

Você está instalando uma conexão na porta do cilindro de alumínio quando, de repente, sente a chave escorregar — as roscas se danificaram. 😱 Agora você está diante de um cilindro danificado, um possível tempo de inatividade e a difícil decisão de tentar reparar ou substituir toda a unidade. O desgaste das roscas nas portas de alumínio é uma das falhas mais frustrantes e evitáveis em sistemas pneumáticos, mas acontece diariamente em instalações em todo o mundo, muitas vezes devido a simples equívocos sobre as propriedades do alumínio e as técnicas adequadas de instalação.
O desgaste das roscas nas portas dos cilindros de alumínio ocorre quando o resistência ao cisalhamento1 das roscas de alumínio mais macias é excedida pelo torque de instalação ou pelas tensões operacionais, normalmente em 60-80% do torque necessário para danificar roscas de aço do mesmo tamanho. A menor resistência ao cisalhamento do alumínio (90-150 MPa contra 400-500 MPa do aço) o torna particularmente vulnerável ao torque excessivo, ao dano da rosca e à fadiga causada por ciclos repetidos de instalação. A prevenção requer o uso de especificações de torque adequadas (normalmente 40-60% dos valores do aço), comprimento de engate da rosca de pelo menos 1,5x o diâmetro do parafuso, selantes de rosca que reduzem o atrito e inserções de rosca de aço para portas com manutenção frequente.
Nunca esquecerei o telefonema de Robert, um técnico de manutenção de uma fábrica de processamento de alimentos em Wisconsin. Ele acabara de danificar as roscas da porta de um cilindro sem haste $2.400 ao instalar um medidor de pressão simples — um encaixe $15 destruiu um componente $2.400 porque ele usou o mesmo torque que sempre usava em cilindros de aço. Quando cheguei para avaliar os danos, descobri que ele havia danificado as roscas de três cilindros naquela semana usando a “sensação” em vez de uma chave de torque. Sua abordagem bem-intencionada, mas desinformada, custou à empresa mais de $7.000 em equipamentos danificados, sem contar o tempo de inatividade da produção.
Índice
- Por que as roscas de alumínio são mais suscetíveis a danos do que as de aço?
- Quais forças e condições causam o desgaste das roscas nas portas do cilindro?
- Como calcular valores seguros de torque para portas de alumínio?
- Quais são as melhores práticas para evitar danos às roscas?
Por que as roscas de alumínio são mais suscetíveis a danos do que as de aço?
Compreender as propriedades do material explica a vulnerabilidade do alumínio. 🔬
As ligas de alumínio utilizadas em cilindros pneumáticos (normalmente 6061-T6 ou 6063-T5) têm uma resistência ao cisalhamento de 90-150 MPa, em comparação com os 400-500 MPa do aço, tornando as roscas de alumínio 3-4 vezes mais fracas nas mesmas condições de carga. Além disso, o menor módulo de elasticidade2 (69 GPa contra 200 GPa do aço) significa que as roscas se deformam mais facilmente sob tensão, e a tendência do alumínio a vesícula biliar3 (soldagem a frio) com fixadores de aço cria atrito que pode exceder a resistência ao cisalhamento da rosca durante a instalação. A área de engate da rosca no alumínio deve ser 1,5-2 vezes maior do que no aço para atingir resistência equivalente, mas as profundidades padrão das portas geralmente proporcionam um engate mínimo.

Comparação das propriedades dos materiais
As diferenças fundamentais entre o alumínio e o aço explicam o comportamento da rosca:
| Propriedade | Alumínio 6061-T6 | Aço (carbono médio) | Relação (Al/Aço) |
|---|---|---|---|
| Resistência à tração | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Resistência ao cisalhamento | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Módulo de elasticidade | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Dureza | 95 HB | 150-200 HB | 0.48-0.63 |
| Coeficiente de expansão térmica4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Fundamentos da resistência ao cisalhamento da rosca
A falha da rosca ocorre quando a tensão de cisalhamento excede a resistência do material:
Tensão de cisalhamento nas roscas:
A carga é distribuída pela área da rosca engatada. Para uma conexão roscada:
-
- = diâmetro nominal
- = passo da rosca
- = duração do noivado
- = número de threads ativadas
Visão crítica:
Como a resistência ao cisalhamento do alumínio é ~45% da do aço, uma porta roscada de alumínio precisa de aproximadamente 2,2 vezes o comprimento de engate para igualar a resistência do aço. As profundidades padrão das portas geralmente fornecem apenas 1,0-1,5 vezes o diâmetro de engate — insuficiente para serviços repetidos.
