

Anda sedang memasang fitting ke dalam port silinder aluminium Anda ketika tiba-tiba Anda merasakan kunci pas tergelincir - ulirnya terlepas. 😱 Sekarang Anda menghadapi silinder yang rusak, potensi waktu henti, dan keputusan sulit apakah akan mencoba memperbaiki atau mengganti seluruh unit. Pengupasan ulir pada port aluminium adalah salah satu kegagalan yang paling membuat frustrasi dan dapat dicegah dalam sistem pneumatik, namun hal itu terjadi setiap hari di fasilitas di seluruh dunia, sering kali karena kesalahpahaman sederhana tentang sifat aluminium dan teknik pemasangan yang tepat.
Pengikisan ulir pada port silinder aluminium terjadi ketika kekuatan geser1 Ketika torsi pemasangan atau beban operasional melebihi batas torsi yang diizinkan untuk ulir aluminium yang lebih lunak, hal ini biasanya terjadi pada torsi 60-80% dari torsi yang diperlukan untuk merusak ulir baja dengan ukuran yang sama. Kekuatan geser aluminium yang lebih rendah (90-150 MPa dibandingkan 400-500 MPa untuk baja) membuatnya sangat rentan terhadap torsi berlebihan, ulir yang tidak sejajar, dan kelelahan akibat siklus pemasangan berulang. Pencegahan memerlukan penggunaan spesifikasi torsi yang tepat (biasanya 40-60% dari nilai baja), panjang engagement ulir setidaknya 1,5 kali diameter baut, pelumas ulir yang mengurangi gesekan, dan insersi ulir baja untuk port yang sering diperbaiki.
Saya tidak akan pernah melupakan panggilan dari Robert, seorang teknisi pemeliharaan di pabrik pengolahan makanan di Wisconsin. Dia baru saja merusak ulir port pada silinder tanpa batang $2,400 saat memasang pengukur tekanan sederhana—penggunaan fitting $15 merusak komponen $2,400 karena dia menggunakan torsi yang sama seperti yang selalu dia gunakan pada silinder baja. Ketika saya tiba untuk menilai kerusakan, saya menemukan bahwa dia sebenarnya telah merusak ulir pada tiga silinder dalam seminggu menggunakan “perasaan” daripada kunci torsi. Pendekatannya yang bermaksud baik tetapi tidak berpengetahuan telah menyebabkan kerugian lebih dari $7.000 bagi perusahaannya akibat peralatan yang rusak, belum termasuk waktu henti produksi.
Daftar Isi
- Mengapa Ulir Aluminium Lebih Rentan Terhadap Kerusakan Dibandingkan dengan Baja?
- Faktor dan Kondisi Apa yang Menyebabkan Kerusakan Ulir pada Port Silinder?
- Bagaimana cara menghitung nilai torsi aman untuk port aluminium?
- Apa Saja Praktik Terbaik untuk Mencegah Kerusakan Benang?
Mengapa Ulir Aluminium Lebih Rentan Terhadap Kerusakan Dibandingkan dengan Baja?
Memahami sifat material menjelaskan kerentanan aluminium. 🔬
Paduan aluminium yang digunakan dalam silinder pneumatik (biasanya 6061-T6 atau 6063-T5) memiliki kekuatan geser sebesar 90-150 MPa dibandingkan dengan baja yang memiliki kekuatan geser 400-500 MPa, sehingga ulir aluminium menjadi 3-4 kali lebih lemah dalam kondisi beban yang sama. Selain itu, aluminium memiliki kepadatan yang lebih rendah modulus elastisitas2 (69 GPa vs. 200 GPa untuk baja) berarti ulir lebih mudah mengalami deformasi di bawah beban, dan kecenderungan aluminium untuk gal3 (pengelasan dingin) dengan baut baja dapat menimbulkan gesekan yang melebihi kekuatan geser ulir selama pemasangan. Area kontak ulir pada aluminium harus 1,5-2 kali lebih besar daripada baja untuk mencapai kekuatan yang setara, namun kedalaman lubang standar seringkali hanya memberikan kontak minimal.

Perbandingan Properti Material
Perbedaan mendasar antara aluminium dan baja menjelaskan perilaku ulir:
| Properti | Aluminium 6061-T6 | Baja (Karbon Sedang) | Perbandingan (Al/Baja) |
|---|---|---|---|
| Kekuatan tarik | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Kekuatan geser | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Modulus elastisitas | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Kekerasan | 95 HB | 150-200 HB | 0.48-0.63 |
| Koefisien ekspansi termal4 | 23,6 mikrometer per meter per derajat Celsius | 11,7 mikrometer per meter per derajat Celsius | 2.0 |
Dasar-Dasar Kekuatan Geser Benang
Kegagalan ulir terjadi ketika tegangan geser melebihi kekuatan material:
Gaya geser pada ulir:
Beban didistribusikan di sepanjang area ulir yang terhubung. Untuk sambungan ulir:
-
- = diameter nominal
- = jarak ulir
- = durasi keterlibatan
- = jumlah thread yang aktif
Wawasan kritis:
Karena kekuatan geser aluminium sekitar 451 TP3T dari baja, port berulir aluminium memerlukan panjang pengikatan sekitar 2,2 kali lipat untuk menyamai kekuatan baja. Kedalaman port standar seringkali hanya menyediakan panjang pengikatan 1,0-1,5 kali diameter—tidak cukup untuk penggunaan berulang.
