

Du håller på att montera en koppling i aluminiumcylinderns port när du plötsligt känner att skiftnyckeln glider - gängorna har lossnat. 😱 Nu står du inför en skadad cylinder, potentiell stilleståndstid och det svåra beslutet om du ska försöka reparera eller byta ut hela enheten. Gängstrippning i aluminiumportar är ett av de mest frustrerande och förebyggbara felen i pneumatiska system, men det händer dagligen i anläggningar över hela världen, ofta på grund av enkla missförstånd om aluminiums egenskaper och korrekta installationstekniker.
Gängskärning i aluminiumcylinderportar uppstår när skjuvhållfasthet1 av de mjukare aluminiumgängorna överskrids av installationsmomentet eller driftspåfrestningarna, vanligtvis vid 60-80% av det moment som krävs för att skada stålgängor av samma storlek. Aluminiumets lägre skjuvhållfasthet (90-150 MPa jämfört med 400-500 MPa för stål) gör det särskilt känsligt för övermoment, korsgängning och utmattning från upprepade installationscykler. För att förebygga detta krävs användning av korrekta vridmomentspecifikationer (vanligtvis 40-60% av stålvärden), gänganslutningslängd på minst 1,5 gånger bultdiametern, gängtätningsmedel som minskar friktionen och stålgänginsatser för portar som servas ofta.
Jag kommer aldrig att glömma samtalet från Robert, en underhållstekniker på en livsmedelsfabrik i Wisconsin. Han hade precis skadat gängorna på en $2,400 stånglös cylinder när han installerade en enkel tryckmätare – en $15-koppling förstörde en $2,400-komponent eftersom han använde samma vridmoment som han alltid använde på stålcylindrar. När jag kom för att bedöma skadan upptäckte jag att han faktiskt hade skadat gängorna på tre cylindrar den veckan genom att använda “känslan” istället för en momentnyckel. Hans välmenande men okunniga tillvägagångssätt hade kostat företaget över $7 000 i skadad utrustning, utan att räkna med produktionsstoppet.
Innehållsförteckning
- Varför är aluminiumgängor mer känsliga för skador än stål?
- Vilka krafter och förhållanden orsakar gängskador i cylinderportar?
- Hur beräknar man säkra vridmomentvärden för aluminiumportar?
- Vilka är de bästa metoderna för att förhindra skador på gängor?
Varför är aluminiumgängor mer känsliga för skador än stål?
Förståelse för materialegenskaper förklarar aluminiums sårbarhet. 🔬
Aluminiumlegeringar som används i pneumatiska cylindrar (vanligtvis 6061-T6 eller 6063-T5) har en skjuvhållfasthet på 90-150 MPa jämfört med stålets 400-500 MPa, vilket gör aluminiumgängor 3-4 gånger svagare under samma belastningsförhållanden. Dessutom är aluminiumets lägre elasticitetsmodul2 (69 GPa jämfört med 200 GPa för stål) innebär att gängorna deformeras lättare under belastning, och aluminium har en tendens att gall3 (kallsvetsning) med stålfästelement skapar friktion som kan överskrida gängans skjuvhållfasthet under installationen. Gängans ingreppsarea i aluminium måste vara 1,5–2 gånger större än i stål för att uppnå motsvarande hållfasthet, men standardportdjup ger ofta minimalt ingrepp.

Jämförelse av materialegenskaper
De grundläggande skillnaderna mellan aluminium och stål förklarar gängans beteende:
| Fastighet | Aluminium 6061-T6 | Stål (medelhög kolhalt) | Förhållande (Al/stål) |
|---|---|---|---|
| Draghållfasthet | 310 MPa (45 ksi) | 550–650 MPa (80–95 ksi) | 0.48-0.56 |
| Skjuvhållfasthet | 207 MPa (30 ksi) | 380–450 MPa (55–65 ksi) | 0.46-0.55 |
| Elasticitetsmodul | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Hårdhet | 95 HB | 150–200 HB | 0.48-0.63 |
| Värmeutvidgningskoefficient4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Grundläggande fakta om trådens skjuvhållfasthet
Trådbrott uppstår när skjuvspänningen överstiger materialets hållfasthet:
Skjuvspänning i gängor:
Belastningen fördelas över det ingripande gängområdet. För en gängad anslutning:
-
- = nominell diameter
- = gängstigning
- = förlovningens längd
- = antal engagerade trådar
Kritisk insikt:
Eftersom aluminiumets skjuvhållfasthet är ~45% av stålets, behöver en gängad port av aluminium ungefär 2,2 gånger så lång ingreppslängd för att matcha stålets hållfasthet. Standardportdjup ger ofta endast 1,0–1,5 gånger diametern i ingrepp – vilket är otillräckligt för upprepad användning.
