

Uvod
Ste se kdaj spraševali, zakaj se vaš pnevmatski valj včasih “zatakne”, preden se začne premikati, kar povzroča trganje in napake pri pozicioniranju? Ta nadležen pojav se imenuje mrtva cona in proizvajalcem povzroča tisoče izgubljenih izdelkov in izpadov. Kdo je krivec? Trenje, ki ustvari “mrtvo cono”, v kateri se kontrolni signal spremeni, vendar se nič ne zgodi. 😤
Mrtva cona v pnevmatskih valjih je nelinearna cona, v kateri majhne spremembe vhodnega tlaka povzročijo ničelno izhodno gibanje zaradi statično trenje1 sile. Ta mrtva cona običajno obsega od 5 do 151 TP3T celotnega krmilnega signala in močno vpliva na natančnost pozicioniranja, kar povzroča prekoračitve, nihanja in neenakomerne cikle v avtomatiziranih sistemih. Pravilne tehnike kompenzacije trenja lahko zmanjšajo učinke mrtvega območja za do 80%, kar znatno izboljša zmogljivost sistema.
Delal sem z več sto inženirji, ki se spopadajo prav s tem problemom. Še prejšnji mesec mi je David, nadzornik vzdrževanja v tovarni za polnjenje steklenic v Milwaukeeju, povedal, da je njegova pakirna linija zavrnila 8% izdelkov zaradi neenakomernega položaja valja. Po analizi problema mrtvega pasu in uvedbi ustrezne kompenzacije se je stopnja zavrnjenih izdelkov znižala na manj kot 1%. Naj vam pokažem, kako smo to storili. 💪
Kazalo vsebine
- Kaj povzroča mrtvo območje v pnevmatskih valjih?
- Kako kompenzacija trenja zmanjša učinke mrtvega območja?
- Kakšne so najučinkovitejše strategije kompenzacije mrtvega pasu?
- Kako lahko izmerite in količinsko opredelite mrtvo območje v vašem sistemu?
- Zaključek
- Pogosta vprašanja o mrtvi coni v pnevmatskih valjih
Kaj povzroča mrtvo območje v pnevmatskih valjih?
Razumevanje temeljnih vzrokov mrtvega območja je prvi korak k reševanju težav s pozicioniranjem v pnevmatskih avtomatizacijskih sistemih. 🔍
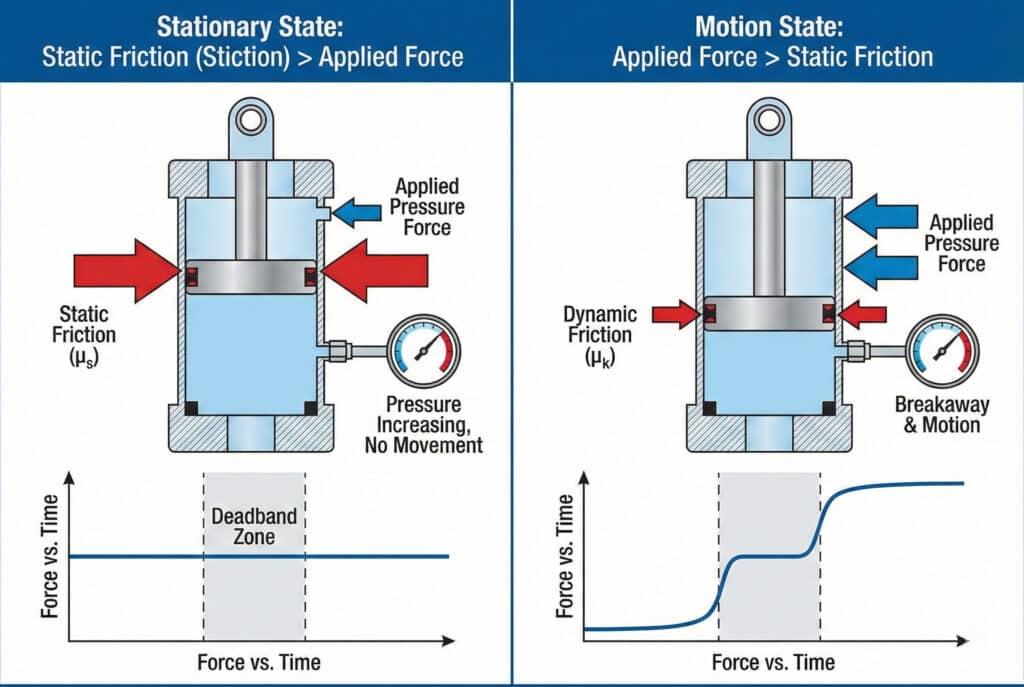
Mrtva cona nastane predvsem zaradi razlike med statičnim trenjem (lepljenjem) in dinamičnim trenjem v tesnilih in ležajih valja. Ko je valj v mirovanju, ga statično trenje drži na mestu, dokler uporabljena sila tlaka ne preseže tega praga, kar ustvari “mrtvo cono”, v kateri krmilni vnosi ne povzročajo gibanja.
