

Introduction
Vos vérins pneumatiques présentent soit des fuites d'air, soit une usure des joints tous les quelques mois, mais jamais les deux à la fois. 💨 Vous êtes confronté à un compromis frustrant : augmenter la force d'étanchéité pour arrêter les fuites, et la friction monte en flèche, provoquant une usure prématurée. Réduire la friction, et la perte de pression devient inacceptable. Il ne s'agit pas d'un problème de qualité des composants, mais d'un problème fondamental de conception du profil des lèvres qui coûte aux fabricants des millions en gaspillage d'énergie et en maintenance.
L'optimisation du profil de la lèvre est le processus d'ingénierie qui consiste à concevoir la géométrie de la lèvre d'étanchéité, notamment l'angle de contact (généralement 8-25°), la largeur de contact (0,3-1,5 mm) et l'épaisseur de la lèvre — afin d'obtenir un équilibre optimal entre la force d'étanchéité (prévention des fuites) et la force de frottement (réduction de l'usure et des pertes d'énergie). Des profils correctement optimisés permettent de réduire le frottement de 40 à 60% tout en maintenant des taux de fuite inférieurs à 0,1 litre/minute à la pression nominale dans les applications de vérins pneumatiques.
Au cours du dernier trimestre, j'ai travaillé avec Brian, responsable de la maintenance dans une usine de pièces automobiles du Tennessee, dont la chaîne de production consommait 35% d'air comprimé de plus que les spécifications techniques. Ses cylindres OEM utilisaient des profils de joints agressifs qui créaient une friction excessive, provoquant une accumulation de chaleur et une dégradation rapide des joints. Après être passé à nos vérins sans tige Bepto avec des profils de lèvres optimisés, sa consommation d'air a diminué de 281 TP3T, la durée de vie des joints a triplé et ses coûts de maintenance annuels ont diminué de 1 TP4T43 000. 📉
Table des matières
- Qu'est-ce que l'optimisation du profil des lèvres et pourquoi est-elle importante pour les performances des cylindres ?
- Comment l'angle de contact et la géométrie des lèvres influencent-ils le compromis entre force d'étanchéité et frottement ?
- Quels sont les paramètres de conception clés pour optimiser les profils des lèvres d'étanchéité ?
- Quels modèles de profil de lèvre offrent les meilleures performances pour les vérins sans tige ?
Qu'est-ce que l'optimisation du profil des lèvres et pourquoi est-elle importante pour les performances des cylindres ?
Comprendre les principes techniques qui sous-tendent la conception des lèvres d'étanchéité vous aide à choisir des vérins qui allient fiabilité et efficacité. 🔧
L'optimisation du profil de la lèvre consiste à concevoir avec précision la géométrie de contact du joint afin de générer une pression de contact suffisante pour l'étanchéité (généralement 0,8 à 2,5 MPa) tout en minimisant la force de frottement. Le profil de la lèvre détermine la surface de contact, la répartition de la pression et le comportement de déformation sous charge, ce qui a une incidence directe sur la consommation d'air (le frottement représente 60 à 80 % de la perte d'énergie du cylindre), les taux d'usure des joints (des profils appropriés prolongent la durée de vie de 3 à 5 fois) et l'efficacité du système dans les applications pneumatiques.
Le conflit fondamental entre étanchéité et frottement
Chaque lèvre d'étanchéité doit appuyer contre le corps du cylindre avec une force suffisante pour empêcher l'air comprimé de s'échapper. Cette pression de contact crée une friction, c'est une loi physique inévitable. Le défi consiste à trouver le “ point idéal ” où la pression de contact est juste suffisante pour assurer l'étanchéité, mais sans être excessive.