Efek Gesekan dan Abrasi
Kontak antara aluminium dan baja menimbulkan tantangan unik:
Mekanisme pengikisan:
- Aluminium dan baja memiliki afinitas satu sama lain di titik-titik kontak.
- Tekanan tinggi dan gesekan menyebabkan pengelasan mikro (pengelasan dingin)
- Titik las terlepas, menyebabkan permukaan menjadi kasar.
- Kekasaran meningkatkan gesekan dan persyaratan torsi.
- Peningkatan torsi dapat menyebabkan kerusakan ulir.
Dampak koefisien gesekan:
- Ulir aluminium-baja kering: μ = 0,4-0,6
- Aluminium-baja yang dilumasi: μ = 0,15-0,25
- Baja-baja (perbandingan): μ = 0,15-0,20
Gaya gesek yang lebih tinggi pada aluminium berarti lebih banyak torsi yang diterapkan digunakan untuk mengatasi gaya gesek daripada menciptakan gaya penjepit, sehingga kemungkinan terjadinya torsi berlebihan menjadi lebih besar.
Kelelahan dan Pemasangan Berulang
Benang aluminium mengalami degradasi lebih cepat dengan penggunaan berulang:
Degradasi yang bergantung pada siklus:
- Pemasangan pertama: Benang sesuai, deformasi ringan
- 2-5 siklus: Pengerasan material terjadi, tetapi juga terjadi penumpukan kerusakan minor.
- 5-10 siklus: Kerusakan benang terlihat, kemampuan penjepitan berkurang
- 10+ siklus: Kerusakan parah, risiko pengelupasan tinggi
Saya bekerja sama dengan Angela, seorang supervisor pemeliharaan di fasilitas pengemasan farmasi di New Jersey, yang timnya melakukan pemeliharaan pada port silinder setiap tiga bulan. Setelah dua tahun (8 siklus pemasangan), beberapa port aluminium mengalami kegagalan. Kami menerapkan insersi helicoil pada port dengan beban kerja tinggi, yang sepenuhnya menghilangkan masalah tersebut.
Efek Suhu
Perbedaan ekspansi termal menyebabkan tegangan tambahan:
Ketidakcocokan ekspansi termal:
- Aluminium mengembang 2 kali lebih cepat daripada baja.
- Pada aplikasi bertekanan tinggi (40-80°C), port aluminium mengembang lebih banyak daripada fitting baja.
- Pendinginan menghasilkan gaya penjepit tambahan.
- Pemanasan dan pendinginan berulang dapat melonggarkan atau menyebabkan tegangan berlebihan pada ulir.
Kekuatan yang bergantung pada suhu:
- Aluminium kehilangan kekuatan pada suhu tinggi.
- Pada suhu 150°C, 6061-T6 hanya mempertahankan sekitar 70% dari kekuatan pada suhu kamar.
- Baja mempertahankan kekuatan dengan lebih baik pada suhu tinggi.
Faktor dan Kondisi Apa yang Menyebabkan Kerusakan Ulir pada Port Silinder?
Mengidentifikasi mekanisme kegagalan memungkinkan pencegahan yang ditargetkan. ⚠️
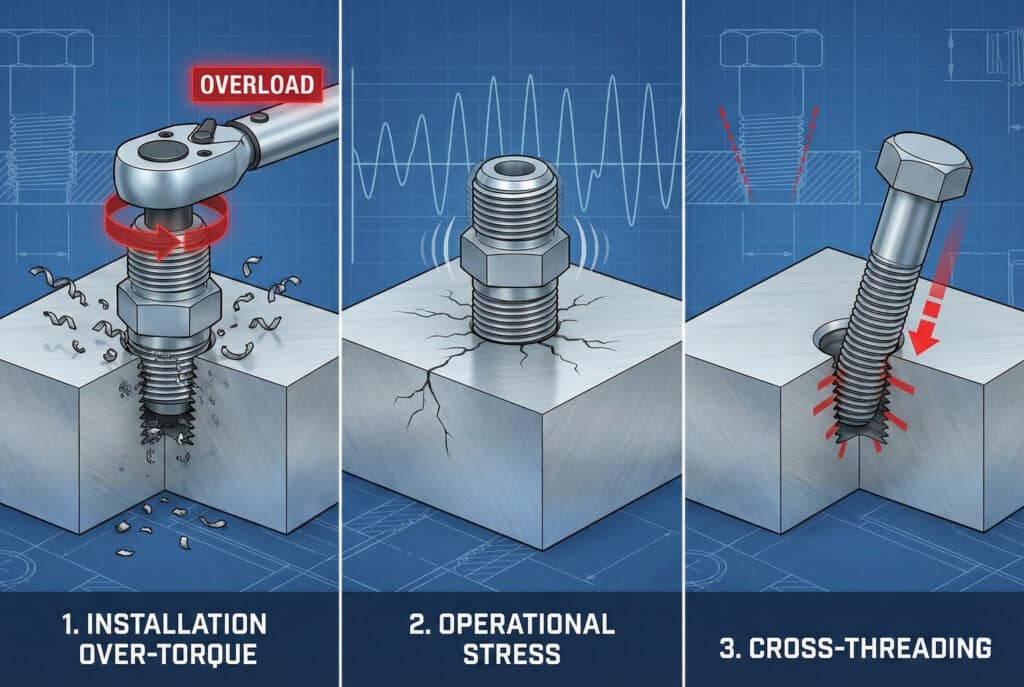
Pengelupasan ulir terjadi melalui tiga mekanisme utama: torsi berlebihan saat pemasangan (mengaplikasikan torsi berlebihan selama pemasangan fitting, biasanya >50% di atas spesifikasi), stres operasional (getaran, fluktuasi tekanan, dan siklus termal yang menyebabkan kelelahan), serta ulir silang atau ketidaksejajaran (memulai ulir secara salah, menyebabkan konsentrasi stres lokal yang memicu kegagalan). Faktor-faktor yang berkontribusi meliputi keterlibatan ulir yang tidak memadai (lubang terlalu dangkal untuk ukuran fitting), kontaminasi (kotoran atau partikel yang menghalangi perpasangan ulir yang benar), korosi galvanik5 antara logam yang berbeda, dan siklus pemasangan berulang (kerusakan kumulatif akibat peristiwa layanan berulang). Penyebab paling umum adalah penggunaan nilai torsi yang sesuai untuk baja pada komponen aluminium.