Efeitos de desgaste e atrito
O contato entre alumínio e aço cria desafios únicos:
Mecanismo de desgaste:
- O alumínio e o aço têm afinidade entre si nos pontos de contato.
- A alta pressão e o deslizamento causam micro-soldagem (soldagem a frio)
- Os pontos soldados se rompem, criando superfícies irregulares.
- A rugosidade aumenta os requisitos de atrito e torque
- O aumento do torque leva ao desgaste da rosca
Impacto do coeficiente de atrito:
- Roscas secas de alumínio-aço: μ = 0,4-0,6
- Alumínio-aço lubrificado: μ = 0,15-0,25
- Aço-aço (comparação): μ = 0,15-0,20
O maior atrito no alumínio significa que mais torque aplicado é usado para superar o atrito, em vez de criar força de fixação, tornando mais provável o excesso de torque.
Fadiga e instalação repetida
As roscas de alumínio se deterioram mais rapidamente com o uso repetido:
Degradação dependente do ciclo:
- Primeira instalação: roscas em conformidade, deformação menor
- 2-5 ciclos: Ocorre endurecimento por deformação, mas também uma pequena acumulação de danos.
- 5-10 ciclos: Desgaste visível da rosca, redução da capacidade de fixação
- Mais de 10 ciclos: danos significativos, alto risco de descoloração
Trabalhei com Angela, supervisora de manutenção em uma fábrica de embalagens farmacêuticas em Nova Jersey, cuja equipe fazia a manutenção das portas dos cilindros trimestralmente. Após dois anos (oito ciclos de instalação), várias portas de alumínio apresentaram falhas. Implementamos inserções helicoidais nas portas de alto serviço, eliminando o problema por completo.
Efeitos da temperatura
As diferenças de expansão térmica criam tensão adicional:
Incompatibilidade de expansão térmica:
- O alumínio se expande duas vezes mais rápido que o aço.
- Em aplicações aquecidas (40-80 °C), a porta de alumínio se expande mais do que o encaixe de aço.
- O resfriamento gera força de fixação adicional
- O ciclo térmico pode soltar ou sobrecarregar as roscas.
Resistência dependente da temperatura:
- O alumínio perde resistência em temperaturas elevadas.
- A 150 °C, o 6061-T6 mantém apenas ~70% da resistência à temperatura ambiente.
- O aço mantém melhor a sua resistência a temperaturas elevadas.
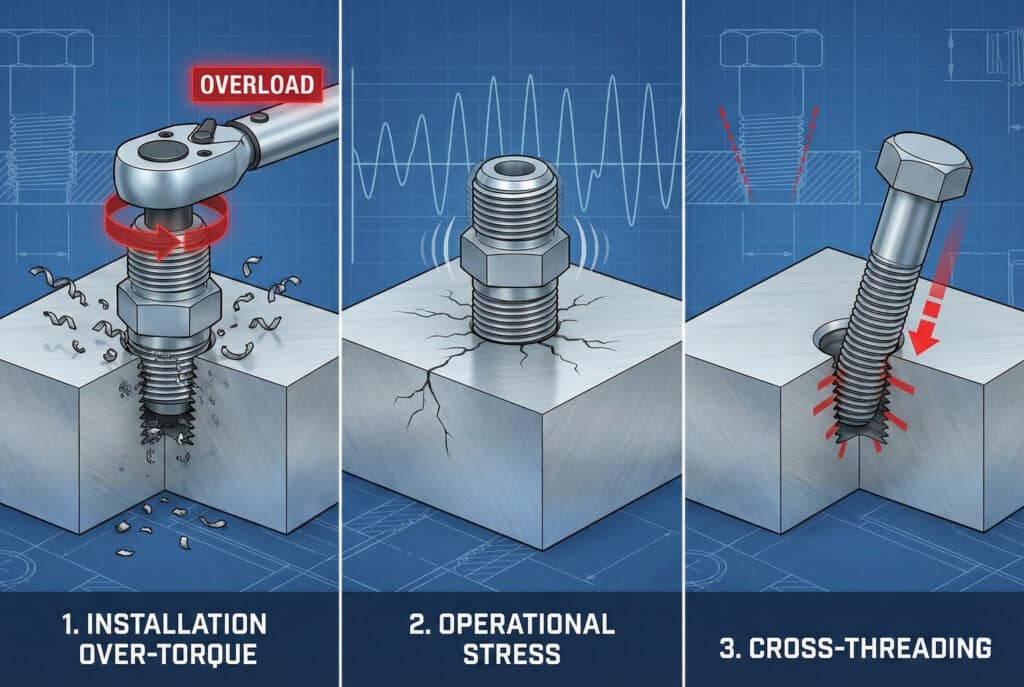
Quais forças e condições causam o desgaste das roscas nas portas do cilindro?
