

Alüminyum silindir portuna bir bağlantı parçası takarken, aniden anahtarın kaydığını hissedersiniz — dişler aşınmıştır. 😱 Artık hasarlı bir silindir, olası bir arıza süresi ve onarım mı yapmalı yoksa tüm üniteyi mi değiştirmeli gibi zor bir karar ile karşı karşıyasınız. Alüminyum bağlantı noktalarında dişlerin aşınması, pnömatik sistemlerde en sinir bozucu ve önlenebilir arızalardan biridir, ancak dünya çapında tesislerde, genellikle alüminyumun özellikleri ve doğru montaj teknikleri hakkında basit yanlış anlamalardan dolayı her gün yaşanmaktadır.
Alüminyum silindir portlarında diş sıyırma, aşağıdaki durumlarda meydana gelir: kesme mukavemeti1 Daha yumuşak alüminyum dişlerin takma torku veya çalışma gerilimleri, genellikle aynı boyuttaki çelik dişleri sıyırmak için gereken torkun 60-80%'sini aşar. Alüminyumun daha düşük kesme mukavemeti (90-150 MPa'ya karşı çeliğin 400-500 MPa'sı), onu aşırı tork, çapraz diş açma ve tekrarlanan takma döngülerinden kaynaklanan yorgunluğa karşı özellikle savunmasız hale getirir. Bunu önlemek için uygun tork özellikleri (genellikle çeliğin 40-60% değerleri), cıvata çapının en az 1,5 katı diş bağlantı uzunluğu, sürtünmeyi azaltan diş sızdırmazlık maddeleri ve sık bakım yapılan bağlantı noktaları için çelik diş ekleri kullanılmalıdır.
Wisconsin'deki bir gıda işleme tesisinde bakım teknisyeni olarak çalışan Robert'ın telefonunu asla unutmayacağım. Basit bir basınç göstergesi takarken $2,400 çubuksuz silindirin bağlantı dişlerini bozmuştu. $15 bağlantı parçası, $2,400 bileşenini tahrip etmişti çünkü çelik silindirlerde her zaman kullandığı torku kullanmıştı. Hasarı değerlendirmek için oraya gittiğimde, o hafta tork anahtarı yerine “his”ini kullanarak üç silindirin dişlerini bozduğunu gördüm. İyi niyetli ama bilgisiz yaklaşımı, üretim kesintisi hariç, şirketine $7.000'den fazla ekipman hasarı maliyetine mal olmuştu.
İçindekiler
- Alüminyum dişler neden çelikten daha kolay sıyrılır?
- Silindir portlarında diş sıyırmasına neden olan kuvvetler ve koşullar nelerdir?
- Alüminyum bağlantı noktaları için güvenli tork değerlerini nasıl hesaplarsınız?
- Diş hasarını önlemek için en iyi uygulamalar nelerdir?
Alüminyum dişler neden çelikten daha kolay sıyrılır?
Malzeme özelliklerini anlamak, alüminyumun kırılganlığını açıklar. 🔬
Pnömatik silindirlerde kullanılan alüminyum alaşımları (genellikle 6061-T6 veya 6063-T5), çeliğin 400-500 MPa'lık kesme mukavemetine kıyasla 90-150 MPa'lık kesme mukavemetine sahiptir, bu da alüminyum dişlerin aynı yükleme koşulları altında 3-4 kat daha zayıf olmasını sağlar. Ek olarak, alüminyumun daha düşük elastik modül2 (69 GPa, çeliğin 200 GPa'sına karşılık) dişlerin gerilim altında daha kolay deforme olması ve alüminyumun eğilimi anlamına gelir. safra3 (soğuk kaynak) çelik bağlantı elemanları ile montaj sırasında diş kesme mukavemetini aşabilecek sürtünme oluşturur. Eşdeğer mukavemet elde etmek için alüminyumdaki diş bağlantı alanı çeliğin 1,5-2 katı olmalıdır, ancak standart bağlantı noktası derinlikleri genellikle minimum bağlantı sağlar.

Malzeme Özellik Karşılaştırması
Alüminyum ve çelik arasındaki temel farklar, diş davranışını açıklar:
| Mülkiyet | Alüminyum 6061-T6 | Çelik (Orta Karbonlu) | Oran (Al/Çelik) |
|---|---|---|---|
| Çekme mukavemeti | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Kesme mukavemeti | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Elastik modül | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Sertlik | 95 HB | 150-200 HB | 0.48-0.63 |
| Isıl genleşme katsayısı4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Dikiş Kesme Mukavemeti Temelleri
Kesme gerilimi malzeme mukavemetini aştığında diş bozulması meydana gelir:
Dişlerde kesme gerilimi:
Yük, dişli bağlantı alanına dağıtılır. Dişli bağlantı için:
-
- = nominal çap
- = vida aralığı
- = nişan süresi
- = bağlı iş parçacığı sayısı
Kritik içgörü:
Alüminyumun kesme mukavemeti çeliğin ~45%'sine eşit olduğundan, alüminyum dişli bağlantı noktası çeliğin mukavemetine ulaşmak için yaklaşık 2,2 kat daha fazla bağlantı uzunluğuna ihtiyaç duyar. Standart bağlantı noktası derinlikleri genellikle sadece 1,0-1,5 kat çap bağlantısı sağlar ve bu da tekrarlanan kullanım için yetersizdir.
