

不良的安裝方式正在無聲無息地破壞全球工業設施中的驅動器,造成過早故障,使公司因意外停機而損失數千萬美元。超過 60% 的氣動驅動器故障都是由於不對中造成的,然而這些問題大多數都是可以透過正確的安裝技術完全預防的。
正確的安裝和校準方式可將致動器的使用壽命從 2-3 年延長至 8-10 年,因為可消除以下問題 側載荷1減少內部磨損,並確保在致動器的整個行程週期中達到最佳的力分配。 關鍵在於瞭解負載路徑、維持垂直的安裝表面,以及實施適當的支撐結構。
上星期,我接到俄亥俄州一位維修經理的來電,他的設備每 18 個月就要更換一次致動器。在檢視他們的安裝作法後,我們發現簡單的對齊錯誤導致他們每年要花費超過 $50,000 元在過早更換上。😤
目錄
致動器長壽的關鍵安裝表面要求是什麼?
地基穩定性和表面精度是成功安裝推桿的基石,直接影響內部零件的磨損模式。
安裝表面的平整度必須在每英尺 0.002″ 以內,垂直度必須在每英吋 0.001″ 以內,並提供能夠承受 150% 執行器最大輸出力的剛性支撐,以防止因偏差引起的錯位。
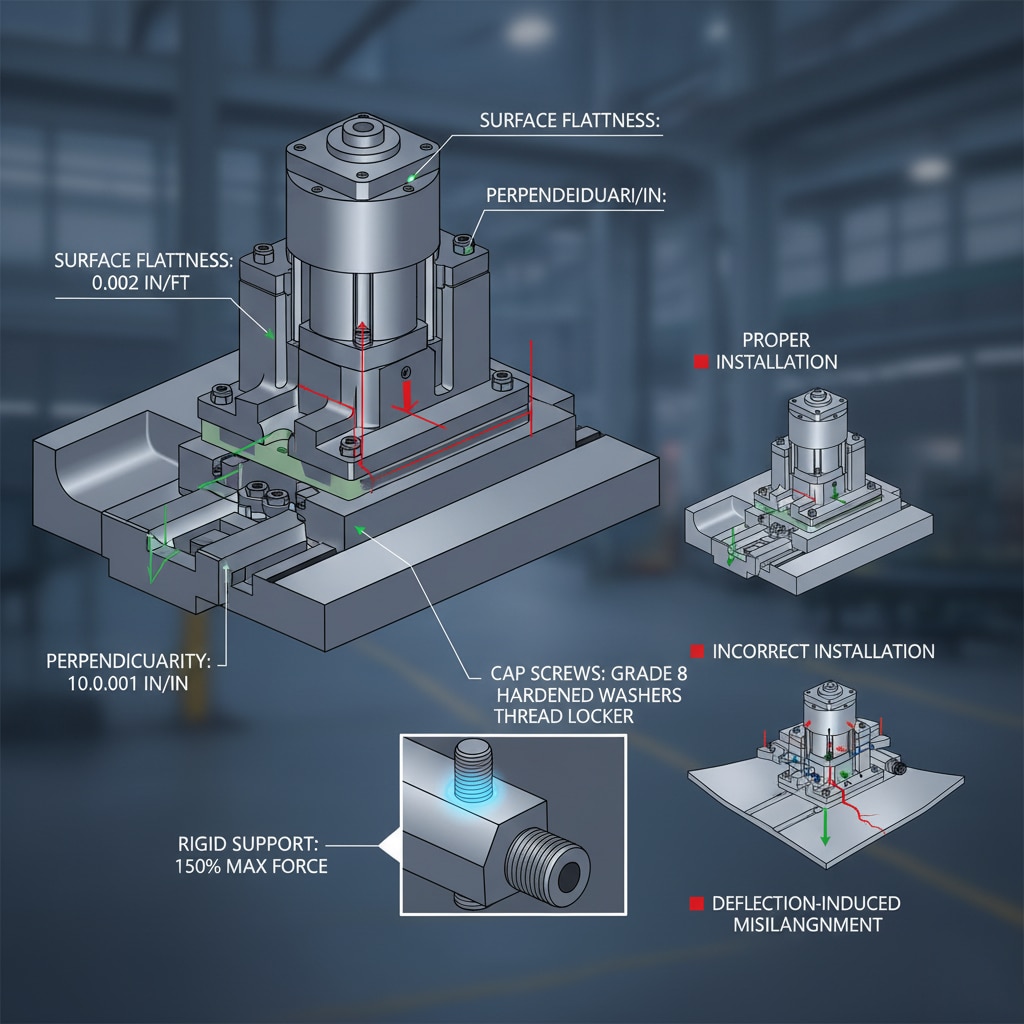
基本表面處理標準
正確的鑲嵌始於仔細的表面準備:
平面度和垂直度要求
- 表面平整度:安裝長度的最大偏差為 0.002″
- 垂直公差:每英吋安裝面 0.001″ 以內
- 表面處理: 125 RMS2 或更佳,以達到最佳接觸效果
- 材料厚度:至少 1.5 倍螺栓直徑,以提供足夠的螺紋齧合
安裝硬體規格
實際成功案例
我曾與北卡羅萊納州夏洛特市一家包裝廠的工廠工程師 Jennifer 合作。她的團隊每 6 個月就會遇到 Bepto 無桿式氣缸的桿封故障。在檢查他們的安裝架構之後,我們發現他們的鋁質安裝板在負載下產生彎曲。透過升級為尺寸正確的鋼板,並重新加工安裝表面,Jennifer 的致動器目前已運作超過 3 年。🔧
如何消除安裝過程中的有害側向負載?
