

はじめに
ステンレス鋼のシリンダーは外見は完璧に見える——錆も目に見える腐食もない。ところがある日、何の前触れもなく壊滅的な亀裂が発生し、生産ライン全体が停止する。💥 これは通常の腐食ではない。応力腐食割れ(SCC)だ。塩化物、引張応力、温度が最悪の条件で組み合わさった時、ステンレス鋼を内部から侵食する静かなる殺し屋である。.
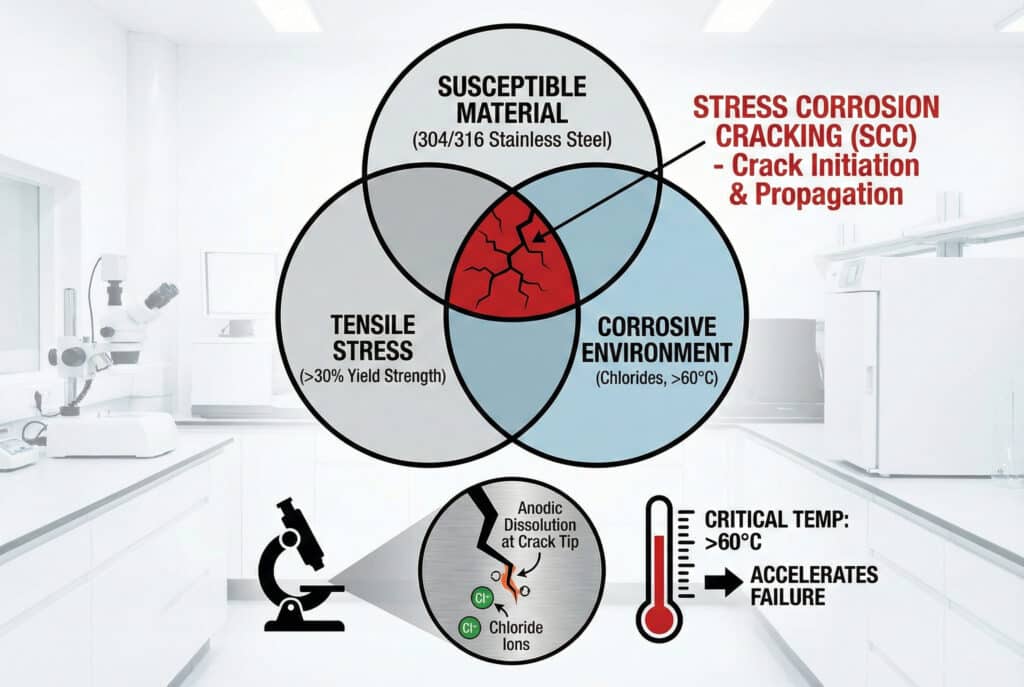
応力腐食割れ(SCC)は、オーステナイト系ステンレス鋼(304、316)が、降伏強度30%を超える引張応力、50ppmという低濃度の塩化物、および60°Cを超える温度に同時に曝露された際に発生する脆性破壊メカニズムである。これにより、目に見える外部腐食を伴わずに急速に伝播する粒界割れまたは粒内割れが生じる。 SCCはシリンダーの耐用年数を15~20年から6~18ヶ月での壊滅的破損に短縮し、完全な構造破損が発生するまで何の警告兆候も示さない。.
昨年夏、カリフォルニア州の沿岸海水淡水化プラントのオペレーションマネージャーであるミシェルから緊急の連絡を受けた。彼女の管理下にあるステンレス鋼316製空気圧シリンダー3本が、わずか2週間の間に突然破断し、180,000ドルの生産損失と設備損傷を引き起こした。これらのシリンダーは使用開始からわずか14ヶ月で、外部腐食の兆候は全く見られなかった。 金属組織分析の結果、典型的な応力腐食割れ(SCC)が判明した。塩水噴霧による塩化物が、高応力下にある取付部に浸透し、シリンダー壁を貫通する亀裂を発生させたのである。当社は塩化物耐性を特別に設計したベプト製二相ステンレス鋼シリンダーにシステムを交換し、その後2年間、彼女はSCCによる故障を経験していない。.