Identificar os mecanismos de falha permite uma prevenção direcionada. ⚠️
A danificação da rosca ocorre por meio de três mecanismos principais: torque excessivo na instalação (aplicação de torque excessivo durante a instalação da conexão, normalmente >50% acima da especificação), tensão operacional (vibração, pulsação de pressão e ciclagem térmica, causando fadiga) e rosca cruzada ou desalinhamento (início incorreto da rosca, causando concentração de tensão localizada que inicia a falha). Os fatores que contribuem para isso incluem engate inadequado da rosca (portas muito rasas para o tamanho da conexão), contaminação (sujeira ou detritos que impedem o encaixe adequado da rosca), corrosão galvânica5 entre metais diferentes e ciclos de instalação repetidos (danos acumulados de múltiplas operações de manutenção). A causa mais comum é simplesmente usar valores de torque adequados para aço em componentes de alumínio.
Torque excessivo na instalação
O torque de instalação excessivo é a principal causa de falha imediata:
Relação torque-falha:
Para um determinado tamanho de rosca, existe uma relação previsível entre o torque aplicado e a falha da rosca:
- Roscas internas de aço: Normalmente, retire com um torque recomendado de 150-200%.
- Roscas internas de alumínio: Retire a fita com um torque recomendado de 120-150%.
- Margem de segurança: Muito menor em alumínio, menos margem para erros
Cenários comuns de torque excessivo:
- Usando a “sensação” em vez da chave de torque: Os técnicos experientes muitas vezes apertam demais o alumínio em 2 a 3 vezes.
- Utilizando especificações de torque para aço: A aplicação de valores de aço ao alumínio causa danos imediatos
- Chaves de impacto: Impossível controlar o torque, quase sempre excede o torque do alumínio
- Tentando impedir vazamentos: Apertar demais quando um selante adequado resolveria o problema
A fábrica de processamento de alimentos de Robert era culpada de todas as quatro. Após o treinamento e a implementação de chaves dinamométricas com especificações específicas para alumínio, eles passaram 18 meses sem uma única porta danificada.
Inadequação do engate da rosca
O comprimento insuficiente do engate é uma vulnerabilidade relacionada ao projeto:
Requisitos mínimos de engajamento:
- Aço com aço: Diâmetro mínimo do parafuso de 1,0x
- Aço em alumínio: Recomenda-se um diâmetro de parafuso de 1,5-2,0x
- Portos com atendimento frequente: 2,0x o diâmetro ou use inserções roscadas
Exemplo de cálculo:
Para um encaixe NPT de 1/4″ (diâmetro nominal ~13 mm):
- Engate mínimo em alumínio: 19,5-26 mm
- Profundidade padrão da porta: geralmente apenas 12-15 mm
- Resultado: Resistência inadequada, alto risco de descolamento
Limitações de profundidade do porto:
A espessura da parede do cilindro frequentemente limita a profundidade alcançável da porta, especialmente em cilindros de pequeno diâmetro. É por isso que as inserções roscadas são particularmente valiosas — elas fornecem resistência total em portas rasas.
Fios cruzados e desalinhamento
Iniciar roscas incorretamente concentra a tensão:
Mecânica de rosqueamento cruzado:
- A montagem começa num ângulo errado
- Os primeiros fios suportam toda a carga
- A tensão localizada excede a resistência ao cisalhamento
- As roscas são removidas progressivamente à medida que a montagem avança.
Sinais de alerta:
- Resistência incomum ao iniciar roscas
- A montagem não avança suavemente
- Aumento repentino do torque
- Desalinhamento visível
Prevenção:
- Comece as roscas manualmente, nunca com ferramentas
- Certifique-se de que a conexão esteja perpendicular à porta
- Verifique se o engate está suave antes de aplicar torque.