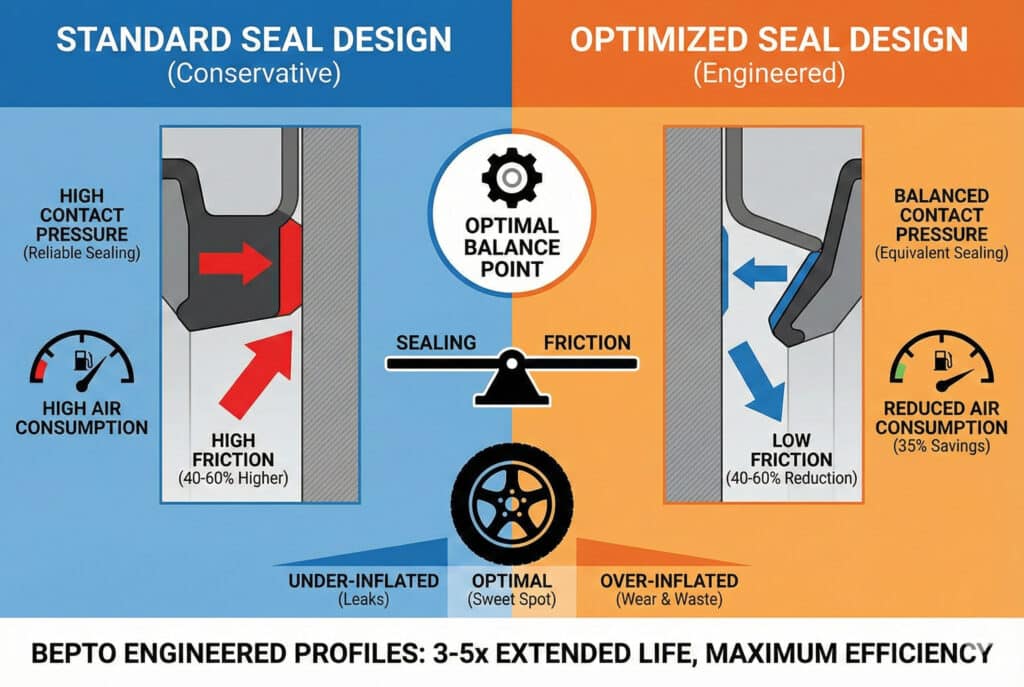
Pensez-y comme à un pneu de voiture : si la pression est trop faible, il perd de l'air, si elle est trop forte, il s'use rapidement et gaspille du carburant. Les lèvres d'étanchéité fonctionnent de la même manière, mais leur optimisation est beaucoup plus complexe, car la surface de contact se mesure en millimètres carrés plutôt qu'en pouces carrés.
Conception traditionnelle du sceau (approche conservatrice) :
- Angles de contact élevés (20-25°)
- Bandes de contact larges (1,0-1,5 mm)
- Marges de sécurité excessives
- Résultat : étanchéité fiable, mais frottement supérieur de 40 à 60 % à celui nécessaire.
Conception optimisée du joint (approche technique) :
- Angles de contact modérés (10-15°)
- Bandes de contact étroites (0,4-0,7 mm)
- Facteurs de sécurité calculés
- Résultat : étanchéité équivalente avec réduction du frottement 40-60%
Chez Bepto, nous avons investi massivement dans l'analyse par éléments finis et les essais empiriques afin de développer des profils de lèvres qui se situent précisément à ce point d'équilibre optimal : une efficacité maximale sans compromettre la fiabilité.
Pourquoi les cylindres standard ont-ils des profils d'étanchéité surdimensionnés ?
La plupart des fabricants de vérins utilisent des conceptions de joints conservatrices, car ils conçoivent leurs produits en tenant compte des pires scénarios possibles : environnements contaminés, mauvais entretien, pressions extrêmes. Cette approche “ universelle ” crée une friction inutilement élevée pour la majorité des applications fonctionnant dans des conditions industrielles normales.
Le coût de cette conception excessive est considérable :
- Déchets énergétiques: Un frottement excessif augmente la consommation d'air de 20 à 40 %.
- Production de chaleur: Une friction plus élevée génère des températures qui accélèrent la dégradation des joints.
- Vitesse réduite: Des forces de rupture excessives limitent la vitesse du cylindre.
- Erreurs de positionnement: Une friction élevée provoque un effet de glissement saccadé et hystérésis1
Quantification de l'impact sur les performances
Dans notre laboratoire d'essai chez Bepto, nous avons mesuré l'impact réel de l'optimisation du profil des lèvres sur des centaines de configurations de cylindres :
Comparaison de la consommation d'air (alésage de 50 mm, 8 bars, course de 500 mm, 60 cycles/minute) :
- Profil standard : 145 litres/heure
- Profil optimisé : 95 litres/heure
- Épargne: 50 litres/heure = réduction de 35%
Pour une installation équipée de 100 bouteilles de ce type fonctionnant 16 heures par jour, 250 jours par an :
- Économies annuelles d'air : 20 millions de litres
- Économies d'énergie : $3 600-$7 200 (à $0,018-$0,036/m³)
- Capacité du compresseur libérée : équivalente à celle d'un compresseur de 15 à 20 kW
Il ne s'agit pas de calculs théoriques, mais de résultats mesurés à partir d'installations chez des clients qui démontrent la valeur tangible d'une conception adéquate du profil des lèvres.
Comment l'angle de contact et la géométrie des lèvres influencent-ils le compromis entre force d'étanchéité et frottement ?