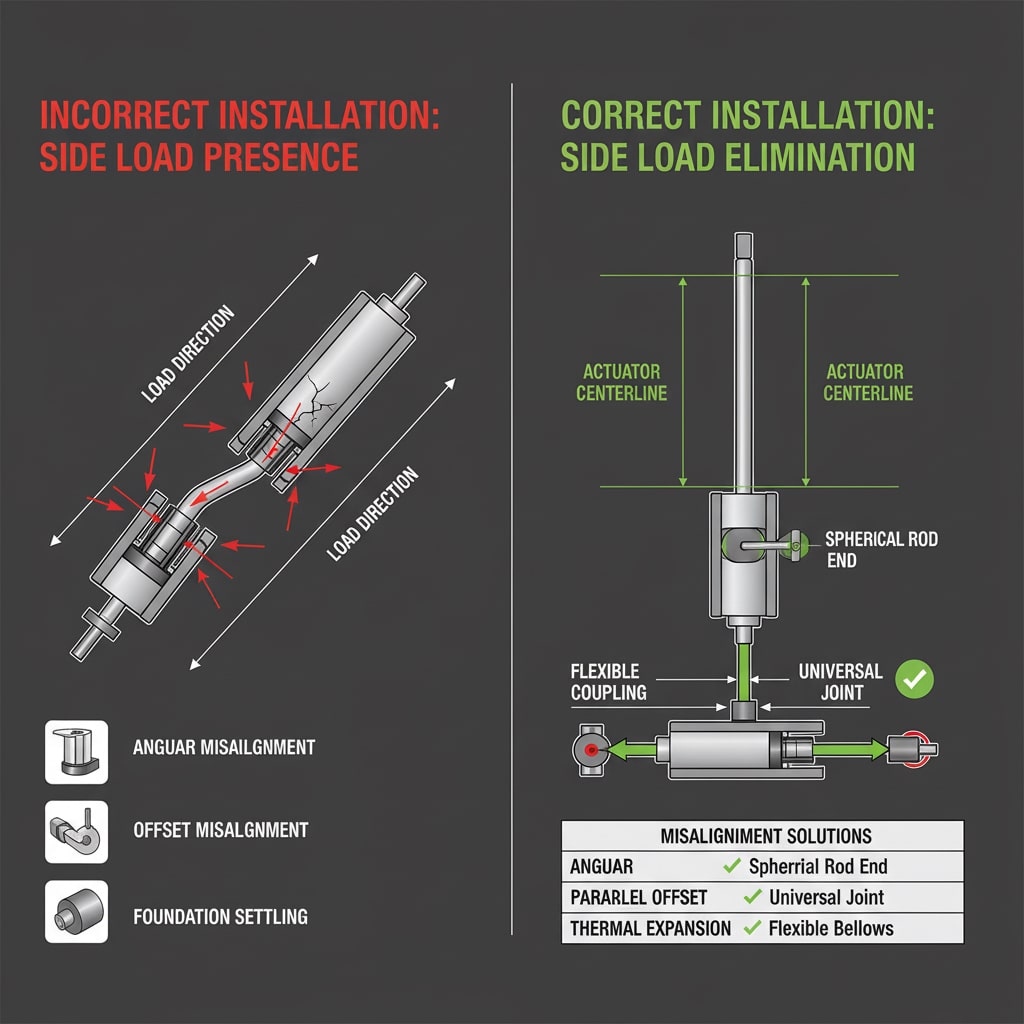
側向負荷是作用在氣動執行器上最具破壞性的力,會造成加速磨損和災難性的密封故障。
要消除側向負載,就必須保持致動器中心線與負載方向完全對準,必要時使用彈性聯軸器,並確保所有連接的元件在整個行程週期中在平行平面上移動。
瞭解側負載來源
側載荷源自於多個安裝錯誤:
一次側負載原因
- 角度偏差:桿軸與負載方向不平行
- 偏移錯位:桿中心線偏離負載中心線
- 熱膨脹:致動器和負載之間的差動膨脹
- 地基沉降:安裝表面漸進式移動
消除側載技術
彈性耦合解決方案
- 球面桿端:最多可容納 25° 角度偏差
- 萬向接頭:處理角度偏移和平行偏移
- 彈性波紋管:吸收熱膨脹差異
- 滑動導軌:防止衝程週期中的纏繞
| 錯位類型 | 最大公差 | 建議解決方案 | 成本影響 |
|---|---|---|---|
| 角度 | 0.5° | 球面桿端 | 低 |
| 平行偏移 | 0.010英吋 | 萬向接頭 | 中型 |
| 熱膨脹 | 可變 | 彈性耦合 | 中型 |
| 地基沉降 | 0.005英吋 | 可調式固定座 | 高 |
哪些對齊工具和技術可確保最佳效能?