Galling och friktionseffekter
Kontakt mellan aluminium och stål skapar unika utmaningar:
Gallingmekanism:
- Aluminium och stål har affinitet för varandra vid kontaktpunkter.
- Högt tryck och glidning orsakar mikrosvetsning (kallsvetsning)
- Svetsade punkter slits bort och skapar ojämna ytor
- Grovhet ökar friktionen och vridmomentkraven
- Ökat vridmoment leder till gängskador
Friktionskoefficientens inverkan:
- Torra aluminium-stålgängor: μ = 0,4–0,6
- Smort aluminium-stål: μ = 0,15-0,25
- Stål-stål (jämförelse): μ = 0,15–0,20
Den högre friktionen i aluminium innebär att en större del av det tillämpade vridmomentet går åt till att övervinna friktionen istället för att skapa klämkraft, vilket ökar risken för övervridning.
Trötthet och upprepad installation
Aluminiumgängor slits snabbare vid upprepad användning:
Cykelberoende nedbrytning:
- Första installation: Gängorna passar, mindre deformation
- 2–5 cykler: Arbetshärdning inträffar, men också mindre skador ackumuleras.
- 5–10 cykler: Synligt slitage på tråden, minskad klämförmåga
- 10+ cykler: Betydande skador, hög risk för avskalning
Jag arbetade med Angela, en underhållschef på en läkemedelsförpackningsanläggning i New Jersey, vars team servade cylinderportar kvartalsvis. Efter två år (åtta installationscykler) gick flera aluminiumportar sönder. Vi implementerade helicoil-insatser i portar med hög belastning, vilket eliminerade problemet helt.
Temperaturpåverkan
Skillnader i värmeutvidgning skapar ytterligare påfrestningar:
Termisk expansionsskillnad:
- Aluminium expanderar dubbelt så snabbt som stål.
- I uppvärmda applikationer (40–80 °C) expanderar aluminiumporten mer än stålbeslaget.
- Kylning skapar ytterligare klämkraft
- Termisk cykling kan lossa eller överbelasta gängor
Temperaturberoende hållfasthet:
- Aluminium förlorar sin hållfasthet vid höga temperaturer.
- Vid 150 °C behåller 6061-T6 endast ~70% av sin hållfasthet vid rumstemperatur.
- Stål behåller sin hållfasthet bättre vid höga temperaturer.
Vilka krafter och förhållanden orsakar gängskador i cylinderportar?
Identifiering av felmekanismer möjliggör riktade förebyggande åtgärder. ⚠️
Gängskador uppstår genom tre huvudsakliga mekanismer: överdrivet vridmoment vid montering (överdrivet vridmoment vid montering, vanligtvis >50% över specifikationen), driftspåfrestningar (vibrationer, tryckpulseringar och termiska cykler som orsakar utmattning) samt felaktig gängning eller felaktig inriktning (felaktig start av gängorna, vilket orsakar lokaliserad spänningskoncentration som leder till fel). Bidragande faktorer inkluderar otillräcklig gängingång (portar som är för grunda för kopplingens storlek), föroreningar (smuts eller skräp som förhindrar korrekt gängingång), galvanisk korrosion5 mellan olika metaller och upprepade installationscykler (kumulativ skada från flera servicehändelser). Den vanligaste orsaken är helt enkelt att man använder vridmomentvärden som är lämpliga för stål på aluminiumkomponenter.
