はじめに
想像してみてください:ロッドレスシリンダーがバインディング、ジャーク、早期の磨耗を起こしたため、生産ラインが停止してしまった 😰 エア圧をチェックし、シールを交換し、部品を交換したが、問題は解決しない。エア圧をチェックし、シールを交換し、部品を交換しても、問題は解決しません。十中八九、原因はシリンダーそのものではありません。 ガイドレール平行度 の累積効果である。 トレランス・スタックアップ1 インストール中に.
ガイドレールの平行度とは、ロッドレスシリンダの動作軸に対する取り付け面とガイドレールの正確な位置関係を指します。シリンダ本体、 取付ブラケット、 機械フレーム、 ガイドレールの公差が積み重なると、 わずかな偏差でもバインディングや早期摩耗、 致死的な故障の原因となります。. スムーズな操作と長寿命のためには、ストローク長にわたって±0.05mm以内の平行度を維持することが重要です。.
私は最近、カナダのオンタリオ州にある包装工場のメンテナンス・エンジニア、デビッドと話をした。彼のチームは、ロッドレスシリンダーを半年ごとに交換していました。彼のセットアップを一緒に分析した結果、0.08mmの平行度誤差が、磨耗したマウンティングプレートとずれたガイドレールによる公差の積み重ねが原因で、年間$3,000相当のシリンダーを破壊していることがわかりました。彼の高価なミスを避ける方法をお見せしましょう。💡
目次
- ロッドレスシリンダーシステムにおける公差スタックアップとは?
- なぜロッドレスシリンダーではガイドレールの平行度が重要なのか?
- 公差スタックアップの計算と制御は?
- ロッドレスシリンダーを取り付けるためのベストプラクティスとは?
ロッドレスシリンダーシステムにおける公差スタックアップとは?
オートメーション・システムのすべてのコンポーネントには製造公差があり、それが積み重なります。🔧
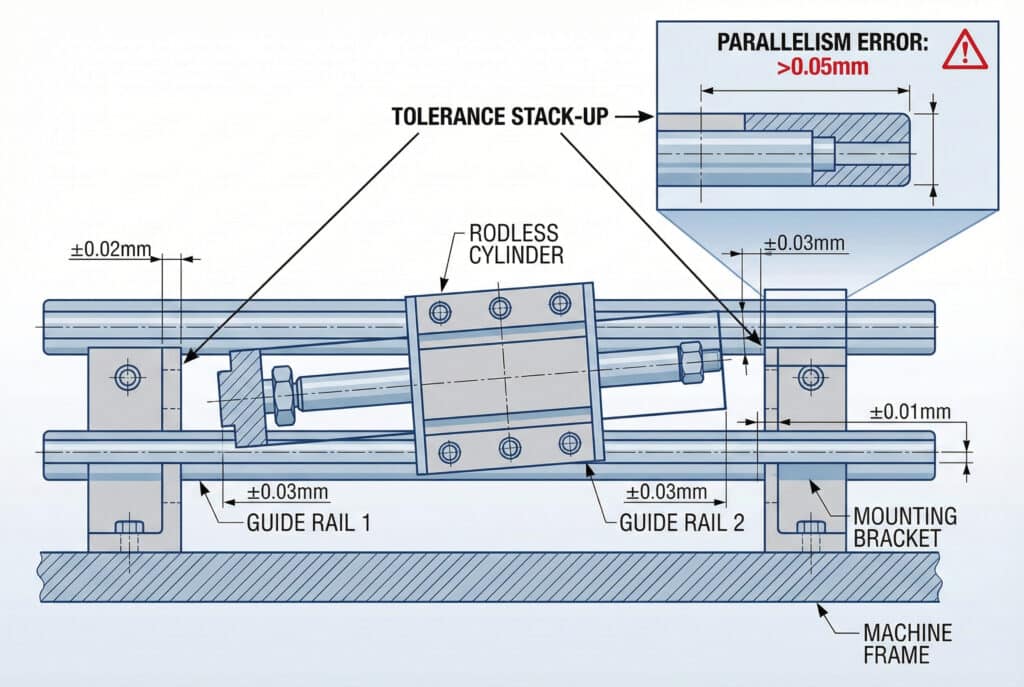
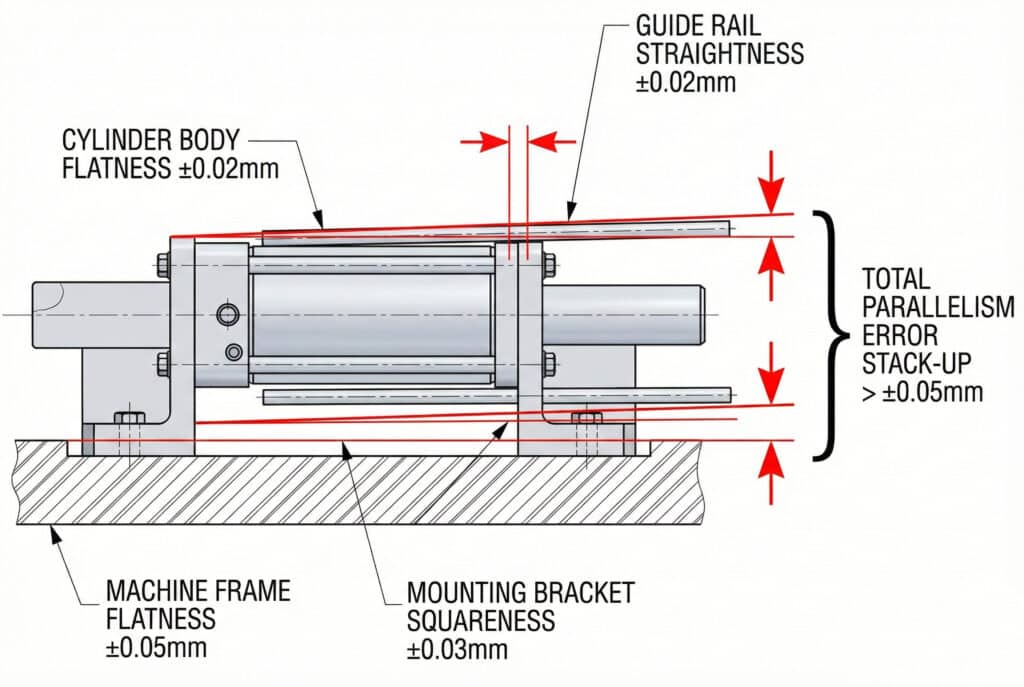