目次
- ステンレス鋼シリンダーにおける応力腐食割れの原因は何か?
- 故障前にSCCの早期警告サインをどのように識別できますか?
- 塩化物応力腐食割れ(SCC)に対する耐性がより優れたステンレス鋼のグレードはどれか?
- 塩化物環境において実際に効果のある防止策とは?
ステンレス鋼シリンダーにおける応力腐食割れの原因は何か?
SCCには三つの要素が同時に作用する必要がある——いずれか一つでも欠ければ、クラッキングは停止する。🔬
応力腐食割れは、次の3条件が同時に存在する場合にのみ発生する:(1) 感受性材料(304/316などのオーステナイト系ステンレス鋼)、 (2) 内部圧力、取付荷重、または溶接残留応力による引張応力が降伏強度の30-40%を超えること、(3) 塩化物イオンを含む腐食性環境(海水、洗浄剤、大気暴露による)が60℃以上の温度で存在すること。 この相乗的相互作用により、亀裂先端で局所的な陽極溶解が生じ、破断が0.1~10mm/時間の速度で進展し、最終的に破断に至る。.
三つの必須要素
因子1:材料感受性
オーステナイト系ステンレス鋼1 (300シリーズ)は面心立方結晶構造のため塩化物応力腐食割れ(SCC)に極めて脆弱である。空圧シリンダーに最も一般的に使用されるグレードは以下の通り:
- 304ステンレス鋼最も影響を受けやすく、塩化物環境では決して使用すべきではない
- 316ステンレス鋼モリブデン含有量により若干改善されるが、60℃以上では依然として脆弱である
- 316L(低炭素)わずかに改善されたが、SCCの影響を受けないわけではない
その 酸化クロム被膜2 通常ステンレス鋼を保護する膜は、塩化物存在下、特に応力集中点において不安定化する。.
因子2:引張応力
空圧シリンダーは複数の応力源にさらされる:
| ストレス源 | 典型的な大きさ | SCCリスクレベル |
|---|---|---|
| 内部圧力(10バール) | 20-40%の降伏強度 | 中程度 |
| 取付ボルトの予圧 | 降伏強度の40-70% | 高 |
| 残留溶接応力 | 降伏強度の50-90% | 非常に高い |
| 熱膨張応力 | 10-30%の降伏強度 | 低~中程度 |
| 衝撃荷重 | 30-60%の降伏強度 | 高 |
SCC発生の臨界閾値は約30%の降伏強度である。このレベルを超えると、き裂発生の可能性が次第に高まる。.
要因3:塩化物環境
塩化物は意外な源から生じることがある:
- 沿岸大気塩水噴霧試験における塩化物濃度:50~500 ppm
- スイミングプール塩素処理による1,000~3,000 ppm
- 食品加工500~5,000 ppm(塩水、洗浄液より)
- 廃水処理下水、産業排水由来の100~10,000 ppm
- 道路用融雪剤冬季の移動式機器における2,000~20,000 ppm
- 洗浄用化学薬品塩素系消毒剤による100~1,000 ppm
「乾燥した」沿岸の空気でさえ、応力と高温が加わるとSCCを引き起こすのに十分な塩化物を含んでいる。.
亀裂伝播メカニズム
SCC亀裂は一旦発生すると、自己持続的な電気化学的プロセスを通じて進展する:
- 亀裂発生塩化物は応力集中点(傷、ピット、溶接部)で不動態皮膜を貫通する
- 陽極溶解亀裂先端の金属は陽極となり、溶液中に溶解する
- クラックの進展亀裂は引張応力に垂直に伝播する
- 水素脆化腐食中に発生する水素が、亀裂先端部をさらに弱体化させる
- 壊滅的故障亀裂が臨界サイズに達し、シリンダーが突然破断する
SCCの恐ろしい点は、シリンダー寿命の90%が亀裂発生に費やされることである。亀裂が一旦進展し始めると、破損は急速に進行し、しばしば数日あるいは数週間以内に発生する。.
その 局所的な陽極溶解3 亀裂先端部では、高い応力集中によって保護層の再形成が阻害される。.