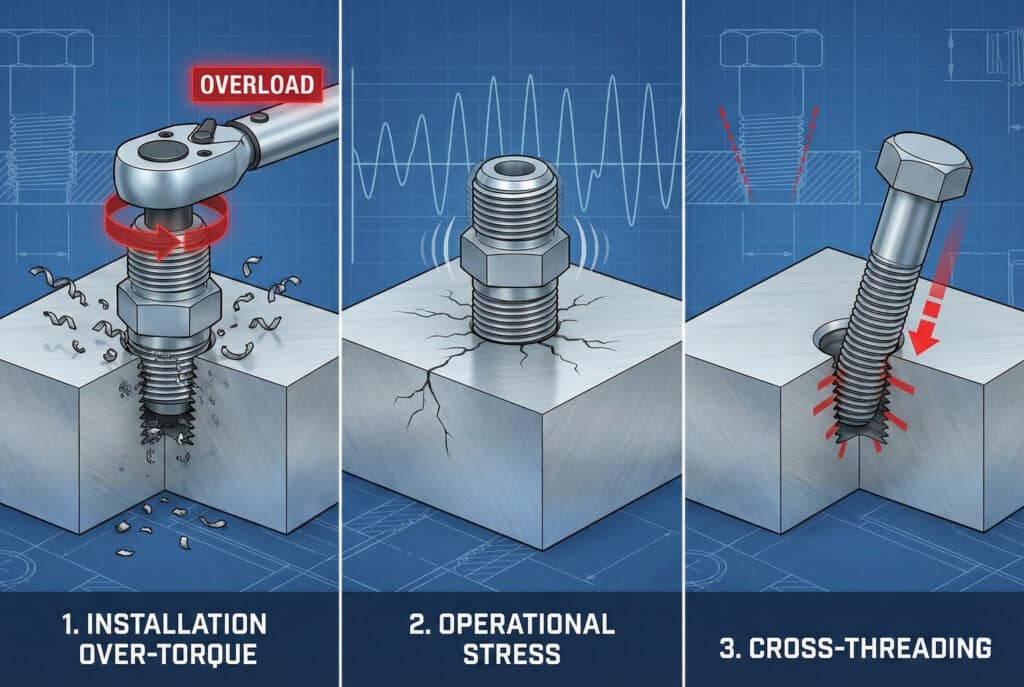
Installation Överdrivet vridmoment
Överdrivet installationsmoment är den främsta orsaken till omedelbart fel:
Förhållandet mellan vridmoment och brott:
För en given gängstorlek finns det ett förutsägbart samband mellan applicerat vridmoment och gängbrott:
- Inre gängor i stål: Vanligtvis strippa vid 150-200% av rekommenderat vridmoment
- Aluminium invändiga gängor: Strip vid 120-150% av rekommenderat vridmoment
- Säkerhetsmarginal: Mycket mindre i aluminium, mindre utrymme för fel
Vanliga scenarier med för högt vridmoment:
- Använda “känsla” istället för momentnyckel: Erfarna tekniker överdrar ofta aluminium med 2-3 gånger.
- Användning av vridmomentspecifikationer för stål: Att applicera stålvärden på aluminium orsakar omedelbar skada.
- Slagnycklar: Omöjligt att kontrollera vridmomentet, överbelastar nästan alltid aluminium
- Försöker stoppa läckor: Överdriven åtdragning när rätt tätningsmedel skulle lösa problemet
Roberts livsmedelsfabrik var skyldig till alla fyra. Efter utbildning och införande av momentnycklar med specifika specifikationer för aluminium gick det 18 månader utan en enda skadad port.
Otillräckligt gängengagemang
Otillräcklig engagemangslängd är en designrelaterad sårbarhet:
Minimikrav för engagemang:
- Stål mot stål: Minsta bultdiameter 1,0x
- Stål till aluminium: 1,5–2,0 gånger bultdiametern rekommenderas
- Portar som servas ofta: 2,0x diameter eller använd gänginsatser
Beräkningsexempel:
För en 1/4″ NPT-koppling (nominell diameter ~13 mm):
- Minsta ingrepp i aluminium: 19,5–26 mm
- Standardportdjup: Ofta endast 12–15 mm
- Resultat: Otillräcklig hållfasthet, hög risk för avskalning
Begränsningar av hamndjup:
Cylinderväggens tjocklek begränsar ofta det uppnåbara portdjupet, särskilt i cylindrar med liten diameter. Det är därför gänginsatser är särskilt värdefulla – de ger full styrka i grunda portar.
Korsgängning och felinriktning
Felaktig start av trådar koncentrerar stress:
Korsgängningsmekanik:
- Monteringen börjar i fel vinkel
- De första trådarna bär hela belastningen
- Lokaliserad spänning överskrider skjuvhållfastheten
- Gängorna slits gradvis i takt med att monteringen fortskrider.
Varningssignaler:
- Ovanligt motstånd vid start av gängor
- Monteringen går inte smidigt
- Plötslig ökning av vridmomentet
- Synlig felinriktning
Förebyggande åtgärder:
- Starta trådar för hand, aldrig med verktyg
- Se till att kopplingen är vinkelrät mot porten.
- Känn efter att kopplingen går smidigt innan du applicerar vridmomentet.