Pemasangan dengan Torsi Berlebihan
Torsi pemasangan yang berlebihan merupakan penyebab utama kegagalan segera:
Hubungan torsi dengan kegagalan:
Untuk ukuran ulir tertentu, terdapat hubungan yang dapat diprediksi antara torsi yang diterapkan dan kegagalan ulir:
- Ulir dalam baja: Biasanya dilepas pada torsi yang direkomendasikan 150-200%.
- Ulir dalam aluminium: Pasang dengan torsi yang direkomendasikan pada 120-150%.
- Margin keamanan: Jauh lebih kecil dalam aluminium, ruang untuk kesalahan lebih sedikit.
Skenario over-torque yang umum:
- Menggunakan “perasaan” daripada kunci torsi: Teknisi berpengalaman seringkali mengencangkan baut aluminium dengan torsi berlebihan hingga 2-3 kali lipat.
- Menggunakan spesifikasi torsi baja: Menerapkan nilai-nilai baja pada aluminium menyebabkan kerusakan segera.
- Kunci impact: Tidak mungkin mengontrol torsi, hampir selalu torsi berlebihan pada aluminium.
- Mencoba menghentikan kebocoran: Mengencangkan berlebihan padahal penggunaan sealant yang tepat dapat menyelesaikan masalah.
Pabrik pengolahan makanan Robert terbukti bersalah atas keempat pelanggaran tersebut. Setelah menjalani pelatihan dan menerapkan kunci torsi dengan spesifikasi khusus aluminium, mereka berhasil beroperasi selama 18 bulan tanpa satupun port yang rusak.
Ketidakcukupan Keterlibatan Thread
Panjang keterlibatan yang tidak memadai merupakan kerentanan yang terkait dengan desain:
Persyaratan keterlibatan minimum:
- Baja ke baja: Diameter baut minimum 1,0x
- Baja ke aluminium: Diameter baut yang direkomendasikan adalah 1,5-2,0 kali diameter baut.
- Pelabuhan yang sering dilayani: 2,0 kali diameter atau gunakan insersi ulir.
Contoh perhitungan:
Untuk sambungan NPT berukuran 1/4 inci (diameter nominal ~13 mm):
- Keterlibatan minimum dalam aluminium: 19,5-26 mm
- Kedalaman pelabuhan standar: Seringkali hanya 12-15 mm
- Hasil: Kekuatan yang tidak memadai, risiko pengelupasan yang tinggi
Batasan kedalaman pelabuhan:
Ketebalan dinding silinder seringkali membatasi kedalaman port yang dapat dicapai, terutama pada silinder berdiameter kecil. Itulah mengapa insersi ulir sangat berharga—mereka memberikan kekuatan penuh pada port yang dangkal.
Penumpukan Benang dan Ketidaksejajaran
Memulai benang secara salah dapat menyebabkan konsentrasi stres:
Mekanika penyeberangan benang:
- Pemasangan dimulai pada sudut yang salah.
- Benang-benang pertama menanggung seluruh beban.
- Stres lokal melebihi kekuatan geser.
- Benang terkelupas secara bertahap seiring dengan kemajuan pemasangan.
Tanda peringatan:
- Perlawanan yang tidak biasa saat memulai benang
- Pemasangan tidak berjalan lancar.
- Peningkatan torsi yang tiba-tiba
- Ketidaksejajaran yang terlihat
Pencegahan:
- Mulailah benang secara manual, jangan pernah menggunakan alat.
- Pastikan pemasangan tegak lurus terhadap port.
- Pastikan sambungan berjalan lancar sebelum menerapkan torsi.
- Gunakan alat penyelarasan kabel untuk port yang sulit dijangkau.
