

精密位置決めシステムは試運転時には完璧で、常に±0.5mmの繰返し精度を達成していました。半年後、謎のドリフトが±3mmに増加し、再校正が一時的にしか効かなくなりました。センサーをチェックし、流量制御を調整し、空気圧を確認しましたが、問題は解決しません。シリンダーのクッションであるポリマーエンドストップのクリープ変形が、一定のストレス下で静かに寸法を変化させ、位置決め精度を破壊しているのです。.
ポリマー製シリンダーエンドストップにおけるクリープ変形とは、一定の機械的応力下で生じる時間依存性の塑性変形であり、材料の降伏点以下の応力レベルにおいても発生する。 降伏点1. 一般的なエンドストップ材料であるポリウレタン、ナイロン、アセタール樹脂は、応力レベル、温度、材料選択に応じて数ヶ月から数年かけて2~15%の寸法変化を生じます。この漸進的な変形はシリンダストローク長を変化させ、位置決め再現性を損ない、最終的には機械的干渉や部品故障を引き起こす可能性があります。 長期的な寸法安定性が求められる用途では、クリープメカニズムを理解し、ガラス繊維強化ナイロンやクリープ抵抗性を持つエンジニアリング熱可塑性樹脂など、適切な材料を選択することが不可欠である。.
カリフォルニアの電子機器組立工場でプロセスエンジニアを務めるミシェルと共同作業を行った。彼女の担当するピックアンドプレースシステムでは位置決め誤差が次第に悪化していた。チームは数週間にわたりセンサー、コントローラー、機械的アライメントのトラブルシューティングに注力したが、12,000時間以上のエンジニアリング時間と生産損失を無駄にした。 私がシリンダーを検査したところ、ポリウレタン製エンドストップが18ヶ月の稼働で4mm圧縮されていたことが判明した——これはクリープ変形の典型例である。エンドストップは見た目には問題なかったが、寸法測定により著しい永久変形が明らかになった。ガラス繊維強化アセタール製エンドストップに交換したところ、問題は即座に解決し、3年以上精度を維持している。.
目次
- クリープ変形とは何か、そしてなぜポリマー製エンドストップで発生するのか?
- 異なるポリマー材料のクリープ抵抗性はどのように比較されるか?
- シリンダーエンドストップ用途においてクリープを加速させる要因は何か?
- クリープ関連の問題をどのように防止または最小限に抑えることができますか?
クリープ変形とは何か、そしてなぜポリマー製エンドストップで発生するのか?
クリープの基本を理解することで、見過ごされがちなこの故障モードについて説明します。🔬
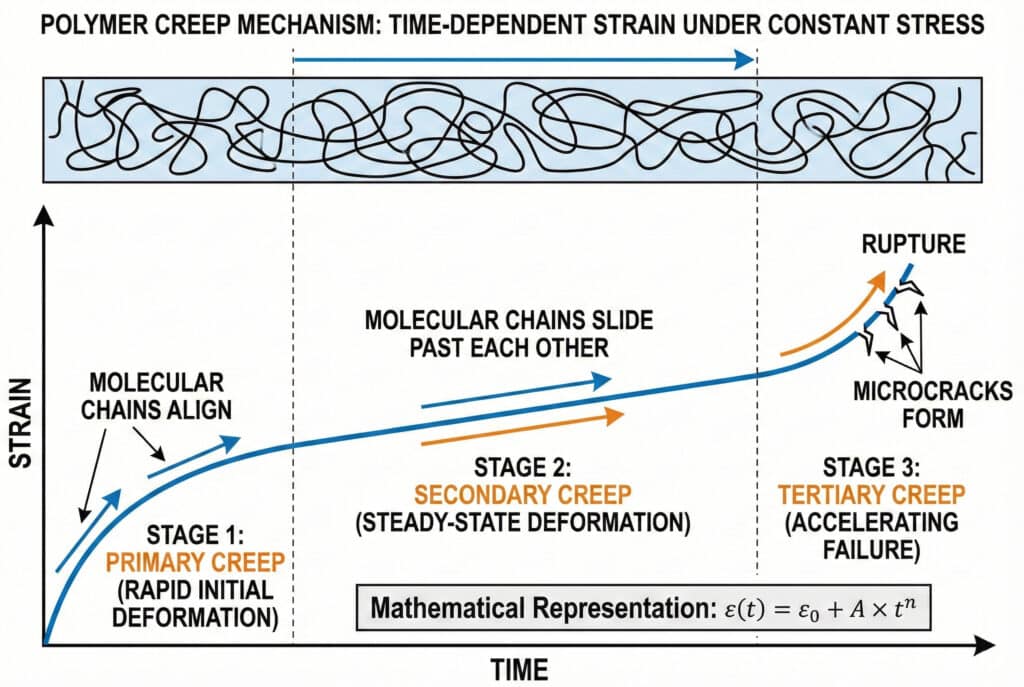
クリープ変形とは、材料構造内の分子鎖の移動と再配列によって駆動され、一定の応力下でポリマーに生じる漸進的かつ時間依存性のひずみを指す。弾性変形(荷重除去時に回復する)や塑性変形(高応力下で急速に発生する)とは異なり、クリープは材料の極限強度のわずか20~30%程度の応力レベルで、数週間、数ヶ月、あるいは数年にわたって緩やかに進行する。 シリンダーエンドストップでは、衝撃力と予圧による恒常的な圧縮応力がポリマー分子を徐々に相互に滑らせ、時間の経過とともに蓄積する恒久的な寸法変化を引き起こす。この変化は温度と応力レベルに応じて指数関数的に変化する。.