- Använd trådjusteringsverktyg för svåråtkomliga portar
Vibration och utmattningsbelastning
Operativ stress försvagar gradvis gängorna:
Vibrationseffekter:
- Mikrorörelser mellan koppling och port
- Slitage vid gängkontaktpunkter
- Gradvis uppluckring minskar klämkraften
- Minskad klämkraft möjliggör större rörelse, vilket påskyndar slitaget
Tryckpulsering:
- Snabba tryckförändringar skapar cyklisk belastning
- Aluminiumets lägre utmattningshållfasthet gör det sårbart
- Tusentals cykler kan orsaka sprickor
- Sprickor sprider sig tills trådarna går sönder
Trötthetslivsfaktorer:
| Skick | Relativ trötthetslivslängd | Feltillstånd |
|---|---|---|
| Korrekt vridmoment, gänglås | 1,0 (baslinje) | Gradvis slitage efter miljontals cykler |
| Korrekt vridmoment, inget gänglås | 0.3-0.5 | Lösgörande och gnidning |
| Överdrivet vridmoment, gänglås | 0.2-0.4 | Spänningskoncentration, sprickbildning |
| Undervridmoment | 0.1-0.3 | Snabb lossning och nötning |
Korrosion och galvaniska effekter
Kontakt mellan olika metaller orsakar elektrokemisk nedbrytning:
Galvanisk korrosion:
- Aluminium (anod) och stål (katod) bildar en galvanisk cell.
- Fukt ger elektrolyt
- Aluminium korroderar företrädesvis
- Korrosionsprodukter expanderar och skapar spänningar
- Trådarna försvagas och går slutligen sönder
Allvarlighetsfaktorer:
- Fuktpåverkan: Utomhusmiljöer eller fuktiga miljöer påskyndar korrosion.
- Kombination av olika metaller: Rostfritt stål är mindre problematiskt än kolstål
- Bristande skydd: Inget tätningsmedel eller antikärvmedel som hindrar fuktinträngning
Förebyggande åtgärder:
- Använd antikärvmedel med korrosionshämmare.
- Applicera gängätningsmedel som stänger ute fukt.
- Överväg rostfria beslag istället för kolstål
- Använd dielektriska barriärer i tuffa miljöer
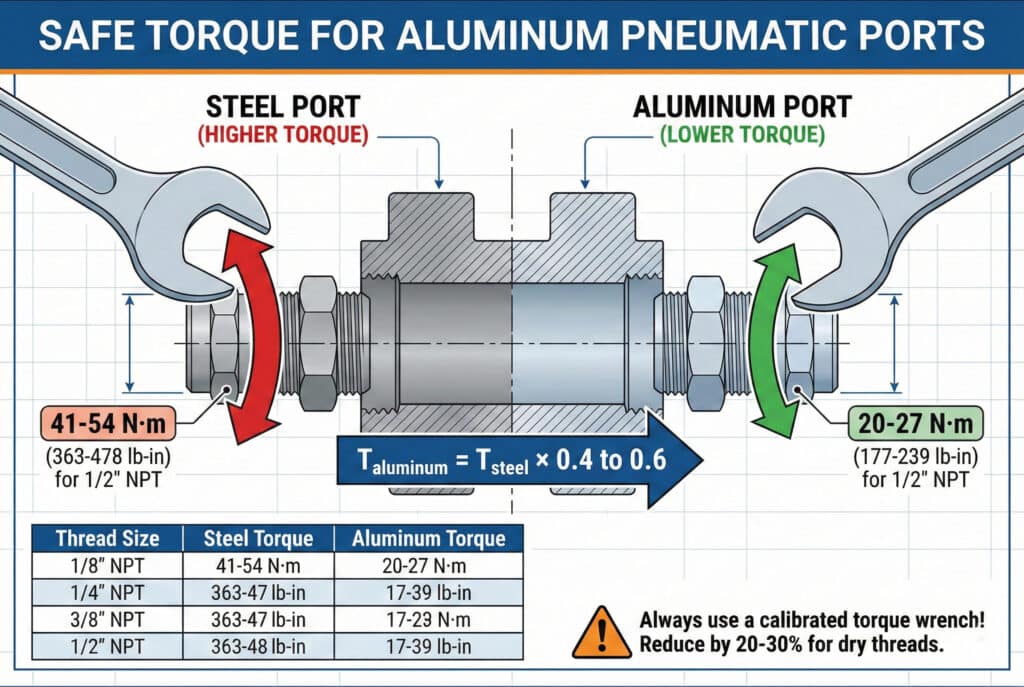
Hur beräknar man säkra vridmomentvärden för aluminiumportar?
Korrekta vridmomentspecifikationer förhindrar majoriteten av gängfel. 📐
Säker vridmoment för aluminiumportar beräknas med formeln: T_aluminium = T_stål × 0,4 till 0,6, där reduktionsfaktorn tar hänsyn till aluminiumets lägre skjuvhållfasthet och högre friktionskoefficient. För vanliga pneumatiska kopplingar innebär detta: 1/8″ NPT = 3–5 N·m (27–44 lb-in), 1/4″ NPT = 7–10 N·m (62–88 lb-in), 3/8″ NPT = 12–17 N·m (106–150 lb-in) och 1/2″ NPT = 20–27 N·m (177–239 lb-in). Dessa värden förutsätter rena gängor med korrekt gängtätningsmedel; torra eller förorenade gängor kräver en reduktion på 20–30%. Använd alltid en kalibrerad momentnyckel och applicera vridmomentet i gradvisa steg istället för i ett enda drag.