- Use ferramentas de alinhamento de rosca para portas de difícil acesso
Carga de vibração e fadiga
As tensões operacionais enfraquecem gradualmente as roscas:
Efeitos da vibração:
- Micro-movimentos entre encaixe e porta
- Desgaste por atrito nos pontos de contato da rosca
- O afrouxamento gradual reduz a força de fixação
- A fixação reduzida permite mais movimento, acelerando o desgaste
Pulsação de pressão:
- Mudanças rápidas de pressão criam cargas cíclicas
- A menor resistência à fadiga do alumínio o torna vulnerável
- Milhares de ciclos podem causar rachaduras
- As rachaduras se propagam até que as roscas falhem
Fatores de vida útil:
| Condição | Vida útil relativa em condições de fadiga | Modo de falha |
|---|---|---|
| Torque adequado, travador de rosca | 1,0 (linha de base) | Desgaste gradual após milhões de ciclos |
| Torque adequado, sem travador de rosca | 0.3-0.5 | Afrouxamento e desgaste |
| Excesso de torque, travador de rosca | 0.2-0.4 | Concentração de tensão, início de trincas |
| Torque insuficiente | 0.1-0.3 | Afrouxamento rápido e desgaste |
Corrosão e efeitos galvânicos
O contato entre metais diferentes causa degradação eletroquímica:
Corrosão galvânica:
- O alumínio (ânodo) e o aço (cátodo) formam uma célula galvânica.
- A umidade fornece eletrólitos
- O alumínio sofre corrosão preferencialmente
- Os produtos da corrosão expandem-se, criando tensão
- Os fios enfraquecem e acabam por falhar
Fatores de gravidade:
- Exposição à umidade: Ambientes externos ou úmidos aceleram a corrosão
- Combinação de metais diferentes: o aço inoxidável é menos problemático do que o aço carbono
- Falta de proteção: a ausência de selante ou antiaderente permite a entrada de umidade.
Prevenção:
- Use compostos antiengripantes com inibidores de corrosão.
- Aplique selantes de rosca que excluam a umidade.
- Considere acessórios de aço inoxidável em vez de aço carbono
- Use barreiras dielétricas em ambientes severos
Como calcular valores seguros de torque para portas de alumínio?
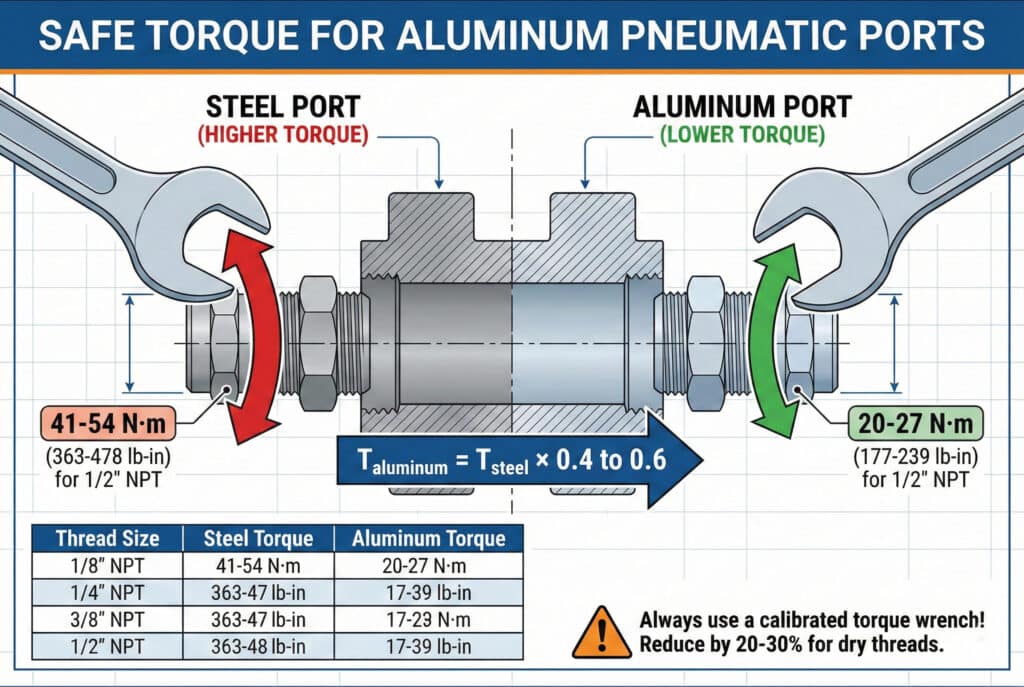
As especificações corretas de torque evitam a maioria das falhas nas roscas. 📐
O torque seguro para portas de alumínio é calculado usando a fórmula: T_alumínio = T_aço × 0,4 a 0,6, onde o fator de redução leva em conta a menor resistência ao cisalhamento e o maior coeficiente de atrito do alumínio. Para conexões pneumáticas comuns, isso se traduz em: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in) e 1/2″ NPT = 20-27 N·m (177-239 lb-in). Esses valores pressupõem roscas limpas com vedante de rosca adequado; roscas secas ou contaminadas requerem uma redução de 20-30%. Sempre use uma chave de torque calibrada e aplique o torque em incrementos graduais, em vez de uma única puxada.