温度の重要な役割
温度はSCCを劇的に加速させる:
- 60℃未満: SCCはほとんどの塩化物濃度ではまれである
- 60~80℃SCC発症までの期間(月~年単位)
- 80~100℃SCC開始時期(週~月単位で測定)
- 100℃以上SCC開始までの期間(日~週単位で測定)
プエルトリコの製薬メーカーと協力した際、沿岸施設で85°Cで稼働するオートクレーブを扱った。316ステンレス製シリンダーはSCC(応力腐食割れ)により8~12ヶ月ごとに故障していた。高温、塩化物含有洗浄液、蓄積応力の組み合わせがSCC発生の理想的な条件を生み出していた。.
故障前にSCCの早期警告サインをどのように識別できますか?
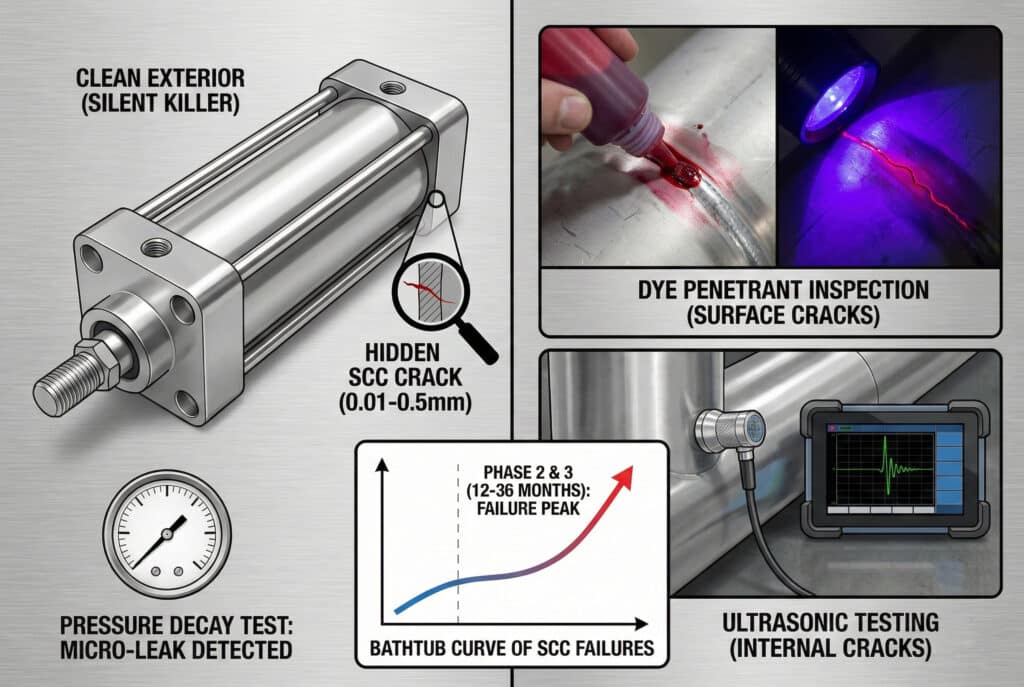
SCCは「サイレントキラー」と呼ばれる。なぜなら、壊滅的な故障が起こるまで外部からの兆候がほとんど見られないからだ。🔍
初期のSCC(応力腐食割れ)検出は極めて困難である。亀裂は内部や取付面などの隠れた領域で発生し、外部に目に見える腐食、孔食、変色が生じないためである。警告サインとしては、微細な亀裂による微小漏洩を示唆する原因不明の圧力低下、亀裂の開閉に伴う運転中の異常なポンポン音やカチカチ音、溶接継手や取付点からのわずかな滲みなどが挙げられる。 染色浸透探傷試験、超音波探傷試験、渦電流探傷試験などの非破壊検査手法は、破損前に亀裂を検出可能だが、分解と専用装置を必要とする。.