ポリマーのクリープ現象の物理学
クリープは分子レベルでいくつかのメカニズムを通じて発生する:
一次クリープ(第1段階):
- 最初の数時間/数日における急速な初期変形
- ポリマー鎖は応力下で伸長し整列する
- 変形速度は時間とともに減少する
- 通常、総クリープの30~50%を占める
- 一定速度での定常状態変形
- 分子鎖が互いにゆっくりとすべり抜ける
- 最長の段階、数ヶ月から数年続く
- 率は応力、温度、および材料に依存する
三次クリープ(ステージ3):
- 破壊に至る加速変形
- 高ストレス状態または高温時のみ発生する
- 微小亀裂が形成され、伝播する
- 材料の破断または完全な圧縮に至る
ほとんどのシリンダーエンドストップはステージ2(二次クリープ)で動作し、使用期間を通じてゆっくりだが継続的な変形を経験する。.
高分子の粘弾性挙動
ポリマーは両方を示す 粘弾性3 (流体のような性質と固体のような性質):
時間依存応答:
- 短期荷重:主に弾性挙動を示し、荷重が除去されると回復する
- 長期荷重:粘性流動が支配的となり、永久変形が生じる
- 遷移時間は材料と温度によって異なります
応力緩和とクリープ:
- 応力緩和:一定のひずみ、時間経過に伴う応力の減少
- クリープ:持続的な応力、時間の経過とともに増加するひずみ
- どちらも粘弾性挙動の現れである
- エンドストップはクリープ(持続的な衝撃応力による変形の増加)を経験する
終端が特に脆弱な理由
シリンダーエンドストップはクリープを最大化する条件に直面する:
| 不気味さ | 終端停止状態 | クリープ速度への影響 |
|---|---|---|
| ストレスレベル | 衝撃による高い圧縮応力 | ストレスが倍増するごとに2~5倍の増加 |
| 温度 | クッションング時の摩擦発熱 | 10℃上昇ごとに2~3倍の増加 |
| ストレス持続時間 | 連続的または反復的な負荷 | 時間の経過に伴う累積的な損傷 |
| 材料選定 | コスト面から選ばれることが多く、耐クリープ性ではない | 材料間で5~10倍の変動 |
| 応力集中 | 接触面積が小さいと力が集中する | 局所的なクリープは3~5倍高くなる可能性がある |
クリープとその他の変形モード
この区別を理解することは診断において極めて重要である:
弾性変形:
- 瞬時かつ回復可能な
- あらゆるストレスレベルで発生する
- 恒久的な変更なし
- 位置決め精度に関する懸念事項ではない
塑性変形:
- 迅速かつ恒久的な
- 降伏応力以上で発生する
- 即時的な寸法変化
- 過負荷または衝撃損傷を示します
クリープ変形:
- ゆっくりとした恒久的な
- 降伏応力以下で発生する
- 時間の経過に伴う漸進的な寸法変化
- しばしば他の問題と誤診される
ミシェルの電子機器工場では当初、位置決めドリフトの原因をセンサーのキャリブレーション不良や機械的摩耗と考えていた。エンドストップの寸法を測定し、新品部品と比較して初めて、クリープが根本原因であると特定した。.
