

Instalați un racord în orificiul cilindrului dvs. din aluminiu când, dintr-o dată, simțiți cum cheia alunecă - filetele s-au desprins. 😱 Acum vă confruntați cu un cilindru deteriorat, cu un potențial timp de inactivitate și cu decizia dificilă de a încerca o reparație sau de a înlocui întreaga unitate. Decaparea filetelor în orificiile din aluminiu este una dintre cele mai frustrante și prevenibile defecțiuni ale sistemelor pneumatice, dar se întâmplă zilnic în instalațiile din întreaga lume, adesea din cauza unor neînțelegeri simple cu privire la proprietățile aluminiului și la tehnicile de instalare corespunzătoare.
Decaparea filetului în orificiile cilindrilor din aluminiu apare atunci când rezistență la forfecare1 a filetelor de aluminiu mai moi este depășită de cuplul de instalare sau de solicitările operaționale, de obicei la 60-80% din cuplul necesar pentru a desface filetele de oțel de aceeași dimensiune. Rezistența redusă la forfecare a aluminiului (90-150 MPa față de 400-500 MPa pentru oțel) îl face deosebit de vulnerabil la suprasolicitare, filetare încrucișată și oboseală din cauza ciclurilor de instalare repetate. Prevenirea necesită utilizarea unor specificații de cuplu adecvate (de obicei 40-60% față de valorile oțelului), o lungime de prindere a filetului de cel puțin 1,5 ori diametrul șurubului, etanșanți pentru filete care reduc frecarea și inserții de filete din oțel pentru orificiile care fac obiectul unei întrețineri frecvente.
Nu voi uita niciodată apelul lui Robert, tehnician de întreținere la o fabrică de prelucrare a alimentelor din Wisconsin. Tocmai dezizolase filetele portului unui cilindru fără tijă $2,400 în timp ce instala un simplu manometru - un racord $15 a distrus o componentă $2,400 pentru că folosise același cuplu pe care îl folosise întotdeauna la cilindrii din oțel. Când am ajuns să evaluez pagubele, am constatat că, în acea săptămână, el decupase filetele de la trei cilindri folosind mai degrabă “pipăitul” decât o cheie dinamometrică. Abordarea sa bine intenționată, dar neinformată, a costat compania sa peste $7.000 în echipamente deteriorate, fără a pune la socoteală timpul de întrerupere a producției.
Tabla de conținut
- De ce filetele din aluminiu sunt mai susceptibile la decapare decât cele din oțel?
- Ce forțe și condiții cauzează desprinderea filetului în orificiile cilindrilor?
- Cum se calculează valorile cuplului de siguranță pentru porturile din aluminiu?
- Care sunt cele mai bune practici pentru a preveni deteriorarea firelor?
De ce filetele din aluminiu sunt mai susceptibile la decapare decât cele din oțel?
Înțelegerea proprietăților materialelor explică vulnerabilitatea aluminiului. 🔬
Aliajele de aluminiu utilizate în cilindrii pneumatici (de obicei 6061-T6 sau 6063-T5) au o rezistență la forfecare de 90-150 MPa în comparație cu 400-500 MPa pentru oțel, ceea ce face ca filetele din aluminiu să fie de 3-4 ori mai slabe în aceleași condiții de încărcare. În plus, rezistența mai scăzută a aluminiului modul de elasticitate2 (69 GPa față de 200 GPa pentru oțel) înseamnă că filetele se deformează mai ușor sub tensiune, iar tendința aluminiului de a fiere3 (sudare la rece) cu elemente de fixare din oțel creează frecare care poate depăși rezistența la forfecare a filetului în timpul instalării. Zona de angajare a filetului în aluminiu trebuie să fie de 1,5-2 ori mai mare decât în oțel pentru a obține o rezistență echivalentă, dar adâncimile porturilor standard oferă adesea o angajare minimă.

Compararea proprietăților materialelor
Diferențele fundamentale dintre aluminiu și oțel explică comportamentul filetului:
| Proprietate | Aluminiu 6061-T6 | Oțel (carbon mediu) | Raport (Al / oțel) |
|---|---|---|---|
| Rezistența la tracțiune | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Rezistența la forfecare | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Modul de elasticitate | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Duritate | 95 HB | 150-200 HB | 0.48-0.63 |
| Coeficientul de dilatare termică4 | 23,6 μm/m-°C | 11,7 μm/m-°C | 2.0 |
Bazele rezistenței la forfecare a filetului
Ruperea filetului are loc atunci când tensiunea de forfecare depășește rezistența materialului:
Tensiunea de forfecare în fire:
Sarcina este distribuită în zona filetului angajat. Pentru o conexiune filetată:
-
- = diametrul nominal
- = pasul filetului
- = lungimea angajamentului
- = numărul de fire angajate
Perspectivă critică:
Deoarece rezistența la forfecare a aluminiului este ~45% față de cea a oțelului, un orificiu filetat din aluminiu are nevoie de aproximativ 2,2 ori mai mult decât lungimea de conectare pentru a se potrivi cu rezistența oțelului. Adâncimile standard ale orificiilor oferă adesea doar 1,0-1,5 ori diametrul de angajare - insuficient pentru servicii repetate.