目視検査の限界
一般的な腐食が可視的な錆や孔食を生じるのとは異なり、SCCは表面を無傷に見せることが多い。亀裂は通常:
- 極めて細かい: 0.01~0.5 mmの幅で、肉眼では見えない
- 腐食生成物で満たされたかすかな変色線として現れる
- 取り付け金具の下に隠されている: 穴や裂け目から開始する
- 応力に垂直に配向した予測可能なパターンに従う
高リスク検査区域:
- 取付ボルト穴: 最大応力集中
- 溶接熱影響部残留応力と粒界感作
- スレッドの根元:隙間腐食を伴う応力集中部
- シリンダーエンドキャップ圧力誘起の円周応力
- シール溝シール圧縮による応力集中
成果ベースの指標
視覚的な検出が困難なため、以下の性能変化を監視してください:
圧力減衰試験シリンダーを加圧し、24時間にわたる圧力損失を監視する。2%を超える圧力低下は、肉眼では確認できない微小な亀裂による微細な漏れを示唆する。.
音響エミッション金属内部で伝播する亀裂は超音波音響信号を発生させる。特殊なセンサーは亀裂の進展をリアルタイムで検出できるが、これには高価な装置が必要となる。.
サイクルカウント相関類似の条件で使用されているシリンダーが一貫したサイクル数で故障している場合(例:すべてが50万~60万サイクル前後で故障)、ランダムな摩耗ではなくSCC(応力腐食割れ)が故障メカニズムである可能性が高い。.
非破壊検査法
重要な用途においては、定期的な非破壊検査を実施すること:
| 非破壊検査法 | 検出能力 | 費用 | 制限事項 |
|---|---|---|---|
| 染色浸透探傷法 | 表面割れ目 >0.01mm | $ | 分解が必要、表面へのアクセスが必要 |
| 磁性粒子 | 表面/表面付近の亀裂 | $$ | フェライト系鋼のみに有効であり、オーステナイト系鋼には適用されない |
| 超音波探傷試験 | 内部亀裂 >1mm | $$$ | 熟練技術者を要する、複雑な形状が課題となる |
| 渦電流 | 表面のひび割れ、材質の変化 | $$$ | 限定された貫入深度 |
| 放射線撮影 | 内部亀裂 >2% 肉厚 | $$$$ | 安全上の懸念、高価 |
ベプトでは、以下のことをお勧めします 染色浸透探傷検査4 高リスク塩化物環境下におけるシリンダーの年次メンテナンス時の取付インターフェース。コストはシリンダー1本あたり$50-150ですが、壊滅的な故障を防止できます。.
SCC破壊の「バスタブ曲線」
SCCの失敗は予測可能なパターンに従う:
フェーズ1(0~12か月): 破損なし、亀裂の発生は確認されるが、現時点では重大な状態には至っていない
フェーズ2(12~24か月目)最初の破損が発生し、亀裂の進展が加速する
第3段階(24~36か月)故障率は、複数のユニットが臨界亀裂サイズに達するにつれてピークに達する
フェーズ4(36か月以上)故障率は、既に故障した感受性ユニットによって低下する
1件のSCC障害が発生した場合、3~6か月以内にさらに障害が続くことを想定してください。このクラスタリング効果はSCCの特徴であり、直ちに対処が必要なシステム的な問題を示しています。.
塩化物応力腐食割れ(SCC)に対する耐性がより優れたステンレス鋼のグレードはどれか?