Les paramètres géométriques de la lèvre du joint déterminent directement l'équilibre des forces qui régit les performances. 📐
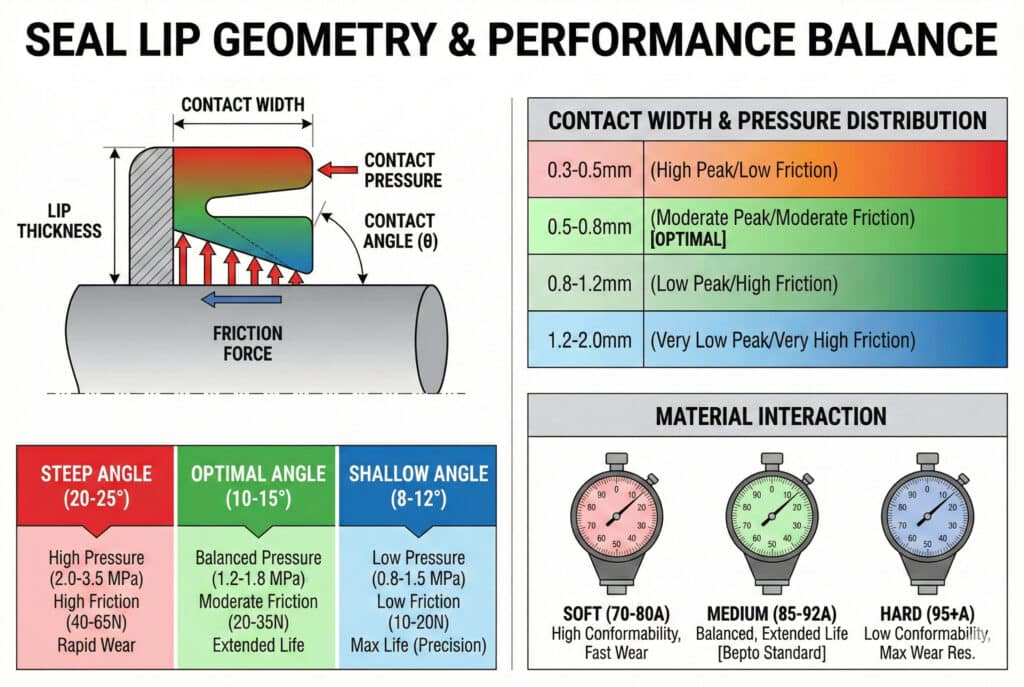
L'angle de contact (angle entre la lèvre du joint et la surface d'étanchéité) est le principal facteur déterminant de la pression de contact : les angles plus prononcés (20-25°) créent une pression de contact 2 à 3 fois supérieure à celle des angles peu prononcés (8-12°), tandis que la largeur de contact et l'épaisseur de la lèvre modulent la répartition de la pression. Les profils optimaux utilisent des angles de 10 à 15° avec une largeur de contact de 0,4 à 0,7 mm pour obtenir une pression de contact de 1,2 à 1,8 MPa, suffisante pour assurer l'étanchéité jusqu'à une pression pneumatique de 12 à 16 bars tout en minimisant le coefficient de frottement et le taux d'usure.
Angle de contact : la principale variable de conception
L'angle de contact de la lèvre du joint a l'effet le plus important sur les performances. Cet angle détermine la manière dont l'interférence du joint (son degré de compression dans la rainure) se traduit en pression de contact contre le cylindre.
Mécanique à angle raide (20-25°) :
- Grand avantage mécanique (multiplication de la force)
- Pression de contact : 2,0-3,5 MPa
- Excellente fiabilité d'étanchéité
- Force de friction élevée (40-65 N pour un alésage de 50 mm)
- Usure rapide due à une contrainte de contact élevée
Mécanique à angle modéré (12-18°) :
- Avantage mécanique équilibré
- Pression de contact : 1,2-2,0 MPa
- Bonne fiabilité d'étanchéité
- Friction modérée (20-35 N pour un alésage de 50 mm)
- Durée de vie prolongée des joints
Mécanique à angle faible (8-12°) :
- Faible avantage mécanique
- Pression de contact : 0,8-1,5 MPa
- Étanchéité adéquate avec une finition de surface appropriée
- Faible frottement (10-20 N pour un alésage de 50 mm)
- Durée de vie maximale du joint (nécessite une fabrication de précision)
Chez Bepto, nous utilisons des angles de 12 à 15° pour nos vérins sans tige standard et de 10 à 12° pour notre série de précision à faible frottement. Ces angles nécessitent des tolérances de fabrication plus strictes, mais offrent des performances nettement supérieures.