クリープの数学的表現
技術者はクリープ挙動を予測するためにいくつかのモデルを用いる:
べき法則(経験則):
場所:
- = 時間 t におけるひずみ
- = 初期弾性ひずみ
- = 材料定数
- 時間指数(ポリマーでは通常0.3~0.5)
- = 時間
実践的意義:
クリープ速度は時間とともに低下するが、完全に停止することはない。最初の6か月で2mmクリープした部品は、次の6か月でさらに1mm、その次の6か月で0.7mmといった具合にクリープを続ける。.
温度依存性(アレニウス関係4):
ほとんどのポリマーにおいて、クリープ速度は温度が10℃上昇するごとに約2倍になる。これは、60℃で動作するエンドストップのクリープ速度が40℃の約4倍速くなることを意味する。.
異なるポリマー材料のクリープ抵抗性はどのように比較されるか?
クリープを防ぐには、材料の選択が最も重要な要素です。📊
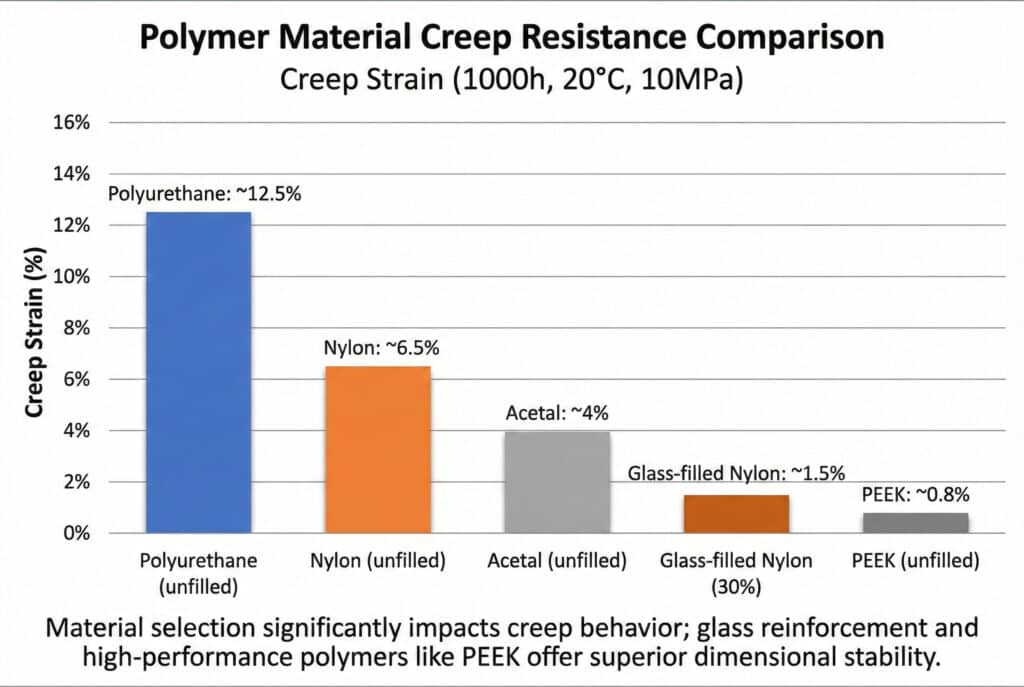
ポリマー材料のクリープ抵抗性は大きく異なる:無充填ポリウレタン(緩衝材として一般的に使用)は典型的な終端負荷下で10-15%のクリープひずみを示す。無充填ナイロンは5-8%のクリープ、無充填アセタール(デルリン)は3-5%のクリープを示す一方、ガラス繊維強化ナイロンはわずか1-2%のクリープしか示さず、PEEK (ポリエーテルエーテルケトン)は同じ条件下で<1%のクリープを示す。ガラス繊維強化材の添加は分子鎖の運動を制限することで、無充填ポリマーと比較してクリープを60-80%低減する。ただし、強化材は高価であり、衝撃吸収性が低下する可能性があるため、クリープ抵抗性、緩衝性能、コストの間の技術的トレードオフが必要となる。.
