

はじめに
空気圧シリンダーが動き始める前に時々「固着」し、ぎくしゃくした動きや位置決め誤差を引き起こす理由を考えたことはありますか?この厄介な現象はデッドバンドと呼ばれ、製造業者に製品廃棄やダウンタイムによる数千ドルの損失をもたらしています。原因は?制御信号が変化しても何も起こらない「デッドゾーン」を生み出す摩擦力です。😤
空圧シリンダのデッドバンドとは、入力圧力変化が小さくても出力動作が生じない非線形領域であり、これは 静摩擦1 このデッドゾーンは通常、制御信号全体の5~15%の範囲に及び、位置決め精度に深刻な影響を及ぼす。これにより、自動化システムにおいてオーバーシュート、振動、および不安定なサイクルタイムが発生する。. 適切な摩擦補償技術によりデッドバンド効果を最大80%低減でき、システム性能を劇的に向上させます。.
この問題に直面する何百人ものエンジニアと仕事をしてきました。つい先月も、ミルウォーキーのボトリング工場でメンテナンス責任者を務めるデイビッドから、シリンダー位置の不一致により包装ラインで8%の製品が不良品として排出されていると相談を受けました。デッドバンドの問題を分析し適切な補正を施したところ、不良品率は1%未満まで低下しました。その手法をご紹介します。💪
目次
- 空圧シリンダーにおけるデッドバンドの原因は何か?
- 摩擦補償はどのようにデッドバンド効果を低減するのか?
- 最も効果的なデッドバンド補償戦略とは何か?
- システム内のデッドバンドをどのように測定・定量化できますか?
- 結論
- 空圧シリンダにおけるデッドバンドに関するよくある質問
空圧シリンダーにおけるデッドバンドの原因は何か?
デッドバンドの根本原因を理解することが、空気圧自動化システムにおける位置決め問題解決への第一歩です。🔍
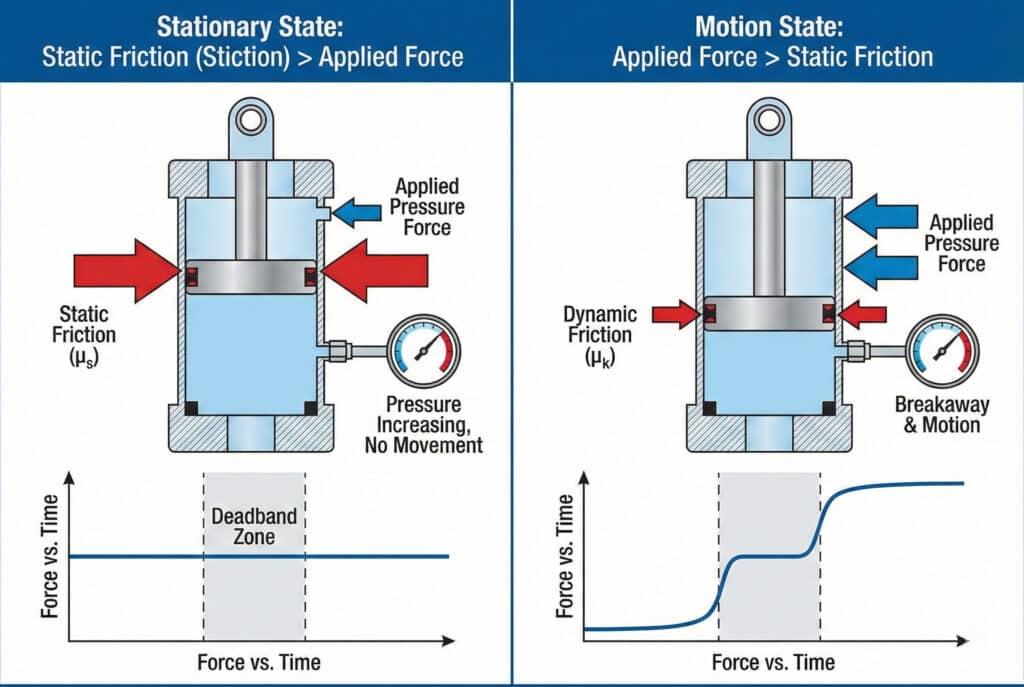
デッドバンドは主に、シリンダーシールやベアリングにおける静摩擦(スティクション)と動摩擦の差に起因する。シリンダーが静止している場合、静摩擦がこの閾値を超える圧力力が加わるまでシリンダーを固定し、制御入力が動作を生じない「デッドゾーン」を形成する。.
