩
-
Explique clairement le moment d'inertie de la surface, une propriété géométrique d'une section transversale qui reflète la répartition de ses points par rapport à un axe arbitraire, ce qui est crucial pour le calcul de la déflexion d'une poutre. ↩