公差スタックアップとは、アセンブリ内の各部品の公差の累積効果です。ロッドレスシリンダーの取り付けでは、シリンダー本体の平面度(±0.02mm)、取り付けブラケットの直角度(±0.03mm)、機械フレーム表面(±0.05mm)、ガイドレールの真直度(±0.02mm)の公差が組み合わされ、許容平行度限度を超えるシステム全体の偏差が生じます。.
公差の連鎖
ロッドレスシリンダーを取り付けると、トレランスチェーンを作ることになる:
- マシンフレーム表面の平坦度 - ベース基準面
- 取付ブラケットの直角度 - インターフェース・コンポーネント
- シリンダーボディの真直度 - コアアクチュエータ
- ガイドレール取付面 - 二次参照
- ガイドレールの真直度 - 最終的な耐荷重要素
この連鎖の各リンクは、最終的な平行度誤差に寄与する。最悪のシナリオでは、すべての公差が同じ方向に積み重なり、最大偏差が生じます。.
実世界への影響
忘れもしない、ミシガン州の自動車部品メーカーの生産マネージャー、サラのことだ。彼女のチームは、OEMのマニュアルに忠実に、新しい組立ラインに8つのロッドレスシリンダーを設置した。3週間も経たないうちに、4つのシリンダーでベアリングブロックの片側が過度に摩耗していました。😤
彼女のセットアップを精密機器で測定したところ、1000mmのストロークで±0.05mmをはるかに超える0.12mmの平行度誤差が見つかった。原因は?彼女の機械工場は、ロッドレスシリンダーが精密研磨された平坦度を必要とすることに気づかず、取り付け面に標準的なフライス公差(±0.1mm)を使用していたのだ。.
考慮すべき耐性タイプ
| コンポーネント | 標準公差 | 並列性への影響 |
|---|---|---|
| シリンダーボディの平面度 | ±0.02mm | 低い(メーカー管理) |
| ブラケット直角度 | ±0.03mm | ミディアム(インスタレーション可変) |
| マシンフレーム表面 | ±0.05mm | 高い(しばしば見落とされる) |
| ガイドレールの真直度 | ±0.02mm/m | ミディアム(累積オーバー) |
| ファスナーのクランプ歪み | ±0.01mm | 低いが、界面では重要 |
なぜロッドレスシリンダーではガイドレールの平行度が重要なのか?