Fizika za mrtvim pasom
Pojav mrtvega območja vključuje več medsebojno povezanih dejavnikov:
- Statično in kinetično trenje: Statično trenje (μs) je običajno 20-40% višje od kinetičnega trenja (μk), kar ustvarja prekinitev sile pri hitrosti nič.
- Oblika pečata: O-obročki, U-skodelice in drugi tesnilni elementi se stiskajo ob stene valja, s koeficienti trenja od 0,1 do 0,5, odvisno od materiala.
- Stisljivost zraka: Za razliko od hidravličnih sistemov pnevmatski sistemi uporabljajo stisljiv zrak, ki deluje kot “vzmet”, ki shranjuje energijo med mrtvim območjem.
- Učinek lepljenja in drsenja2: Ko končno pride do odklopa, se shranjena pnevmatična energija nenadoma sprosti, kar povzroči prekoračitev.
Pogosti dejavniki mrtvega pasu
| Dejavnik | Vpliv na mrtvo območje | Tipičen obseg |
|---|---|---|
| Trenje tesnila | Visoka | 40-60% od skupaj |
| Trenje ležaja | Srednja | 20-30% od skupaj |
| Stisljivost zraka | Srednja | 15-25% od skupaj |
| Neusklajenost | Spremenljivka | 5-20% od skupaj |
| Kontaminacija | Spremenljivka | 0–15% od skupaj |
Spominjam se sodelovanja z inženirko Sarah iz farmacevtskega pakirnega obrata v New Jerseyju. Njeni brezstebelni cilindri so imeli mrtvo območje 12%, kar je povzročalo napake pri štetju tablet. Ugotovili smo, da so preveč zategnjeni nosilci povzročali neporavnavo, kar je mrtvo območje povečalo za dodatnih 4%. Po pravilni poravnavi in prehodu na naše brezstebelne cilindre Bepto z nizkim trenjem se je mrtvo območje zmanjšalo na samo 4%. 🎯
Kako kompenzacija trenja zmanjša učinke mrtvega območja?
Kompensiranje trenja je sistematičen pristop k preprečevanju mrtvega območja s pomočjo strategij nadzora in sprememb strojne opreme. ⚙️
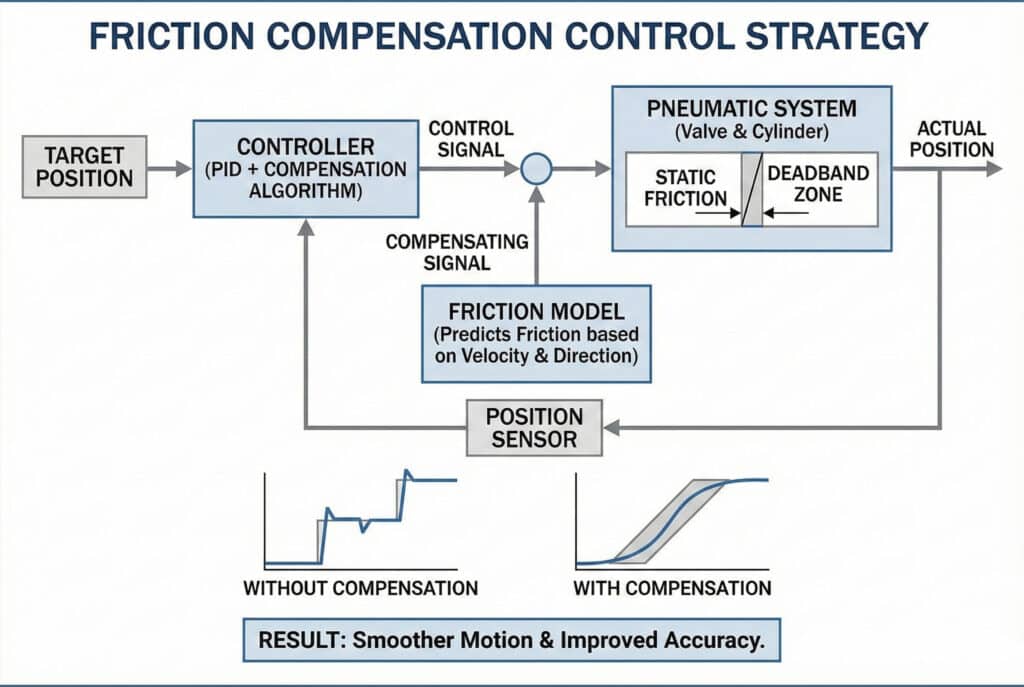
Kompensacija trenja deluje tako, da uporabi dodatno krmilno silo, ki je posebej zasnovana za premagovanje statičnih trenjnih sil med spremembami smeri in gibanji z nizko hitrostjo. Napredni kompenzacijski algoritmi napovedujejo trenjno silo na podlagi hitrosti in smeri, nato pa dodajo kompenzacijski signal, ki “zapolni” mrtvo območje, kar zagotavlja bolj gladko gibanje in večjo natančnost pozicioniranja.
