

Immaginate di essere in piedi sul pavimento della fabbrica quando all'improvviso un forte botto metallico riecheggia nell'impianto: il vostro cilindro pneumatico ha appena sbattuto con forza tremenda contro il suo fine corsa. L'intera macchina trema, gli operai guardano allarmati e voi capite subito che qualcosa non va. Questo fenomeno violento, noto come martellamento pneumatico o colpo d'aria, può distruggere i cilindri in poche settimane, incrinare le staffe di montaggio e persino danneggiare le apparecchiature che i cilindri devono controllare.
Il martellamento pneumatico si verifica quando un pistone in rapido movimento colpisce la testata o il cuscino del cilindro senza un'adeguata decelerazione, creando onde d'urto che si propagano attraverso l'intero sistema pneumatico e la struttura meccanica. Questo impatto genera forze 5-10 volte superiori ai normali carichi operativi, causando danni progressivi ai componenti del cilindro, all'hardware di montaggio e ai macchinari collegati. Le cause principali sono: ammortizzazione inadeguata, portate d'aria eccessive, controllo improprio della velocità e risonanza del sistema meccanico.
L'anno scorso ho ricevuto una chiamata d'emergenza da Robert, il direttore della manutenzione di uno stabilimento di produzione di acciaio in Pennsylvania. Nel suo stabilimento si verificavano guasti catastrofici ai cilindri ogni 2-3 settimane, con la rottura delle staffe di montaggio e persino il cedimento delle saldature strutturali sulle attrezzature di trasferimento. I colpi di martello erano così forti che gli operai si rifiutavano di utilizzare alcune macchine, adducendo problemi di sicurezza. Quando abbiamo indagato, abbiamo scoperto una tempesta perfetta di fattori che creavano un martellamento pneumatico che stava letteralmente distruggendo le sue attrezzature e che costava alla sua azienda oltre $200.000 all'anno in riparazioni e perdita di produzione.
Indice dei contenuti
- Che cos'è il martellamento pneumatico e come si differenzia dal funzionamento normale?
- Quali sono le cause principali del martellamento pneumatico nei sistemi a cilindro?
- Come si valuta il danno strutturale da martellamento pneumatico?
- Quali soluzioni eliminano efficacemente il martellamento pneumatico?
Che cos'è il martellamento pneumatico e come si differenzia dal funzionamento normale?
La comprensione della meccanica del martellamento pneumatico è essenziale per la prevenzione e la diagnosi. 🔨
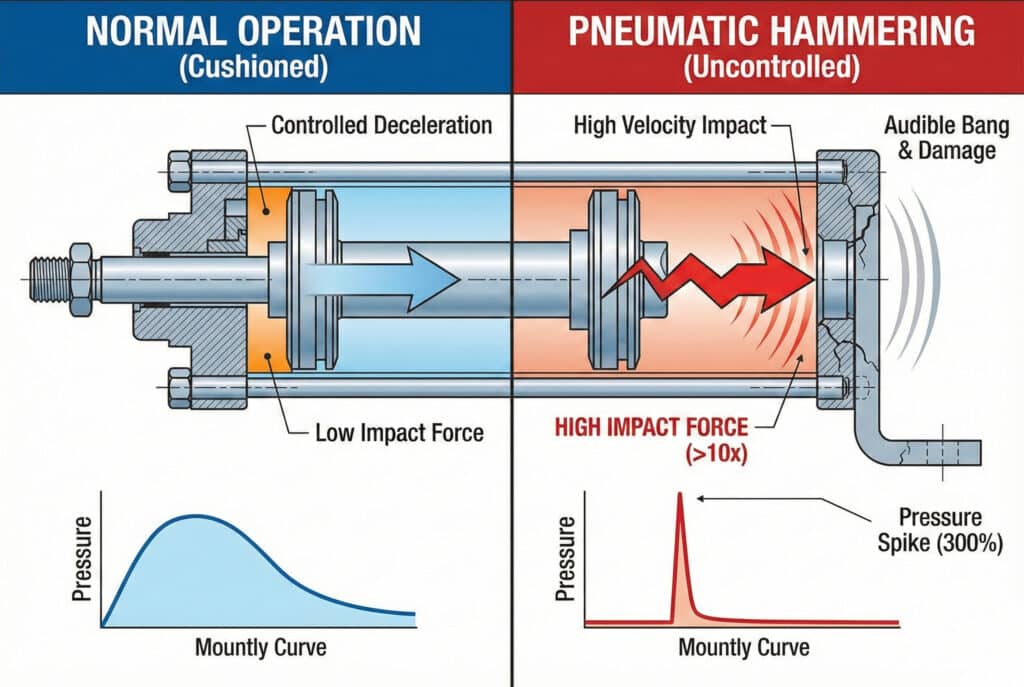
Il martellamento pneumatico è un evento d'impatto ad alta energia in cui il gruppo pistone colpisce la testata del cilindro a velocità eccessiva, creando carichi d'urto che possono superare di 10 volte la normale forza operativa. A differenza della decelerazione controllata nei cilindri adeguatamente ammortizzati, il martellamento produce impatti udibili, vibrazioni visibili e danni meccanici progressivi. Il fenomeno genera picchi di pressione fino a 300% della pressione di alimentazione e crea risonanze distruttive nel sistema meccanico.