デッドバンドの物理的背景
デッドバンド現象には、相互に関連するいくつかの要因が関わっている:
- 静摩擦と動摩擦: 静摩擦係数(μs)は通常、動摩擦係数(μk)よりも20~40倍高く、速度ゼロにおいて力の不連続性を生じさせる。
- シールデザイン: Oリング、Uカップ、その他のシール要素はシリンダー壁に圧縮され、材質に応じて摩擦係数は0.1から0.5の範囲となる
- 空気の圧縮性: 油圧システムとは異なり、空圧システムは圧縮可能な空気を使用する。この空気はデッドバンド領域においてエネルギーを蓄える「ばね」として機能する。
- スティックスリップ効果2: 分離が最終的に発生すると、蓄積された空気圧エネルギーが突然解放され、オーバーシュートを引き起こす
デッドバンドの一般的な要因
| 因子 | デッドバンドへの影響 | 標準範囲 |
|---|---|---|
| シール摩擦 | 高 | 総計の40-60% |
| 軸受摩擦 | 中 | 総計の20-30% |
| 空気の圧縮性 | 中 | 15-25%の合計 |
| 位置ずれ | 変数 | 5-20%の合計 |
| 汚染 | 変数 | 合計0-15% |
ニュージャージー州の製薬包装施設でサラという技術者と協力したのを覚えています。彼女のロッドレスシリンダーは12%のデッドバンドが発生し、錠剤計数エラーを引き起こしていました。過度に締め付けられた取付ブラケットが位置ずれを生じさせ、デッドバンドにさらに4%を追加していることを発見しました。適切な位置合わせと当社のベプト低摩擦ロッドレスシリンダーへの切り替え後、彼女のデッドバンドはわずか4%まで低下しました。 🎯
摩擦補償はどのようにデッドバンド効果を低減するのか?
摩擦補償とは、制御戦略とハードウェア改造を通じてデッドバンドを相殺する体系的な手法である。⚙️
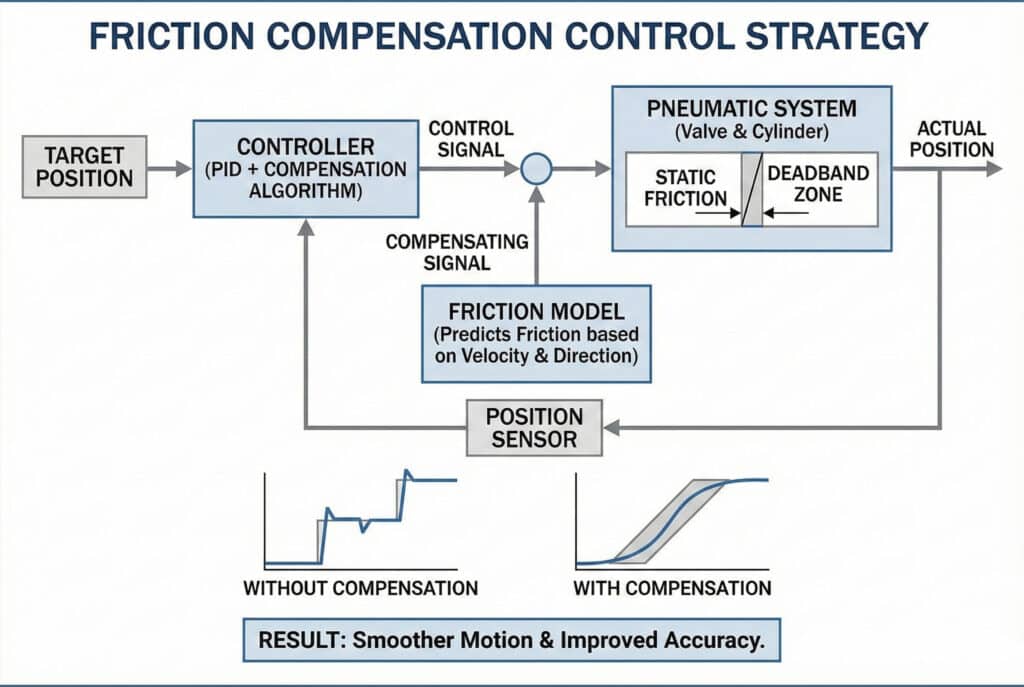
摩擦補償は、方向転換時や低速動作時の静摩擦力を克服するために特別に設計された追加制御力を適用することで機能します。高度な補償アルゴリズムは速度と方向に基づいて摩擦力を予測し、デッドバンド領域を「埋める」補償信号を加えることで、より滑らかな動作と優れた位置決め精度を実現します。.
補償メカニズム
摩擦補償には主に三つのアプローチがある:
1. モデルベース補償
この手法は数学的摩擦モデル(例えば ルグレモデルまたはダールモデル3摩擦力を予測する。コントローラは現在の速度と位置に基づいて予想される摩擦を計算し、それを相殺するためにフィードフォワード信号を加える。.