伸びるロッドを持つ従来のシリンダーとは異なり、ロッドレスデザインは荷重の安定性を完全に外部ガイダンスに依存しています。⚙️
ロッドレスシリンダは、キャリッジを介してすべての横荷重とモーメント荷重を外部ガイドレールに伝達するため、ガイドレールの平行度は非常に重要です。レールがシリンダの軸に対して±0.05mm以内で平行でない場合、拘束力は指数関数的に増加し、ベアリングの摩耗の加速、シールの損傷、摩擦の増加、システムの故障の可能性を引き起こします。適切な平行度により、すべてのベアリング表面に荷重が分散され、耐用年数が最大化されます。.
バインディングの物理学
ガイドレールが完全な平行度から外れると、キャリッジに影響が出る:
- サイドローディング - 運動方向に垂直な力
- モーメント荷重 - ベアリングに不均一な接触をもたらす回転力
- 摩擦乗算 - 指数関数的な抵抗の増加(リニアではない!)。
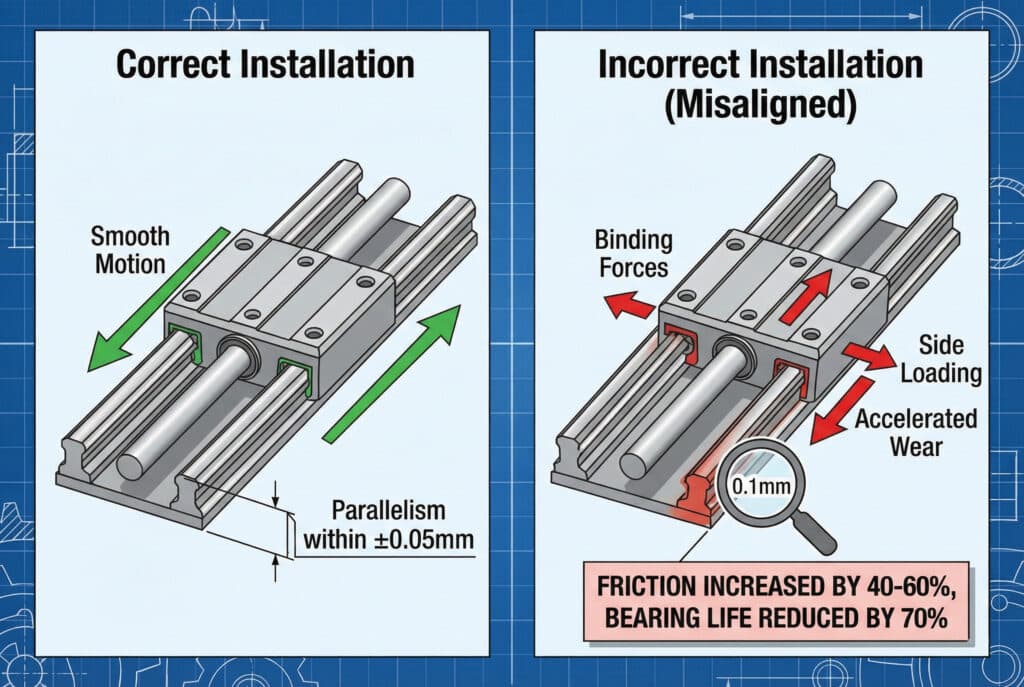
1000mm のストロークでわずか 0.1mm のずれが生じるだけで、摩擦は 40-60% 増加し、ベアリングの寿命は 70% 短縮します。📉
劣悪な並列性による故障モード
- ベアリングの早期摩耗 - 片側に集中した荷重
- シール漏れ - 側面荷重によるシール形状の歪み
- ぎくしゃくした動き - 摩擦の変化によるスティック・スリップ挙動
- キャリッジ・バインディング - 極端な場合は完全発作
- 精度の低下 - たわみによる位置決め誤差
ベプトとOEMの比較:公差仕様
| 仕様 | 典型的なOEM | ベプト・ニューマティクス |
|---|---|---|
| シリンダーボディの真直度 | ±0.03mm/m | ±0.02mm/m |
| 取り付け面の平面度 | ±0.02mm | ±0.015mm |
| 推奨レール平行度 | ±0.05mm | ±0.05mm |
| 設置に関する技術サポート | 限定 | 包括的(インストールガイドと遠隔コンサルティングを提供します。) |
Beptoでは、シリンダー本体をより厳しい公差で機械加工することで、特に取り付けマージンを大きくしています。つまり、システム性能を損なうことなく、標準的な機械工場で作業することができます。💪
公差スタックアップの計算と制御は?