Aşınma ve Sürtünme Etkileri
Alüminyum ile çeliğin temas etmesi benzersiz zorluklar yaratır:
Aşındırma mekanizması:
- Alüminyum ve çelik, temas noktalarında birbirlerine afinite gösterir.
- Yüksek basınç ve kayma, mikro kaynaklanmaya (soğuk kaynak) neden olur.
- Kaynaklı noktalar yırtılır ve pürüzlü yüzeyler oluşturur.
- Pürüzlülük sürtünmeyi ve tork gereksinimlerini artırır.
- Artan tork, dişlerin sıyrılmasına neden olur.
Sürtünme katsayısı etkisi:
- Kuru alüminyum-çelik dişler: μ = 0,4-0,6
- Yağlanmış alüminyum-çelik: μ = 0,15-0,25
- Çelik-çelik (karşılaştırma): μ = 0,15-0,20
Alüminyumdaki daha yüksek sürtünme, uygulanan torkun daha fazla kısmının sıkıştırma kuvveti oluşturmak yerine sürtünmeyi aşmak için harcanması anlamına gelir, bu da aşırı tork uygulamasını daha olası hale getirir.
Yorgunluk ve Tekrarlanan Kurulum
Alüminyum dişler tekrarlı kullanımla daha hızlı aşınır:
Döngüye bağlı bozunma:
- İlk kurulum: Dişler uyumlu, küçük deformasyonlar
- 2-5 döngü: İş sertleşmesi meydana gelir, ancak aynı zamanda küçük hasar birikimi de olur.
- 5-10 döngü: Görünür iplik aşınması, azaltılmış sıkıştırma kabiliyeti
- 10+ döngü: Önemli hasar, yüksek sıyırma riski
New Jersey'deki bir ilaç ambalajlama tesisinde bakım süpervizörü olarak çalışan Angela ile birlikte çalıştım. Angela'nın ekibi, silindir bağlantı noktalarını üç ayda bir bakımdan geçiriyordu. 2 yıl (8 kurulum döngüsü) sonra, birkaç alüminyum bağlantı noktası arızalandı. Yoğun kullanımlı bağlantı noktalarına helicoil ekler uygulayarak sorunu tamamen ortadan kaldırdık.
Sıcaklık Etkileri
Isıl genleşme farklılıkları ek gerilime neden olur:
Termal genleşme uyumsuzluğu:
- Alüminyum çelikten 2 kat daha hızlı genleşir.
- Isıtmalı uygulamalarda (40-80°C), alüminyum bağlantı parçası çelik bağlantı parçasından daha fazla genleşir.
- Soğutma ek sıkıştırma kuvveti oluşturur
- Termal döngü, dişleri gevşetebilir veya aşırı gerilime maruz bırakabilir.
Sıcaklığa bağlı mukavemet:
- Alüminyum, yüksek sıcaklıklarda mukavemetini kaybeder.
- 150 °C'de, 6061-T6 sadece ~70% oda sıcaklığı mukavemetini korur.
- Çelik, yüksek sıcaklıklarda mukavemetini daha iyi korur.
Silindir portlarında diş sıyırmasına neden olan kuvvetler ve koşullar nelerdir?
Arıza mekanizmalarını belirlemek, hedefli önlemeyi mümkün kılar. ⚠️
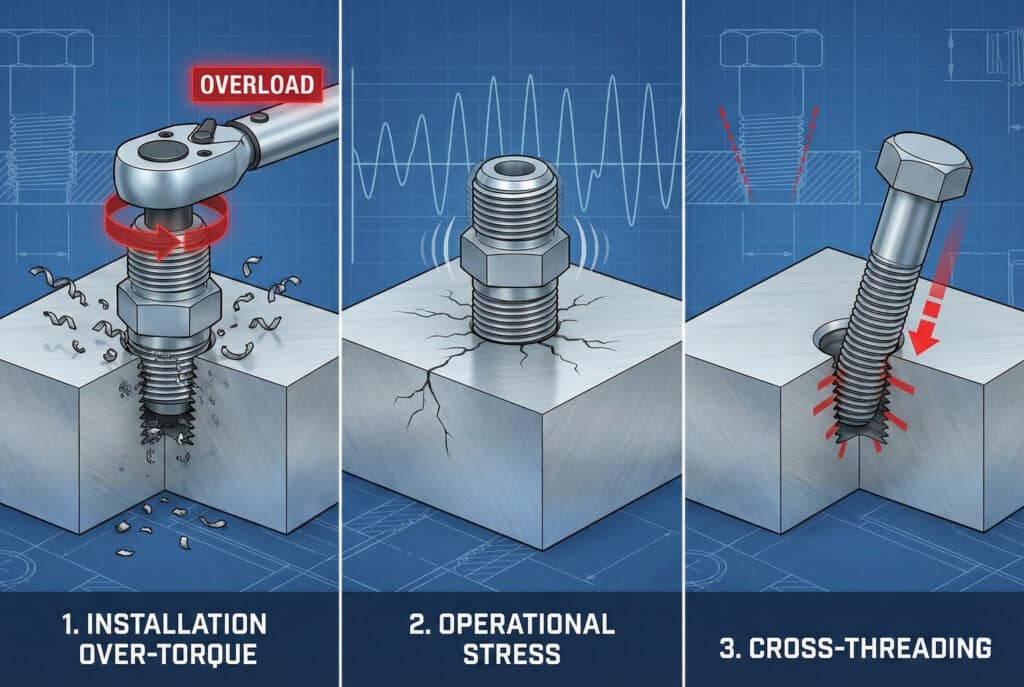
Diş sıyırma üç ana mekanizma yoluyla gerçekleşir: montaj sırasında aşırı tork uygulanması (montaj sırasında aşırı tork uygulanması, genellikle spesifikasyonun >50% üzerinde), çalışma gerilimi (titreşim, basınç dalgalanması ve yorgunluğa neden olan termal döngü) ve çapraz diş açma veya yanlış hizalama (dişlerin yanlış açılması, arızaya neden olan lokalize gerilme yoğunlaşmasına neden olur). Buna katkıda bulunan faktörler arasında yetersiz diş bağlantısı (bağlantı parçası boyutu için çok sığ bağlantı noktaları), kirlenme (uygun diş bağlantısını engelleyen kir veya kalıntılar) sayılabilir., galvanik korozyon5 farklı metaller arasında ve tekrarlanan montaj döngüleri (birden fazla servis olayından kaynaklanan kümülatif hasar). En yaygın neden, alüminyum bileşenlerde çeliğe uygun tork değerlerinin kullanılmasıdır.