Cálculo teórico do torque
Compreender a base de engenharia para as especificações de torque:
Equação básica do torque:
Onde:
- = torque
- = coeficiente de atrito (0,15-0,25 para roscas lubrificadas)
- = diâmetro nominal
- = força de fixação
Limite de resistência ao cisalhamento da rosca:
Onde:
- = resistência ao cisalhamento do alumínio (~207 MPa para 6061-T6)
- = área de engate da rosca
Aplicação prática:
Para alumínio, limite a força de fixação a 60-70% do máximo teórico para proporcionar margem de segurança para:
- Variações de instalação
- Imperfeições na rosca
- Tensões operacionais
- Considerações sobre fadiga
Especificações de torque recomendadas
Valores práticos de torque para conexões pneumáticas comuns:
| Tamanho da rosca | Torque do porto de aço | Torque da porta de alumínio | Fator de redução |
|---|---|---|---|
| 1/8″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (métrico) | 3-4 N·m (27-35 lb-in) | 1,5-2 N·m (13-18 lb-in) | 0.50 |
| M10 (métrico) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Observações importantes:
- Os valores pressupõem a utilização de vedante para roscas ou antiaderente.
- As roscas secas requerem um torque 20-30% menor.
- Roscas danificadas ou desgastadas requerem um torque inferior de 30-40%.
- A primeira instalação pode usar a faixa superior; instalações repetidas devem usar a faixa inferior.
Seleção e uso da chave de torque
Ferramentas adequadas são essenciais para resultados consistentes:
Tipos de chaves dinamométricas:
- Tipo de feixe: Simples, confiável, não requer calibração, mas requer visualização direta
- Tipo de clique: Sinal sonoro/tátil no torque alvo, mais comum, requer calibração periódica
- Digital: Preciso, registra dados, caro, requer baterias e calibração
- Predefinição: Ajustado para um torque específico, evita o excesso de torque, ideal para ambientes de produção
Técnica adequada:
- Selecione uma chave com torque alvo na faixa intermediária de 20-80% para obter a melhor precisão.
- Aplique força de maneira suave e constante, sem movimentos bruscos.
- Puxe perpendicularmente ao cabo da chave inglesa
- Pare imediatamente quando o alvo for atingido (não “quicar” no tipo clique)
- Permita que a chave se reinicie entre as aplicações.
A fábrica farmacêutica da Angela investiu $800 em chaves de torque pré-ajustadas para os tamanhos de conexões mais comuns. O investimento se pagou em 6 semanas, eliminando roscas danificadas.
Fatores de ajuste
Modifique o torque básico para condições específicas:
Ajustes nas condições da rosca:
- Rosca nova e limpa: Use o torque especificado
- Instalado anteriormente (2-5 vezes): Reduza em 10-15%
- Instalado anteriormente (5+ vezes): Reduza em 20-30% ou instale um inserto roscado
- Danos visíveis nos fios: Reduza em 30-40% ou repare os fios
Ajustes do selante/lubrificante:
- Fita de PTFE: Use o torque especificado
- Vedante líquido para roscas: Utilize o torque especificado.
- Composto antiaderente: Reduz em 10-15% (menor atrito)
- Roscas secas: Reduzir em 20-30% (maior atrito, risco de desgaste)
Ajustes ambientais:
- Temperatura ambiente (20 °C): Use o torque especificado
- Temperatura elevada (60-80 °C): Reduza em 10-15%
- Temperatura muito elevada (>80 °C): Reduza em 20-25% e considere a utilização de inserções roscadas.
Sequência de torque para múltiplas portas
Ao instalar vários acessórios, é importante seguir a sequência correta:
Sequência de melhores práticas:
- Instale todos os acessórios apertando-os com os dedos.
- Aperte cada um com um torque de 30% do alvo em sequência
- Aperte cada um com um torque de 60% do alvo em sequência.
- Aperte cada um com um torque de 100% do alvo em sequência.