Getaran dan Beban Kelelahan
Stres operasional secara bertahap melemahkan benang:
Efek getaran:
- Gerakan mikro antara pemasangan dan port
- Keausan akibat gesekan pada titik kontak ulir
- Pelonggaran bertahap mengurangi gaya penjepitan.
- Pengurangan tekanan penjepit memungkinkan gerakan yang lebih bebas, mempercepat keausan.
Pulsasi tekanan:
- Perubahan tekanan yang cepat menyebabkan beban siklik.
- Kekuatan lelah aluminium yang lebih rendah membuatnya rentan.
- Ribuan siklus dapat menyebabkan retakan.
- Retakan menyebar hingga benang-benang putus.
Faktor umur kelelahan:
| Kondisi | Umur Lelah Relatif | Mode Kegagalan |
|---|---|---|
| Torsi yang tepat, pengunci ulir | 1,0 (dasar) | Keausan bertahap setelah jutaan siklus |
| Torsi yang tepat, tanpa perekat ulir | 0.3-0.5 | Melonggar dan aus |
| Kelebihan torsi, pengunci ulir | 0.2-0.4 | Konsentrasi tegangan, inisiasi retak |
| Torsi rendah | 0.1-0.3 | Pelonggaran cepat dan gesekan |
Korosi dan Efek Galvanik
Kontak antara logam yang berbeda menyebabkan degradasi elektrokimia:
Korosi galvanik:
- Aluminium (anoda) dan baja (katoda) membentuk sel galvanik.
- Kelembaban menyediakan elektrolit
- Aluminium mengalami korosi secara preferensial.
- Produk korosi mengembang, menyebabkan tegangan.
- Benang melemah dan akhirnya putus.
Faktor-faktor keparahan:
- Paparan kelembaban: Lingkungan luar ruangan atau yang basah mempercepat korosi.
- Pairing logam yang berbeda: Baja tahan karat lebih sedikit menimbulkan masalah dibandingkan baja karbon.
- Kekurangan perlindungan: Tidak adanya sealant atau anti-seize memungkinkan masuknya kelembapan.
Pencegahan:
- Gunakan bahan anti-karat yang mengandung inhibitor korosi.
- Gunakan sealant benang yang tahan air.
- Pertimbangkan penggunaan fitting baja tahan karat daripada baja karbon.
- Gunakan penghalang dielektrik dalam lingkungan yang ekstrem.
Bagaimana cara menghitung nilai torsi aman untuk port aluminium?
Spesifikasi torsi yang tepat mencegah sebagian besar kegagalan ulir. 📐
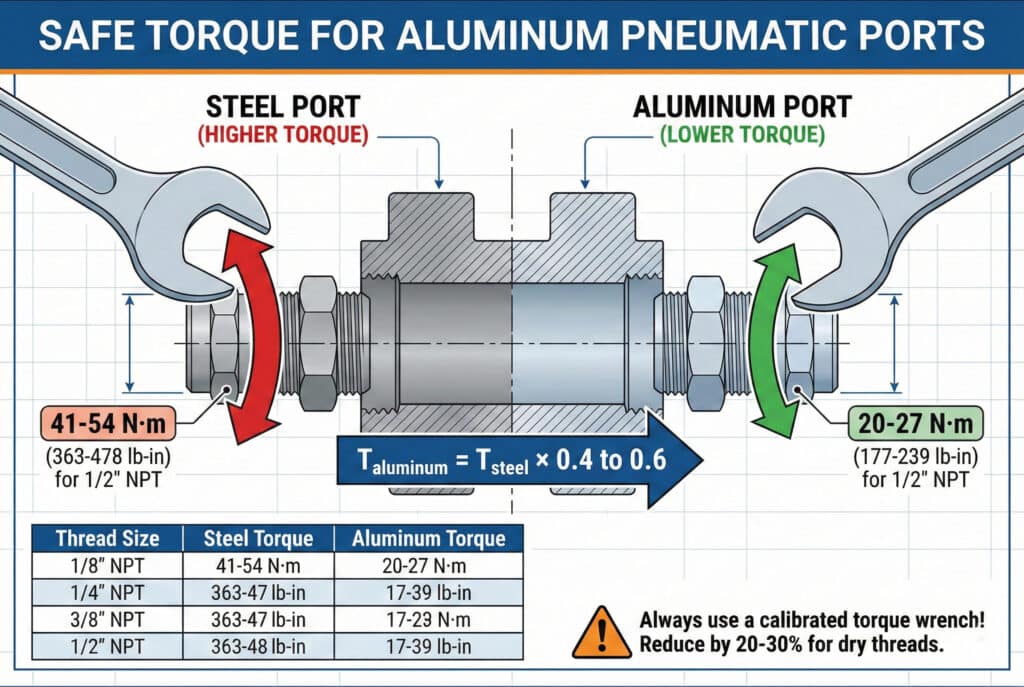
Torsi aman untuk port aluminium dihitung menggunakan rumus: T_aluminum = T_steel × 0,4 hingga 0,6, di mana faktor pengurangan memperhitungkan kekuatan geser aluminium yang lebih rendah dan koefisien gesekan yang lebih tinggi. Untuk sambungan pneumatik umum, ini berarti: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in), dan 1/2″ NPT = 20-27 N·m (177-239 lb-in). Nilai-nilai ini mengasumsikan ulir yang bersih dengan pelumas ulir yang tepat; ulir yang kering atau terkontaminasi memerlukan pengurangan 20-30%. Selalu gunakan kunci torsi yang terkalibrasi dan terapkan torsi secara bertahap daripada tarikan tunggal.