La fisica dell'impatto
Nel normale funzionamento del cilindro, il pistone decelera gradualmente negli ultimi 5-15 mm di corsa grazie a meccanismi di ammortizzazione o a controlli di flusso esterni. Questa decelerazione controllata dissipa l'energia cinetica della massa in movimento nel tempo e sulla distanza, mantenendo le forze d'impatto gestibili.
Il martellamento pneumatico si verifica quando questa decelerazione è inadeguata o assente. Il gruppo pistone in movimento, insieme a qualsiasi carico collegato, mantiene una velocità elevata fino al contatto fisico con la calotta terminale. In quel momento, tutta l'energia cinetica deve essere assorbita dalla struttura meccanica in pochi millisecondi, creando enormi forze d'impatto.
La forza d'impatto può essere calcolata con la formula relazione impulso-momento1. Un carico di 5 kg che si muove a 1 m/s e si ferma in 0,001 secondi genera una forza media di 5.000 Newton, rispetto ai 500 Newton della normale decelerazione ammortizzata. Questa moltiplicazione della forza di 10 volte spiega perché il martellamento provoca un cedimento così rapido dei componenti.
Segni caratteristici della martellatura
| Indicatore | Funzionamento normale | Martellatura pneumatica |
|---|---|---|
| Livello sonoro | Sussulto silenzioso o tonfo morbido | Forte botto o schianto metallico |
| Vibrazioni | Minima, localizzata | Grave, trasmessa a tutta la struttura |
| Coerenza del ciclo | Tempismo e forza uniformi | Variabile, a volte irregolare |
| Usura dei componenti | Graduale nel corso di mesi/anni | Danno rapido e visibile in poche settimane |
| Picchi di pressione | <120% di pressione di alimentazione | 200-300% di pressione di alimentazione |
Trasferimento di energia e meccanismi di danno
Quando i cilindri di Robert stavano martellando, abbiamo misurato l'impatto usando accelerometri2 montato sul corpo del cilindro. I dati sono stati sconvolgenti: le accelerazioni di picco hanno superato i 50 g e l'energia d'impatto è stata trasmessa attraverso le staffe di montaggio al telaio in acciaio strutturale. Nel corso di migliaia di cicli, questo carico d'urto ripetuto ha causato cricche da fatica nelle saldature e nei fori dei bulloni, segni tipici di danni da impatto.
Il danno si propaga attraverso diversi meccanismi:
- Danno da impatto diretto: I componenti del pistone, della testata e del cuscino si deformano o si incrinano.
- Allentamento dei dispositivi di fissaggio: Ripetuti carichi d'urto allentano i bulloni di montaggio e i raccordi.
- Cricche da fatica: Le sollecitazioni cicliche causano la crescita progressiva delle cricche nei componenti strutturali
- Danni ai cuscinetti: I carichi d'urto causano brinellatura3 e scagliatura nei cuscinetti delle aste
- Guasto della guarnizione: Le forze d'urto fanno uscire le guarnizioni dalle loro scanalature o causano lacerazioni.
Effetti di frequenza e risonanza
Il martellamento pneumatico diventa particolarmente distruttivo quando la frequenza d'impatto coincide con la frequenza d'urto. frequenza naturale4 del sistema meccanico. Questa risonanza amplifica le vibrazioni, accelerando i danni strutturali. Nel caso di Robert, i suoi cilindri stavano girando a circa 30 colpi al minuto, molto vicini alla frequenza naturale del telaio della sua attrezzatura di trasferimento, creando una condizione di risonanza che ha moltiplicato il danno.