塩化物が存在する場合、すべてのステンレス鋼が同じ性能を発揮するわけではありません。🛡️
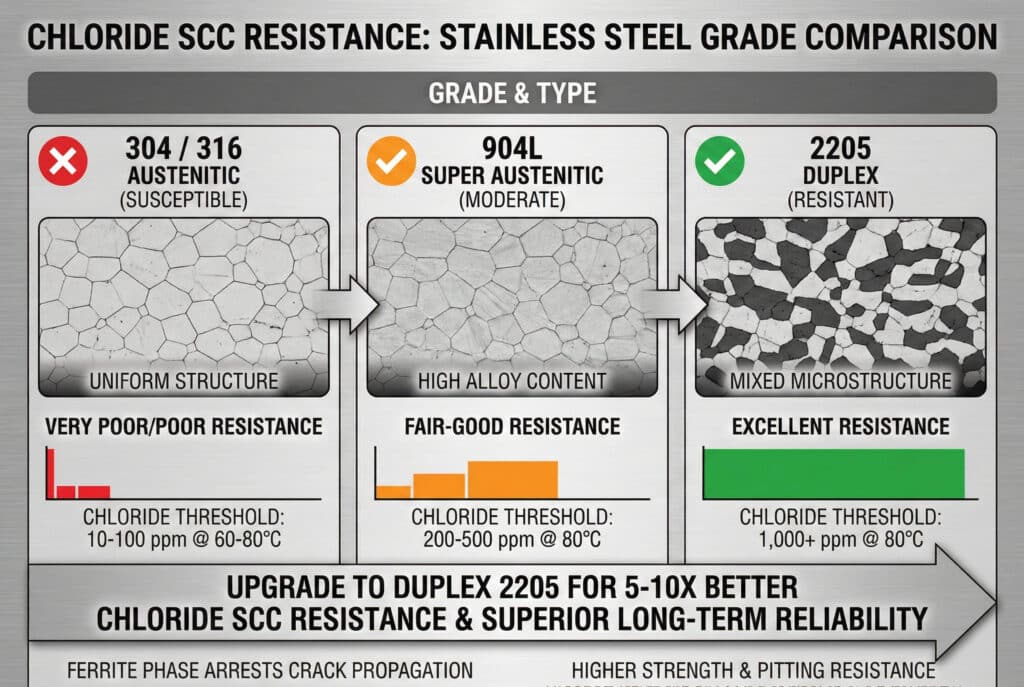
二相ステンレス鋼(2205、2507)は、フェライトとオーステナイトの混合組織により、オーステナイト系鋼種に比べ塩化物応力腐食割れ(SCC)抵抗性が5~10倍高く、臨界塩化物濃度は80℃で1,000ppm以上である(316ステンレス鋼は50~100ppm)。 6%モリブデンを含むスーパーオーステナイト系鋼種(904L、AL-6XN)は中程度の改善効果を示す一方、フェライト系ステンレス鋼(430、444)は塩化物応力腐食割れに対して実質的に耐性を持つが、強度と延性が低いため、高圧空気圧用途には不向きである。.
ステンレス鋼のグレード比較
| 学年 | タイプ | SCC耐性 | 塩化物閾値 | 強さ | 相対的コスト | ベプトの入手可能性 |
|---|---|---|---|---|---|---|
| 304 | オーステナイト系 | 非常に悪い | 10~50 ppm @ 60°C | 中程度 | $(ベースライン) | 推奨されません |
| 316 | オーステナイト系 | 貧しい | 50~100 ppm @ 80°C | 中程度 | $$ | 標準 |
| 316L | オーステナイト系 | 悪い~普通 | 75~150 ppm @ 80°C | 中程度 | $$ | 標準 |
| 904L | 超オーステナイト系 | 普通~良い | 200~500 ppm @ 80°C | 中程度 | $$$$ | 特注品 |
| 2205 | デュプレックス | 素晴らしい | 1,000 ppm以上 @ 80°C | 高 | $$$ | プレミアムオプション |
| 2507 | スーパーデュプレックス | 傑出した | 2,000ppm以上 @ 100℃ | 非常に高い | $$$$ | 特注品 |
| 430 | フェライト系 | 免疫 | 該当なし | 低~中程度 | $ | シリンダーには適しません |
デュプレックスステンレス鋼が優れている理由
二相ステンレス鋼5 その微細組織には約50%フェライトと50%オーステナイトが含まれる。この組み合わせにより以下の特性が得られる:
SCC耐性フェライト相は塩化物応力腐食割れに対して本質的に耐性を示す一方、オーステナイトは延性と靭性を提供する。オーステナイト粒で発生した割れは、フェライト粒に到達すると停止する。.
高強度デュプレックス鋼種は316鋼種より降伏強度が50~80%高く、同じ圧力定格でより薄い肉厚と軽量化が可能である。.
優れた耐食性クロム(22-25%)およびモリブデン(3-4%)の含有量が高いことで、優れた孔食および隙間腐食抵抗性を発揮します。.