Perhitungan Torsi Teoritis
Memahami dasar teknik untuk spesifikasi torsi:
Persamaan torsi dasar:
Dimana:
- = torsi
- = koefisien gesekan (0,15–0,25 untuk ulir yang dilumasi)
- = diameter nominal
- = gaya penjepit
Batas kekuatan geser benang:
Dimana:
- = Kekuatan geser aluminium (~207 MPa untuk 6061-T6)
- = area keterlibatan benang
Aplikasi praktis:
Untuk aluminium, batasi gaya penjepit hingga 60-70% dari batas maksimum teoretis untuk memberikan margin keamanan untuk:
- Varian instalasi
- Cacat benang
- Stres operasional
- Pertimbangan kelelahan
Spesifikasi Torsi yang Direkomendasikan
Nilai torsi praktis untuk sambungan pneumatik umum:
| Ukuran Ulir | Torsi Pelabuhan Baja | Torsi Port Aluminium | Faktor Pengurangan |
|---|---|---|---|
| 1/8 ″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4 ″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8 ″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2 ″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (metrik) | 3-4 N·m (27-35 lb-in) | 1,5–2 N·m (13–18 lb-in) | 0.50 |
| M10 (metrik) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Catatan penting:
- Nilai-nilai ini mengasumsikan bahwa pelumas benang atau anti-seize digunakan.
- Benang kering memerlukan torsi lebih rendah sebesar 20-30%.
- Benang yang rusak atau aus memerlukan torsi lebih rendah 30-40%.
- Pemasangan pertama kali dapat menggunakan rentang atas; pemasangan berulang sebaiknya menggunakan rentang bawah.
Pemilihan dan Penggunaan Kunci Torsi
Alat yang tepat sangat penting untuk hasil yang konsisten:
Jenis kunci torsi:
- Jenis balok: Sederhana, andal, tidak memerlukan kalibrasi, tetapi memerlukan pengamatan langsung.
- Jenis klik: Sinyal audibel/taktil pada torsi target, yang paling umum, memerlukan kalibrasi berkala.
- Digital: Presisi tinggi, merekam data, mahal, memerlukan baterai dan kalibrasi.
- Pengaturan default: Disetel ke torsi tertentu, mencegah torsi berlebihan, ideal untuk lingkungan produksi.
Teknik yang tepat:
- Pilih kunci pas dengan torsi target di rentang tengah 20-80% untuk akurasi terbaik.
- Terapkan kekuatan secara halus dan stabil, bukan dengan gerakan mendadak.
- Tarik secara tegak lurus terhadap pegangan kunci pas
- Berhenti segera setelah target tercapai (jangan “melompat” pada klik).
- Biarkan kunci pas kembali ke posisi semula antara penggunaan.
Pabrik farmasi Angela menginvestasikan $800 dalam kunci torsi preset untuk ukuran sambungan yang paling umum. Investasi tersebut terbayar dalam 6 minggu dengan menghilangkan ulir yang rusak.
Faktor Penyesuaian
Sesuaikan torsi dasar untuk kondisi tertentu:
Penyesuaian kondisi benang:
- Benang baru dan bersih: Gunakan torsi yang ditentukan.
- Sudah diinstal sebelumnya (2-5 kali): Kurangi sebesar 10-15%
- Sudah dipasang sebelumnya (5+ kali): Kurangi 20-30% atau pasang insersi ulir.
- Kerusakan benang yang terlihat: Kurangi dengan 30-40% atau perbaiki benang.
Penyesuaian sealant/pelumas:
- Pita PTFE: Gunakan torsi yang ditentukan.
- Perekat benang cair: Gunakan torsi yang ditentukan.
- Bahan anti-karat: Kurangi sebesar 10-15% (mengurangi gesekan)
- Benang kering: Kurangi sebesar 20-30% (gesekan lebih tinggi, risiko goresan)
Penyesuaian lingkungan:
- Suhu ruangan (20°C): Gunakan torsi yang ditentukan.
- Suhu tinggi (60-80°C): Kurangi sebesar 10-15%
- Suhu sangat tinggi (>80°C): Kurangi dengan 20-25% dan pertimbangkan penggunaan insert ulir.
Urutan Torsi untuk Beberapa Port
Saat memasang beberapa fitting, urutan yang benar sangat penting:
Urutan praktik terbaik:
- Pasang semua perlengkapan dengan kencang secukupnya.
- Kencangkan masing-masing hingga 30% dari target secara berurutan.
- Kencangkan masing-masing hingga 60% dari target secara berurutan.
- Kencangkan masing-masing hingga 100% dari target secara berurutan.
- Periksa torsi akhir pada masing-masing setelah semuanya selesai.
Pendekatan bertahap dan berurutan ini mendistribusikan beban secara merata dan mencegah distorsi.