Largeur de contact et répartition de la pression
La largeur de la bande de contact influe sur la répartition de la pression sur l'interface d'étanchéité. Un contact plus large génère une pression maximale plus faible, mais une force de frottement totale plus élevée.
| Largeur du contact | Pression maximale | Friction totale | Capacité d'étanchéité | Taux d'usure | Meilleure application |
|---|---|---|---|---|---|
| 0,3-0,5 mm | Très élevé | Faible | Modéré | Élevé (concentration des contraintes) | Faible friction, pression modérée |
| 0,5-0,8 mm | Modéré | Modéré | Bon | Faible | Équilibre optimal (norme Bepto) |
| 0,8-1,2 mm | Faible | Haut | Excellent | Modéré | Environnements contaminés à haute pression |
| 1,2-2,0 mm | Très faible | Très élevé | Excellent | Élevée (chaleur excessive due au frottement) | Éviter (surconception) |
La largeur de contact optimale pour la plupart des applications pneumatiques est de 0,5 à 0,8 mm, suffisamment étroite pour minimiser les frottements, mais suffisamment large pour répartir les contraintes et éviter une usure prématurée.
Épaisseur et souplesse des lèvres
L'épaisseur de la lèvre du joint détermine sa flexibilité et sa capacité à s'adapter aux irrégularités de la surface du baril. Cela crée un autre compromis de conception :
Lèvres fines (1,0-1,5 mm) :
- Grande flexibilité
- Excellente conformabilité aux variations de surface
- Force de contact réduite pour une interférence donnée
- Risque d'extrusion à haute pression
- Meilleur pour les surfaces usinées avec précision
Lèvres épaisses (2,0-3,0 mm) :
- Flexibilité réduite
- Nécessite des tolérances de surface plus strictes
- Force de contact plus élevée pour une interférence donnée
- Excellente résistance à l'extrusion
- Meilleur pour les applications à haute pression
Nous concevons nos profils de joints Bepto avec une épaisseur de lèvre de 1,5 à 2,0 mm, un compromis qui offre une bonne flexibilité tout en conservant l'intégrité structurelle pour des pressions allant jusqu'à 16 bars.
Interaction entre la dureté des matériaux
L'optimisation du profil des lèvres doit tenir compte de la dureté du matériau du joint (duromètre Shore A), car celle-ci influe sur la manière dont la géométrie se traduit en pression de contact :
Matériaux souples (70-80 Shore A) :
- Nécessite des angles plus prononcés ou un contact plus large pour générer une pression suffisante.
- Meilleure conformabilité
- Plus élevé coefficient de frottement2
- Usure plus rapide
Matériaux moyens (85-92 Shore A) :
- Optimal pour les profils équilibrés (angles de 12 à 15°)
- Bonne conformabilité avec une intégrité structurelle adéquate
- Frottement modéré
- Durée de vie prolongée (notre norme Bepto)
Matériaux durs (95+ Shore A) :
- Permet d'utiliser des angles moins prononcés tout en conservant l'étanchéité.
- Conformabilité réduite (nécessite une excellente finition de surface)
- Coefficient de frottement plus faible
- Résistance maximale à l'usure
Cette interaction explique pourquoi il n'est pas possible de simplement copier le profil d'un joint d'étanchéité d'un matériau à un autre : l'ensemble du système doit être optimisé dans son ensemble.
Quels sont les paramètres de conception clés pour optimiser les profils des lèvres d'étanchéité ?