費用対効果デュプレックス鋼材は316鋼材よりも40~60%高価ですが、性能向上により耐用年数が延長されるため、総所有コストが低減されることが多くあります。.
実世界の応用例
最近、メイン州で水産加工施設を管理するトーマスと仕事をした。彼の施設では塩素処理した70~75℃の高圧洗浄システムを使用しており、これはSCC(応力腐食割れ)が発生する理想的な条件だ。当初使用していた316ステンレス製シリンダーは10~14ヶ月ごとに故障し、1回の故障ごとにダウンタイムを含め1万8000~1万2000ドルの損失が発生していた。.
彼のシリンダーをBepto 2205二相ステンレス鋼製ユニットに交換しました。材料費は50%高くなりましたが、4年間の稼働後、SCC(応力腐食割れ)による故障は1件も発生していません。316シリンダーを繰り返し交換する場合と比較して、総所有コストは65%削減されました。.
材料選定決定木
316ステンレス鋼を使用するタイミング:
- 塩化物への曝露 <50 ppm
- 動作温度 <60°C
- 屋内、空調管理された環境
- 予算制約が主な懸念事項である
デュプレックス2205を使用するタイミング:
- 塩化物への曝露 50~1,000 ppm
- 動作温度 60~100°C
- 沿岸、屋外、または海洋環境
- 長期的な信頼性が最優先事項である
スーパーデュプレックス2507を使用するタイミング:
- 塩化物への曝露 >1,000 ppm
- 動作温度 >100°C
- 海水との直接接触
- 失敗の結果は深刻である
代替材料を検討すべき場合:
- 塩化物濃度が極端に高い(5,000 ppm超)
- 温度が120°Cを超えています
- オプションにはチタン、ハステロイ、またはポリマーライニングシリンダーが含まれます
塩化物環境において実際に効果のある防止策とは?
予防は常に交換よりも安上がりだ。💡
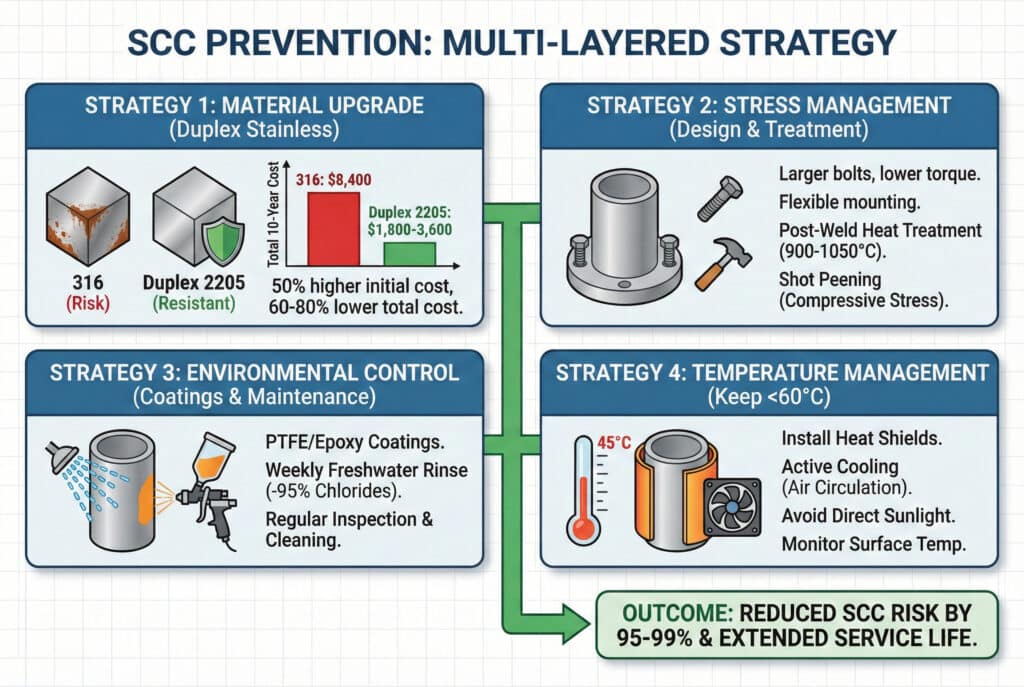
効果的なSCC(応力腐食割れ)防止には多層的なアプローチが必要です:SCC耐性材料(二相ステンレス鋼または超オーステナイト系鋼種)を指定し、適切な取付設計と溶接部の応力緩和熱処理により引張応力を最小限に抑え、保護コーティングまたは定期的な淡水洗浄による塩化物堆積物の除去で環境を制御し、表面温度を60°C以下に保つ温度管理を実施します。 最も信頼性の高い戦略は、材料のグレードアップと環境制御を組み合わせたもので、制御されていない塩化物環境下では標準的な316ステンレス鋼と比較してSCCリスクを95~99%低減します。.