Efecte de gălbinare și de frecare
Contactul dintre aluminiu și oțel creează provocări unice:
Mecanism galant:
- Aluminiul și oțelul au afinitate între ele la punctele de contact
- Presiunea ridicată și alunecarea cauzează microsudarea (sudarea la rece)
- Punctele sudate se desprind, creând suprafețe rugoase
- Rugozitatea crește frecarea și cerințele de cuplu
- Cuplul sporit duce la desfacerea filetului
Impactul coeficientului de frecare:
- Filete uscate din aluminiu și oțel: μ = 0,4-0,6
- Aluminiu-oțel lubrifiat: μ = 0,15-0,25
- Oțel-oțel (comparație): μ = 0,15-0,20
Frecarea mai mare în aluminiu înseamnă că o mai mare parte din cuplul aplicat se duce în depășirea frecării mai degrabă decât în crearea forței de strângere, ceea ce face mai probabilă suprasolicitarea.
Oboseală și instalare repetată
Filetele din aluminiu se degradează mai rapid prin utilizare repetată:
Degradare dependentă de ciclu:
- Prima instalare: Firele sunt conforme, deformare minoră
- 2-5 cicluri: Are loc călirea la lucru, dar și acumularea de deteriorări minore
- 5-10 cicluri: Uzură vizibilă a filetului, capacitate de prindere redusă
- 10+ cicluri: Deteriorare semnificativă, risc ridicat de decapare
Am lucrat cu Angela, un supervizor de întreținere de la o instalație de ambalare farmaceutică din New Jersey, a cărei echipă întreținea orificiile cilindrilor trimestrial. După 2 ani (8 cicluri de instalare), mai multe orificii din aluminiu au cedat. Am implementat inserții helicoil în orificiile de service ridicat, eliminând complet problema.
Efectele temperaturii
Diferențele de dilatare termică creează tensiuni suplimentare:
Nepotrivire a expansiunii termice:
- Aluminiul se extinde de 2 ori mai repede decât oțelul
- În aplicații încălzite (40-80°C), orificiul din aluminiu se dilată mai mult decât racordul din oțel
- Răcirea creează o forță de strângere suplimentară
- Ciclurile termice pot slăbi sau suprasolicita filetele
Rezistență dependentă de temperatură:
- Aluminiul își pierde rezistența la temperaturi ridicate
- La 150°C, 6061-T6 își păstrează doar ~70% din rezistența la temperatura camerei
- Oțelul își menține rezistența mai bine la temperaturi ridicate
Ce forțe și condiții cauzează desprinderea filetului în orificiile cilindrilor?
Identificarea mecanismelor de eșec permite prevenirea direcționată. ⚠️
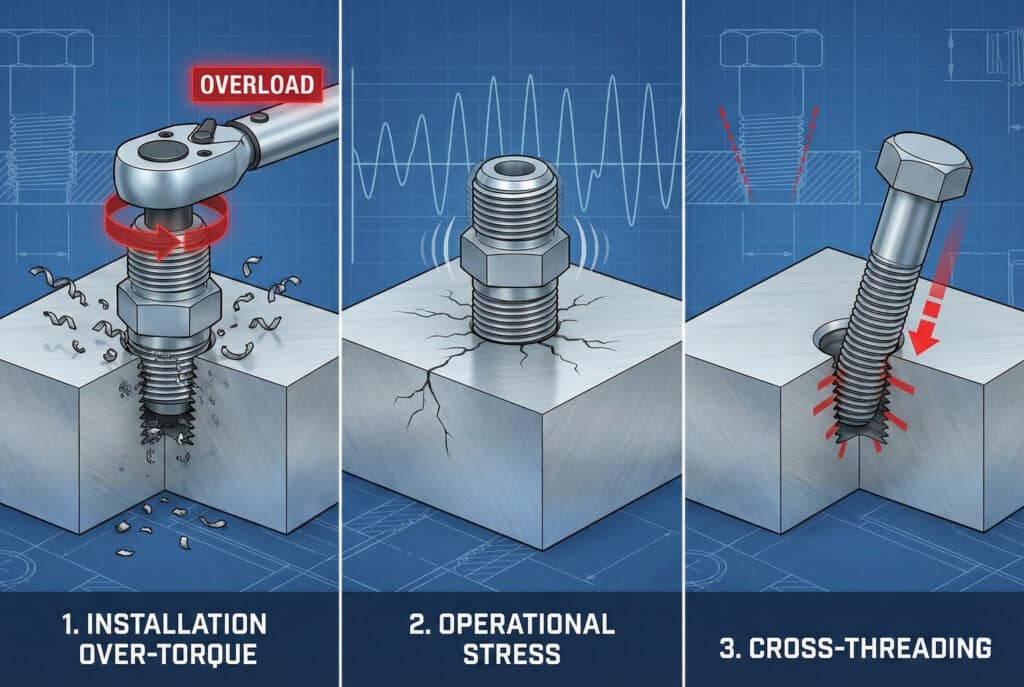
Decuplarea filetului are loc prin trei mecanisme principale: supracuplul de instalare (aplicarea unui cuplu excesiv în timpul instalării fitingului, de obicei >50% peste specificații), stresul operațional (vibrații, pulsații de presiune și cicluri termice care creează oboseală) și filetarea încrucișată sau dezalinierea (pornirea incorectă a filetelor, cauzând concentrarea localizată a tensiunii care inițiază defectarea). Printre factorii care contribuie la această situație se numără angajarea inadecvată a filetului (orificii prea puțin adânci pentru dimensiunea racordului), contaminarea (murdărie sau resturi care împiedică potrivirea corectă a filetului), coroziune galvanică5 între metale diferite și cicluri de instalare repetate (deteriorare cumulativă în urma mai multor evenimente de service). Cea mai frecventă cauză este pur și simplu utilizarea unor valori de cuplu adecvate oțelului pe componente din aluminiu.