クリープ性能の比較
異なるポリマーファミリーは、それぞれ異なるクリープ特性を示す:
| 材料 | クリープひずみ(1000時間、20℃、10MPa) | 相対的コスト | 衝撃吸収 | 最適なアプリケーション |
|---|---|---|---|---|
| ポリウレタン(無充填) | 10-15% | 低 ($) | 素晴らしい | 低精度・高影響アプリケーション |
| ナイロン6/6(無充填) | 5-8% | 低 ($) | 良い | 汎用、中程度の精度 |
| アセタール(デルリン、無充填) | 3-5% | 中($$) | 良い | より高い精度、適度な衝撃 |
| ガラス繊維強化ナイロン(30%) | 1-2% | 中($$) | フェア | 高精度、中程度の衝撃 |
| ガラス繊維強化アセタール樹脂(30%) | 1-1.5% | 中~高 ($$$) | フェア | 高精度、良好なバランス |
| PEEK(無充填) | <1% | 非常に高い ($$$$) | 良い | 最高精度、高温 |
| PEEK(30%ガラス) | <0.5% | 非常に高い ($$$$) | フェア | 究極の性能を必要とするアプリケーション |
ポリウレタン:高いクリープ特性、優れたクッション性
ポリウレタンはクッション材として人気があるが、精密加工には問題がある:
利点:
- 優れた衝撃吸収性とエネルギー散逸性
- 低コストで製造が容易
- 優れた耐摩耗性
- 幅広い硬度範囲(ショア硬度60A~95A)で提供可能
デメリット:
- 高いクリープ感受性(10-15%が典型的)
- 顕著な温度感度
- 吸湿性は物性に影響を与える
- 経時的な寸法安定性の低さ
典型的なクリープ挙動:
40℃で5MPaの応力を受けるポリウレタン製エンドストップは圧縮される可能性がある:
- 最初の週に1mm
- 今後6か月間でさらに2mm増加
- 翌年さらに1mm増加
- 合計:4mmの永久変形
使用タイミング:
- 位置決め精度が重要ではない非精密用途
- 高負荷・低サイクル用途
- クッション性能が寸法安定性よりも重要である場合
- 予算制約のあるプロジェクトで頻繁な交換を受け入れる
ナイロン:中程度のクリープ、良好なバランス
ナイロン(ポリアミド)はポリウレタンよりも優れた耐クリープ性を示す:
利点:
- 中程度のクリープ抵抗性(無充填:5-8%、ガラス繊維充填:1-2%)
- 優れた機械的強度と靭性
- 優れた耐摩耗性
- エンジニアリング熱可塑性プラスチックよりも低コスト
デメリット:
- 吸湿性(最大8%重量比)は寸法と特性に影響を与える
- 中程度の耐熱性(90~100℃での連続使用)
- 未充填状態でも依然として顕著なクリープを示す
ガラス繊維強化ナイロンの利点:
- 30%ガラス繊維はクリープを70-80%低減する
- 剛性と強度の向上
- より優れた寸法安定性
- 吸湿性の低減
オハイオ州の機械製造業者であるデイビッド氏と共同で、無充填ナイロン製エンドストップから30%ガラス繊維強化ナイロン製エンドストップへの切り替えを実施した。部品単価は$8から$15へ上昇したが、2年間でクリープによる位置決め誤差が2.5mmから0.3mmに減少。これにより高コストな再調整サイクルが不要となった。.