並列性の制御は、許容バジェットを理解することから始まります。📐
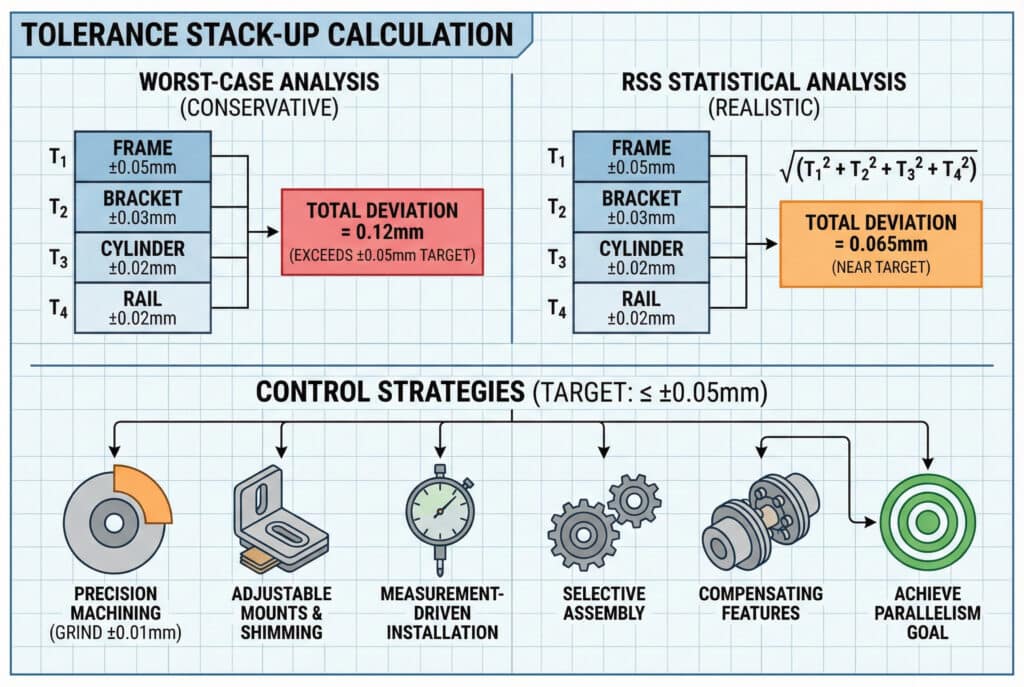
トレランス・スタックアップを計算するには ワーストケース分析2 (すべての公差の合計)または 平方根和法3 (RSS)。ロッドレスシリンダーの場合は、取り付けチェーンのすべてのコンポーネントを特定し、個々の公差をリストアップし、それらを合計して、合計偏差が±0.05mm以内に収まるようにします。重要な面の精密機械加工、調整可能な取り付けシステム、取り付け時の測定に基づくシミングにより、スタックアップを制御する。.
計算方法
最悪の場合の分析
保守的なアプローチ-すべての公差が同じ方向に積み重なると仮定する。.
統計分析(RSS):
より現実的-公差のランダムな分布を仮定。.