Mehanizmi nadomestila
Obstajajo trije osnovni pristopi k kompenzaciji trenja:
1. Modelsko zasnovano nadomestilo
Ta metoda uporablja matematične modele trenja (kot je Modeli LuGre ali Dahl3) za napovedovanje trenja. Krmilnik izračuna pričakovano trenje na podlagi trenutne hitrosti in položaja, nato pa doda signal za predhodno krmiljenje, da ga izniči.
2. Prilagodljivo nadomestilo
Prilagodljivi algoritmi se sčasoma naučijo značilnosti trenja z opazovanjem delovanja sistema. Nenehno prilagajajo kompenzacijske parametre, da ohranijo optimalno delovanje tudi ob obrabi tesnil ali spremembah temperature.
3. Vnos signala dither
Visokofrekvenčne nihanja z nizko amplitudo (dither) se dodajo krmilnemu signalu, da se valj ohrani v stanju mikro gibanja, kar učinkovito zmanjša statično trenje na raven dinamičnega trenja.
Primerjava učinkovitosti
| Metoda izravnave | Zmanjšanje mrtvega območja | Zahtevnost izvajanja | Vpliv na stroške |
|---|---|---|---|
| Brez nadomestila | 0% (izhodiščna vrednost) | Ni | Nizka |
| Preprost prag | 30-40% | Nizka | Nizka |
| Na modelu temelječ | 60-75% | Srednja | Srednja |
| Prilagodljiv | 70-85% | Visoka | Visoka |
| Strojna oprema + nadzor | 80-90% | Srednja | Srednja |
V podjetju Bepto smo naše valje brez batov opremili s tesnili z nizkim trenjem in natančnimi ležaji, ki v primerjavi s standardnimi OEM valji zmanjšajo mrtvo območje za 40–50%. V kombinaciji z ustrezno kompenzacijo krmiljenja naši kupci dosežejo natančnost pozicioniranja v območju ±0,5 mm. 🚀
Kakšne so najučinkovitejše strategije kompenzacije mrtvega pasu?
Izbira prave strategije nadomestila je odvisna od zahtev vaše aplikacije, proračuna in tehničnih zmogljivosti. 📊
Najbolj učinkovita kompenzacija mrtvega območja združuje optimizacijo strojne opreme (komponente z nizkim trenjem, ustrezno mazanje, natančno poravnavo) s programskimi strategijami (kompenzacija feedforward, opazovalci hitrosti in prilagodljivi algoritmi). Za industrijske aplikacije hibridni pristop, ki uporablja kakovostne valje z nizkim trenjem in preprosto kompenzacijo na podlagi modela, ponavadi zagotavlja najboljše razmerje med ceno in zmogljivostjo, saj doseže 70–80 % zmanjšanje mrtvega območja.

Praktične strategije izvajanja
Rešitve na ravni strojne opreme
- Tesnila z nizkim trenjem: Tesnila na osnovi poliuretana ali PTFE zmanjšajo koeficiente trenja za 30–50%.
- Natančna ležaja: Linearna kroglična ležaja ali drsna ležaja zmanjšujejo trenje stranskega obremenitve.
- Pravilno mazanje: Avtomatski mazalni sistemi ohranjajo konstantne značilnosti trenja.
- Kakovostne komponente: Premium cilindri, kot so naši cilindri brez palice Bepto, so izdelani v skladu s strožjimi tolerancami.
Rešitve na ravni programske opreme
- Predhodno kompenzacija: Dodaj fiksni odmik med spremembami smeri
- Nadomestilo na podlagi hitrosti: Kompensacija merila s predpisano hitrostjo
- Povratna informacija o tlaku: Uporabite senzorje tlaka za zaznavanje in kompenzacijo trenja v realnem času.