Instalare Supracordare
Cuplul de instalare excesiv este principala cauză a defecțiunilor imediate:
Relația dintre cuplu și cedare:
Pentru o dimensiune dată a filetului, există o relație previzibilă între cuplul aplicat și ruperea filetului:
- Filete interne din oțel: De obicei, benzi la 150-200% din cuplul recomandat
- Filete interne din aluminiu: Dezizolați la 120-150% din cuplul recomandat
- Marjă de siguranță: Mult mai mic în aluminiu, mai puțin spațiu pentru erori
Scenarii obișnuite de supracordare:
- Utilizarea “pipăitului” în loc de cheia dinamometrică: Tehnicienii experimentați adesea suprasolicită aluminiul de 2-3 ori
- Utilizarea specificațiilor de cuplu din oțel: Aplicarea valorilor oțelului pe aluminiu provoacă daune imediate
- Chei cu impact: Imposibil de controlat cuplul, aproape întotdeauna supracuplează aluminiul
- Încercarea de a opri scurgerile: Strângerea excesivă atunci când un etanșant adecvat ar rezolva problema
Fabrica de prelucrare a alimentelor a lui Robert era vinovată de toate cele patru. După instruire și implementarea cheilor dinamometrice cu specificații specifice aluminiului, au trecut 18 luni fără niciun port dezlipit.
Inadecvarea angajării firelor
Durata insuficientă a angajamentului este o vulnerabilitate legată de proiectare:
Cerințe minime de angajament:
- Oțel în oțel: 1.0x diametru minim al șurubului
- Oțel în aluminiu: Se recomandă un diametru al șurubului de 1,5-2,0x
- Porturi deservite frecvent: Diametru 2.0x sau utilizați inserții filetate
Exemplu de calcul:
Pentru un racord NPT de 1/4″ (diametru nominal ~13mm):
- Angajare minimă în aluminiu: 19.5-26mm
- Adâncimea portului standard: Adesea doar 12-15mm
- Rezultat: Rezistență inadecvată, risc ridicat de decapare
Limitări ale adâncimii portului:
Grosimea peretelui cilindrului limitează adesea adâncimea de orificiu realizabilă, în special în cazul cilindrilor cu alezaj mic. Acesta este motivul pentru care inserțiile filetate sunt deosebit de valoroase - acestea oferă rezistență completă în orificii puțin adânci.