アセタール:低クリープ、優れた機械加工性
アセタール(ポリオキシメチレン、POM)は往々にして最適なバランスを提供する:
利点:
- 低クリープ(3-5% 無充填、1-1.5% ガラス繊維強化)
- 優れた寸法安定性
- 低吸湿性(<0.25%)
- 厳しい公差で加工しやすい
- 優れた耐薬品性
デメリット:
- 中程度のコスト(ナイロンより高い)
- ポリウレタンやナイロンよりも低い衝撃強度
- 連続使用温度は90°Cに制限されます
- 強酸または強塩基中で分解する可能性がある
性能特性:
40℃で5MPa以下の応力を受けるアセタール製エンドストップは、通常以下の特性を示す:
- 最初の1か月で0.3~0.5mmの変形
- 初年度に追加で0.3~0.5mm
- 初年度以降の追加的なクリープは最小限である
- 合計:<1mmの永久変形
使用タイミング:
- 高精度位置決めアプリケーション(±1mm またはそれ以上)
- 中程度の衝撃荷重
- 常温環境(80℃未満)
- 長寿命要件(3~5年)
PEEK:最小限のクリープ、最高性能
PEEKはクリープ抵抗において究極の性能を発揮します:
利点:
- 極めて低いクリープ(未充填:<1%、充填:<0.5%)
- 優れた高温性能(250℃までの連続使用が可能)
- 優れた耐薬品性
- 経時変化に優れた機械的特性を維持する
デメリット:
- 非常に高いコスト(ポリウレタンの10~20倍)
- 特殊な機械加工が必要
- 柔らかい素材よりも衝撃吸収性が低い
- 多くの用途には過剰な性能
使用タイミング:
- 超精密用途(±0.1mm)
- 高温環境(100℃以上)
- 長寿命要件(10年以上)
- 故障が許容されない重要なアプリケーション
- 性能がコストよりも優先される場合
材料選定決定マトリックス
アプリケーション要件に基づいて選択してください:
低精度用途(±5mm許容範囲):
- ポリウレタン:最高のクッション性、最低コスト
- 予想寿命:交換が必要になるまでの期間は1~2年
中程度の精度が要求される用途(±1~2mmが許容範囲):
- 無充填アセタール樹脂またはガラス繊維強化ナイロン:良好なバランス
- 予想寿命:3~5年(わずかなドリフトあり)
高精度用途(±0.5mm 以上):
- ガラス繊維強化アセタール樹脂またはPEEK:最小限のクリープ
- 予想寿命:5~10年以上、優れた安定性を有する
高温用途(80℃以上):
- PEEKまたは耐熱ナイロン:耐熱性が重要
- 標準材料は高温下で急速にクリープを起こす
シリンダーエンドストップ用途においてクリープを加速させる要因は何か?
運転条件はクリープ速度に大きく影響する。⚠️
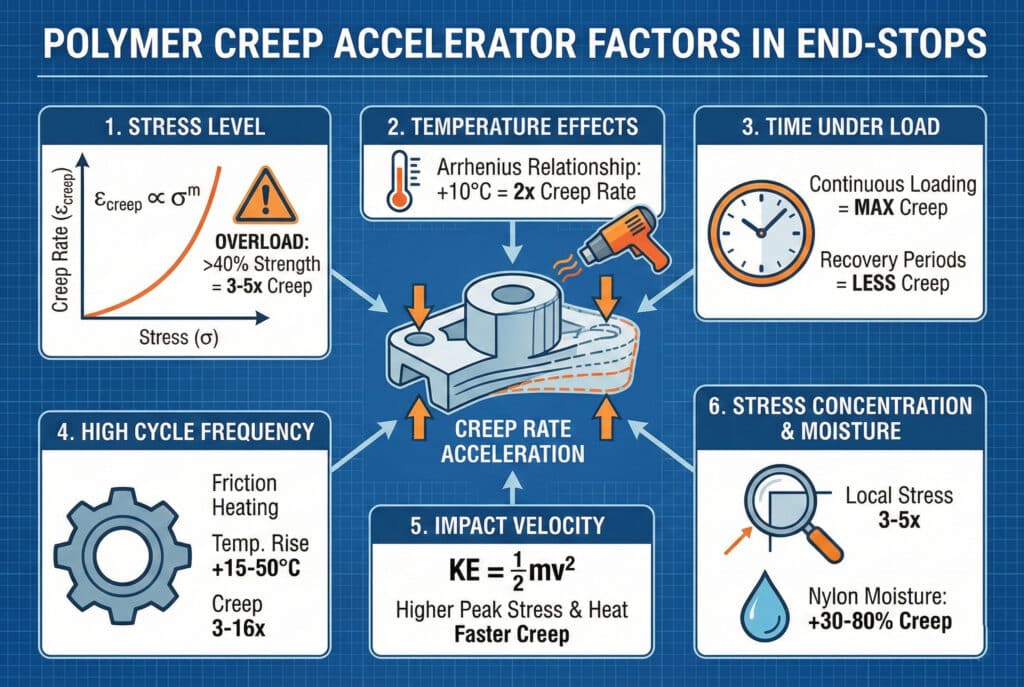