- Učenje algoritmov: Usposabljanje nevronskih mrež za napovedovanje vzorcev trenja
Zgodba o uspehu v resničnem svetu
Naj vam predstavim primer iz lanskega leta. Michael, inženir za krmiljenje pri proizvajalcu avtomobilskih delov v Ohiu, se je spopadal s težavami pri uporabi brezstebrnih cilindrov v aplikaciji za pobiranje in nameščanje. Njegove napake pri pozicioniranju so povzročale 5% stopnjo izmetov, kar je njegovo podjetje stalo več kot $30.000 mesečno. 💰
Analizirali smo njegov sistem in ugotovili:
- Originalni OEM cilindri so imeli mrtvo območje 14%.
- V njegovem PLC programu ni kompenzacije trenja.
- Neskladje je dodalo še eno napako pri pozicioniranju 3%.
Naša rešitev:
- Zamenjano z Bepto cilindri z nizkim trenjem brez palice (vgrajen mrtvi pas 6%)
- Izvajana preprosta kompenzacija napajanja na podlagi hitrosti
- Pravilno poravnani nosilci
Rezultati: Natančnost pozicioniranja se je izboljšala z ±2,5 mm na ±0,3 mm, stopnja odpadkov se je znižala na 0,41 TP3T, Michaelov obrat pa je mesečno prihranil 1 TP4T28.000, hkrati pa skrajšal čas cikla za 121 TP3T. Naložbo je uspel upravičiti v samo 6 tednih. 🎉
Kako lahko izmerite in količinsko opredelite mrtvo območje v vašem sistemu?
Natančno merjenje je bistveno za diagnosticiranje problemov in potrjevanje učinkovitosti kompenzacije. 🔬
Mrtvi pas se meri s počasnim povečevanjem krmilnega signala ob spremljanju dejanskega položaja valja. Narišite vhodni signal v odnosu do izhodnega položaja, da ustvarite histerezna zanka4—širina te zanke pri hitrosti nič predstavlja odstotek mrtvega območja. Pri profesionalnih meritvah se uporabljajo linearni kodirniki ali laserski senzorji premika z ločljivostjo 0,01 mm, ki beležijo podatke s frekvenco vzorčenja 100+ Hz, da se zajame celotna krivulja značilnosti trenja.
Protokol merjenja korak za korakom
Nastavitev opreme:
– Namestite natančen senzor položaja (kodirnik, LVDT5, ali laser)
– Povezava s sistemom za pridobivanje podatkov (minimalna frekvenca vzorčenja 100 Hz)
– Preverite, ali je jeklenka ustrezno ogreta (izvedite več kot 20 ciklov).Zbiranje podatkov:
– Ukaz za počasen trikotni val (0,1–1 Hz)
– Snemajte vhodni signal in izhodno pozicijo.
– Ponovite 3–5 ciklov, da zagotovite doslednost.
– Po potrebi preizkusite pri različnih obremenitvah.Analiza:
– Vnos proti izhodu (histerezna krivulja)
– Izmerite največjo širino pri prehodu skozi ničlo.
– Izračunajte mrtvo območje kot odstotek celotnega hod
– Primerjajte z osnovnimi specifikacijami
Diagnostični kontrolni seznam
| Simptom | Verjeten vzrok | Priporočeni ukrepi |
|---|---|---|
| Mrtva cona > 15% | Prekomerno trenje tesnila | Zamenjajte tesnila ali nadgradite valj |
| Asimetrična mrtva cona | Neusklajenost | Preverite pritrditev in poravnavo |
| Sčasoma se povečuje mrtva cona | Obraba ali onesnaženje | Preglejte tesnila, dodajte filtriranje |
| Temperatura odvisna mrtva cona | Težave z mazanjem | Izboljšajte sistem mazanja |
| Odvisna mrtva cona od obremenitve | Neustrezna velikost jeklenke | Povečajte valj ali zmanjšajte obremenitev |
Prednosti testiranja Bepto
V našem obratu testiramo vsako serijo cilindrov brez batov na računalniško podprtih preskusnih napravah, ki merijo mrtvo območje, silo odklopa in značilnosti trenja v celotnem hodu. Zagotavljamo, da naši cilindri izpolnjujejo specifikacije mrtvega območja <6%, in vsaki pošiljki priložimo podatke o preskusih. Zaradi te zagotovljene kakovosti inženirji po Severni Ameriki, Evropi in Aziji zaupajo podjetju Bepto kot svoji prvi izbiri namesto dragih originalnih delov. ✅
Ko se soočate z izpadom zaradi 8-tedenskega zamika pri dobavi OEM-cilindra, vam lahko v 48 urah dostavimo združljiv nadomestni izdelek Bepto – z boljšimi trenjnimi lastnostmi in za 30–40% nižjo ceno. To je prednost Bepto.