Teoretisk beräkning av vridmoment
Förstå den tekniska grunden för vridmomentspecifikationer:
Grundläggande vridmomentekvation:
Var?
- = vridmoment
- = friktionskoefficient (0,15–0,25 för smorda gängor)
- = nominell diameter
- = klämkraft
Trådens skjuvhållfasthetsgräns:
Var?
- = skjuvhållfasthet hos aluminium (~207 MPa för 6061-T6)
- = gängans ingreppsområde
Praktisk tillämpning:
För aluminium ska klämkraften begränsas till 60–70 % av det teoretiska maximumet för att ge säkerhetsmarginal för:
- Installationsvariationer
- Trådfel
- Operativa påfrestningar
- Överväganden kring trötthet
Rekommenderade vridmomentspecifikationer
Praktiska vridmomentvärden för vanliga pneumatiska kopplingar:
| Gängstorlek | Stålportmoment | Aluminiumportmoment | Reduktionsfaktor |
|---|---|---|---|
| 1/8″ NPT | 7–10 N·m (62–88 lb-in) | 3–5 N·m (27–44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14–19 N·m (124–168 lb-in) | 7–10 N·m (62–88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25–34 N·m (221–301 lb-in) | 12–17 N·m (106–150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41–54 N·m (363–478 lb-in) | 20–27 N·m (177–239 lb-in) | 0.49-0.50 |
| M5 (metrisk) | 3–4 N·m (27–35 lb-in) | 1,5–2 N·m (13–18 lb-in) | 0.50 |
| M10 (metrisk) | 15–20 N·m (133–177 lb-in) | 7–10 N·m (62–88 lb-in) | 0.47-0.50 |
Viktiga anmärkningar:
- Värdena förutsätter att gängtejp eller antikärvmedel används.
- Torra gängor kräver 20-30% lägre vridmoment
- Skadade eller slitna gängor kräver 30-40% lägre vridmoment
- Vid första installationen kan det övre intervallet användas; vid upprepade installationer bör det nedre intervallet användas.
Val och användning av momentnyckel
Rätt verktyg är avgörande för jämna resultat:
Typer av momentnycklar:
- Balktyp: Enkel, pålitlig, ingen kalibrering krävs, men kräver direkt betraktande
- Klick-typ: Hörbar/taktil signal vid måldrevsmoment, vanligast, kräver periodisk kalibrering
- Digital: Precis, registrerar data, dyr, kräver batterier och kalibrering
- Förinställning: Inställd på specifikt vridmoment, förhindrar överbelastning, idealisk för produktionsmiljöer
Korrekt teknik:
- Välj en skiftnyckel med ett vridmoment i mitten av intervallet 20-80% för bästa noggrannhet.
- Använd kraften mjukt och jämnt, inte ryckigt.
- Dra vinkelrätt mot skiftnyckelns handtag
- Stanna omedelbart när målet nås (studsa inte vid klick).
- Låt skiftnyckeln återställas mellan användningarna.
Angelas läkemedelsanläggning investerade $800 i förinställda momentnycklar för sina vanligaste kopplingsstorlekar. Investeringen betalade sig på sex veckor genom att eliminera skadade gängor.
Justeringsfaktorer
Ändra basmoment för specifika förhållanden:
Justeringar av trådens skick:
- Nya, rena gängor: Använd angivet vridmoment
- Tidigare installerat (2–5 gånger): Minska med 10–15%
- Tidigare installerad (5+ gånger): Minska med 20-30% eller installera gänginsats
- Synliga trådskador: Minska med 30-40% eller reparera trådarna.
Justeringar av tätningsmedel/smörjmedel:
- PTFE-tejp: Använd angivet vridmoment
- Flytande gängtejp: Använd angivet vridmoment.
- Anti-seize-förening: Minska med 10-15% (lägre friktion)
- Torra gängor: Minska med 20-30% (högre friktion, risk för skavning)
Miljöanpassningar:
- Rumstemperatur (20 °C): Använd angivet vridmoment
- Förhöjd temperatur (60–80 °C): Minska med 10–15%
- Mycket hög temperatur (>80 °C): Minska med 20–25% och överväg gänginsatser.