Apa Saja Praktik Terbaik untuk Mencegah Kerusakan Benang?
Strategi pencegahan yang komprehensif menghilangkan sebagian besar kegagalan benang. 🛡️
Mencegah kerusakan ulir memerlukan pendekatan berlapis: gunakan kunci torsi yang dikalibrasi dengan spesifikasi khusus aluminium (nilai baja 40-60%), selalu gunakan sealant ulir atau anti-seize untuk mengurangi gesekan dan mencegah galling, mulailah semua ulir secara manual untuk memastikan penyelarasan yang tepat sebelum menggunakan alat, pasang insert ulir (helicoils atau sejenisnya) di port yang sering diperbaiki, periksa ulir sebelum setiap pemasangan untuk kerusakan atau kontaminasi, latih semua teknisi pada prosedur khusus aluminium, dan rancang sistem untuk meminimalkan frekuensi perawatan port. Di Bepto Pneumatics, silinder tanpa batang kami dapat dilengkapi dengan insersi ulir baja tahan karat di port kritis, memberikan kekuatan setara baja pada bodi aluminium sambil mempertahankan keunggulan berat.

Solusi Pemasangan Ulir
Insert baja memberikan peningkatan kekuatan permanen:
Insert tipe Helicoil:
- Insert kawat berulir yang dipasang pada lubang berulir berukuran besar
- Menyediakan ulir dengan kekuatan baja pada aluminium
- Dapat dipasang pada ulir baru atau yang rusak.
- Biaya: $2-8 per insert ditambah biaya pemasangan.
Insert bantalan solid:
- Bantalan baja berulir yang dipres atau diulir ke dalam aluminium
- Kekuatan yang lebih tinggi daripada helicoils
- Instalasi yang lebih kompleks
- Terbaik untuk produksi baru, sulit untuk dipasang pada sistem yang sudah ada.
Insert Time-Sert:
- Insert dinding solid dengan fitur penguncian
- Sangat baik untuk perbaikan benang
- Lebih mahal daripada helicoils ($8-15 per insert)
- Pemasangan yang lebih mudah daripada helicoils dalam beberapa kasus
Kapan menggunakan inserts:
- Pelabuhan melayani lebih dari 5 kali selama masa pakai silinder.
- Aplikasi kritis di mana kegagalan tidak dapat ditoleransi
- Perbaikan ulir yang aus
- Lingkungan dengan getaran tinggi
- Pelabuhan yang harus mampu menampung perlengkapan berat atau katup.
Fasilitas Robert melakukan retrofit pada insert ulir di 25 port yang sering diperbaiki dengan biaya $750 (suku cadang dan tenaga kerja). Selama dua tahun ke depan, hal ini mencegah kerusakan pada silinder senilai $15.000—sebuah pengembalian investasi sebesar 20:1.
Pemilihan Pelumas Sealant dan Anti-Seize
Pelumas yang tepat mencegah keausan dan memastikan torsi yang tepat:
| Jenis Produk | Keuntungan | Kekurangan | Aplikasi Terbaik |
|---|---|---|---|
| Pita PTFE | Murah, bersih, mudah diaplikasikan | Dapat merusak dan mencemari, pelumasan terbatas | Tujuan umum, frekuensi layanan rendah |
| Perekat benang cair (anaerobik) | Penutupan yang sangat baik, mencegah longgar. | Sulit untuk dibongkar, memerlukan waktu pengeringan. | Instalasi permanen, lingkungan getaran |
| Pasta anti-karat | Pencegahan keausan yang sangat baik, mudah dibongkar | Berantakan, dapat mencemari sistem | Pelabuhan yang sering dilayani, lingkungan korosif |
| Perekat ulir dengan PTFE | Penutupan yang baik ditambah pelumasan | Lebih mahal | Pemasangan berkualitas tinggi, port aluminium |
Praktik terbaik dalam pengajuan:
- Oleskan sealant hanya pada ulir jantan (untuk mencegah masuknya ke dalam sistem)
- Gunakan 2-3 lapisan pita PTFE, mulai dari 2 ulir dari ujung.
- Gunakan sealant cair secukupnya—kelebihan sealant dapat mencemari sistem.
- Pastikan anti-seize tidak mengandung tembaga (dapat menyebabkan korosi galvanik dengan aluminium)
Standar Prosedur Pemasangan
Prosedur standar memastikan hasil yang konsisten:
Protokol instalasi langkah demi langkah:
Persiapan:
- Periksa benang untuk kerusakan, kontaminasi, atau korosi.
- Bersihkan benang dengan pelarut jika diperlukan.
- Pastikan jenis dan ukuran yang tepat.
- Pilih spesifikasi torsi yang sesuai
Penerapan sealant:
- Oleskan sealant yang dipilih pada ulir jantan.
- Pastikan distribusi yang merata tanpa berlebihan.
- Berikan waktu pengeringan jika menggunakan sealant anaerobik.
Pemasangan benang awal:
- Mulailah benang secara manual, jangan pernah menggunakan alat.
- Pastikan penyelarasan tegak lurus.
- Benang harus bergerak dengan lancar dan minim hambatan.
- Jika ada hambatan, mundur dan mulai ulang.