実践例
典型的なインストレーションのスタックアップを計算してみよう:
| コンポーネント | 寛容 | 最悪のケース | RSS寄稿 |
|---|---|---|---|
| マシンフレーム | ±0.05mm | 0.05mm | 0.0025mm² |
| 取付ブラケット | ±0.03mm | 0.03mm | 0.0009mm² |
| シリンダー本体 | ±0.02mm | 0.02mm | 0.0004mm² |
| ガイドレール | ±0.02mm | 0.02mm | 0.0004mm² |
| 合計 | 0.12mm | √0.0042 = 0.065mm |
ワーストケースは目標の±0.05mmを上回ったが、統計分析によれば、あと一歩のところまで来ている。このことから、少なくとも1つの重要な寸法をより厳しく管理する必要があることがわかります。🎯
制御戦略
- 精密加工 - 取り付け面を±0.01mmまで研削
- 調整可能なマウント - スロット穴と精密シムを使用
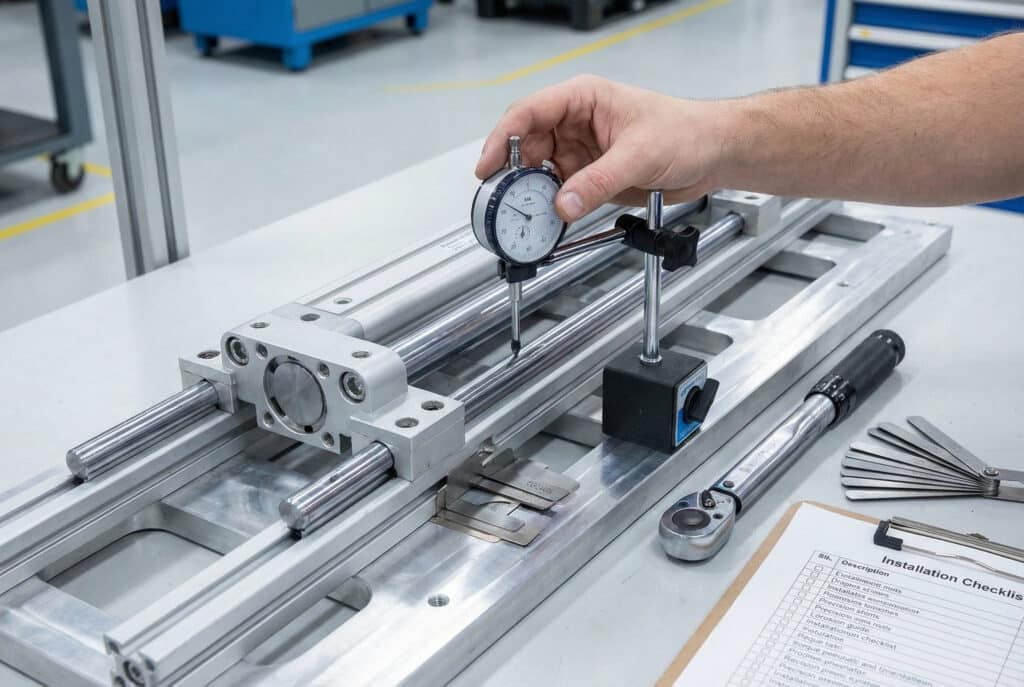
- 測定に基づく設置 - 用途 ダイヤルゲージ4 組み立て中
- 選択的組み立て - 積み重ねを最小限にするためにコンポーネントを合わせる
- 補償機能 - 調整機能付き設計
設置測定プロトコル
私たちが顧客と仕事をするとき、私はいつもこの検証の順序を勧める:
- シリンダーをゆるく取り付ける
- キャリッジを取り付けた状態でガイドレールを取り付ける
- ストローク25%、50%、75%、100%で平行度を測定
- 精密シムを使用して調整(0.01mm、0.02mm、0.05mm)
- ファスナーのトルクを仕様に合わせる
- 再測定して確認する(クランプによって0.01~0.02mmの歪みが生じることがある)
ロッドレスシリンダーを取り付けるためのベストプラクティスとは?
この業界に入って15年、私は95%の並列性の問題を排除する体系的なアプローチを開発した。🛠️
ベストプラクティスとしては、精密に研磨された取り付け面(平坦度±0.01mm)を用意すること、シム調整機能付きの調整可能な取り付けブラケットを使用すること、シリンダーとガイドレールを一致したシステムとして取り付けること、ストロークに沿った複数のポイントでダイヤルインジケータを使用して平行度を測定すること、将来のメンテナンスのために最終的なシム構成を文書化することなどが挙げられます。常にメーカーのトルク仕様に従い、ファスナー締め付け後にアライメントを再チェックすること。.
設置前チェックリスト
- 機械フレーム表面の平坦度は±0.01mm
- 取り付けブラケットの直角度検査
- ファスナー穴のバリ取りと清掃
- 精密シムキットあり(0.01mm、0.02mm、0.05mm、0.1mm)
- ダイヤルインジケーターまたはレーザーアライメントシステム対応
- トルクレンチ
- 公差仕様が確認された設置図面
ステップバイステップのインストール手順
ステップ1:ベースの準備
すべての取り付け面を清掃し、点検する。精密定規とフィーラーゲージを使用し、平坦度を確認する。.