Filetare încrucișată și nealiniere
Pornirea incorectă a filetelor concentrează tensiunile:
Mecanici de încrucișare:
- Montarea începe la un unghi greșit
- Primele câteva fire poartă întreaga sarcină
- Tensiunea localizată depășește rezistența la forfecare
- Filetele se desprind progresiv pe măsură ce montajul avansează
Semne de avertizare:
- Rezistență neobișnuită la pornirea firelor
- Montarea nu avansează fără probleme
- Creșterea bruscă a cuplului
- Nealiniere vizibilă
Prevenire:
- Începeți firele cu mâna, niciodată cu unelte
- Asigurați-vă că racordul este perpendicular pe port
- Simțiți pentru o angajare lină înainte de a aplica cuplul
- Utilizați instrumente de aliniere a filetului pentru orificiile greu accesibile
Vibrații și încărcare prin oboseală
Tensiunile operaționale slăbesc treptat firele:
Efectele vibrațiilor:
- Micromișcări între fiting și port
- Uzură de fretare la punctele de contact ale filetului
- Slăbirea treptată reduce forța de strângere
- Fixarea redusă permite mai multă mișcare, accelerând uzura
Pulsații de presiune:
- Schimbările rapide de presiune creează o sarcină ciclică
- Rezistența redusă la oboseală a aluminiului îl face vulnerabil
- Mii de cicluri pot iniția fisuri
- Fisurile se propagă până când firele cedează
Factorii de viață la oboseală:
| Stare | Durata de viață relativă la oboseală | Modul de eșec |
|---|---|---|
| Cuplu de strângere adecvat, blocare a filetului | 1.0 (linia de bază) | Uzură treptată după milioane de cicluri |
| Cuplu de strângere adecvat, fără blocare a filetului | 0.3-0.5 | Slăbire și frecare |
| Strângere excesivă, blocare a filetului | 0.2-0.4 | Concentrarea tensiunilor, inițierea fisurilor |
| Cuplu insuficient | 0.1-0.3 | Slăbire și frecare rapidă |
Coroziune și efecte galvanice
Contactul cu metale diferite generează degradare electrochimică:
Coroziune galvanică:
- Aluminiul (anodul) și oțelul (catodul) formează o celulă galvanică
- Umiditatea furnizează electrolit
- Aluminiul se corodează în mod preferențial
- Produsele de coroziune se extind, creând tensiuni
- Firele se slăbesc și în cele din urmă cedează
Factori de severitate:
- Expunere la umezeală: Mediile exterioare sau umede accelerează coroziunea
- Împerecherea metalelor disimilare: Oțelul inoxidabil este mai puțin problematic decât oțelul carbon
- Lipsa de protecție: Lipsa unui material de etanșare sau antisezis permite pătrunderea umezelii
Prevenire:
- Utilizați compuși antigripare cu inhibitori de coroziune
- Aplicați etanșanți pentru filete care exclud umiditatea
- Luați în considerare fitingurile din oțel inoxidabil în loc de oțel carbon
- Utilizați bariere dielectrice în medii severe
Cum se calculează valorile cuplului de siguranță pentru porturile din aluminiu?
Specificațiile de cuplu adecvate previn majoritatea defecțiunilor filetelor. 📐
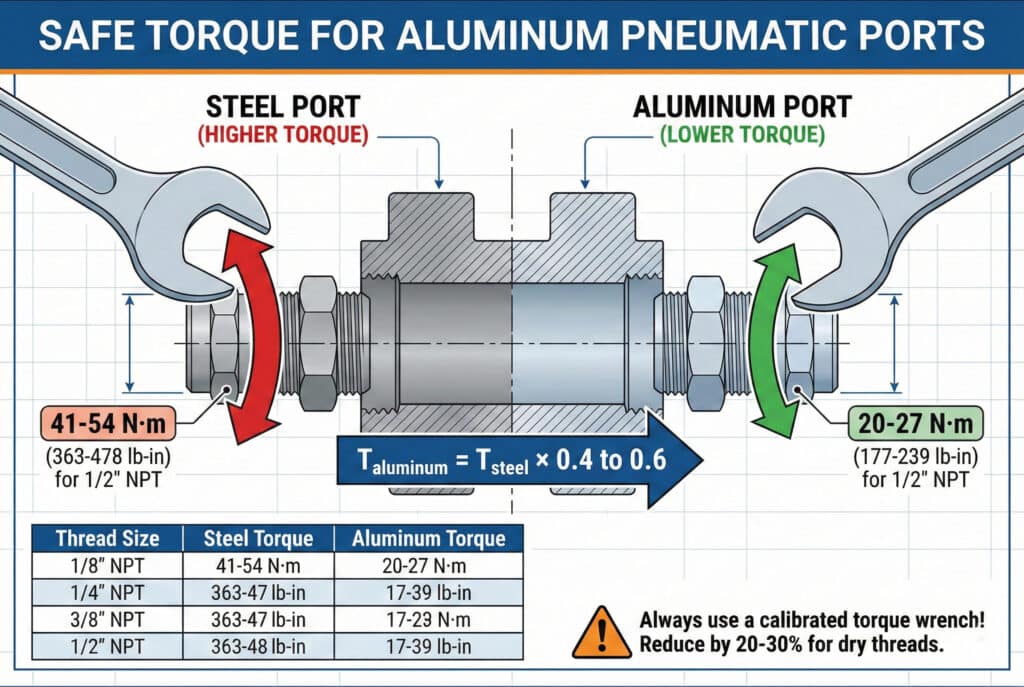
Cuplul de siguranță pentru orificiile din aluminiu se calculează folosind formula: T_aluminiu = T_Oțel × 0,4 până la 0,6, unde factorul de reducere ține cont de rezistența mai scăzută la forfecare a aluminiului și de coeficientul de frecare mai mare. Pentru racordurile pneumatice obișnuite, aceasta se traduce prin: 1/8″ NPT = 3-5 N-m (27-44 lb-in), 1/4″ NPT = 7-10 N-m (62-88 lb-in), 3/8″ NPT = 12-17 N-m (106-150 lb-in) și 1/2″ NPT = 20-27 N-m (177-239 lb-in). Aceste valori presupun filete curate cu etanșant adecvat pentru filete; filetele uscate sau contaminate necesită reducerea 20-30%. Utilizați întotdeauna o cheie dinamometrică calibrată și aplicați cuplul în creșteri treptate mai degrabă decât printr-o singură tragere.