- Verifique o torque final em cada um após a conclusão de todos.
Essa abordagem gradual e sequencial distribui o estresse uniformemente e evita distorções.
Quais são as melhores práticas para evitar danos às roscas?
Estratégias de prevenção abrangentes eliminam a maioria das falhas de threads. 🛡️
A prevenção de danos nas roscas requer uma abordagem em várias camadas: use chaves de torque calibradas com especificações específicas para alumínio (40-60% dos valores para aço), aplique sempre selante de rosca ou antiaderente para reduzir o atrito e evitar desgaste, inicie todas as roscas manualmente para garantir o alinhamento adequado antes de aplicar as ferramentas, instale inserções de rosca (helicoils ou similares) em portas com manutenção frequente, inspecione as roscas antes de cada instalação para verificar se há danos ou contaminação, treine todos os técnicos em procedimentos específicos para alumínio e projete sistemas para minimizar a frequência de manutenção das portas. Na Bepto Pneumatics, nossos cilindros sem haste podem ser fornecidos com inserções roscadas de aço inoxidável em portas críticas, proporcionando resistência equivalente à do aço em corpos de alumínio, mantendo as vantagens de peso.

Soluções para inserção de roscas
As inserções de aço proporcionam uma melhoria permanente da resistência:
Inserções do tipo Helicoil:
- Inserção de fio enrolado instalada em furo roscado sobredimensionado
- Fornece roscas com resistência de aço em alumínio
- Pode ser instalado em roscas novas ou danificadas
- Custo: $2-8 por inserção mais mão de obra de instalação
Inserções de buchas sólidas:
- Bucha de aço roscada pressionada ou rosqueada em alumínio
- Maior resistência do que os helicoils
- Instalação mais complexa
- Ideal para novas produções, difícil de adaptar em instalações existentes
Inserções Time-Sert:
- Inserção de parede sólida com recurso de travamento
- Excelente para reparos de roscas
- Mais caro do que os helicoils ($8-15 por inserção)
- Instalação mais fácil do que helicoils em alguns casos
Quando usar inserções:
- Portas atendidas mais de 5 vezes ao longo da vida útil do cilindro
- Aplicações críticas onde a falha é inaceitável
- Reparo de roscas danificadas
- Ambientes com alta vibração
- Portas que devem suportar acessórios ou válvulas pesados
A instalação de Robert reformou inserções roscadas em 25 portas frequentemente reparadas a um custo de $750 (peças e mão de obra). Nos dois anos seguintes, isso evitou um prejuízo estimado em $15.000 em cilindros danificados — um retorno sobre o investimento de 20:1.
Seleção de vedantes para roscas e antiaderentes
Lubrificantes adequados evitam o desgaste e garantem o torque adequado:
| Tipo de produto | Vantagens | Desvantagens | Melhores Aplicações |
|---|---|---|---|
| Fita de PTFE | Barato, limpo, fácil de aplicar | Pode rasgar e contaminar, lubrificação limitada | Uso geral, baixa frequência de manutenção |
| Selante líquido para roscas (anaeróbico) | Excelente vedação, evita o afrouxamento | Difícil de desmontar, tempo de cura necessário | Instalações permanentes, ambientes com vibração |
| Pasta antiaderente | Excelente prevenção contra desgaste, fácil desmontagem | Desorganizado, pode contaminar o sistema | Portas com manutenção frequente, ambientes corrosivos |
| Selante para roscas com PTFE | Boa vedação e lubrificação | Mais caro | Instalações de alta qualidade, portas de alumínio |
Melhores práticas de aplicação:
- Aplique selante apenas nas roscas macho (para mantê-lo fora do sistema).
- Use 2-3 voltas de fita PTFE, começando 2 roscas a partir da extremidade.
- Aplique selantes líquidos com moderação — o excesso contamina o sistema.
- Certifique-se de que o antiaderente não contenha cobre (pode causar corrosão galvânica com o alumínio).
Normas para procedimentos de instalação
Procedimentos padronizados garantem resultados consistentes:
Protocolo de instalação passo a passo:
Preparação:
- Inspecione as roscas quanto a danos, contaminação ou corrosão.
- Limpe os fios com solvente, se necessário.
- Verifique se o tipo e o tamanho do encaixe estão corretos.
- Selecione a especificação de torque adequada
Aplicação do selante:
- Aplique o selante escolhido nas roscas macho.