2. 適応補償
適応アルゴリズムは、システムの挙動を観察することで時間とともに摩擦特性を学習する。シールが摩耗したり温度が変化したりしても、最適な性能を維持するために補償パラメータを継続的に調整する。.
3. ディザ信号注入
制御信号に高周波・低振幅の振動(ディザー)を加えることで、シリンダーを微小運動状態に保ち、静摩擦を動摩擦レベルまで効果的に低減する。.
性能比較
| 補償方法 | デッドバンド低減 | 実装の複雑さ | コスト影響 |
|---|---|---|---|
| 補償なし | 0%(ベースライン) | なし | 低 |
| 単純しきい値 | 30-40% | 低 | 低 |
| モデルベース | 60-75% | 中 | 中 |
| 適応型 | 70-85% | 高 | 高 |
| ハードウェア+制御 | 80-90% | 中 | 中 |
ベプトでは、ロッドレスシリンダーに低摩擦シールと精密ベアリングを採用し、標準OEMシリンダーと比較してデッドバンドを40~50%低減する設計を実現しました。適切な制御補正と組み合わせることで、お客様は±0.5mm以内の位置決め精度を達成しています。🚀
最も効果的なデッドバンド補償戦略とは何か?
適切な補償戦略の選択は、アプリケーション要件、予算、技術的能力によって決まります。📊
最も効果的なデッドバンド補償は、ハードウェア最適化(低摩擦部品、適切な潤滑、精密アライメント)とソフトウェア戦略(フィードフォワード補償、速度オブザーバ、適応アルゴリズム)を組み合わせるものである。産業用途では、高品質な低摩擦シリンダと単純なモデルベース補償を併用するハイブリッド方式が、通常、最高のコストパフォーマンス比を実現し、70~80%のデッドバンド低減を達成する。.

実践的実施戦略
ハードウェアレベルのソリューション
- 低摩擦シール: ポリウレタンまたはPTFEベースのシールは摩擦係数を30~50%低減する
- 精密ベアリング: 直線玉軸受またはすべり軸受は、横荷重摩擦を最小限に抑える
- 適切な潤滑: 自動潤滑システムは一貫した摩擦特性を維持する
- 高品質な部品: 当社のベプトロッドレスシリンダーのようなプレミアムシリンダーは、より厳しい公差で製造されています
ソフトウェアレベルのソリューション
- フィードフォワード補償: 方向変更時に固定オフセットを追加する
- 速度ベースの補償: 指令速度によるスケール補償
- 圧力フィードバック: 圧力センサーを用いて摩擦をリアルタイムで検知し補正する
- 学習アルゴリズム: 摩擦パターンを予測するためにニューラルネットワークを訓練する
実社会での成功事例
昨年起きた事例を共有します。オハイオ州の自動車部品メーカーで制御エンジニアを務めるマイケルは、ロッドレスシリンダーを使用したピックアンドプレイス装置に苦戦していました。位置決め誤差が原因で5%の不良率が発生し、会社に月間30,000ドル以上の損失をもたらしていました。💰
我々は彼のシステムを分析し、以下のことを発見した:
- 純正OEMシリンダーは14%のデッドバンドを有していた
- 彼のPLCプログラムには摩擦補償がない
- 位置ずれによりさらに3%の位置決め誤差が生じた
当社のソリューション:
- ベプト低摩擦ロッドレスシリンダーに交換(固有デッドバンド6%)
- 単純な速度ベースのフィードフォワード補償を実装した
- 適切に配置された取付ブラケット
結果: 位置決め精度は±2.5mmから±0.3mmに向上し、不良率は0.41%に低下。マイケル氏の工場では月間28,000ドルのコスト削減とサイクルタイム121秒の短縮を実現。わずか6週間で投資回収を証明しました。🎉
システム内のデッドバンドをどのように測定・定量化できますか?
正確な測定は、問題の診断と報酬効果の検証に不可欠です。🔬
デッドバンドは、制御信号を徐々に変化させながら実際のシリンダ位置を監視することで測定される。入力信号と出力位置の関係をプロットして作成する。 ヒステリシスループ4—このループのゼロ速度時の幅がデッドバンド率を表します。専門的な測定では、0.01mm分解能のリニアエンコーダまたはレーザー変位センサーを使用し、100Hz以上のサンプリングレートでデータを記録することで、完全な摩擦特性曲線を捕捉します。.