Quali sono le cause principali del martellamento pneumatico nei sistemi a cilindro?
L'identificazione della causa principale è fondamentale per implementare soluzioni efficaci. 🔍
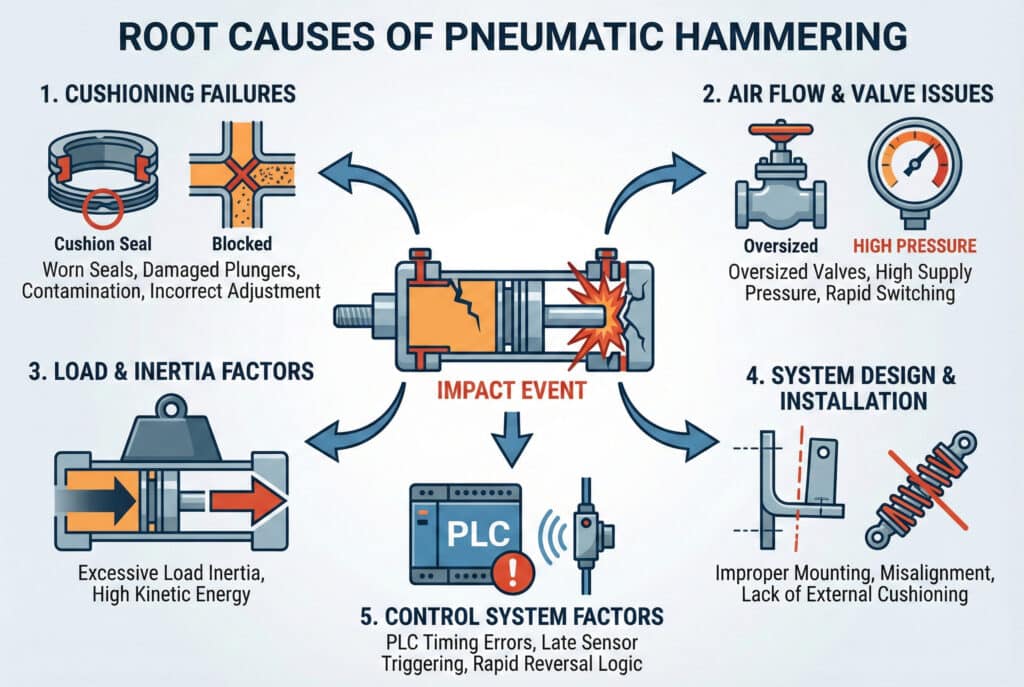
Le cause principali del martellamento pneumatico includono meccanismi di ammortizzazione inadeguati o guasti, portate d'aria eccessive che impediscono una decelerazione corretta, impostazioni improprie del controllo della velocità, caratteristiche del sistema meccanico come l'inerzia eccessiva del carico e problemi di risposta della valvola, come lo scarico lento o l'inversione rapida della direzione. Spesso, più fattori si combinano per creare condizioni di martellamento, richiedendo un'analisi completa per identificare tutti gli elementi che vi contribuiscono.
Guasti al sistema di ammortizzazione
L'ammortizzazione incorporata è la principale difesa contro il martellamento. La maggior parte dei cilindri industriali è dotata di ammortizzatori regolabili che limitano il flusso di scarico durante la parte finale della corsa, creando una contropressione che decelera il pistone.
I guasti più comuni all'ammortizzazione includono:
- Guarnizioni del cuscino usurate: Consente all'aria di bypassare la restrizione del cuscino
- Pistoncini del cuscino danneggiati: Impediscono la corretta tenuta o regolazione
- Regolazione errata: Viti del cuscino aperte troppo o chiuse troppo strette
- Contaminazione: Detriti che bloccano i passaggi dei cuscini
- Inadeguatezza della progettazione: Capacità di ammortizzazione insufficiente per i carichi dell'applicazione
Una volta ho lavorato con Amanda, un ingegnere di processo di un impianto di confezionamento nella Carolina del Nord, i cui cilindri avevano sviluppato dei colpi di martello dopo soli sei mesi di funzionamento. Le indagini hanno rivelato che le guarnizioni del cuscino, realizzate in gomma nitrilica standard, si erano degradate a causa dell'esposizione ai prodotti chimici di pulizia presenti nel suo ambiente. Il passaggio a guarnizioni chimicamente resistenti ha eliminato immediatamente il problema.