Zaključek
Mrtva cona ni nujno sovražnik natančne pnevmatične avtomatizacije. Z razumevanjem njenih vzrokov, izvajanjem pametnih strategij kompenzacije in izbiro kakovostnih komponent, kot so brezstebelni cilindri Bepto, lahko dosežete natančnost pozicioniranja, ki jo zahteva vaša aplikacija, hkrati pa zmanjšate stroške in izpad proizvodnje. 🏆
Pogosta vprašanja o mrtvi coni v pnevmatskih valjih
Kakšna je sprejemljiva mrtva cona za aplikacije natančnega pozicioniranja?
Za natančne aplikacije mora biti mrtva cona manjša od 5% celotnega hod, kar pomeni natančnost pozicioniranja ±0,5 mm ali boljšo pri tipičnih industrijskih cilindrih. Visoko precizne aplikacije, kot je sestavljanje elektronike, lahko zahtevajo mrtvo območje <2%, kar je mogoče doseči s cilindri z nizkim trenjem in naprednimi kompenzacijskimi algoritmi. Standardne industrijske aplikacije običajno dopuščajo mrtvo območje 8–10%.
Ali je mogoče mrtvo območje v pnevmatskih sistemih popolnoma odpraviti?
Popolna odprava je nemogoča zaradi osnovnih fizikalnih zakonitosti trenja, vendar je mogoče mrtvo območje zmanjšati na <2% z optimalno zasnovo strojne opreme in krmiljenja. Praktična meja je okoli 1-2% zaradi stisljivosti zraka, mikro trenja tesnila in ločljivosti senzorja. Hidravlični sistemi lahko dosežejo nižjo mrtvo območje zaradi nestisljivosti tekočine, vendar pnevmatika ponuja prednosti v smislu čistoče, stroškov in preprostosti.
Kako temperatura vpliva na mrtvo območje v pnevmatskih valjih?
Temperaturne spremembe vplivajo na lastnosti tesnilnega materiala in viskoznost maziva, kar lahko poveča mrtvo območje za 20–50% v tipičnih industrijskih temperaturnih območjih (od -10 °C do +60 °C). Nizke temperature otrdijo tesnila in zgostijo maziva, kar poveča statično trenje. Prilagodljivi kompenzacijski algoritmi lahko upoštevajo vplive temperature s prilagajanjem parametrov na podlagi povratnih informacij senzorja temperature.
Zakaj imajo cilindri brez batov pogosto manjšo mrtvo območje kot cilindri z batom?
Brezstebrni cilindri odpravljajo tesnilo stebra, ki je običajno komponent z največjim trenjem v konvencionalnih cilindrih, s čimer se skupno trenje zmanjša za 30–40%. Zunanja zasnova vozička brezstebrnih cilindrov omogoča tudi uporabo natančnih linearnih ležajev, ki dodatno zmanjšujejo trenje. Zato smo se v podjetju Bepto specializirali za tehnologijo brezstebrnih cilindrov – ta je preprosto najboljša za aplikacije, ki zahtevajo gladko gibanje in natančno pozicioniranje.
Kako pogosto je treba meriti in kompenzirati mrtvo območje?
Prvo merjenje je treba opraviti med zagonom, redna preverjanja pa vsake 6–12 mesecev ali po 1 milijonu ciklov, kar koli nastopi prej. Nenadno povečanje mrtvega območja kaže na obrabo, onesnaženje ali neusklajenost, ki zahteva vzdrževanje. Prilagodljivi kompenzacijski sistemi neprestano spremljajo in prilagajajo, vendar ročno preverjanje zagotavlja, da se prilagodljivi algoritem ni oddaljil od optimalnih nastavitev.
-
Spoznajte osnovne fizikalne lastnosti sile, ki deluje proti začetnemu gibanju vaših pnevmatskih komponent. ↩
-
Raziščite mehanizme, ki povzročajo trzanje, ki nastane, ko se statično trenje prevesi v kinetično trenje. ↩
-
Preglejte podrobne matematične okvire, ki jih uporabljajo inženirji za nadzor, da simulirajo in kompenzirajo dinamiko trenja. ↩
-
Razumite, kako razlagati to grafično predstavitev zamika med vhodnim signalom in odzivom sistema. ↩
-
Odkrijte, kako linearni variabilni diferencialni transformatorji zagotavljajo visoko natančno povratno informacijo o položaju, potrebno za natančne meritve. ↩