段階的測定プロトコル
機器のセットアップ:
– 精密位置センサー(エンコーダ)を設置する, LVDT5, またはレーザー
– データ収集システムに接続(最低100Hzサンプリング)
– シリンダーが適切に暖機されていることを確認する(20サイクル以上作動させる)データ収集:
– 低速三角波入力(0.1~1 Hz)を指令
– 入力信号と出力位置の両方を記録する
– 均一性を確保するため、3~5サイクル繰り返す
– 該当する場合、異なる負荷条件で試験を実施する分析:
– 入力対出力のプロット(ヒステリシス曲線)
– ゼロクロス点における最大幅を測定する
– デッドバンドを全ストロークのパーセンテージとして計算する
– ベースライン仕様と比較する
診断チェックリスト
| 症状 | 可能性の高い原因 | 推奨される対応 |
|---|---|---|
| デッドバンド > 15% | 過剰なシール摩擦 | シールを交換するかシリンダーをアップグレードする |
| 非対称デッドバンド | 位置ずれ | 取付状態と位置合わせを確認する |
| デッドバンドが時間とともに増加する | 摩耗または汚染 | シールを点検し、ろ過を追加する |
| 温度依存デッドバンド | 潤滑の問題 | 潤滑システムの改善 |
| 負荷依存デッドバンド | シリンダーのサイズ設定が不十分 | シリンダーを大型化するか、負荷を減らす |
ベプトの検査における優位性
当社施設では、ロッドレスシリンダーの全ロットをコンピュータ制御試験台で検査し、全ストロークにわたるデッドバンド、始動力、摩擦特性を測定しています。当社シリンダーは<6%デッドバンド仕様を満たすことを保証し、出荷ごとに試験データを提供します。この品質保証こそが、北米・欧州・アジアのエンジニアがBeptoを高価なOEM部品の代替品として信頼する理由です。✅
OEMシリンダーの納期が8週間遅延し、稼働停止に直面している場合、当社は互換性のあるBepto代替品を48時間以内に発送可能です。摩擦特性が優れ、コストは30~40%低減。これがBeptoの優位性です。.
結論
デッドバンドは、精密な空気圧自動化の敵である必要はありません。その原因を理解し、スマートな補償戦略を実施し、Beptoのエンジニアリングロッドレスシリンダーのような高品質な部品を選択することで、コストとダウンタイムを削減しながら、アプリケーションが要求する位置決め精度を達成できます。🏆
空圧シリンダにおけるデッドバンドに関するよくある質問
精密位置決めアプリケーションにおいて許容されるデッドバンドとは何か?
精密用途では、デッドバンドは全ストロークの5%未満であるべきであり、これは一般的な産業用シリンダーにおいて±0.5mm以上の位置決め精度に相当する。. 電子機器組立などの高精度用途では、2%未満のデッドバンドが要求される場合があり、これは高品位な低摩擦シリンダーと高度な補正アルゴリズムによって達成可能である。標準的な産業用途では通常、8~10%のデッドバンドが許容される。.
空気圧システムにおいてデッドバンドは完全に除去できるか?
摩擦の基本的な物理特性により完全な除去は不可能であるが、最適なハードウェアと制御設計によりデッドバンドを2%未満に低減できる。. 空気の圧縮性、シールの微小摩擦、センサーの分解能により、実用的な限界は約1-2%である。流体の非圧縮性により油圧システムはより低いデッドバンドを達成できるが、空気圧システムは清潔性、コスト、簡便性において優位性を持つ。.
温度は空圧シリンダのデッドバンドにどのように影響しますか?
温度変化はシール材料の特性と潤滑油の粘度に影響を与え、一般的な産業用温度範囲(-10°C~+60°C)においてデッドバンドを20~50%増加させる可能性があります。. 低温はシールを硬化させ、潤滑油を粘性化させるため、静摩擦が増加する。適応補償アルゴリズムは、温度センサーのフィードバックに基づいてパラメータを調整することで、温度の影響を考慮できる。.
ロッドレスシリンダーはなぜロッド付きシリンダーよりもデッドバンドが小さいことが多いのか?
ロッドレスシリンダーは、従来型シリンダーにおいて通常最も摩擦係数の高い部品であるロッドシールを排除し、全体の摩擦を30~40%低減します。. ロッドレスシリンダーの外部キャリッジ設計により、摩擦をさらに低減する精密リニアベアリングの採用が可能となります。これがベプトがロッドレスシリンダー技術を専門とする理由です。滑らかな動作と精密な位置決めを必要とする用途において、この技術は明らかに優れているからです。.
デッドバンドはどのくらいの頻度で測定し、補正すべきですか?
初期測定は試運転中に実施し、その後6~12か月ごと、または100万サイクルごとに定期点検を行うこと(いずれか早い方)。. デッドバンドの急激な増加は、摩耗、汚染、または位置ずれを示し、メンテナンスが必要であることを意味します。適応補償システムは継続的に監視・調整を行いますが、手動による検証により、適応アルゴリズムが最適設定から逸脱していないことを確認できます。.