Flusso d'aria e problemi di dimensionamento delle valvole
Un flusso d'aria eccessivo è una causa frequente di martellamento, in particolare nei sistemi che sono stati “aggiornati” con valvole più grandi o pressioni più elevate senza considerare le conseguenze.
| Causa legata al flusso | Meccanismo | Scenario tipico |
|---|---|---|
| Valvole sovradimensionate | Un flusso eccessivo impedisce al cuscino di creare una contropressione. | Valvola potenziata per “cicli più veloci” |
| Alta pressione di alimentazione | L'aumento di portata sovrasta l'ammortizzazione | Aumento della pressione per superare l'attrito |
| Linee di rifornimento corte | La restrizione minima del flusso consente un flusso di sovralimentazione | Valvola montata direttamente sul cilindro |
| Commutazione rapida della valvola | I cambi di direzione improvvisi non consentono la decelerazione. | Sistemi automatici ad alta velocità |
Fattori di carico e d'inerzia
La massa movimentata influisce notevolmente sulla suscettibilità al martellamento. I carichi ad alta inerzia trasportano una maggiore energia cinetica che deve essere dissipata durante la decelerazione.
L'attrezzatura di Robert per la fabbricazione dell'acciaio muoveva carichi di 200 kg ad alta velocità, superando di gran lunga le specifiche di progetto originali di 50 kg. L'ammortizzazione del cilindro, adeguata al carico originale, era completamente sopraffatta dall'aumento dell'inerzia. Nessuna regolazione del cuscino poteva compensare l'aumento di 4 volte dell'energia cinetica.
Problemi di progettazione e installazione del sistema
Una cattiva progettazione del sistema contribuisce al martellamento:
- Ammortizzazione esterna inadeguata: Non sono installati controlli di flusso o ammortizzatori
- Montaggio non corretto: Supporti flessibili che permettono il rimbalzo o il rinculo
- Disallineamento: Carichi laterali che interferiscono con una decelerazione fluida
- Interferenza meccanica: Il carico si arresta prima che i cuscini del cilindro si inseriscano.
Fattori del sistema di controllo
I moderni sistemi automatizzati possono inavvertitamente creare condizioni di martellamento:
- Errori di temporizzazione del PLC: Inversione di direzione prima della decelerazione completa
- Posizionamento del sensore: Interruttori di soglia che scattano troppo tardi
- Logica di arresto di emergenza: Sfiato rapido che elimina la contropressione del cuscino
- Compensazione della pressione: Sistemi che aumentano la pressione sotto carico, travolgendo gli ammortizzatori
In un caso memorabile, ho lavorato con un integratore di sistemi la cui linea di assemblaggio automatizzata ha sviluppato un martellamento dopo un aggiornamento del sistema di controllo. Il nuovo PLC aveva tempi di scansione più rapidi e invertiva la direzione dei cilindri con 50 millisecondi di anticipo rispetto al vecchio controllore, quanto bastava per impedire una corretta ammortizzazione. Una semplice regolazione della temporizzazione ha risolto il problema.
Come si valuta il danno strutturale da martellamento pneumatico?
Una corretta valutazione dei danni previene guasti catastrofici e guida le decisioni di riparazione. 🔬
La valutazione dei danni strutturali richiede l'ispezione sistematica dei componenti della bombola, della ferramenta di montaggio e delle strutture collegate per individuare eventuali danni dovuti all'impatto, tra cui cricche, deformazioni, fissaggi allentati e usura dei cuscinetti. L'ispezione visiva, combinata con metodi di controllo non distruttivi quali ispezione con liquidi penetranti5 o l'ispezione delle particelle magnetiche rivela la propagazione delle cricche, mentre le misure dimensionali identificano le deformazioni permanenti. La valutazione deve considerare sia i danni visibili sia i danni da fatica nascosti che potrebbero causare un cedimento futuro.