ポリマー製エンドストップにおけるクリープ速度は、主に3つの要因に対して指数関数的に敏感である:応力レベル(応力が2倍になるとクリープ速度は通常3~5倍に増加)、温度(10°C上昇ごとにクリープ速度はアレニウス則に従い2倍になる)、および荷重下での時間(連続荷重は回復期間を伴う間欠荷重よりも大きなクリープを生じる)。 追加の加速要因には、高サイクル頻度(摩擦熱による温度上昇)、衝撃速度(高い衝撃はより多くの熱と応力を発生)、不十分な冷却(熱蓄積がクリープを加速)、湿気への曝露(特にナイロンに影響し、クリープを30~50%増加)、設計不良による応力集中(鋭角や小さな接触面積は局所応力を2~5倍に増幅)が含まれる。.
ストレスレベルの影響
ひずみ速度は応力とともに非線形的に増加する:
応力-クリープ関係:
ほとんどのポリマーにおいて、クリープひずみは次の式に従う:
場所:
- = 応力
- ストレス指数(ポリマーでは通常2~4)
実践的な意味合い:
- 材料強度50%での動作:ベースラインクリープ
- 材料強度75%での動作:クリープ速度が3~5倍高速化
- 材料強度90%での動作:クリープ速度が10~20倍高速
デザインガイドライン:
エンドストップにおける応力を材料の30-40%に制限する 圧縮強度5 長期的な寸法安定性を確保するため。これにより応力集中や温度変化の影響に対する安全余裕が得られる。.
計算例:
- アセタール樹脂の圧縮強度:90 MPa
- 推奨設計応力:27~36 MPa
- シリンダーの衝撃力が500Nで、エンドストップの接触面積が100mm²の場合:
– 応力 = 500N / 100mm² = 5 MPa ✓ (許容範囲内) - 設計不良により接触面積がわずか20mm²の場合:
- 応力 = 500N / 20mm² = 25 MPa ⚠ (限界に近づくとクリープが著しくなる)
温度の影響
温度はクリープの最も強力な促進因子である:
アレニウス関係:
温度が10℃上昇するごとに、ほとんどのポリマーのクリープ速度は約2倍になる。これは次のことを意味する:
- 20°C: 基準クリープ速度
- 40°C: 基準クリープ速度の4倍
- 60°C: 基準クリープ速度の16倍
- 80°C: 基準クリープ速度の64倍
シリンダーエンドストップ内の熱源:
- 摩擦加熱: クッションは運動エネルギーを熱として散逸させる
- 周囲温度: 環境条件
- 近くの熱源: モーター、溶接、プロセス熱
- 冷却不足: 不十分な放熱設計
温度測定:
ミシェルの電子機器工場では、エンドストップの動作時温度が65℃に達していることが判明した(周囲温度は25℃)。40℃の温度上昇により、予想の16倍の速度でクリープが発生していた。冷却フィンを追加しサイクル周波数を低減した結果、エンドストップ温度は45℃に低下し、クリープ速度は75%減少した。.