Vridmomentsekvens för flera portar
När du installerar flera kopplingar är det viktigt att följa rätt ordning:
Bästa praxis-sekvens:
- Montera alla kopplingar med handsnäppning.
- Dra åt var och en till 30% av målet i sekvens
- Dra åt var och en till 60% av målet i sekvens
- Dra åt var och en till 100% av målet i sekvens
- Kontrollera slutligt vridmoment på varje del efter att alla är färdiga.
Denna gradvisa, sekventiella metod fördelar belastningen jämnt och förhindrar deformation.
Vilka är de bästa metoderna för att förhindra skador på gängor?
Omfattande förebyggande strategier eliminerar de flesta gängfel. 🛡️
För att förhindra skador på gängorna krävs en flerstegsstrategi: använd kalibrerade momentnycklar med specifika specifikationer för aluminium (40-60% av stålvärden), använd alltid gängförseglingsmedel eller antikärvmedel för att minska friktionen och förhindra skavning, starta alla gängor för hand för att säkerställa korrekt inriktning innan verktyg används, installera gänginsatser (helicoils eller liknande) i portar som servas ofta, inspektera gängorna före varje installation för att upptäcka skador eller föroreningar, utbilda alla tekniker i aluminium-specifika procedurer och utforma system för att minimera servicen av portarna. Hos Bepto Pneumatics kan våra stavlösa cylindrar levereras med gänginsatser av rostfritt stål i kritiska portar, vilket ger stålmotsvarande hållfasthet i aluminiumkroppar samtidigt som viktfördelarna bibehålls.

Gänginsatslösningar
Stålinsatser ger permanent styrkeförbättring:
Helicoil-insatser:
- Spiralformad trådinsats installerad i överdimensionerat gängat hål
- Ger stålstyrka i aluminiumgängor
- Kan installeras i nya eller skadade gängor
- Kostnad: $2-8 per insats plus installationsarbete
Massiva bussningsinsatser:
- Gängad stålbussning pressad eller gängad i aluminium
- Högre hållfasthet än helicoils
- Mer komplex installation
- Bäst för nyproduktion, svårt att eftermontera
Time-Sert-insatser:
- Solid vägginsats med låsfunktion
- Utmärkt för trådreparationer
- Dyrare än helicoils ($8-15 per insats)
- Enklare installation än helicoils i vissa fall
När ska man använda insatser:
- Portarna servas mer än 5 gånger under cylinderns livslängd
- Kritiska tillämpningar där fel är oacceptabla
- Reparation av skadade gängor
- Miljöer med höga vibrationer
- Portar som måste klara tunga beslag eller ventiler
Roberts anläggning eftermonterade gänginsatser i 25 portar som ofta servas till en kostnad av $750 (delar och arbete). Under de följande två åren förhindrade detta skador på cylindrar till ett uppskattat värde av $15 000 – en avkastning på investeringen på 20:1.
Val av gängförseglingsmedel och antikärvmedel
Rätt smörjmedel förhindrar skavning och säkerställer rätt vridmoment:
| Produkttyp | Fördelar | Nackdelar | Bästa applikationer |
|---|---|---|---|
| PTFE-tejp | Billigt, rent, lätt att applicera | Kan strimla och förorena, begränsad smörjning | Allmänt ändamål, låg servicefrekvens |
| Flytande gängätningsmedel (anaerobt) | Utmärkt tätning, förhindrar lossning | Svårt att demontera, kräver härdningstid | Permanenta installationer, vibrationsmiljöer |
| Anti-seize-pasta | Utmärkt friktionsskydd, enkel demontering | Rörigt, kan förorena systemet | Portar som används ofta, korrosiva miljöer |
| Gängtejp med PTFE | God tätning och smörjning | Dyrare | Högkvalitativa installationer, aluminiumportar |
Bästa praxis för ansökan:
- Applicera tätningsmedel endast på utvändiga gängor (för att hålla det borta från systemet).
- Använd 2-3 varv PTFE-tejp, börja 2 gängor från änden.
- Applicera flytande tätningsmedel sparsamt – överskott förorenar systemet.
- Se till att antikärvmedlet inte innehåller koppar (kan orsaka galvanisk korrosion med aluminium).
Standarder för installationsprocedurer
Standardiserade procedurer säkerställer konsekventa resultat:
Steg-för-steg-installationsprotokoll:
Förberedelse:
- Kontrollera gängorna för skador, föroreningar eller korrosion.
- Rengör gängorna med lösningsmedel om det behövs.
- Kontrollera att monteringsformen och storleken är korrekt.
- Välj lämplig vridmomentspecifikation
Applicering av tätningsmedel:
- Applicera valt tätningsmedel på utvändiga gängor
- Säkerställ jämn täckning utan överflöd
- Låt torka om du använder anaeroba tätningsmedel.