Kurulum Aşırı Tork
Aşırı montaj torku, ani arızaların başlıca nedenidir:
Kopma momenti ile kopma arasındaki ilişki:
Belirli bir diş boyutu için, uygulanan tork ile diş arızası arasında öngörülebilir bir ilişki vardır:
- Çelik iç dişler: Genellikle önerilen tork değeri 150-200%'de sıyırın.
- Alüminyum iç dişler: Önerilen tork değeri 120-150%'de sıyırın.
- Güvenlik marjı: Alüminyumda çok daha küçük, hata payı daha az
Yaygın aşırı tork senaryoları:
- Tork anahtarı yerine “his” kullanmak: Deneyimli teknisyenler genellikle alüminyumu 2-3 kat fazla sıkıştırır.
- Çelik tork özelliklerinin kullanılması: Alüminyuma çelik değerleri uygulanması anında hasara neden olur.
- Darbeli anahtarlar: Torku kontrol etmek imkansız, neredeyse her zaman alüminyumu aşırı torkluyor
- Sızıntıları durdurmaya çalışmak: Uygun sızdırmazlık maddesi sorunu çözecekken aşırı sıkma
Robert'ın gıda işleme tesisi bu dört maddenin hepsinden suçluydu. Alüminyuma özel özelliklere sahip tork anahtarları konusunda eğitim verdikten ve bunları uygulamaya koyduktan sonra, 18 ay boyunca tek bir yuva bile aşınmadı.
Dişli Bağlantı Yetersizliği
Yetersiz bağlantı uzunluğu, tasarımla ilgili bir güvenlik açığıdır:
Minimum katılım gereksinimleri:
- Çelikten çeliğe: 1,0x cıvata çapı minimum
- Çelikten alüminyuma: 1,5-2,0x cıvata çapı önerilir
- Sıkça hizmet verilen limanlar: 2,0x çap veya dişli ekler kullanın
Hesaplama örneği:
1/4″ NPT bağlantı parçası (nominal çap ~13 mm) için:
- Alüminyumda minimum tutunma: 19,5-26 mm
- Standart bağlantı noktası derinliği: Genellikle sadece 12-15 mm
- Sonuç: Yetersiz mukavemet, yüksek sıyırma riski
Liman derinliği sınırlamaları:
Silindir duvar kalınlığı, özellikle küçük çaplı silindirlerde, elde edilebilen port derinliğini sınırlar. Bu nedenle dişli ekler özellikle değerlidir; sığ portlarda tam mukavemet sağlarlar.
Çapraz Diş Açma ve Yanlış Hizalama
Yanlış başlangıç noktası stresi yanlış bir şekilde yoğunlaştırır:
Çapraz diş açma mekanizması:
- Montaj yanlış açıyla başlıyor
- İlk birkaç dize tüm yükü taşır
- Yerel gerilme, kesme mukavemetini aşıyor
- Bağlantı ilerledikçe dişler kademeli olarak sıyrılır
Uyarı işaretleri:
- Diş açarken olağandışı direnç
- Montaj sorunsuz ilerlemiyor
- Torkta ani artış
- Görünür hizalama hatası
Önleme:
- İplikleri elle başlatın, asla aletlerle başlatmayın
- Bağlantının bağlantı noktasına dik olduğundan emin olun
- Tork uygulamadan önce yumuşak bir şekilde kenetlendiğini hissedin.
- Erişilmesi zor bağlantı noktaları için vida hizalama araçlarını kullanın
Titreşim ve Yorulma Yüklemesi
Operasyonel stresler iplikleri yavaş yavaş zayıflatır:
Titreşim etkileri:
- Takma ve bağlantı noktası arasındaki mikro hareketler
- Diş temas noktalarında aşınma
- Kademeli gevşetme, sıkıştırma kuvvetini azaltır
- Azaltılmış sıkıştırma daha fazla hareket imkanı sağlar ve aşınmayı hızlandırır
Basınç dalgalanması:
- Hızlı basınç değişiklikleri döngüsel yükleme yaratır
- Alüminyumun daha düşük yorulma mukavemeti onu savunmasız hale getirir.