Ispezione dei componenti del cilindro
Iniziare con il cilindro stesso, esaminando i componenti più suscettibili di danni da impatto:
Tappi e testine:
- Crepe che si irradiano dai fori delle porte o dai fori dei bulloni di montaggio
- Deformazione della cavità interna del cuscino
- Viti di regolazione del cuscino allentate o danneggiate
- Crepe nella scanalatura della guarnizione del cuscino
Montaggio del pistone:
- Deformazione del corpo del pistone o del pistone del cuscino
- Crepe nel pistone, in particolare in corrispondenza delle scanalature di tenuta
- Stelo del pistone piegato o danneggiato
- Danni alla superficie del cuscinetto (rigatura, galla o brinellatura)
Tubo del cilindro:
- Rigonfiamenti o deformazioni alle estremità
- Crepe sui giunti tubo-testa
- Danni all'alesaggio interno dovuti all'impatto del pistone
Quando abbiamo smontato i cilindri guasti di Robert, il danno era esteso. Le testate mostravano crepe visibili che si irradiavano dai fori di montaggio, gli stantuffi dei cuscini erano deformati e non riuscivano a sigillare correttamente, mentre i corpi dei pistoni presentavano crepe a livello di capello che avrebbero causato un cedimento catastrofico nel giro di poche settimane.
Montaggio e valutazione strutturale
Le forze d'impatto si trasmettono attraverso la ferramenta di montaggio alla struttura di supporto:
| Componente | Indicatori di danno | Metodo di valutazione |
|---|---|---|
| Bulloni di montaggio | Fori allungati, bulloni piegati, allentamenti | Ispezione visiva, controllo della coppia |
| Staffe di montaggio | Crepe in corrispondenza di saldature o fori di bulloni, deformazioni | Test con coloranti penetranti, misurazioni dimensionali |
| Telaio strutturale | Crepe nelle saldature, elementi piegati | Ispezione visiva, test a ultrasuoni |
| Fondazione | Fessurazione del calcestruzzo, allentamento dei bulloni di ancoraggio | Ispezione visiva, test di trazione |
Metodi di controllo non distruttivi
Per le applicazioni critiche o quando l'ispezione visiva rivela un potenziale danno, utilizzare i metodi NDT:
- Ispezione con colorante penetrante: Rivela crepe superficiali invisibili ad occhio nudo
- Ispezione con particelle magnetiche: Rileva le crepe sottosuperficiali nei materiali ferromagnetici
- Test a ultrasuoni: Identifica i difetti interni e misura lo spessore residuo della parete.
- Analisi delle vibrazioni: Rileva le variazioni della frequenza naturale strutturale che indicano un danno
Valutazione delle condizioni di cuscinetti e guarnizioni
Il martellamento accelera l'usura di cuscinetti e guarnizioni:
- Cuscinetti per aste: Verificare l'assenza di gioco eccessivo, di rugosità o di danni visibili.
- Guarnizioni del pistone: Cercare danni da estrusione, strappi o spostamenti dalle scanalature.
- Guarnizioni dell'asta: Ispezione di eventuali danni da impatto e verifica dell'efficacia della pulizia.
- Anelli da indossare: Misurare le distanze e controllare che non vi siano cricche o deformazioni.
Documentazione e Trending
Stabilire un protocollo di valutazione dei danni che comprenda:
- Documentazione fotografica di tutti i danni
- Misure dimensionali registrate per l'analisi delle tendenze
- Cronologia dei guasti e condizioni operative
- Analisi delle cause principali che collegano i danni ai parametri operativi
Bepto Pneumatics fornisce ai propri clienti liste di controllo dettagliate per la valutazione dei danni da martellamento. Questi strumenti aiutano i team di manutenzione a identificare precocemente i danni e a seguire il deterioramento nel tempo, consentendo una manutenzione predittiva anziché riparazioni reattive.
Considerazioni sulla sicurezza durante la valutazione
La martellatura pneumatica può creare condizioni pericolose:
- Energia immagazzinata: Depressurizzare completamente i sistemi prima di smontarli.
- Propagazione della cricca: I componenti con incrinature possono rompersi improvvisamente durante la manipolazione
- Pericoli legati ai proiettili: I componenti danneggiati sotto pressione possono diventare proiettili
- Integrità strutturale: Le strutture di montaggio danneggiate possono crollare sotto carico
Quali soluzioni eliminano efficacemente il martellamento pneumatico?