Calcularea cuplului teoretic
Înțelegerea bazei tehnice pentru specificațiile de cuplu:
Ecuația de bază a cuplului:
Unde:
- = cuplu
- = coeficient de frecare (0,15-0,25 pentru filete lubrifiate)
- = diametrul nominal
- = forță de strângere
Limita rezistenței la forfecare a filetului:
Unde:
- = rezistența la forfecare a aluminiului (~207 MPa pentru 6061-T6)
- = zona de angajare a firului
Aplicație practică:
Pentru aluminiu, limitați forța de strângere la 60-70% din maximul teoretic pentru a asigura o marjă de siguranță pentru:
- Variații de instalare
- Imperfecțiuni ale firului
- Tensiuni operaționale
- Considerații privind oboseala
Specificații de cuplu recomandate
Valori practice ale cuplului pentru fitingurile pneumatice uzuale:
| Dimensiunea filetului | Oțel Port Moment de torsiune | Aluminum Port Torque | Factor de reducere |
|---|---|---|---|
| 1/8″ NPT | 7-10 N-m (62-88 lb-in) | 3-5 N-m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N-m (124-168 lb-in) | 7-10 N-m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N-m (221-301 lb-in) | 12-17 N-m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N-m (363-478 lb-in) | 20-27 N-m (177-239 lb-in) | 0.49-0.50 |
| M5 (metric) | 3-4 N-m (27-35 lb-in) | 1,5-2 N-m (13-18 lb-in) | 0.50 |
| M10 (metric) | 15-20 N-m (133-177 lb-in) | 7-10 N-m (62-88 lb-in) | 0.47-0.50 |
Note importante:
- Valorile presupun utilizarea unui agent de etanșare a filetului sau a unui antisezis
- Firele uscate necesită un cuplu mai mic 20-30%
- Filetele deteriorate sau uzate necesită un cuplu mai mic 30-40%
- La prima instalare se poate utiliza intervalul superior; la instalări repetate se utilizează intervalul inferior
Selectarea și utilizarea cheilor dinamometrice
Uneltele adecvate sunt esențiale pentru rezultate constante:
Tipuri de chei dinamometrice:
- Tipul fasciculului: Simplu, fiabil, nu necesită calibrare, dar necesită vizualizare directă
- Tip clic: Semnal audibil/tactil la cuplul țintă, cel mai frecvent, necesită calibrare periodică
- Digital: Precizie, înregistrează date, scump, necesită baterii și calibrare
- Preset: Setat la un cuplu specific, previne strângerea excesivă, ideal pentru mediile de producție
Tehnică adecvată:
- Selectați cheia cu cuplul țintă la mijlocul 20-80% intervalului pentru cea mai bună precizie
- Aplicați forța ușor și constant, nu prin smucituri
- Trageți perpendicular pe mânerul cheii
- Opriți-vă imediat când obiectivul este atins (nu “săriți” pe tipul de clic)
- Permiteți resetarea cheii între aplicații
Unitatea farmaceutică a Angelei a investit $800 în chei dinamometrice prestabilite pentru cele mai comune dimensiuni de fiting. Investiția s-a amortizat în 6 săptămâni prin eliminarea filetelor dezizolate.
Factori de ajustare
Modificați cuplul de bază pentru condiții specifice:
Reglarea stării firului:
- Filete noi, curate: Utilizați cuplul specificat
- Instalat anterior (de 2-5 ori): Reduceți cu 10-15%
- Instalat anterior (de peste 5 ori): Reduceți cu 20-30% sau instalați inserția filetului
- Deteriorarea vizibilă a firelor: Reduceți cu 30-40% sau reparați firele
Reglarea agentului de etanșare/lubrifiantului:
- Bandă PTFE: Utilizați cuplul specificat
- Etanșant lichid pentru filet: Utilizați cuplul specificat
- Compus antigripare: Reduceți cu 10-15% (frecare redusă)
- Fire uscate: Reduceți cu 20-30% (frecare mai mare, risc de frecare)
Ajustări de mediu:
- Temperatura camerei (20°C): Utilizați cuplul specificat
- Temperatură ridicată (60-80°C): Reduceți cu 10-15%
- Temperatură foarte ridicată (>80°C): Reduceți cu 20-25% și luați în considerare inserțiile filetate
Secvența cuplului pentru mai multe porturi
Atunci când instalați mai multe fitinguri, ordinea corectă este importantă:
Secvență de bune practici:
- Instalați toate fitingurile strânse cu degetele
- Cuplu fiecare la 30% de țintă în succesiune
- Cuplu fiecare la 60% de țintă în succesiune
- Cuplu fiecare la 100% de țintă în secvență
- Verificați cuplul final pe fiecare după ce toate sunt finalizate
Această abordare treptată, secvențială distribuie uniform stresul și previne deformarea.