Penerapan torsi:
- Pilih kunci torsi yang telah dikalibrasi
- Terapkan torsi secara bertahap dalam 2-3 langkah.
- Torsi akhir sesuai spesifikasi
- Jangan melebihi nilai yang ditentukan.
Verifikasi:
- Periksa secara visual untuk memastikan pemasangan yang benar.
- Periksa kebocoran selama proses penekanan awal.
- Pemasangan dokumen (torsi yang digunakan, tanggal, teknisi)
Pelatihan dan Dokumentasi
Faktor manusia sangat penting dalam pencegahan:
Persyaratan pelatihan teknisi:
- Pemahaman tentang sifat-sifat aluminium dan keterbatasannya
- Pemilihan dan penggunaan yang tepat dari kunci torsi
- Pengakuan terhadap kerusakan ulir silang dan kerusakan ulir
- Pemilihan dan aplikasi sealant
- Pemecahan masalah kebocoran tanpa mengencangkan berlebihan
Sistem dokumentasi:
- Grafik spesifikasi torsi yang dipasang di area kerja
- Catatan layanan yang mencatat tanggal pemasangan dan nilai torsi.
- Pemantauan siklus layanan pada pelabuhan kritis
- Pelaporan kegagalan dan analisis akar penyebab
Tindakan pengendalian kualitas:
- Kalibrasi kunci torsi secara berkala (minimal setahun sekali)
- Pemeriksaan mendadak oleh supervisor terhadap instalasi
- Analisis tren kegagalan
- Peningkatan berkelanjutan berdasarkan data lapangan
Pertimbangan Desain untuk Sistem Baru
Mencegah masalah melalui desain yang cermat:
Lokasi pelabuhan dan aksesibilitas:
- Posisi port untuk pemasangan fitting langsung
- Hindari lokasi yang memerlukan akses miring atau sulit.
- Berikan izin untuk penggunaan kunci torsi.
- Pertimbangkan kemudahan pemeliharaan selama fase desain.
Pemilihan ukuran:
- Gunakan sambungan push-to-connect di tempat yang sesuai (tidak memerlukan ulir).
- Pilih sambungan dengan panjang ulir yang sesuai untuk kedalaman port.
- Hindari penggunaan fitting berukuran besar yang memerlukan torsi tinggi.
- Pertimbangkan penggunaan sambungan lepas cepat untuk sambungan yang sering diperiksa atau diperbaiki.
Desain sistem:
- Minimalkan jumlah port yang memerlukan layanan rutin.
- Gabungkan sambungan di manifold daripada di port silinder individu.
- Gunakan pemasangan jarak jauh untuk saklar tekanan dan pengukur tekanan.
- Desain berdasarkan filosofi “pasang sekali” jika memungkinkan.
Di Bepto Pneumatics, kami bekerja sama dengan pelanggan selama fase desain untuk mengoptimalkan konfigurasi port, merekomendasikan insersi ulir yang sesuai untuk aplikasi bertekanan tinggi, dan menyediakan spesifikasi instalasi yang detail. Silinder tanpa batang kami dapat disesuaikan dengan port yang diperkuat atau insersi ulir berdasarkan persyaratan aplikasi.
Pilihan Perbaikan untuk Ulir yang Rusak
Ketika pencegahan gagal, terdapat beberapa opsi perbaikan:
Pemasangan insersi ulir (disarankan):
- Bongkar ulir yang rusak dan perbesar ukurannya.
- Ketuk untuk ukuran insersi
- Pasang helicoil atau Time-Sert insert
- Memberikan kekuatan yang sama baiknya atau lebih baik dari barang baru.
- Biaya: $50-150 tergantung pada ukuran dan tenaga kerja
Ukuran yang terlalu besar:
- Ketuk untuk ukuran yang lebih besar
- Pasang fitting berukuran besar
- Sederhana tetapi membatasi opsi di masa depan.
- Mungkin tidak mungkin dilakukan karena ketebalan dinding.
Perbaikan epoxy (sementara):
- Bersihkan benang dengan teliti.
- Oleskan epoxy pengunci ulir
- Pasang fitting dan biarkan mengeras.
- Memberikan segel sementara tetapi memiliki kekuatan yang rendah.
- Hanya untuk aplikasi bertekanan rendah dan tidak kritis.
Baut perbaikan las:
- Mesin untuk area yang rusak
- Las pada sumbat berulir
- Port mesin ulang
- Mahal tetapi memberikan perbaikan permanen.
- Membutuhkan pengelasan aluminium yang terampil.
Penggantian:
- Kadang-kadang opsi yang paling efisien dari segi biaya.
- Terutama untuk tabung berbiaya rendah atau kerusakan yang parah.
- Kesempatan untuk meningkatkan ke desain yang lebih baik
Kesimpulan
Memahami mekanisme pengupasan ulir pada port silinder aluminium-dan menerapkan spesifikasi torsi yang tepat, prosedur pemasangan, dan tindakan pencegahan-menghilangkan salah satu kegagalan sistem pneumatik yang paling umum dan membuat frustrasi. 💪
Pertanyaan Umum tentang Pengelupasan Ulir Aluminium
Q: Apakah saya dapat menggunakan spesifikasi torsi yang sama untuk aluminium seperti yang saya gunakan untuk silinder baja?