Per risolvere il problema del martellamento pneumatico è necessario affrontare le cause principali, non solo i sintomi. 🛠️
Le soluzioni efficaci comprendono il ripristino o l'aggiornamento dei sistemi di ammortizzazione con ammortizzatori regolati correttamente e ammortizzatori di riserva, l'implementazione di controlli di flusso per gestire i tassi di decelerazione, la riduzione delle velocità e delle pressioni di esercizio per adattarle alle capacità del sistema, l'installazione di dispositivi di ammortizzazione esterni come gli ammortizzatori idraulici e la sostituzione di componenti usurati o danneggiati con parti specificate correttamente. Bepto Pneumatics progetta i propri cilindri con robusti sistemi di ammortizzazione e fornisce assistenza tecnica per garantire la corretta applicazione e installazione.

Soluzioni per sistemi di ammortizzazione
La prima linea di difesa è un'ammortizzazione adeguata:
Ripristino del cuscino interno:
- Sostituire le guarnizioni del cuscino usurate con materiali appropriati.
- Pulire e ispezionare i passaggi del cuscino per verificare l'assenza di ostruzioni.
- Regolare le viti del cuscino in modo da ottenere le impostazioni ottimali (in genere 1-2 giri di apertura dalla chiusura completa).
- Verificare le condizioni del pistone del cuscino e sostituirlo se danneggiato.
Opzioni di aggiornamento dei cuscini:
- Guarnizioni a cuscino per impieghi gravosi per applicazioni con cicli elevati
- Lunghezza del cuscino estesa per carichi ad alta inerzia
- Doppio cuscino (entrambe le estremità) per applicazioni di inversione rapida
- Cuscini regolabili con regolazione esterna per una facile messa a punto
Per l'attrezzatura di Robert per la lavorazione dell'acciaio, abbiamo sostituito i cilindri standard con i modelli Bepto per impieghi gravosi, dotati di cuscini di lunghezza maggiore e doppi cuscini regolabili. La differenza è stata immediata: il martellamento si è interrotto completamente e il team di manutenzione ha potuto regolare con precisione la decelerazione per ottenere un tempo di ciclo ottimale senza impatti.
Implementazione del controllo di flusso
I controlli di flusso esterni forniscono un ulteriore controllo della decelerazione:
| Tipo di controllo del flusso | Applicazione | Vantaggi | Limitazioni |
|---|---|---|---|
| Controlli di flusso in uscita dal contatore | Decelerazione per scopi generali | Regolabile, economico | Richiede una messa a punto, può causare movimenti a scatti |
| Controlli di flusso pilotati | Controllo costante della velocità | Mantiene la velocità in presenza di carichi variabili | Più costoso, richiede aria pulita |
| Valvole di scarico rapido (rimosse) | Eliminare lo scarico rapido | Soluzione semplice | Può rallentare il tempo di ciclo |
| Valvole proporzionali | Profilazione precisa della velocità | Curve di decelerazione programmabili | Costo elevato, richiede un controller |
Dispositivi di ammortizzazione esterni
Quando l'ammortizzazione interna non è sufficiente, aggiungere dispositivi esterni:
Ammortizzatori idraulici:
- Unità autonome che si montano all'estremità del cilindro
- Assorbire l'energia dell'impatto attraverso lo spostamento del fluido idraulico
- Regolabile in base al carico e alla velocità
- Ideale per applicazioni ad alta energia
Ammortizzatori pneumatici:
- Utilizzare la compressione dell'aria per assorbire l'energia
- Più leggero e meno costoso di quello idraulico
- Adatto per applicazioni a moderata energia
Paraurti in elastomero:
- Cuscini semplici in gomma o poliuretano
- Basso costo ma limitato assorbimento di energia
- Ideale per applicazioni a bassa velocità e con carichi leggeri
L'impianto di confezionamento di Amanda ha utilizzato un approccio combinato: abbiamo ripristinato l'ammortizzazione interna e aggiunto ammortizzatori idraulici compatti nelle stazioni critiche dove i carichi erano più elevati. Questo doppio strato di protezione ha eliminato i colpi di martello, mantenendo i tempi di ciclo richiesti.
Modifiche alla progettazione del sistema
A volte la soluzione richiede la modifica dell'approccio applicativo:
- Ridurre la velocità di funzionamento: Una velocità inferiore riduce l'energia cinetica in modo esponenziale ($KE = \frac{1}{2}mv^2$).