Pour optimiser efficacement le profil des lèvres, il faut contrôler plusieurs paramètres géométriques et matériels interdépendants. 🎯
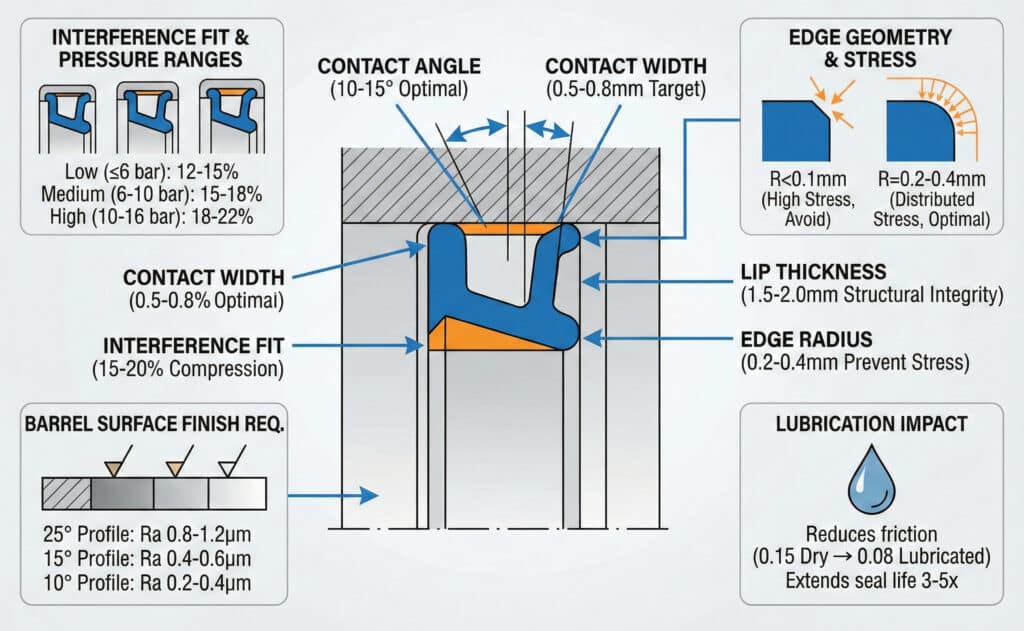
Les paramètres d'optimisation clés comprennent l'angle de contact (10-15° étant optimal pour la plupart des applications), ajustement serré3 (compression de 15-20% de la section transversale du joint), largeur de contact (objectif de 0,5-0,8 mm), épaisseur de la lèvre (1,5-2,0 mm pour l'intégrité structurelle), rayon de bord (0,2-0,4 mm pour éviter la concentration des contraintes) et exigences en matière de finition de surface (finition cylindrique Ra 0,3-0,6 μm pour les profils à angle faible) : ces paramètres doivent être optimisés en tant que système, et non indépendamment, à l'aide d'une analyse par éléments finis et de tests empiriques validant les performances avant la production.
Ajustement serré : la base de la pression de contact
L'interférence correspond à la différence entre le diamètre libre du joint et le diamètre de la rainure/du cylindre. Elle détermine le degré de compression du joint lors de l'installation. Cette compression génère la pression de contact qui assure l'étanchéité.
Calcul des interférences :
Pour un Joint en U4 dans un cylindre de 50 mm de diamètre intérieur :
- Diamètre libre de la lèvre d'étanchéité : 51,5 mm
- Diamètre du canon : 50,0 mm
- Interférence : 1,5 mm (diamètre 3%)
- Compression résultante : ~18% de section transversale des lèvres
Plages d'interférence optimales :
- Basse pression (≤6 bars) : compression 12-15%
- Pression moyenne (6-10 bars) : compression 15-18%
- Haute pression (10-16 bars) : compression 18-22%
Une interférence trop faible entraîne des fuites, tandis qu'une interférence trop importante génère une friction et une chaleur excessives. Chez Bepto, nous contrôlons avec précision les dimensions des rainures d'étanchéité à ±0,03 mm afin de garantir une interférence constante sur tous les cylindres.
Géométrie des arêtes et concentration des contraintes
Le bord de la lèvre du joint, là où il entre en contact avec le cylindre, doit être soigneusement arrondi afin d'éviter toute concentration de contraintes susceptible d'entraîner une défaillance prématurée :
Arête vive (R < 0,1 mm) :
- Concentration élevée de contraintes
- Apparition rapide de l'usure
- Risque de déchirure des bords
- À éviter dans toutes les applications
Rayon modéré (R = 0,2-0,4 mm) :
- Contrainte répartie
- Durée de vie prolongée
- Optimal pour la plupart des applications
- Spécifications standard Bepto
Grand rayon (R > 0,5 mm) :
- Très faible concentration de contraintes
- Efficacité d'étanchéité réduite (contact arrondi)
- Peut nécessiter une interférence plus élevée
- Applications spéciales uniquement
Ce détail apparemment mineur fait une grande différence : un arrondi correct des bords peut doubler la durée de vie des joints dans les applications à cycle élevé.
Exigences relatives à la finition de surface des barils
L'optimisation du profil des lèvres n'a aucun sens sans une finition de surface appropriée du cylindre. Les profils à angle faible et à faible frottement nécessitent une meilleure finition de surface que les modèles agressifs à frottement élevé :
Exigences spécifiques au profil en matière de finition :
- Profil agressif à 25°: Ra 0,8-1,2 μm acceptable (rodage standard)
- Profil équilibré à 15°: Ra 0,4-0,6 μm requis (rodage de précision)
- Profil à faible friction de 10°: Ra 0,2-0,4 μm requis (superfinition)
Chez Bepto, nous utilisons des procédés de rodage de précision pour obtenir un Ra de 0,3 à 0,5 μm sur nos chemises de vérins sans tige, une qualité de surface qui permet à nos profils de lèvres optimisés d'offrir tout leur potentiel de performance.