- Garanta uma cobertura uniforme sem excessos
- Permita o tempo de cura se estiver usando selantes anaeróbicos.
Rosqueamento inicial:
- Comece as roscas manualmente, nunca com ferramentas
- Garanta o alinhamento perpendicular
- A rosca deve avançar suavemente com resistência mínima.
- Se sentir resistência, recue e reinicie.
Aplicação de torque:
- Selecione uma chave de torque calibrada
- Aplique o torque gradualmente em 2-3 etapas
- Torque final conforme especificação
- Não exceda o valor especificado
Verificação:
- Inspecione visualmente se está bem encaixado.
- Verifique se há vazamentos durante a pressurização inicial.
- Documentar a instalação (torque utilizado, data, técnico)
Treinamento e documentação
Os fatores humanos são fundamentais para a prevenção:
Requisitos de treinamento técnico:
- Compreensão das propriedades e limitações do alumínio
- Seleção e uso adequado da chave de torque
- Reconhecimento de rosca cruzada e danos na rosca
- Seleção e aplicação do selante
- Resolução de problemas de vazamento sem apertar demais
Sistemas de documentação:
- Tabelas de especificações de torque afixadas nas áreas de trabalho
- Registros de serviço com datas de instalação e valores de torque
- Acompanhamento dos ciclos de manutenção em portas críticas
- Relatórios de falhas e análise das causas principais
Medidas de controle de qualidade:
- Calibração periódica da chave de torque (no mínimo uma vez por ano)
- Verificações aleatórias das instalações pelo supervisor
- Análise das tendências de falhas
- Melhoria contínua com base em dados de campo
Considerações de design para novos sistemas
Evite problemas através de um design cuidadoso:
Localização e acessibilidade do porto:
- Portas de posição para instalação direta
- Evite locais que exijam acesso inclinado ou difícil.
- Forneça espaço livre para o uso da chave de torque
- Considere a facilidade de manutenção durante a fase de projeto.
Seleção de acessórios:
- Use conexões push-to-connect quando apropriado (não é necessário rosquear).
- Selecione conexões com comprimento de rosca adequado para a profundidade da porta.
- Evite conexões superdimensionadas que exijam alto torque.
- Considere o uso de acoplamentos de desconexão rápida para conexões que requerem manutenção frequente.
Projeto do sistema:
- Minimizar o número de portas que requerem manutenção regular
- Consolide as conexões em coletores, em vez de portas individuais dos cilindros.
- Use montagem remota para pressostatos e medidores
- Projeto com base na filosofia “instalar uma vez”, sempre que possível
Na Bepto Pneumatics, trabalhamos com os clientes durante a fase de projeto para otimizar as configurações das portas, recomendar inserções roscadas adequadas para aplicações de alto serviço e fornecer especificações detalhadas de instalação. Nossos cilindros sem haste podem ser personalizados com portas reforçadas ou inserções roscadas com base nos requisitos da aplicação.
Opções de reparo para roscas danificadas
Quando a prevenção falha, existem várias opções de reparo:
Instalação da inserção roscada (preferencial):
- Faça um furo nas roscas danificadas para aumentar o tamanho
- Toque para inserir o tamanho
- Instale um helicoil ou um inserto Time-Sert
- Proporciona resistência igual ou superior à original
- Custo: $50-150, dependendo do tamanho e da mão de obra
Ajuste sobredimensionado:
- Toque para aumentar o tamanho
- Instalar encaixe sobredimensionado
- Simples, mas limita as opções futuras
- Pode não ser possível devido à espessura da parede
Reparo com epóxi (temporário):
- Limpe bem as roscas
- Aplique epóxi para travamento de roscas
- Instale o encaixe e deixe curar
- Proporciona vedação temporária, mas com baixa resistência
- Apenas para aplicações de baixa pressão e não críticas
Plugue de reparo soldado:
- Retire a área danificada da máquina
- Soldar em tampão roscado
- Reusinagem da porta
- Caro, mas proporciona uma reparação permanente
- Requer soldagem especializada de alumínio
Substituição:
- Às vezes, a opção mais econômica
- Especialmente para cilindros de baixo custo ou danos extensos
- Oportunidade de atualizar para um design melhor
Conclusão
Compreender a mecânica do desgaste das roscas nas portas dos cilindros de alumínio — e implementar especificações de torque, procedimentos de instalação e medidas preventivas adequadas — elimina uma das falhas mais comuns e frustrantes dos sistemas pneumáticos. 💪
Perguntas frequentes sobre a remoção de roscas de alumínio
P: Posso usar as mesmas especificações de torque para cilindros de alumínio e de aço?