Initial gängning:
- Starta trådar för hand, aldrig med verktyg
- Säkerställ vinkelrät inriktning
- Tråden ska glida smidigt med minimalt motstånd.
- Om motstånd känns, backa ut och starta om
Vridmomentpåläggning:
- Välj kalibrerad momentnyckel
- Applicera vridmomentet gradvis i 2–3 steg.
- Slutligt vridmoment enligt specifikation
- Överskrid inte angivet värde
Verifiering:
- Kontrollera visuellt att den sitter ordentligt.
- Kontrollera om det finns läckor under den initiala trycksättningen.
- Dokumentera installationen (använt vridmoment, datum, tekniker)
Utbildning och dokumentation
Mänskliga faktorer är avgörande för förebyggande åtgärder:
Krav på teknikerutbildning:
- Förståelse för aluminiumets egenskaper och begränsningar
- Val och korrekt användning av momentnyckel
- Identifiering av felaktig gängning och gängskador
- Val och applicering av tätningsmedel
- Felsökning av läckageproblem utan överdrivet åtdragningsmoment
Dokumentationssystem:
- Vridmomentspecifikationer anslagna på arbetsplatserna
- Serviceloggar som registrerar installationsdatum och vridmomentvärden
- Spårning av servicecykler på kritiska portar
- Felrapportering och analys av grundorsaker
Kvalitetskontrollåtgärder:
- Periodisk kalibrering av momentnyckel (minst en gång per år)
- Arbetsledarens stickprovskontroller av installationer
- Granskning av felutvecklingar
- Kontinuerlig förbättring baserad på fältdata
Designöverväganden för nya system
Förebygg problem genom genomtänkt design:
Hamns läge och tillgänglighet:
- Placera portarna för rak montering
- Undvik platser som kräver sned eller svår åtkomst.
- Se till att det finns tillräckligt med utrymme för användning av momentnyckel.
- Beakta användbarheten under designfasen
Val av passform:
- Använd push-to-connect-kopplingar där det är lämpligt (ingen gängning krävs)
- Välj kopplingar med lämplig gänglängd för portdjupet.
- Undvik överdimensionerade kopplingar som kräver högt vridmoment.
- Överväg snabbkopplingar för anslutningar som ofta behöver underhållas.
Systemdesign:
- Minimera antalet portar som kräver regelbunden service
- Konsolidera anslutningar vid fördelare istället för enskilda cylinderportar
- Använd fjärrmontering för tryckomkopplare och mätare
- Designa för “installera en gång”-filosofin där det är möjligt
På Bepto Pneumatics samarbetar vi med kunderna under konstruktionsfasen för att optimera portkonfigurationerna, rekommendera lämpliga gänginsatser för högpresterande applikationer och tillhandahålla detaljerade installationsspecifikationer. Våra stånglösa cylindrar kan anpassas med förstärkta portar eller gänginsatser utifrån applikationskraven.
Reparationsalternativ för skadade gängor
När förebyggande åtgärder misslyckas finns det flera reparationsalternativ:
Gänginsatsinstallation (rekommenderas):
- Borra ut skadade gängor till större storlek
- Tryck för att ange storlek
- Installera helicoil eller Time-Sert-insats
- Ger samma eller bättre styrka som nytt
- Kostnad: $50-150 beroende på storlek och arbete
Överdimensionerad passform:
- Tryck för att gå till nästa större storlek
- Installera överdimensionerad koppling
- Enkelt men begränsar framtida alternativ
- Kanske inte möjligt på grund av väggtjocklek
Epoxireparation (tillfällig):
- Rengör gängorna noggrant
- Applicera gänglåsande epoxi
- Installera beslaget och låt det härda
- Ger tillfällig tätning men låg hållfasthet
- Endast för lågtrycksapplikationer utan kritiska krav
Svetsad reparationsplugg:
- Bearbeta det skadade området
- Svetsa i gängad plugg
- Ombearbeta port
- Dyrt men ger permanent reparation
- Kräver skicklig svetsning av aluminium
Ersättning:
- Ibland det mest kostnadseffektiva alternativet
- Särskilt för lågkostnadscylindrar eller omfattande skador
- Möjlighet att uppgradera till bättre design
Slutsats
Genom att förstå mekaniken bakom gängstrippning i aluminiumcylinderportar - och implementera korrekta momentspecifikationer, installationsförfaranden och förebyggande åtgärder - elimineras ett av de vanligaste och mest frustrerande felen i pneumatiska system. 💪
Vanliga frågor om gängskärning i aluminium
F: Kan jag använda samma vridmomentspecifikationer för aluminium som för stålcylindrar?