Sama sekali tidak—ini adalah penyebab paling umum dari ulir aluminium yang rusak. Port aluminium memerlukan torsi 40-60% dari torsi yang digunakan untuk ulir baja setara, karena kekuatan geser aluminium yang jauh lebih rendah (207 MPa vs. 380-450 MPa untuk baja). Misalnya, sambungan 1/4″ NPT yang memerlukan torsi 14-19 N·m pada baja hanya boleh menerima 7-10 N·m pada aluminium. Selalu konsultasikan grafik torsi khusus aluminium dan gunakan kunci torsi yang terkalibrasi. Di Bepto Pneumatics, kami menyediakan spesifikasi torsi terperinci untuk setiap silinder guna mencegah kesalahan umum ini.
Q: Berapa kali saya dapat dengan aman memasang dan melepas fitting dari port aluminium?
Port aluminium standar umumnya dapat menahan 5-10 siklus pemasangan sebelum kerusakan ulir menjadi signifikan, meskipun hal ini bervariasi tergantung pada akurasi torsi, kondisi ulir, dan penggunaan sealant. Setelah 5 siklus, risiko meningkat secara signifikan. Untuk port yang memerlukan perawatan sering, pasang insersi ulir (helicoils atau Time-Serts) selama pemasangan awal atau setelah 3-5 siklus—ini memberikan umur pakai tak terbatas dengan kekuatan setara baja. Biaya insersi $5-10 sangat kecil dibandingkan dengan mengganti silinder yang rusak.
Q: Apa cara terbaik untuk memperbaiki ulir yang rusak pada port silinder aluminium?
Pemasangan insersi ulir (helicoil atau Time-Sert) merupakan metode perbaikan yang disarankan, memberikan kekuatan yang setara atau melebihi ulir asli. Proses ini melibatkan pengeboran ulir yang rusak, pengeboran ulang dengan ukuran yang lebih besar untuk insersi, dan pemasangan insersi baja berulir. Perbaikan ini biaya $50-150 tergantung pada ukuran dan tenaga kerja, tetapi memulihkan fungsi penuh. Hindari perbaikan sementara seperti epoxy kecuali untuk aplikasi non-kritis dengan tekanan rendah. Untuk kerusakan parah atau silinder dinding tipis di mana pemasangan insert tidak memungkinkan, penggantian mungkin lebih efisien secara biaya daripada perbaikan.
Q: Mengapa sambungan saya terus mengendur meskipun saya sudah mengencangkannya dengan benar?
Pelemasan baut meskipun torsi sudah tepat umumnya disebabkan oleh getaran, siklus panas, atau penguncian ulir yang tidak memadai. Solusi meliputi: mengaplikasikan sealant ulir anaerobik (Loctite 567 atau sejenisnya) yang mencegah pelemasan sambil tetap menjaga kedap udara, menggunakan perangkat pengunci mekanis seperti jam nut atau kawat pengunci untuk sambungan kritis, mengatasi getaran sistem yang berlebihan di sumbernya, dan memastikan torsi cukup—torsi yang terlalu rendah sama berbahayanya dengan torsi yang terlalu tinggi. Pastikan juga Anda menggunakan spesifikasi torsi yang benar; beberapa teknisi menggunakan nilai torsi yang terlalu rendah karena takut merusak ulir, yang secara paradoks justru menyebabkan pelonggaran dan kerusakan akibat gesekan.
Q: Apakah ada alternatif untuk port berulir yang dapat menghilangkan risiko kerusakan ulir?
Ya, terdapat beberapa alternatif untuk aplikasi di mana masalah pengelupasan ulir sering terjadi. Sambungan push-to-connect menghilangkan kebutuhan akan ulir sepenuhnya dan ideal untuk sambungan yang sering diganti, meskipun terbatas pada ukuran kecil dan tekanan rendah. Sambungan las atau braze menyediakan sambungan permanen tanpa risiko pengelupasan ulir. Sambungan quick-disconnect memungkinkan sambungan/pemisahan tanpa alat. Pemasangan manifold mengonsolidasikan beberapa koneksi jauh dari badan silinder. Untuk desain baru, pertimbangkan alternatif ini; untuk peralatan yang sudah ada, insersi ulir menyediakan solusi retrofit terbaik. Di Bepto Pneumatics, kami dapat menyesuaikan silinder tanpa batang dengan metode koneksi alternatif berdasarkan kebutuhan aplikasi spesifik Anda.
-
Jelajahi data teknis mengenai sifat kekuatan geser paduan aluminium dibandingkan dengan baja karbon. ↩
-
Pelajari tentang modulus elastisitas dan bagaimana hal itu memengaruhi kekakuan aluminium dalam aplikasi mekanik. ↩
-
Pahami mekanisme galling dan bagaimana hal itu menyebabkan kerusakan permukaan pada sambungan berulir. ↩
-
Periksa tabel perbandingan untuk koefisien ekspansi termal antara logam-logam industri yang berbeda. ↩
-
Pelajari seri galvanik untuk memahami bagaimana logam yang berbeda berinteraksi dalam lingkungan korosif. ↩