- Binlerce döngü çatlaklara neden olabilir
- Çatlaklar, dişler kopana kadar yayılır.
Yorgunluk ömrü faktörleri:
| Durum | Göreceli Yorulma Ömrü | Arıza Modu |
|---|---|---|
| Uygun tork, vida kilidi | 1.0 (başlangıç düzeyi) | Milyonlarca döngüden sonra kademeli aşınma |
| Uygun tork, vida kilidi yok | 0.3-0.5 | Gevşeme ve aşınma |
| Aşırı tork, vida kilidi | 0.2-0.4 | Gerilme yoğunlaşması, çatlak oluşumu |
| Düşük tork | 0.1-0.3 | Hızlı gevşeme ve aşınma |
Korozyon ve Galvanik Etkiler
Farklı metallerin teması elektrokimyasal bozulmaya neden olur:
Galvanik korozyon:
- Alüminyum (anot) ve çelik (katot) galvanik hücre oluşturur.
- Nem elektrolit sağlar
- Alüminyum tercihli olarak aşınır.
- Korozyon ürünleri genişleyerek gerilim oluşturur.
- İplikler zayıflar ve sonunda kopar.
Ciddiyet faktörleri:
- Neme maruz kalma: Dış mekan veya ıslak ortamlar korozyonu hızlandırır.
- Farklı metal eşleştirme: Paslanmaz çelik, karbon çeliğinden daha az sorunludur.
- Koruma eksikliği: Sızdırmazlık maddesi veya anti-sıkışma maddesi bulunmaması nem girişine neden olur.
Önleme:
- Korozyon önleyici maddeler içeren anti-seize bileşikleri kullanın.
- Nemi dışarıda tutan diş sızdırmazlık maddeleri uygulayın.
- Karbon çeliği yerine paslanmaz çelik bağlantı parçaları kullanmayı düşünün.
- Zorlu ortamlarda dielektrik bariyerler kullanın
Alüminyum bağlantı noktaları için güvenli tork değerlerini nasıl hesaplarsınız?
Uygun tork özellikleri, diş arızalarının çoğunu önler. 📐
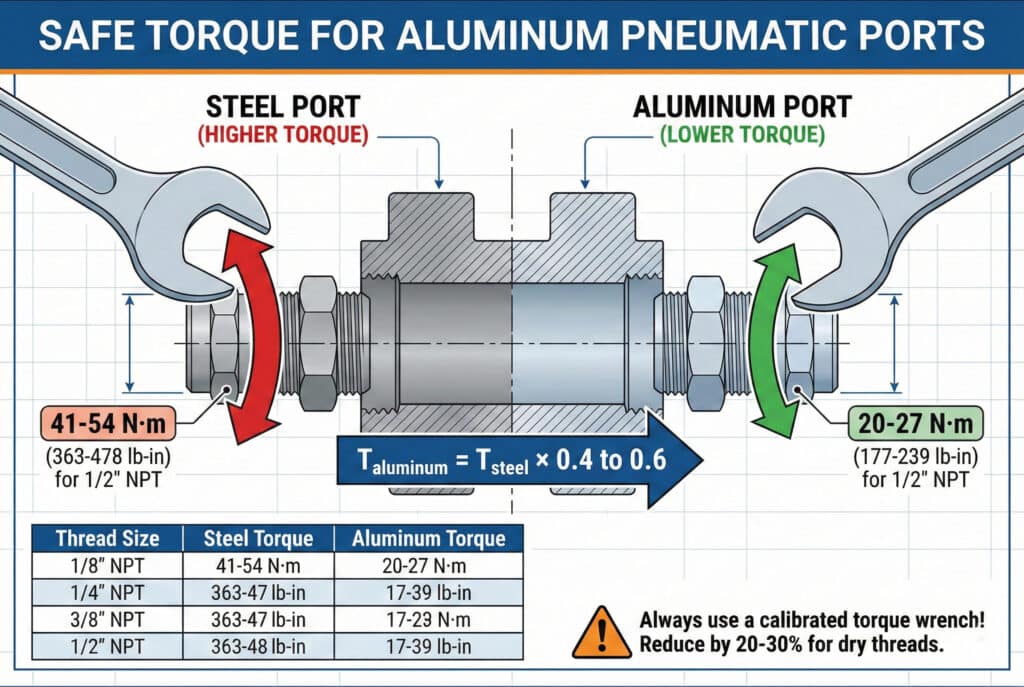
Alüminyum bağlantı noktaları için güvenli tork, şu formül kullanılarak hesaplanır: T_alüminyum = T_çelik × 0,4 ila 0,6, burada azaltma faktörü alüminyumun daha düşük kesme mukavemetini ve daha yüksek sürtünme katsayısını hesaba katar. Yaygın pnömatik bağlantı parçaları için bu, şu şekilde ifade edilir: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in) ve 1/2″ NPT = 20-27 N·m (177-239 lb-in). Bu değerler, uygun diş sızdırmazlık maddesi ile temiz dişleri varsayar; kuru veya kirlenmiş dişler 20-30% azaltma gerektirir. Daima kalibre edilmiş bir tork anahtarı kullanın ve torku tek seferde değil, kademeli olarak uygulayın.