Absolut inte – detta är den vanligaste orsaken till skadade aluminiumgängor. Aluminiumportar kräver 40-60% av det vridmoment som används för motsvarande stålgängor på grund av aluminiumets betydligt lägre skjuvhållfasthet (207 MPa jämfört med 380-450 MPa för stål). Till exempel bör en 1/4″ NPT-koppling som kräver 14–19 N·m i stål endast få 7–10 N·m i aluminium. Konsultera alltid vridmomenttabeller specifika för aluminium och använd en kalibrerad momentnyckel. På Bepto Pneumatics tillhandahåller vi detaljerade vridmomentspecifikationer med varje cylinder för att förhindra detta vanliga misstag.
F: Hur många gånger kan jag säkert montera och demontera kopplingar från aluminiumportar?
Standardportar av aluminium klarar vanligtvis 5–10 installationscykler innan gängskadorna blir betydande, men detta varierar beroende på vridmomentets noggrannhet, gängans skick och användningen av tätningsmedel. Efter 5 cykler ökar risken avsevärt. För portar som kräver frekvent service, installera gänginsatser (helicoils eller Time-Serts) under den initiala installationen eller efter 3–5 cykler – detta ger obegränsad livslängd med stålmotsvarande hållfasthet. Kostnaden för en insats är försumbar jämfört med att byta ut en skadad cylinder.
F: Vad är det bästa sättet att reparera skadade gängor i en aluminiumcylinderport?
Installation av gänginsats (helicoil eller Time-Sert) är den föredragna reparationsmetoden, eftersom den ger en hållfasthet som är lika med eller överstiger den ursprungliga gängans. Processen innebär att man borrar ut den skadade gängan, gängar upp till en större storlek för insatsen och installerar den spiralformade stålinsatsen. Denna reparation kostar $50-150 beroende på storlek och arbete, men återställer full funktionalitet. Undvik tillfälliga lösningar som epoxi, såvida det inte är en icke-kritisk applikation med lågt tryck. Vid omfattande skador eller tunnväggiga cylindrar där insatser inte är möjliga kan det vara mer kostnadseffektivt att byta ut än att reparera.
F: Varför lossnar mina kopplingar trots att jag drar åt dem ordentligt?
Att fästena lossnar trots korrekt åtdragningsmoment beror vanligtvis på vibrationer, termiska cykler eller otillräcklig gänglåsning. Lösningar inkluderar: applicering av anaerobt gängtätningsmedel (Loctite 567 eller liknande) som förhindrar lossning samtidigt som tätningsförmågan bibehålls, användning av mekaniska låsanordningar som låsmuttrar eller låstråd för kritiska anslutningar, åtgärdande av överdriven systemvibration vid källan och säkerställande av att åtdragningsmomentet är tillräckligt – för lågt åtdragningsmoment är lika problematiskt som för högt åtdragningsmoment. Kontrollera också att du använder rätt vridmomentspecifikation. Vissa tekniker använder för låga värden av rädsla för att skruven ska skadas, vilket paradoxalt nog orsakar lossning och skador.
F: Finns det alternativ till gängade portar som eliminerar risken för skador?
Ja, det finns flera alternativ för applikationer där gängskador är ett återkommande problem. Push-to-connect-kopplingar eliminerar gängning helt och hållet och är idealiska för anslutningar som byts ofta, även om de är begränsade till mindre storlekar och lägre tryck. Svetsade eller lödda kopplingar ger permanenta anslutningar utan risk för gängskador. Snabbkopplingar möjliggör anslutning/frånkoppling utan verktyg. Manifoldmontering konsoliderar flera anslutningar bort från cylinderkroppen. För nya konstruktioner, överväg dessa alternativ; för befintlig utrustning är gänginsatser den bästa eftermonteringslösningen. På Bepto Pneumatics kan vi anpassa stånglösa cylindrar med alternativa anslutningsmetoder baserat på dina specifika applikationsbehov.
-
Utforska tekniska data om skjuvhållfasthetsegenskaperna hos aluminiumlegeringar jämfört med kolstål. ↩
-
Lär dig mer om elasticitetsmodulen och hur den påverkar aluminiumets styvhet i mekaniska tillämpningar. ↩
-
Förstå mekanismen bakom skavning och hur det leder till ytskador i gängade anslutningar. ↩
-
Granska en jämförelsetabell över värmeutvidgningskoefficienter mellan olika industrimetaller. ↩
-
Studera den galvaniska serien för att förstå hur olika metaller interagerar i korrosiva miljöer. ↩