戦略1:素材のアップグレード
最も効果的な予防策は、最初からSCC耐性材料を使用することです:
費用便益分析の例:
| シナリオ | 初期費用 | 予想寿命 | 故障件数/10年間 | 総10年間費用 |
|---|---|---|---|---|
| 316ステンレス鋼(基準) | $1,200 | 18か月 | 6~7の代替品 | $8,400 |
| 316 + 保護コーティング | $1,450 | 30か月 | 3~4回の交換 | $5,800 |
| デュプレックス 2205 | $1,800 | 10年以上 | 0-1 代替 | $1,800-3,600 |
デュプレックスオプションは初期コストが50%高いが、総所有コストは60-80%低い。.
戦略2:ストレス管理
引張応力をSCC閾値以下に低減する:
設計変更:
- より大きな取り付けボルトを低いトルクで使用する(応力集中を低減)
- 熱膨張に対応する柔軟な取付システムを導入する
- 応力集中部には応力緩和溝を設ける
- ショットピーニングを指定し、表面に圧縮応力を発生させる(引張応力と反対の応力)
溶接後熱処理:
溶接シリンダーの場合、900~1050℃での応力除去焼鈍により残留溶接応力が除去される。これにより製造コストが10~15%増加するが、溶接部のSCCリスクが劇的に低減される。.
戦略3:環境制御
塩化物を除去または中和する:
保護コーティング:
- PTFEコーティング:塩化物浸透に対するバリアを提供、厚さ0.025~0.050mm
- エポキシコーティング:経済的だが耐久性に劣り、2~3年ごとに再塗装が必要
- PVDコーティング:窒化チタンまたは窒化クロム、優れた耐久性を持つが高価
保守手順書:
- 塩化物沈殿物を除去するための週1回の淡水洗浄(塩化物濃度を80~95%低減)
- 月次点検および隙間・取付面の清掃
- 腐食防止剤化合物の四半期ごとの塗布
フロリダの船舶用機器サプライヤーと協力し、316ステンレス製シリンダー向けに週1回の淡水洗浄プロトコルを導入しました。この月1回のメンテナンスプログラムにより、シリンダー寿命が14ヶ月から4年以上へ延長され、投資対効果は10:1を達成しました。.
戦略4:温度管理
表面温度を臨界値である60°C以下に保つ:
- シリンダーと高温機器の間に遮熱板を設置する
- 密閉された空間では、能動冷却(空気循環)を使用する
- 屋外設置物への直射日光の照射を避けてください
- 暑い時期にはサーマルイメージングで表面温度を監視する
ベプト塩化物環境パッケージ
高塩化物環境下のお客様向けに、包括的なソリューションをご提供します:
標準パッケージ:
- 両面加工2205ステンレス鋼構造
- 圧縮応力を得るためのショットピーニング処理表面
- 取り付け界面におけるPTFEコーティング
- 防錆剤付きステンレス製取付金具
- 設置および保守ガイドライン
プレミアムパッケージ:
- スーパーデュプレックス2507ステンレス鋼
- 応力除去溶接部
- 全面PTFE外装コーティング
- 腐食監視センサー
- SCC故障に対する5年間の保証
プレミアムパッケージは標準316シリンダーより80~100%高価ですが、沿岸・海洋環境における6年間・500件以上の設置実績において、SCC(応力腐食割れ)による故障はゼロを達成しています。.