Teorik Tork Hesaplaması
Tork özelliklerinin mühendislik temelini anlamak:
Temel tork denklemi:
Nerede?
- = tork
- = sürtünme katsayısı (yağlanmış dişler için 0,15-0,25)
- = nominal çap
- = sıkıştırma kuvveti
Dikiş kesme mukavemeti sınırı:
Nerede?
- = alüminyumun kesme mukavemeti (~207 MPa için 6061-T6)
- = diş bağlantı alanı
Pratik uygulama:
Alüminyum için, güvenlik marjı sağlamak amacıyla sıkıştırma kuvvetini teorik maksimumun 60-70% ile sınırlayın:
- Kurulum çeşitleri
- Dikiş kusurları
- Operasyonel stresler
- Yorgunlukla ilgili hususlar
Önerilen Tork Özellikleri
Yaygın pnömatik bağlantı parçaları için pratik tork değerleri:
| Dikiş Boyutu | Çelik Liman Torku | Alüminyum Bağlantı Noktası Torku | Azaltma Faktörü |
|---|---|---|---|
| 1/8″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (metrik) | 3-4 N·m (27-35 lb-in) | 1,5-2 N·m (13-18 lb-in) | 0.50 |
| M10 (metrik) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Önemli notlar:
- Değerler, diş sızdırmazlık maddesi veya sıkışma önleyici maddenin kullanıldığını varsayar.
- Kuru dişler 20-30% daha düşük tork gerektirir.
- Hasarlı veya aşınmış dişler 30-40% daha düşük tork gerektirir.
- İlk kurulumda üst aralık kullanılabilir; tekrarlı kurulumlarda alt aralık kullanılmalıdır.
Tork Anahtarı Seçimi ve Kullanımı
Tutarlı sonuçlar elde etmek için doğru araçlar kullanmak çok önemlidir:
Tork anahtarı türleri:
- Kiriş tipi: Basit, güvenilir, kalibrasyon gerektirmez, ancak doğrudan görüntüleme gerektirir
- Tıklama türü: Hedef torkta sesli/dokunsal sinyal, en yaygın olanı, periyodik kalibrasyon gerektirir
- Dijital: Hassas, veri kaydeder, pahalıdır, pil ve kalibrasyon gerektirir.
- Ön ayar: Belirli torka ayarlanır, aşırı torku önler, üretim ortamları için idealdir
Doğru teknik:
- En iyi doğruluk için hedef tork aralığının ortasında (20-80%) bir anahtar seçin.
- Kuvveti sarsıntısız ve sabit bir şekilde uygulayın, sarsıntılı değil.
- Anahtar sapına dik olarak çekin
- Hedefe ulaşıldığında hemen durun (tıklama türünde “sıçrama” yapmayın)
- Uygulamalar arasında anahtarın sıfırlanmasına izin verin
Angela'nın ilaç tesisi, en yaygın bağlantı boyutları için önceden ayarlanmış tork anahtarlarına $800 yatırım yaptı. Bu yatırım, dişlerin aşınmasını önleyerek 6 hafta içinde kendini amorti etti.
Düzeltme Faktörleri
Belirli koşullar için temel torku değiştirin:
Dikiş koşulu ayarlamaları:
- Yeni, temiz dişler: Belirtilen torku kullanın
- Önceden yüklenmiş (2-5 kez): 10-15% azaltın
- Önceden takılmış (5+ kez): 20-30% azaltın veya dişli ek parçayı takın
- Görünür iplik hasarı: 30-40% azaltın veya iplikleri onarın
Sızdırmazlık maddesi/yağlayıcı ayarlamaları:
- PTFE bant: Belirtilen torku kullanın
- Sıvı dişli sızdırmazlık maddesi: Belirtilen torku kullanın
- Sıkışma önleyici bileşik: 10-15% oranında azaltın (sürtünmeyi azaltır)
- Kuru dişler: 20-30% oranında azaltın (daha yüksek sürtünme, aşınma riski)
Çevresel düzenlemeler:
- Oda sıcaklığı (20°C): Belirtilen torku kullanın
- Yüksek sıcaklık (60-80°C): 10-15% azaltın
- Çok yüksek sıcaklık (>80°C): 20-25% azaltın ve dişli ekleri kullanmayı düşünün.
Çoklu Bağlantı Noktaları için Tork Sırası
Birden fazla bağlantı parçası takarken, doğru sıra önemlidir:
En iyi uygulama sırası:
- Tüm bağlantı parçalarını parmakla sıkın.
- Her birini sırayla 30% hedefine göre torklayın.
- Her birini sırayla 60% hedefine göre torklayın.
- Her birini sırayla 100% hedefine göre torklayın.
- Hepsi tamamlandıktan sonra her birinin son torkunu doğrulayın.
Bu kademeli, sıralı yaklaşım stresi eşit olarak dağıtır ve bozulmayı önler.
Diş hasarını önlemek için en iyi uygulamalar nelerdir?