J'ai travaillé avec Jennifer, ingénieure qualité chez un fabricant de dispositifs médicaux du Massachusetts, qui rencontrait des problèmes d'uniformité des performances d'étanchéité malgré l'utilisation de cylindres “ identiques ” provenant de son ancien fournisseur. Lorsque nous avons mesuré la finition du cylindre, nous avons constaté des variations allant de Ra 0,6 μm à Ra 1,4 μm, ce qui est totalement irrégulier. Nos cylindres Bepto, avec une finition contrôlée de Ra 0,35 ± 0,05 μm, ont apporté l'uniformité dont elle avait besoin pour ses processus réglementés par la FDA. 🏥
Lubrification et chimie des surfaces
Même les profils de lèvre parfaitement optimisés nécessitent une lubrification appropriée pour atteindre leurs performances nominales :
Fonctions de lubrification :
- Réduit le coefficient de frottement limite (0,15 à sec → 0,08 lubrifié)
- Empêche l'usure par adhérence
- Dissipe la chaleur due au frottement
- Prolonge la durée de vie du joint de 3 à 5 fois
Critères de sélection des lubrifiants :
- Viscosité : ISO VG 32-68 pour les applications pneumatiques
- Compatibilité : ne doit pas gonfler ni dégrader le matériau d'étanchéité
- Stabilité thermique : maintien des propriétés sur toute la plage de fonctionnement
- Méthode d'application : Lubrification préalable en usine et réapplication périodique
Nous prélubrifions tous les cylindres Bepto avec des lubrifiants synthétiques spécialement formulés pour nos matériaux d'étanchéité, garantissant ainsi des performances optimales dès la première course.
Quels modèles de profil de lèvre offrent les meilleures performances pour les vérins sans tige ?
Les vérins sans tige présentent des défis uniques en matière d'étanchéité qui nécessitent des approches spécialisées d'optimisation du profil des lèvres. 🚀
Les profils de lèvres optimaux pour les vérins sans tige utilisent des conceptions asymétriques à double lèvre avec une lèvre d'étanchéité primaire (côté pression) de 12 à 15° et une lèvre racleuse secondaire (côté atmosphère) de 8 à 10°, associées à une largeur de contact de 0,5 à 0,7 mm et à une géométrie à pression équilibrée afin de minimiser la force de frottement nette. Cette configuration permet d'obtenir une étanchéité bidirectionnelle tout en maintenant des forces de frottement inférieures de 30 à 40% à celles des conceptions à lèvre unique, ce qui est essentiel pour les vérins sans tige où les joints de chariot doivent glisser sur toute la longueur de course tout en conservant des performances constantes.

Profils asymétriques à double lèvre
Les vérins sans tige nécessitent une étanchéité des deux côtés du chariot : côté pression et côté atmosphère. L'utilisation de profils de lèvre identiques des deux côtés crée une friction inutile. Les conceptions optimisées utilisent des profils asymétriques :
Joint primaire (côté pression) :
- Angle de contact : 12-15°
- Largeur de contact : 0,6-0,8 mm
- Fonction : Confinement de la pression (étanchéité primaire)
- Matériau : polyuréthane 90-92 Shore A
Joint secondaire (côté atmosphérique) :
- Angle de contact : 8-10°
- Largeur de contact : 0,4-0,6 mm
- Fonction : Essuie-glace et joint de secours
- Matériau : polyuréthane 88-90 Shore A (plus souple pour réduire la friction)
Cette approche asymétrique réduit la friction totale de 25 à 35% par rapport aux conceptions symétriques à double lèvre, tout en conservant une excellente fiabilité d'étanchéité.
Géométrie à pression équilibrée
Dans les vérins sans tige, la pression agit des deux côtés des joints du chariot. Une géométrie intelligente peut utiliser cette pression pour réduire la force de frottement nette :
Conception conventionnelle :
- La pression pousse les joints vers l'extérieur
- Augmente la pression de contact et la friction
- La friction augmente linéairement avec la pression.
Conception à pression équilibrée :
- Lèvres d'étanchéité opposées avec exposition à une pression contrôlée
- Les forces de pression s'annulent partiellement
- La friction augmente seulement de 30 à 50% avec la pression.