検査・監視プログラム
直ちに交換できない既存の316設置箇所については:
月次変色、滲出、または表面変化の有無を目視検査する
四半期ごとの高応力領域における染色浸透探傷試験
毎年超音波厚さ測定による内部亀裂の検出
継続的な原因不明の減衰に対する圧力監視
このプログラムはシリンダー1本あたり年間$200-400の費用がかかりますが、壊滅的な故障前にSCCを検出できるため、緊急停止ではなく計画的な交換が可能となります。.
結論
塩化物環境における応力腐食割れは、適切な材料選定、応力管理、環境管理を通じて予測可能、予防可能、かつ管理可能です。この三要素のメカニズムを理解することで、最も過酷な沿岸環境や化学処理環境においても、長期にわたり信頼性の高い性能を発揮するシステム設計が可能となります。🌊
ステンレス鋼製シリンダーにおける応力腐食割れに関するよくある質問
Q: 応力腐食割れは修復可能ですか、それともシリンダーの交換が常に必要ですか?
SCC亀裂は確実に修復できない。亀裂が発生すると、影響を受けた領域は脆弱な状態が持続し、溶接やパッチ処理後も亀裂が再発生する。溶接修理は新たな残留応力と熱影響域を生じさせるため、問題を悪化させる。唯一の安全な対策は、SCC耐性材料によるシリンダーの完全交換である。修理を試みることは法的責任リスクを生む。SCC破損は突然かつ壊滅的に発生し、負傷や設備損傷を引き起こす可能性があるためである。.
Q: SCCは、発生から壊滅的な破損に至るまで、どれほど速く進行する可能性がありますか?
SCCの進行速度は条件によって大きく異なる:過酷な環境(高塩化物濃度、高応力、高温)では、亀裂発生後2~6ヶ月で壊滅的破損が発生する可能性がある。中程度の条件では6~18ヶ月、境界条件では1~3年かかる。 決定的な要因は、シリンダー寿命の80~90%が亀裂発生段階に費やされる点である。亀裂が一旦進展し始めると、破損は急速に進行する。このため、高リスク環境では極めて頻繁(月次以上)に実施しない限り、定期点検は効果を発揮しない。.
Q: 定期的な使用や放置状態は、SCC(応力腐食割れ)の発生リスクに影響しますか?
SCCは実際には停滞状態においてより速く進行する。装置が休止状態にあると、塩化物が隙間や堆積物の下に濃縮されるためである。淡水による洗浄を伴う定期的な運転は、塩化物の蓄積を除去するのに役立つ。しかし、高温での高サイクル運転は熱的影響によりSCCを加速させる。最悪のシナリオは間欠運転であり、装置が塩化物汚染状態において休止した後、高温で運転される場合である。これは塩化物濃縮と熱活性化が組み合わさるためである。.
Q: 圧縮空気の品質において、塩化物汚染を示唆する可能性のある警告サインはありますか?
はい—圧縮空気システムに内部腐食の兆候(フィルター内の錆粒子、腐食したエアライン)が見られる場合、沿岸地域の大気吸入による塩化物、あるいは空気圧縮機のアフタークーラー内の汚染冷却水から塩化物が混入している可能性があります。圧縮空気中の塩化物含有量を検査する費用は$100-200で、この隠れたリスクを特定できます。 ISO 8573-1規格において、固体粒子についてはクラス2以上、水分含有量についてはクラス3以上を達成することで、空気圧システムを通じた塩化物輸送を最小限に抑えることができます。.
Q: なぜ同じ環境下でも、一部の316ステンレスシリンダーは長年使用できるのに、他のものはすぐに故障するのですか?
応力レベル、局所塩化物濃度、温度のわずかな差異が、SCCの進行速度に劇的な差を生む。 ボルト締め付けトルクがわずかに高い(応力が高い)シリンダーは12ヶ月で破損する一方、隣接する取り付け応力が低いユニットは5年間持続する。微小気候の差異——直射日光下(高温)のシリンダーと日陰のシリンダー——も異なる破損率を生む。この変動性がSCCの特徴であり、危険性の根源である:次にどの特定のシリンダーが破損するかは予測不可能だが、適切な条件下では脆弱な材料で破損が発生することは確実だからだ。.