Care sunt cele mai bune practici pentru a preveni deteriorarea firelor?
Strategiile cuprinzătoare de prevenire elimină majoritatea eșecurilor filetului. 🛡️
Prevenirea deteriorării filetelor necesită o abordare pe mai multe niveluri: utilizați chei dinamometrice calibrate cu specificații specifice aluminiului (40-60% față de valorile oțelului), aplicați întotdeauna etanșant pentru filete sau antiseizant pentru a reduce frecarea și a preveni deformarea, porniți toate filetele manual pentru a asigura alinierea corectă înainte de a aplica uneltele, instalați inserții filetate (spirale sau similare) în orificiile frecvent întreținute, inspectați filetele înainte de fiecare instalare pentru deteriorare sau contaminare, instruiți toți tehnicienii cu privire la procedurile specifice aluminiului și proiectați sistemele pentru a minimiza frecvența întreținerii orificiilor. La Bepto Pneumatics, cilindrii noștri fără tijă pot fi furnizați cu inserții filetate din oțel inoxidabil în orificiile critice, oferind o rezistență echivalentă cu cea a oțelului în corpurile din aluminiu, menținând în același timp avantajele de greutate.

Soluții de inserție a filetului
Inserțiile din oțel oferă o îmbunătățire permanentă a rezistenței:
Inserții de tip elicoil:
- Inserție de sârmă înfășurată instalată în orificiu filetat supradimensionat
- Oferă filete rezistente la oțel în aluminiu
- Poate fi instalat în fire noi sau deteriorate
- Cost: $2-8 per inserție plus manopera de instalare
Inserții solide pentru bucșe:
- Bucșă filetată din oțel presată sau filetată în aluminiu
- Rezistență mai mare decât spiralele elicoidale
- Instalare mai complexă
- Cel mai bun pentru producția nouă, dificil de modernizat
Inserții Time-Sert:
- Inserție solidă pe perete cu funcție de blocare
- Excelent pentru repararea firelor
- Mai scumpe decât spiralele elicoidale ($8-15 per inserție)
- Instalare mai ușoară decât spiralele elicoidale în unele cazuri
Când să folosiți inserții:
- Porturi întreținute de mai mult de 5 ori pe durata de viață a cilindrului
- Aplicații critice în care eșecul este inacceptabil
- Repararea filetelor desprinse
- medii cu vibrații ridicate
- Porturi care trebuie să suporte fitinguri sau supape grele
Unitatea lui Robert a modernizat inserțiile filetate în 25 de orificii frecvent deservite, la un cost de $750 (piese și manoperă). În următorii 2 ani, acest lucru a prevenit o valoare estimată de $15.000 în cilindri deteriorați - o rentabilitate a investiției de 20:1.
Selecție de etanșare a filetului și antigripare
Lubrifianții adecvați previn înțepenirea și asigură un cuplu adecvat:
| Tip produs | Avantaje | Dezavantaje | Cele mai bune aplicații |
|---|---|---|---|
| Bandă PTFE | Necostisitoare, curate, ușor de aplicat | Poate sfărâma și contamina, lubrifiere limitată | Destinație generală, frecvență de serviciu redusă |
| Etanșant lichid pentru filete (anaerob) | Etanșare excelentă, previne slăbirea | Dificil de dezasamblat, timp de întărire necesar | Instalații permanente, medii cu vibrații |
| Pastă antiaderentă | Prevenire excelentă a alunecării, dezasamblare ușoară | Murdar, poate contamina sistemul | Porturi frecvent deservite, medii corozive |
| Etanșare filet cu PTFE | Etanșare bună plus lubrifiere | Mai scumpe | Instalații de înaltă calitate, porturi din aluminiu |
Cele mai bune practici de aplicare:
- Aplicați materialul de etanșare numai pe filetele masculine (îl menține în afara sistemului)
- Utilizați 2-3 înfășurări de bandă PTFE, începând cu 2 fire de la capăt
- Aplicați etanșanți lichizi cu moderație - excesul contaminează sistemul
- Asigurați-vă că antiadezivul nu conține cupru (poate provoca coroziune galvanică cu aluminiul)
Standarde privind procedura de instalare
Procedurile standardizate asigură rezultate consecvente:
Protocol de instalare pas cu pas:
Pregătire:
- Inspectați filetele pentru a depista deteriorări, contaminare sau coroziune
- Curățați filetele cu solvent, dacă este necesar
- Verificați tipul și dimensiunea corectă a racordului
- Selectați specificațiile de cuplu adecvate
Aplicarea etanșantului:
- Aplicați materialul de etanșare ales la filetele masculine
- Asigurați o acoperire uniformă fără exces
- A se acorda timp de întărire dacă se utilizează etanșanți anaerobi
Filetarea inițială:
- Începeți firele cu mâna, niciodată cu unelte
- Asigurați alinierea perpendiculară
- Firul trebuie să avanseze ușor, cu o rezistență minimă
- Dacă se simte rezistență, dați înapoi și reporniți