Chez Bepto, nos vérins sans tige utilisent des configurations d'étanchéité à pression équilibrée exclusives qui maintiennent une friction quasi constante sur toute la plage de fonctionnement de 6 à 16 bars, ce qui constitue un avantage significatif pour les applications nécessitant une vitesse et une précision de positionnement constantes.
Appariement et compatibilité des matériaux
Les profils de lèvres optimisés fonctionnent mieux lorsqu'ils sont associés à des matériaux appropriés pour le joint et le cylindre :
Choix du matériau du joint :
- Applications standard: Polyuréthane moulé 90 Shore A
- Applications à faible frottement: Polyuréthane 92 Shore A avec lubrifiant interne
- Haute température: 88 Shore A HNBR (nitrile hydrogéné)
- Très faible frottement: PTFE rempli d'un activateur élastomère
Matériau et traitement du fût :
- Standard: Aluminium anodisé dur (Ra 0,4-0,6 μm)
- Prime: Anodisation dure avec imprégnation de PTFE (Ra 0,3-0,4 μm)
- Ultime: Revêtement céramique (Ra 0,2-0,3 μm, résistance maximale à l'usure)
L'association des matériaux doit être optimisée en fonction de la géométrie des lèvres : un profil optimisé pour le polyuréthane sur de l'aluminium anodisé n'aura pas les mêmes performances avec du PTFE sur un revêtement céramique.
Validation et test des performances
Chez Bepto, nous ne nous contentons pas de concevoir des profils de lèvres de manière théorique, nous validons leurs performances grâce à des tests rigoureux :
Essai de force de frottement :
- Mesurer le frottement statique et dynamique sur toute la plage de pression
- Cible : frottement dynamique < 15 N pour un alésage de 50 mm à 10 bars
- Vérifier la cohérence sur plus d'un million de cycles de test de durée de vie
Test d'étanchéité :
- Mesurer la perte d'air à la pression nominale
- Cible : <0,05 litre/minute à 10 bars
- Test à des températures extrêmes (0 °C et 60 °C)
Essai de durée de vie :
- Essai de vieillissement accéléré à une pression nominale de 120%
- Objectif : >2 millions de cycles avec une augmentation du frottement <20%
- Inspecter l'état du joint à intervalles réguliers.
Seuls les profilés qui satisfont à tous les critères de validation sont utilisés dans la fabrication de nos vérins, garantissant ainsi à nos clients des performances documentées et vérifiées.
J'ai récemment aidé Robert, un constructeur de machines dans l'Oregon, à résoudre un problème persistant avec son application de vérin sans tige à course de 3 mètres. Les vérins de son ancien fournisseur présentaient une augmentation du frottement de 40% après 500 000 cycles, ce qui entraînait des variations de vitesse et des erreurs de positionnement. Nos vérins sans tige Bepto, dotés de profils de lèvres validés, ont maintenu le frottement à ±8% sur plus de 2 millions de cycles, lui offrant ainsi la cohérence requise par son application de précision. ⚙️
Optimisation spécifique à l'application
Différentes applications bénéficient de différentes priorités d'optimisation :
Applications à grande vitesse (>500 mm/s) :
- Priorité : minimiser les frottements et la génération de chaleur
- Profil : angles de 10 à 12°, largeur de contact de 0,4 à 0,6 mm
- Matériau : polyuréthane à faible friction ou PTFE chargé
Applications à haute pression (12-16 bars) :
- Priorité : fiabilité de l'étanchéité et résistance à l'extrusion
- Profil : angles de 14 à 16°, largeur de contact de 0,7 à 0,9 mm
- Matériau : polyuréthane 92-95 Shore A avec anneaux de renfort
Positionnement de précision (répétabilité <±0,2 mm) :
- Priorité : cohérence, faible frottement (hystérésis minimale)
- Profil : angles de 11 à 13°, largeur de contact de 0,5 à 0,7 mm
- Matériau : PTFE rempli ou polyuréthane haut de gamme
Applications longue durée (>5 millions de cycles) :
- Priorité : résistance à l'usure et stabilité au frottement
- Profil : angles de 13 à 15°, largeur de contact de 0,6 à 0,8 mm
- Matériau : HNBR ou polyuréthane résistant à l'usure
Chez Bepto, nous aidons nos clients à choisir la configuration optimale du profil des lèvres en fonction de leurs besoins spécifiques, en trouvant le juste équilibre entre performances, coûts et exigences d'application afin d'offrir la meilleure valeur globale.