サイクル周波数とデューティサイクル
高サイクル用途ではより多くの熱と応力が発生する:
| サイクル周波数 | デューティサイクル | 温度上昇 | クリープ速度係数 |
|---|---|---|---|
| 10サイクル/時間未満 | 低 | 最小限(5℃未満) | 1.0倍(基準値) |
| 10~60サイクル/時間 | 中程度 | 中程度(5~15℃) | 1.5~2倍 |
| 60~300サイクル/時間 | 高 | 顕著(15~30℃) | 3-6倍 |
| 300サイクル/時間 | 非常に高い | 厳しい(30-50℃) | 8-16倍 |
回復期間は重要である:
- 連続荷重:最大クリープ
- 50% 負荷サイクル(負荷/非負荷):30-40% クリープ低減
- 25% 負荷率:50-60% クリープ低減
- 間欠的な負荷は分子の緩和と冷却を可能にする
衝撃速度効果
速度が上がると応力と温度の両方が増加する:
エネルギー散逸:
運動エネルギー = ½mv²
速度が倍増すると吸収すべきエネルギーは4倍となり、その結果:
- より高いピーク応力(より大きな変形)
- より多くの摩擦熱(より高い温度)
- より速いクリープ速度(応力と温度の複合効果)
速度低減戦略:
- シリンダー速度を制限する流量制御
- より長い減速距離(より柔らかいクッション性)
- 多段階クッション(漸進的吸収)
- 用途が許す場合は作動圧力を下げる
設計関連の応力集中
設計不良は局所応力を増大させる:
一般的な応力集中問題:
接触面積が小さい:
– 鋭角または小半径
– 局所的なストレスが平均の3~5倍高い
– 局所的なクリープが不均一な摩耗を引き起こす位置ずれ:
– 軸外荷重は曲げ応力を生じる
– 端止めの一方の側が負荷の大部分を支える
– 非対称クリープにより、ミスアライメントが増大する不十分な支援:
– エンドストップが完全にサポートされていません
– カンチレバー荷重は高い応力を生じる
– 早期故障または過度のクリープ
設計上の改善点:
- 大きく平らな接触面(荷重を分散させる)
- すべての角に十分な半径(R ≥ 3mm)を設ける
- 適切なアライメントガイド
- エンドストップ周辺部の完全サポート
- 高負荷領域における応力緩和機能
環境要因
外部条件は材料特性に影響を与える:
吸湿性(特にナイロン):
- 乾燥ナイロン:基本特性
- 平衡水分(2-3%):クリープ増加20-30%
- 飽和状態(8%+):クリープが50~80%増加
- 水分は可塑剤として作用し、分子の可動性を高める
化学物質への曝露:
- 油およびグリース:一部のポリマーを軟化させる可能性がある
- 溶剤:膨潤または劣化を引き起こす可能性があります
- 酸・塩基:化学的攻撃により材料が弱体化する
- 紫外線曝露:表面特性を劣化させる
予防:
- 環境に耐性のある材料を選択する
- 密封設計を用いて汚染物質を排除する
- 過酷な環境向けの保護コーティングを検討する
- 定期点検および交換スケジュール
クリープ関連の問題をどのように防止または最小限に抑えることができますか?
包括的な戦略は、素材、設計、運用の各要因に対処する。🛡️