- Riduzione della massa di carico: Eliminare il peso non necessario dai gruppi in movimento
- Aumentare la distanza di decelerazione: Consente una maggiore lunghezza della corsa per l'ammortizzazione
- Aggiungere fermate intermedie: Suddividere i movimenti ad alta velocità in più colpi più corti
Regolazioni di valvole e controlli
Ottimizzare le impostazioni della valvola e del controllo:
- Ridurre la pressione di alimentazione: Una pressione più bassa riduce l'accelerazione e la velocità
- Installare i regolatori di pressione: Fornisce una pressione costante e controllata
- Regolare la capacità di flusso della valvola: Utilizzare valvole di dimensioni adeguate, non sovradimensionate.
- Modificare la temporizzazione del PLC: Assicurare un tempo adeguato di decelerazione prima dell'inversione di marcia.
- Implementare la logica di soft-start: L'applicazione graduale della pressione riduce gli urti
Strategia di sostituzione dei componenti
Quando i componenti sono danneggiati, la loro sostituzione è fondamentale:
Criteri di sostituzione del cilindro:
- Tappi terminali o tubi incrinati o deformati
- Cavità del cuscino danneggiate che non possono essere riparate
- Danneggiamento dell'alesaggio superiore a 0,010″ fuori dal cerchio
- Steli piegati con deformazione permanente
Sostituzione della ferramenta di montaggio:
- Staffe o elementi strutturali incrinati
- Fori per bulloni allungati (>10% oversize)
- Bulloni di montaggio piegati o ceduti
- Saldature strutturali danneggiate
In Bepto Pneumatics, i nostri cilindri di ricambio sono progettati tenendo conto della resistenza al martellamento. Utilizziamo:
- Tappi terminali per impieghi gravosi con cavità del cuscino rinforzate
- Sistemi di ammortizzatori ad alta capacità per 150% di carichi standard
- Materiali di tenuta di qualità superiore resistenti ai danni da impatto
- Steli del pistone temprati con una resistenza agli urti superiore
Programma di manutenzione preventiva
Stabilire un monitoraggio continuo per prevenire le recidive:
- Ispezioni mensili: Verificare la presenza di hardware allentato e di rumori insoliti
- Regolazione trimestrale degli ammortizzatori: Verificare le impostazioni ottimali con l'usura dei componenti
- Ispezione annuale completa: Smontaggio e ispezione dei cilindri critici
- Monitoraggio delle condizioni: Tracciare i tempi di ciclo e la pressione per individuare i primi segnali di allarme
Analisi costi-benefici
| Soluzione | Costo di implementazione | Efficacia | ROI tipico |
|---|---|---|---|
| Restauro dei cuscini | $50-200 per cilindro | Alto per piccole martellate | 1-3 mesi |
| Aggiunta del controllo di flusso | $30-100 per cilindro | Da moderato a elevato | 2-4 mesi |
| Ammortizzatori esterni | $150-500 per postazione | Molto alto | 3-6 mesi |
| Sostituzione del cilindro | $300-2000 per cilindro | Molto alto | 4-12 mesi |
| Riprogettazione del sistema | $1000-10000+ | Eliminazione completa | 6-24 mesi |
Per l'impianto di Robert, abbiamo implementato una soluzione completa che combina la sostituzione dei cilindri nelle stazioni critiche, il ripristino dei cuscinetti sulle unità riparabili e gli ammortizzatori esterni nei punti ad alto impatto. L'investimento totale di $45.000 ha eliminato i costi annuali dei guasti, pari a $200.000, ripagandosi in meno di tre mesi.
Conclusione
Il martellamento pneumatico è un fenomeno distruttivo che deriva da un controllo inadeguato della decelerazione, ma con una diagnosi corretta e soluzioni complete è possibile eliminarlo completamente, proteggendo le apparecchiature e garantendo un funzionamento affidabile. 💪
Domande frequenti sulla martellatura pneumatica e sui danni da impatto
D: Il martellamento pneumatico può danneggiare le apparecchiature oltre al cilindro stesso?