Conclusion
L'optimisation du profil des lèvres est la clé pour rompre le compromis traditionnel entre la fiabilité de l'étanchéité et les performances de frottement dans les vérins pneumatiques. Grâce à une ingénierie précise des angles de contact, de la largeur de contact, de l'interférence et du choix des matériaux, les profils correctement optimisés permettent de réduire le frottement de 40 à 60% tout en conservant une excellente étanchéité, ce qui se traduit par une réduction des coûts énergétiques, une durée de vie prolongée des joints et une amélioration des performances du système. Chez Bepto, nos vérins sans tige intègrent une optimisation avancée du profil des lèvres, développée à l'issue de tests approfondis et de validations sur le terrain, offrant l'efficacité et la fiabilité exigées par l'automatisation industrielle moderne. 🌟
FAQ sur l'optimisation du profil des lèvres scellées
Q : Puis-je installer des profils de joints optimisés dans mes vérins existants afin de réduire les frottements ?
La mise à niveau est possible, mais limitée par la finition de surface existante du cylindre et la géométrie des rainures. Les profils optimisés à faible frottement nécessitent une finition de cylindre Ra 0,3-0,5 μm et des dimensions de rainures précises que les cylindres standard ne peuvent pas fournir. Dans la plupart des cas, le remplacement par des cylindres spécialement conçus, tels que nos vérins sans tige optimisés Bepto, offre de meilleures performances et un meilleur rapport coût-efficacité que les tentatives de mise à niveau aux résultats incertains.
Q : Quelle réduction de frottement puis-je réellement espérer obtenir grâce à des profils de lèvres optimisés ?
Les profils correctement optimisés réduisent généralement la friction de 40 à 60% par rapport aux conceptions standard conservatrices, tout en conservant des performances d'étanchéité équivalentes. Pour un cylindre de 50 mm d'alésage à 10 bars, cela se traduit par une friction de 45 à 50 N (standard) à une friction de 18 à 25 N (optimisée). La réduction exacte dépend des conditions de fonctionnement, mais nos clients Bepto constatent généralement une réduction de 30 à 45 % de la consommation d'air mesurée après être passés des vérins standard aux vérins optimisés.
Q : Les profils optimisés à faible frottement compromettent-ils la fiabilité de l'étanchéité ou la résistance à la pression ?
Non, lorsqu'ils sont correctement conçus, les profils optimisés conservent une fiabilité d'étanchéité et une pression nominale optimales tout en réduisant les frottements. La clé réside dans une optimisation systématique à l'aide d'analyses FEA et de tests empiriques, plutôt que dans une simple réduction arbitraire de la pression de contact. Nos vérins optimisés Bepto sont conçus pour une pression nominale de 16 bars avec des taux de fuite documentés inférieurs à 0,05 litre/minute, ce qui prouve que l'optimisation ne nécessite pas de compromettre la fiabilité.
Q : Comment l'optimisation du profil des lèvres affecte-t-elle la durée de vie des joints et la fréquence de remplacement ?
Les profils optimisés prolongent généralement la durée de vie des joints de 2 à 4 fois par rapport aux modèles agressifs à frottement élevé, car un frottement moindre génère moins de chaleur et d'usure. D'après nos données sur le terrain, les joints optimisés Bepto ont une durée de vie moyenne de 1,5 à 3 millions de cycles avant de devoir être remplacés, contre 500 000 à 1 million de cycles pour les profils agressifs standard. La réduction du frottement diminue également l'usure du cylindre, prolongeant ainsi la durée de vie globale de celui-ci.
Q : Quelles informations dois-je fournir lorsque je spécifie des profils de lèvre optimisés pour des applications personnalisées ?
Précisez vos exigences critiques : plage de pression de service, durée de vie requise du joint (cycles), plage de vitesse, exigences en matière de précision de positionnement (le cas échéant), plage de température de service et conditions environnementales (contamination, produits chimiques, etc.). Chez Bepto, nos ingénieurs d'application utilisent ces informations pour recommander la configuration optimale du profil de la lèvre, qu'il s'agisse de variantes standard, à faible frottement ou à haute pression, afin de vous garantir des vérins spécialement conçus pour répondre à vos exigences de performance et à vos conditions de fonctionnement.
-
Comprendre les causes de l'hystérésis mécanique et son impact sur la précision du positionnement dans les systèmes pneumatiques. ↩
-
Accédez à un aperçu technique des coefficients de frottement des matériaux courants utilisés dans les joints industriels. ↩
-
Réviser les normes techniques et les calculs mathématiques utilisés pour définir les ajustements serrés appropriés. ↩
-
Découvrez les caractéristiques de conception et les applications standard des joints en U dans les systèmes hydrauliques. ↩