Absolutamente não — essa é a causa mais comum de rosca de alumínio danificada. As portas de alumínio requerem 40-60% do torque usado para roscas de aço equivalentes devido à resistência ao cisalhamento significativamente menor do alumínio (207 MPa contra 380-450 MPa para o aço). Por exemplo, um encaixe NPT de 1/4″ que requer 14-19 N·m em aço deve receber apenas 7-10 N·m em alumínio. Sempre consulte tabelas de torque específicas para alumínio e use uma chave de torque calibrada. Na Bepto Pneumatics, fornecemos especificações detalhadas de torque com cada cilindro para evitar esse erro comum.
P: Quantas vezes posso instalar e remover com segurança os acessórios das portas de alumínio?
As portas padrão de alumínio normalmente suportam de 5 a 10 ciclos de instalação antes que os danos na rosca se tornem significativos, embora isso varie de acordo com a precisão do torque, a condição da rosca e o uso de selante. Após 5 ciclos, o risco aumenta substancialmente. Para portas que exigem manutenção frequente, instale inserções de rosca (helicoils ou Time-Serts) durante a instalação inicial ou após 3 a 5 ciclos — isso proporciona vida útil ilimitada com resistência equivalente à do aço. O custo de uma inserção $5-10 é insignificante em comparação com a substituição de um cilindro danificado.
P: Qual é a melhor maneira de consertar roscas danificadas em uma porta de cilindro de alumínio?
A instalação de inserções roscadas (helicoil ou Time-Sert) é o método de reparo preferido, proporcionando resistência igual ou superior às roscas originais. O processo envolve a perfuração das roscas danificadas, a rosca para um tamanho maior para a inserção e a instalação da inserção de aço enrolado. Esse reparo custa $50-150, dependendo do tamanho e da mão de obra, mas restaura a funcionalidade total. Evite reparos temporários como epóxi, a menos que seja uma aplicação não crítica e de baixa pressão. Para danos extensos ou cilindros de parede fina onde as inserções não são viáveis, a substituição pode ser mais econômica do que o reparo.
P: Por que minhas conexões continuam se soltando, mesmo que eu as aperte corretamente?
O afrouxamento da fixação, apesar do torque adequado, geralmente resulta de vibração, ciclos térmicos ou travamento inadequado da rosca. As soluções incluem: aplicar selante anaeróbico para roscas (Loctite 567 ou similar), que evita o afrouxamento e mantém a vedação; usar dispositivos de travamento mecânico, como contraporcas ou arame de travamento, para conexões críticas; resolver a vibração excessiva do sistema na fonte; e garantir que o torque seja adequado — o torque insuficiente é tão problemático quanto o excessivo. Verifique também se você está usando a especificação de torque correta; alguns técnicos usam valores muito baixos por medo de danificar a rosca, o que, paradoxalmente, causa afrouxamento e danos por atrito.
P: Existem alternativas às portas roscadas que eliminam o risco de danos?
Sim, existem várias alternativas para aplicações em que o desgaste das roscas é um problema recorrente. As conexões push-to-connect eliminam totalmente as roscas e são ideais para conexões que são trocadas com frequência, embora sejam limitadas a tamanhos menores e pressões mais baixas. As conexões soldadas ou brasadas proporcionam conexões permanentes sem risco de desgaste das roscas. Os acoplamentos de desconexão rápida permitem a conexão/desconexão sem o uso de ferramentas. A montagem em manifold consolida várias conexões longe do corpo do cilindro. Para novos projetos, considere essas alternativas; para equipamentos existentes, as inserções roscadas oferecem a melhor solução de retrofit. Na Bepto Pneumatics, podemos personalizar cilindros sem haste com métodos de conexão alternativos com base nas necessidades específicas da sua aplicação.
-
Explore os dados técnicos sobre as propriedades de resistência ao cisalhamento das ligas de alumínio em comparação com o aço carbono. ↩
-
Saiba mais sobre o módulo de elasticidade e como ele afeta a rigidez do alumínio em aplicações mecânicas. ↩
-
Entenda a mecânica do desgaste por atrito e como ele causa danos à superfície em conexões roscadas. ↩
-
Examine um gráfico comparativo dos coeficientes de expansão térmica entre diferentes metais industriais. ↩
-
Estude a série galvânica para entender como metais diferentes interagem em ambientes corrosivos. ↩