Assolutamente sì, e questo è spesso l'aspetto più costoso della martellatura. Le onde d'urto si propagano attraverso le staffe di montaggio, i telai strutturali e persino le fondamenta, causando cricche da fatica nelle saldature, l'allentamento dei bulloni in tutta la struttura e danni alle apparecchiature collegate, come sensori, interruttori e persino i pezzi in lavorazione. Ho visto casi in cui la martellatura in un cilindro ha causato guasti alle apparecchiature adiacenti a 3 metri di distanza a causa delle vibrazioni trasmesse. Ecco perché è fondamentale intervenire rapidamente sui martellamenti: i danni si aggravano nel tempo.
D: Come faccio a sapere se i cuscini del mio cilindro sono regolati correttamente?
I cuscini regolati correttamente dovrebbero decelerare il pistone in modo fluido con un impatto acustico minimo. Iniziare con le viti del cuscino aperte di 1,5 giri rispetto a quelle completamente chiuse, quindi regolare osservando il funzionamento del cilindro. Se si sente un forte impatto, chiudere le viti del cuscino (in senso orario) di 1/4 di giro alla volta finché l'impatto non si attenua. Se il pistone rallenta troppo presto e “striscia” in posizione, aprire le viti di 1/4 di giro. L'obiettivo è una decelerazione dolce con un contatto morbido alla fine. Alla Bepto Pneumatics, i nostri cilindri includono guide dettagliate per la regolazione del cuscino specifiche per ogni modello.
D: È meglio utilizzare ammortizzatori interni o esterni?
Per la maggior parte delle applicazioni, un ammortizzatore interno correttamente funzionante è sufficiente e più conveniente. Tuttavia, gli ammortizzatori esterni sono superiori per carichi ad alta inerzia (superiori a 100 kg), applicazioni ad alta velocità (superiori a 1 m/s) o situazioni in cui l'ammortizzazione interna si è dimostrata inadeguata. L'approccio migliore è spesso quello della protezione a strati: ottimizzare prima l'ammortizzazione interna, quindi aggiungere dispositivi esterni solo dove necessario. In questo modo si ottiene ridondanza e massima capacità di assorbimento dell'energia.
D: Posso eliminare i colpi di martello riducendo semplicemente la pressione dell'aria?
La riduzione della pressione contribuisce a diminuire l'accelerazione e la velocità massima, riducendo l'energia d'impatto. Tuttavia, spesso questa non è una soluzione completa perché riduce anche la forza disponibile, rendendo potenzialmente il cilindro incapace di svolgere il proprio lavoro. L'approccio migliore consiste nel mantenere una pressione adeguata all'applicazione, implementando al contempo un'adeguata ammortizzazione e controlli del flusso. In alcuni casi, abbiamo aumentato leggermente la pressione aggiungendo un migliore controllo della decelerazione, ottenendo tempi di ciclo più rapidi e l'eliminazione dei colpi di martello.
D: Con quale frequenza si devono ispezionare i cilindri per verificare la presenza di danni da martellamento?
La frequenza delle ispezioni dipende dalla gravità dell'applicazione e dalle conseguenze di un guasto. Per le applicazioni critiche o con problemi noti di martellamento, sono appropriate ispezioni visive mensili e ispezioni dettagliate trimestrali. Per le applicazioni industriali generiche, in genere sono sufficienti controlli visivi trimestrali e ispezioni complete annuali. Tuttavia, qualsiasi variazione del rumore di funzionamento, delle vibrazioni o del tempo di ciclo deve essere oggetto di un'indagine immediata. L'implementazione di un semplice monitoraggio delle condizioni, come il monitoraggio dei tempi di ciclo o l'ascolto delle variazioni del rumore d'impatto, fornisce un avviso tempestivo prima che si verifichino danni gravi.
-
Studiare la fisica fondamentale dell'impulso e della quantità di moto per calcolare le forze d'impatto nei sistemi meccanici. ↩
-
Scoprite come gli accelerometri vengono utilizzati per catturare e analizzare le vibrazioni ad alta frequenza e gli eventi d'urto. ↩
-
Comprendere la specifica modalità di guasto meccanico del brinelling e il suo effetto sui cuscinetti industriali. ↩
-
Esplorare i concetti di frequenza naturale e risonanza e il loro impatto sulla stabilità strutturale. ↩
-
Esaminare le procedure standard per le prove di penetrazione del colorante utilizzate per identificare i difetti strutturali a livello superficiale. ↩