Kapsamlı önleme stratejileri, çoğu iş parçacığı arızasını ortadan kaldırır. 🛡️
Diş hasarını önlemek için çok katmanlı bir yaklaşım gerekir: alüminyuma özel özelliklere sahip kalibre edilmiş tork anahtarları kullanın (çelik değerleri 40-60%), sürtünmeyi azaltmak ve aşınmayı önlemek için daima diş sızdırmazlık maddesi veya anti-seize uygulayın, aletleri uygulamadan önce doğru hizalamayı sağlamak için tüm dişleri elle başlatın, sık sık servis yapılan bağlantı noktalarına diş ekleri (helicoils veya benzeri) takın, her kurulumdan önce dişleri hasar veya kirlenme açısından inceleyin, tüm teknisyenleri alüminyuma özel prosedürler konusunda eğitin ve bağlantı noktalarının servis sıklığını en aza indirecek sistemler tasarlayın. Bepto Pneumatics'te, çubuksuz silindirlerimiz kritik bağlantı noktalarında paslanmaz çelik diş ekleri ile tedarik edilebilir, böylece ağırlık avantajlarını korurken alüminyum gövdelerde çeliğe eşdeğer mukavemet sağlar.

Dişli Ek Parça Çözümleri
Çelik ekler kalıcı mukavemet artışı sağlar:
Helicoil tipi ekler:
- Büyük boyutlu dişli deliğe takılan sarmal tel ek parçası
- Alüminyumda çelik mukavemetli dişler sağlar
- Yeni veya hasarlı dişlere takılabilir
- Maliyet: Her bir ekleme için $2-8 artı kurulum işçiliği
Katı burç ekleri:
- Alüminyuma preslenmiş veya vidalanmış dişli çelik burç
- Helicoil'lerden daha yüksek mukavemet
- Daha karmaşık kurulum
- Yeni üretim için en uygun, yenileme için zor
Time-Sert ekler:
- Kilit özelliğine sahip sağlam duvar eki
- İplik onarımı için mükemmel
- Helikoidlerden daha pahalıdır (her bir uç için $8-15)
- Bazı durumlarda helicoils'tan daha kolay kurulum
Ekleri ne zaman kullanmalı:
- Silindir ömrü boyunca 5 kattan fazla servis hizmeti verilen limanlar
- Arızanın kabul edilemez olduğu kritik uygulamalar
- Sökülmüş dişlerin onarımı
- Yüksek titreşimli ortamlar
- Ağır bağlantı parçaları veya vanaları desteklemesi gereken bağlantı noktaları
Robert'ın tesisi, sık sık bakım yapılan 25 bağlantı noktasına $750 (parça ve işçilik) maliyetle dişli ekler taktı. Sonraki 2 yıl içinde, bu sayede tahmini $15.000 değerinde silindir hasarı önlendi ve 20:1 yatırım getirisi elde edildi.
Diş Sızdırmazlık Maddesi ve Sıkışma Önleyici Seçimi
Uygun yağlayıcılar aşınmayı önler ve doğru torku sağlar:
| Ürün Tipi | Avantajlar | Dezavantajlar | En İyi Uygulamalar |
|---|---|---|---|
| PTFE bant | Ucuz, temiz, uygulaması kolay | Parçalayabilir ve kirletebilir, sınırlı yağlama | Genel amaçlı, düşük servis sıklığı |
| Sıvı dişli sızdırmazlık maddesi (anaerobik) | Mükemmel sızdırmazlık, gevşemeyi önler | Sökülmesi zor, kürlenme süresi gerektirir | Kalıcı kurulumlar, titreşim ortamları |
| Sıkışma önleyici macun | Mükemmel aşınma önleme, kolay sökme | Dağınık, sistemi kirletebilir | Sık sık servis yapılan limanlar, aşındırıcı ortamlar |
| PTFE içeren diş sızdırmazlık maddesi | İyi sızdırmazlık ve yağlama | Daha pahalı | Yüksek kaliteli kurulumlar, alüminyum bağlantı noktaları |
Uygulama için en iyi uygulamalar:
- Sızdırmazlık maddesini sadece erkek dişlere uygulayın (sistemin içine girmesini önler).
- PTFE bandını uçtan 2 diş başlayarak 2-3 tur sarın.
- Sıvı sızdırmazlık maddelerini az miktarda uygulayın — fazla miktar sistemi kirletir.
- Anti-seize ürününün bakır içermediğinden emin olun (alüminyumla galvanik korozyona neden olabilir).
Kurulum Prosedürü Standartları
Standartlaştırılmış prosedürler tutarlı sonuçlar sağlar:
Adım adım kurulum protokolü:
Hazırlık:
- Dişlerde hasar, kirlenme veya korozyon olup olmadığını kontrol edin.
- Gerekirse iplikleri solventle temizleyin.
- Doğru bağlantı tipi ve boyutunu kontrol edin
- Uygun tork spesifikasyonunu seçin
Sızdırmazlık maddesi uygulaması:
- Seçilen sızdırmazlık maddesini erkek dişlere uygulayın.
- Fazlalık olmadan eşit bir kaplama sağlayın
- Anaerobik sızdırmazlık maddeleri kullanıyorsanız kürlenme süresine izin verin.
İlk diş açma:
- İplikleri elle başlatın, asla aletlerle başlatmayın
- Dikey hizalamayı sağlayın
- İplik, minimum dirençle sorunsuz bir şekilde ilerlemelidir.
- Direnç hissedilirse, geri çekilin ve yeniden başlatın.
Tork uygulaması:
- Kalibre edilmiş tork anahtarı seçin
- Torku 2-3 adımda kademeli olarak uygulayın.