Aplicarea cuplului:
- Selectați o cheie dinamometrică calibrată
- Aplicați cuplul treptat în 2-3 pași
- Cuplu final conform specificațiilor
- Nu depășiți valoarea specificată
Verificare:
- Inspectați vizual pentru a verifica dacă este bine așezat
- Verificați dacă există scurgeri în timpul presurizării inițiale
- Documentați instalarea (cuplul utilizat, data, tehnicianul)
Formare și documentație
Factorii umani sunt esențiali pentru prevenire:
Cerințe de formare a tehnicienilor:
- Înțelegerea proprietăților și limitelor aluminiului
- Selectarea și utilizarea corectă a cheilor dinamometrice
- Recunoașterea filetării încrucișate și a deteriorării filetului
- Selectarea și aplicarea etanșantului
- Rezolvarea problemelor de scurgere fără strângere excesivă
Sisteme de documentare:
- Tabele cu specificațiile de cuplu afișate la locurile de muncă
- Jurnale de service care înregistrează datele de instalare și valorile cuplului
- Urmărirea ciclurilor de service în porturile critice
- Raportarea defecțiunilor și analiza cauzelor profunde
Măsuri de control al calității:
- Calibrarea periodică a cheii dinamometrice (cel puțin o dată pe an)
- Supravegherea verificărilor la fața locului ale instalațiilor
- Revizuirea tendințelor de eșec
- Îmbunătățirea continuă pe baza datelor din teren
Considerații de proiectare pentru sistemele noi
Preveniți problemele prin proiectare atentă:
Locația și accesibilitatea portului:
- Poziționați orificiile pentru instalarea directă a fitingului
- Evitați locațiile care necesită acces înclinat sau dificil
- Asigurați spațiu liber pentru utilizarea cheii dinamometrice
- Luați în considerare capacitatea de funcționare în timpul fazei de proiectare
Selecția de montaj:
- Utilizați fitinguri "push-to-connect" acolo unde este cazul (nu este necesară filetarea)
- Selectați fitinguri cu lungimea filetului corespunzătoare adâncimii orificiului
- Evitați fitingurile supradimensionate care necesită un cuplu ridicat
- Luați în considerare cuplajele cu deconectare rapidă pentru racordurile care fac obiectul unei întrețineri frecvente
Proiectarea sistemului:
- Minimizarea numărului de porturi care necesită servicii regulate
- Consolidarea conexiunilor la colectori mai degrabă decât la orificiile individuale ale cilindrilor
- Utilizați montajul la distanță pentru presostate și manometre
- Proiectare pentru filosofia “instalare o singură dată”, acolo unde este posibil
La Bepto Pneumatics, colaborăm cu clienții în timpul fazei de proiectare pentru a optimiza configurațiile orificiilor, pentru a recomanda inserții filetate adecvate pentru aplicațiile cu utilizare intensă și pentru a furniza specificații detaliate de instalare. Cilindrii noștri fără tijă pot fi personalizați cu orificii consolidate sau inserții filetate în funcție de cerințele aplicației.
Opțiuni de reparare a filetelor desprinse
Atunci când prevenirea eșuează, există mai multe opțiuni de reparare:
Instalarea inserției filetate (preferată):
- Perforarea filetelor deteriorate la dimensiuni mai mari
- Robinet pentru dimensiunea inserției
- Instalați helicoilul sau inserția Time-Sert
- Oferă o rezistență ca nouă sau mai bună
- Cost: $50-150 în funcție de dimensiune și manoperă
Montaj supradimensionat:
- Atingeți la dimensiunea următoare mai mare
- Instalați un racord supradimensionat
- Simplu, dar limitează opțiunile viitoare
- Poate să nu fie posibil din cauza grosimii peretelui
Reparație epoxidică (temporară):
- Curățați bine filetele
- Aplicați epoxid de blocare a filetului
- Instalați racordul și lăsați să se vindece
- Oferă etanșare temporară, dar rezistență scăzută
- Numai pentru aplicații cu presiune scăzută, necritice
Dop de reparație sudat:
- Utilați zona deteriorată
- Dop filetat cu sudură
- Re-mașină port
- Scumpă, dar asigură o reparație permanentă
- Necesită sudură calificată a aluminiului
Înlocuire:
- Uneori, cea mai rentabilă opțiune
- În special pentru cilindri cu costuri reduse sau deteriorări majore
- Oportunitatea de a trece la un design mai bun
Concluzie
Înțelegerea mecanicii de desprindere a filetului în orificiile cilindrilor din aluminiu - și implementarea specificațiilor de cuplu adecvate, a procedurilor de instalare și a măsurilor preventive - elimină una dintre cele mai frecvente și frustrante defecțiuni ale sistemului pneumatic. 💪
Întrebări frecvente despre dezizolarea filetului de aluminiu
Î: Pot folosi aceleași specificații de cuplu pentru aluminiu ca și pentru cilindrii din oțel?