精密校準需要專門的工具和有系統的測量技術,才能達到延長致動器壽命所需的公差。
專業的校正使用雷射系統進行長行程應用,使用度盤指示器進行精確測量,並採用有系統的逐步程序,在多個行程位置驗證校正,以確保在整個操作範圍內性能一致。
專業校準工具套件
基本測量設備
- 雷射校準系統:10 英尺以上的 ±0.001″ 精度
- 撥號指示器:0.0001″ 解析度,適用於精密工作
- 精密方塊:經核實的垂直度參考值
- 手感量規:間隙量測與表面接觸驗證
逐步對齊程序
初始設定階段
- 安裝致動器 使用臨時緊固件
- 位置負載 在中行程位置
- 檢查並行性 使用雷射或直尺
- 驗證垂直度 配備精密方塊
- 測量間隙 在所有連接點
微調過程
- 調整安裝墊片 以達到並行
- 重新定位致動器位置 用於中心線對齊
- 驗證對齊 在兩個行程極限
- 檢查是否綁定 整個週期
- 施加最終扭力 至所有安裝硬體
在 Bepto Pneumatics,我們在每批推桿出貨時都會提供詳細的校準程序,我們的技術支援團隊也提供遠端諮詢服務,以確保正確安裝。📐
哪些常見的安裝錯誤會導致致動器過早故障?
了解並避免經常發生的安裝錯誤,可避免 90% 在工業應用中過早發生致動器故障。
最具破壞性的安裝錯誤包括地基支撐不足、緊固件選擇不當、忽略熱膨脹考量,以及初始安裝後未能驗證對齊,而每個錯誤都有可能將執行器的壽命減少 50-80%。
嚴重的安裝錯誤
基礎與支援錯誤
- 尺寸不足的安裝板:在負載下造成撓度
- 螺栓扭力不足:操作期間允許移動
- 混合緊固件等級:產生不均勻的夾持力
- 忽略熱效應:未計入膨脹/收縮
對齊和載入路徑錯誤
- 單點測量:在整個行程中沒有檢查對齊
- 忽略連接的設備:未考慮下游排列
- 間隙不足:操作期間產生干擾
- 文件品質差:未記錄竣工尺寸
我最近幫助了底特律一家汽車零件工廠的維護主管 Michael。他的團隊每個月都要更換執行器密封件,原因似乎是正常的磨損。調查顯示他們正在重複使用螺紋拉伸的舊安裝硬體,造成夾持力不一致。在實施我們建議的安裝程序並使用適當的 8 級緊固件之後,Michael 的密封件更換間隔延長至超過 18 個月。🚗
預防清單
| 檢查點 | 頻率 | 容忍度 | 需要採取的行動 |
|---|---|---|---|
| 安裝螺栓扭力 | 安裝 + 30 天 | 規格的±10% | 必要時重新扭緊 |
| 表面平整度 | 安裝前 | 0.002″/ft | 如果超出機器 |
| 校準驗證 | 安裝 + 90 天 | 根據製造商規格 | 必要時調整 |
| 熱膨脹間隙 | 季節性 | 設計間隙 | 如果發生綁定,請修改 |
總結
正確的安裝和校準方式是可靠的致動器性能的基礎,直接決定了您的設備是運行幾個月還是幾十年。
有關致動器安裝和對齊的常見問題
問:安裝後應多久檢查一次致動器對準?
答:安裝後 30 天內檢查對齊情況,第一年每季度檢查一次,之後每年檢查一次。高循環應用可能需要更頻繁的檢查。
問:我可以在所有安裝扣件上使用螺紋鎖固劑嗎?
答:在安裝螺栓上使用中等強度的螺紋鎖固劑,但避免在調整螺絲或經常維修的連接上使用。請務必遵循製造商針對您特定應用的規格。
問:氣動推動器可接受的最大側向負荷是多少?
答:大多數氣動推桿可承受 2-5% 的推力作為側向負荷,但透過正確的校準完全消除側向負荷可大幅延長使用壽命。
問:如何計算推桿安裝時的熱膨脹?
答:根據溫度範圍和材料係數計算預期膨脹。當熱移動超過 0.005″ 時,提供適當的間隙,並使用彈性聯軸器。
問:Bepto 替換推桿是否與現有的安裝硬體相容?
答:是的,我們的致動器與主要 OEM 品牌保持尺寸相容,同時提供卓越的安裝靈活性和全面的安裝支援,確保在提高可靠性的同時進行無縫更換。