- Spesifikasyona göre son tork
- Belirtilen değeri aşmayın
Doğrulama:
- Görsel olarak doğru oturup oturmadığını kontrol edin.
- İlk basınçlandırma sırasında sızıntı olup olmadığını kontrol edin.
- Belge kurulumu (kullanılan tork, tarih, teknisyen)
Eğitim ve Dokümantasyon
İnsan faktörleri önleme açısından çok önemlidir:
Teknisyen eğitim gereksinimleri:
- Alüminyumun özellikleri ve sınırlamalarının anlaşılması
- Tork anahtarı seçimi ve doğru kullanımı
- Çapraz diş açma ve diş hasarının tanınması
- Sızdırmazlık maddesi seçimi ve uygulaması
- Aşırı tork uygulamadan sızıntı sorunlarını giderme
Dokümantasyon sistemleri:
- Çalışma alanlarında asılı tork özellikleri tabloları
- Kurulum tarihlerini ve tork değerlerini kaydeden servis günlükleri
- Kritik bağlantı noktalarında hizmet döngülerinin izlenmesi
- Arıza raporlama ve kök neden analizi
Kalite kontrol önlemleri:
- Periyodik tork anahtarı kalibrasyonu (yılda en az bir kez)
- Kurulumların denetçi tarafından yapılan spot kontroller
- Arıza eğilimlerinin incelenmesi
- Saha verilerine dayalı sürekli iyileştirme
Yeni Sistemler için Tasarım Hususları
Düşünceli tasarımla sorunları önleyin:
Liman konumu ve erişilebilirliği:
- Düz bağlantı montajı için bağlantı noktalarının konumu
- Açılı veya zor erişim gerektiren yerlerden kaçının
- Tork anahtarı kullanımı için boşluk sağlayın
- Tasarım aşamasında servis kolaylığını göz önünde bulundurun
Bağlantı parçası seçimi:
- Uygun durumlarda bas-bağla bağlantı parçaları kullanın (diş açma gerekmez)
- Port derinliği için uygun diş uzunluğuna sahip bağlantı parçaları seçin.
- Yüksek tork gerektiren büyük boyutlu bağlantı parçalarından kaçının.
- Sık sık bakım yapılan bağlantılar için hızlı bağlantı koparma kaplinlerini düşünün.
Sistem tasarımı:
- Düzenli servis gerektiren bağlantı noktalarının sayısını en aza indirin
- Bireysel silindir bağlantı noktaları yerine manifoldlarda bağlantıları birleştirin
- Basınç şalterleri ve göstergeler için uzaktan montajı kullanın
- Mümkün olduğunda “tek seferlik kurulum” felsefesine uygun tasarım
Bepto Pneumatics olarak, tasarım aşamasında müşterilerimizle birlikte çalışarak port konfigürasyonlarını optimize ediyor, yüksek hizmet uygulamaları için uygun dişli ekler öneriyor ve ayrıntılı kurulum özellikleri sunuyoruz. Rodless silindirlerimiz, uygulama gereksinimlerine göre güçlendirilmiş portlar veya dişli ekler ile özelleştirilebilir.
Sökülmüş Dişler için Onarım Seçenekleri
Önleme başarısız olduğunda, birkaç onarım seçeneği mevcuttur:
Dişli ek parçası montajı (tercih edilen):
- Hasarlı dişleri daha büyük boyuta kadar delin.
- Ekleme boyutu için dokunun
- Helikoil veya Time-Sert ek parçası takın
- Yeni gibi veya daha iyi mukavemet sağlar
- Maliyet: Boyut ve işçiliğe bağlı olarak $50-150
Aşırı büyük beden:
- Bir sonraki büyük boyuta dokunun
- Büyük boy bağlantı parçası takın
- Basit ama gelecekteki seçenekleri sınırlar
- Duvar kalınlığı nedeniyle mümkün olmayabilir
Epoksi onarımı (geçici):
- Dişleri iyice temizleyin
- Diş kilitleyici epoksi uygulayın
- Bağlantı parçasını takın ve kürleşmesini bekleyin
- Geçici sızdırmazlık sağlar ancak mukavemeti düşüktür
- Sadece düşük basınçlı, kritik olmayan uygulamalar için
Kaynaklı onarım tapası:
- Hasarlı alanı makineyle çıkarın
- Dişli tapaya kaynak yapın
- Yeniden işleme bağlantı noktası
- Pahalıdır ancak kalıcı onarım sağlar
- Alüminyumun ustaca kaynaklanması gerekir
Değiştirme:
- Bazen en uygun maliyetli seçenek
- Özellikle düşük maliyetli silindirler veya kapsamlı hasarlar için
- Daha iyi bir tasarıma geçme fırsatı
Sonuç
Alüminyum silindir bağlantı noktalarındaki diş sıyırma mekanizmasını anlamak ve uygun tork özelliklerini, kurulum prosedürlerini ve önleyici tedbirleri uygulamak, en yaygın ve sinir bozucu pnömatik sistem arızalarından birini ortadan kaldırır. 💪
Alüminyum Diş Sökme Hakkında Sıkça Sorulan Sorular
S: Alüminyum için çelik silindirlerle aynı tork özelliklerini kullanabilir miyim?