ステップ2:シリンダーを緩く取り付ける
取り付けブラケットを、ファスナーを指で締め付けるように取り付けます。これにより調整が可能になります。.
ステップ3:ガイドレールの設置
ガイドレールをキャリッジに取り付ける。ダイヤルインジケータを使用して、レールをシリンダ軸と平行に位置決めする。.
ステップ4:測定と調整
複数の点で平行度をチェックする。必要に応じて、取り付けブラケットまたはガイドレール支持部の下にシムを追加する。.
ステップ5:トルクと確認
ファスナーをクロスパターンで仕様通りに締め付ける。締め付け力を再測定すると、アライメントが0.01~0.02mmずれることがあります。.
ステップ6:文書化
将来の参考のため、最終的なシムの位置と寸法を記録する。.
避けるべき一般的な間違い
❌ マシンの表面がフラットであると仮定した場合 - 常に測定する!
❌ アライメントの前にファスナーを締める - 調整が不可能になる
❌ ストロークエンドのみの測定 - ストローク中盤のバインディングはまだ起こりうる
❌ 無視 熱膨張5 - 使用温度を考慮する
❌ 過剰なシムスタックの使用 - 3枚以上のシムは加工に問題があることを示している。
ベプトのインストレーション・サポート
Beptoロッドレスシリンダーをご購入いただくと、単なる製品ではなく、当社の専門知識が得られます。私たちが提供します:
- 公差仕様が記載された詳細な設置マニュアル
- アライメント・テクニックを実演するビデオ・チュートリアル
- ビデオ通話による遠隔技術相談
- 困難なアプリケーションのためのカスタム取付ブラケット設計
- 交換部品は24時間以内に発送
テキサス州の設備建設業者、マーカスは私にこう言った:「Beptoのチームは、ビデオ通話で最初の設置を手取り足取り教えてくれました。今ではロッドレスシリンダーシステムを、毎回完璧な平行度で1時間以内にアライメントできるようになりました。このサポートはコスト削減以上の価値があります。“🌟
結論
ガイドレールの平行度は単なる仕様ではなく、何年も完璧に動作するロッドレスシリンダーと、数ヶ月で故障し、ダウンタイムや交換に何千ドルもかかるシリンダーとの違いです。公差の積み重ねをマスターすれば、信頼性もマスターできます。🎯
ロッドレスシリンダーのガイドレール平行度に関するFAQ
ロッドレスシリンダーガイドレールの許容平行度公差は?
業界標準は、ストローク全長にわたって±0.05mmである。. 高速用途や精密位置決めシステムには、より厳しい公差(±0.02mm)を推奨します。0.05mmを超えると、ベアリングの摩耗と摩擦が著しく増加します。.
据付時にガイドレールの平行度を測定するには?
プローブがガイドレールに接触するように、ダイヤル指示 器をシリンダーキャリッジに取り付ける。インジケータを読みながら、キャリッジをフルストローク動かします。インジケータの合計読み取り値(TIR)は、0.1mm(公称値から±0.05mm)を超えてはならない。レール幅の複数の位置でこれを繰り返す。.
ロッドレスシリンダーの取り付け面に標準的な加工公差を使用できますか?
標準的なフライス公差(±0.1mm)では不十分です。取り付け面は、±0.01mmの平坦度で精密研削し、アセンブリ全体に十分な公差を与える必要があります。この投資により、コストのかかるシリンダーの故障を防ぐことができます。.
公差の積み重ねが仕様を超える原因は?
最も一般的な原因は、機械フレーム表面の摩耗や精度不良、直角度の悪い取り付けブラケット、真直度の誤差があるガイドレール、不適切なシミング技術、ファスナーのクランプの歪みなどです。組み立てる前に、必ず各部品を個別に測定してください。.
Beptoは、顧客が適切な並列性を達成するのをどのように支援していますか?
シリンダーボディの製造公差をより厳しくし(±0.02mm 対 ±0.03mm)、包括的な設置マニュアル、ビデオチュートリアル、設置時のリモートテクニカルサポート、困難なアプリケーションのためのカスタムマウントソリューションを提供します。当社の目標は、お客様の取り付けを最初から成功させることです。🤝