Categoric nu - aceasta este cea mai frecventă cauză a deșurubării filetelor din aluminiu. Porturile din aluminiu necesită 40-60% din cuplul utilizat pentru filetele echivalente din oțel din cauza rezistenței la forfecare semnificativ mai mică a aluminiului (207 MPa față de 380-450 MPa pentru oțel). De exemplu, un racord 1/4″ NPT care necesită 14-19 N-m în oțel ar trebui să primească doar 7-10 N-m în aluminiu. Consultați întotdeauna diagramele de cuplu specifice aluminiului și utilizați o cheie dinamometrică calibrată. La Bepto Pneumatics, furnizăm specificații de cuplu detaliate cu fiecare cilindru pentru a preveni această greșeală frecventă.
Î: De câte ori pot instala și scoate în siguranță fitingurile din porturile din aluminiu?
Orificiile standard din aluminiu pot suporta de obicei 5-10 cicluri de instalare înainte ca deteriorarea filetului să devină semnificativă, deși acest lucru variază în funcție de precizia cuplului, starea filetului și utilizarea agentului de etanșare. Peste 5 cicluri, riscul crește substanțial. Pentru porturile care necesită service frecvent, instalați inserții de filet (helicoiluri sau Time-Serts) în timpul instalării inițiale sau după 3-5 cicluri - acest lucru asigură o durată de viață nelimitată cu o rezistență echivalentă oțelului. Costul $5-10 al unei inserții este trivial în comparație cu înlocuirea unui cilindru deteriorat.
Î: Care este cel mai bun mod de a repara filetele dezizolate într-un port cilindru din aluminiu?
Instalarea filetului inserat (helicoil sau Time-Sert) este metoda preferată de reparare, oferind o rezistență egală sau mai mare decât a filetelor originale. Procesul implică găurirea filetelor deteriorate, filetarea la o dimensiune mai mare pentru inserție și instalarea inserției din oțel spiralat. Această reparație costă $50-150 în funcție de dimensiune și de manoperă, dar restabilește funcționalitatea completă. Evitați reparațiile temporare precum epoxidul, cu excepția cazului în care este vorba despre o aplicație necritică, cu presiune scăzută. În cazul deteriorărilor extinse sau al cilindrilor cu pereți subțiri în care inserțiile nu sunt fezabile, înlocuirea poate fi mai rentabilă decât repararea.
Î: De ce fitingurile mele continuă să se slăbească chiar dacă le cuplez corect?
Slăbirea fitingului în ciuda cuplului adecvat rezultă de obicei din vibrații, cicluri termice sau blocarea inadecvată a filetului. Soluțiile includ: aplicarea unui agent anaerob de etanșare a filetelor (Loctite 567 sau similar) care previne slăbirea, menținând în același timp etanșeitatea, utilizarea unor dispozitive mecanice de blocare, cum ar fi piulițele de blocare sau sârma de blocare pentru conexiunile critice, tratarea vibrațiilor excesive ale sistemului la sursă și asigurarea unui cuplu adecvat - un cuplu insuficient este la fel de problematic ca un cuplu excesiv. De asemenea, verificați dacă folosiți specificația corectă a cuplului; unii tehnicieni folosesc valori prea mici de teama decapării, ceea ce, în mod paradoxal, cauzează slăbirea și deteriorarea prin frecare.
Î: Există alternative la orificiile filetate care elimină riscul de decapare?
Da, există mai multe alternative pentru aplicațiile în care îndepărtarea filetului este o problemă recurentă. Fitingurile push-to-connect elimină complet filetarea și sunt ideale pentru conexiunile schimbate frecvent, deși sunt limitate la dimensiuni mai mici și presiuni mai mici. Fitingurile sudate sau brazate asigură conexiuni permanente, fără riscul desprinderii filetului. Cuplajele cu deconectare rapidă permit conectarea/deconectarea fără unelte. Montarea pe colector consolidează conexiunile multiple departe de corpul cilindrului. Pentru proiectele noi, luați în considerare aceste alternative; pentru echipamentele existente, inserțiile filetate oferă cea mai bună soluție de modernizare. La Bepto Pneumatics, putem personaliza cilindrii fără tijă cu metode alternative de conectare în funcție de nevoile specifice ale aplicației dumneavoastră.
-
Explorați datele tehnice privind proprietățile de rezistență la forfecare ale aliajelor de aluminiu comparativ cu oțelul carbon. ↩
-
Aflați despre modulul de elasticitate și modul în care acesta afectează rigiditatea aluminiului în aplicațiile mecanice. ↩
-
Înțelegerea mecanicii de frecare și a modului în care aceasta duce la deteriorarea suprafeței conexiunilor filetate. ↩
-
Examinați un grafic comparativ pentru coeficienții de dilatare termică între diferite metale industriale. ↩
-
Studiați seria galvanică pentru a înțelege cum interacționează metalele diferite în medii corozive. ↩