Kesinlikle hayır — bu, alüminyum dişlerin sıyrılmasının en yaygın nedenidir. Alüminyumun kesme mukavemeti çeliğe göre önemli ölçüde daha düşük olduğundan (207 MPa'ya karşı çeliğin 380-450 MPa), alüminyum bağlantı noktaları için eşdeğer çelik dişlere uygulanan torkun 40-60%'si gerekir. Örneğin, çelikte 14-19 N·m gerektiren 1/4″ NPT bağlantı parçası, alüminyumda sadece 7-10 N·m almalıdır. Her zaman alüminyuma özgü tork çizelgelerine bakın ve kalibre edilmiş tork anahtarı kullanın. Bepto Pneumatics'te, bu yaygın hatayı önlemek için her silindirle birlikte ayrıntılı tork özellikleri sunuyoruz.
S: Alüminyum bağlantı noktalarından bağlantı parçalarını kaç kez güvenli bir şekilde takıp çıkarabilirim?
Standart alüminyum bağlantı noktaları, diş hasarı önemli hale gelmeden önce genellikle 5-10 kurulum döngüsünü kaldırabilir, ancak bu, tork doğruluğu, diş durumu ve sızdırmazlık maddesi kullanımına göre değişir. 5 döngüden sonra risk önemli ölçüde artar. Sık servis gerektiren bağlantı noktaları için, ilk kurulum sırasında veya 3-5 döngüden sonra diş ekleri (helicoils veya Time-Serts) takın; bu, çeliğe eşdeğer mukavemetle sınırsız hizmet ömrü sağlar. Bir ek parçanın maliyeti, hasarlı bir silindiri değiştirmekle karşılaştırıldığında önemsizdir.
S: Alüminyum silindir portundaki sıyrılmış dişleri düzeltmenin en iyi yolu nedir?
Dişli ek parçası takılması (helicoil veya Time-Sert), orijinal dişlere eşit veya daha fazla mukavemet sağlayan tercih edilen onarım yöntemidir. Bu işlem, hasarlı dişlerin delinmesini, ek parça için daha büyük bir boyuta kesilmesini ve sarmal çelik ek parçanın takılmasını içerir. Bu onarım, boyuta ve işçiliğe bağlı olarak $50-150 maliyetlidir, ancak tam işlevselliği geri kazandırır. Kritik olmayan, düşük basınçlı uygulamalar dışında epoksi gibi geçici onarımlardan kaçının. Yaygın hasar veya ince cidarlı silindirlerde, ek parçaların kullanılması mümkün değilse, onarımdan ziyade değiştirme daha uygun maliyetli olabilir.
S: Neden bağlantı parçalarımı doğru torkla sıkmama rağmen sürekli gevşiyorlar?
Uygun tork uygulanmasına rağmen bağlantıların gevşemesi genellikle titreşim, termal döngü veya yetersiz vida kilitleme nedeniyle meydana gelir. Çözümler arasında şunlar yer alır: sızdırmazlığı korurken gevşemeyi önleyen anaerobik vida sızdırmazlık maddesi (Loctite 567 veya benzeri) uygulamak, kritik bağlantılar için sıkma somunları veya kilit teli gibi mekanik kilitleme cihazları kullanmak, aşırı sistem titreşimini kaynağında gidermek ve torkun yeterli olmasını sağlamak (torkun yetersiz olması, aşırı tork kadar sorunludur). Ayrıca, doğru tork spesifikasyonunu kullandığınızdan emin olun; bazı teknisyenler, sıyırma korkusuyla çok düşük değerler kullanır, bu da paradoksal olarak gevşemeye ve sürtünme hasarına neden olur.
S: Sıkma riskini ortadan kaldıran dişli bağlantı noktalarına alternatifler var mı?
Evet, diş sıyırma sorununun sıkça yaşandığı uygulamalar için birkaç alternatif mevcuttur. Push-to-connect bağlantı parçaları dişli bağlantıları tamamen ortadan kaldırır ve sık sık değiştirilen bağlantılar için idealdir, ancak daha küçük boyutlar ve daha düşük basınçlarla sınırlıdır. Kaynaklı veya lehimli bağlantı parçaları, diş sıyırma riski olmayan kalıcı bağlantılar sağlar. Hızlı bağlantı koparma kaplinleri, aletsiz bağlantı/bağlantı koparma imkanı sunar. Manifold montajı, silindir gövdesinden uzakta birden fazla bağlantıyı birleştirir. Yeni tasarımlar için bu alternatifleri değerlendirin; mevcut ekipmanlar için ise dişli ekler en iyi yenileme çözümünü sunar. Bepto Pneumatics'te, özel uygulama ihtiyaçlarınıza göre alternatif bağlantı yöntemleriyle rodless silindirleri özelleştirebiliriz.
-
Alüminyum alaşımlarının karbon çeliğine kıyasla kesme mukavemeti özelliklerine ilişkin teknik verileri inceleyin. ↩
-
Elastik modül ve bunun mekanik uygulamalarda alüminyumun sertliğine nasıl etki ettiği hakkında bilgi edinin. ↩
-
Aşınmanın mekanizmasını ve bunun dişli bağlantılarda yüzey hasarına nasıl yol açtığını anlayın. ↩
-
Farklı endüstriyel metallerin termal genleşme katsayılarını karşılaştıran bir tablo inceleyin. ↩
-
Galvanik seriyi inceleyerek, farklı metallerin aşındırıcı ortamlarda nasıl etkileşime girdiğini anlayın. ↩