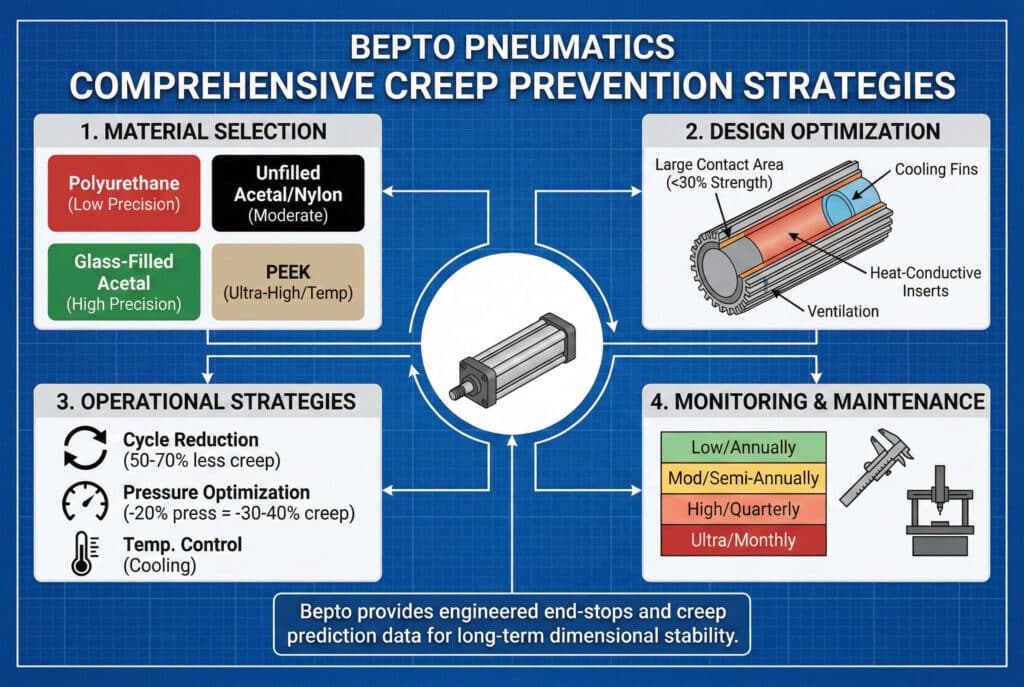
クリープ関連の故障を防止するには多角的なアプローチが必要である:用途の精度要求(±1mm以上)に適合する耐クリープ性を持つ適切な材料を選択する(ガラス繊維強化ポリマー)、 応力を最小化するため接触面積の大きいエンドストップを設計(目標:材料強度の30%未満)、高サイクル用途では冷却対策を実施(フィン、強制空冷、またはデューティサイクル削減)、問題発生前にクリープを検出する寸法監視プログラムを確立(重要寸法を四半期ごとに測定)、事前圧縮またはクリープ安定化部品による容易な交換を設計に組み込む。 ベプト・ニューマティクスでは、精密用途向けにガラス繊維強化アセタール樹脂またはPEEK製の設計済みエンドストップをロッドレスシリンダーに指定可能であり、メンテナンス間隔計画を支援するクリープ予測データを提供しています。.
材料選定戦略
材料は、精度要件と作動条件に基づいて選択してください:
決定木:
どのような位置決め精度が必要ですか?
– ±5mm以上:ポリウレタン可
– ±1-5mm: 無充填アセタール樹脂またはガラス繊維強化ナイロン
– ±0.5-1mm: ガラス繊維強化アセタール樹脂
– ±0.5mm以内:PEEKまたは金属製エンドストップ動作温度はどれくらいですか?
– 60℃未満:ほとんどのポリマーが使用可能
– 60-90°C: アセタール樹脂、ナイロン、またはPEEK
– 90-150°C: 高温ナイロンまたはPEEK
– 150℃超:PEEKまたは金属のみサイクル周波数は何ですか?
– 10時間未満:標準材料可
– 10~100個/時間:ガラス繊維強化材料の使用を検討する
– >100/時間:ガラス繊維強化またはPEEK、冷却装置を実装耐用年数の要件は何ですか?
– 1~2年:コスト最適化素材(ポリウレタン、無充填ナイロン)
– 3~5年:バランスの取れた材料(アセタール樹脂、ガラス繊維強化ナイロン)
– 5~10年以上:高級素材(ガラス繊維強化アセタール樹脂、PEEK)
設計最適化
適切な設計は応力と発熱を最小限に抑える:
接触面積のサイズ設定:
目標応力 = 力 / 面積 < 0.3 × 材料強度
例:
- シリンダー内径:63mm、作動圧力:6バール
- 力 = π × (31.5mm)² × 0.6 MPa = 1,870N
- アセタール強度:90 MPa
- 目標応力:<27 MPa
- 必要面積:1,870N / 27 MPa = 69 mm²
- 最小接触直径:√(69mm² × 4/π) = 9.4mm
この用途では、少なくとも10~12mm径の接触面を使用してください。.
熱管理機能:
冷却フィン:
– 放熱のための表面積を増加させる
– 強制空冷において特に効果的
– 動作温度を10~20℃低下させることが可能熱伝導インサート:
– アルミニウムまたは真鍮製のインサートがポリマーから熱を放散する
– ポリマーはクッション性を提供し、金属は放熱体として機能する
– ハイブリッド設計は両素材の利点を組み合わせる換気:
– 気道は対流冷却を可能にする
– 特に密閉型シリンダー設計において重要である
– 温度を5~15℃低下させることが可能
幾何最適化:
- 大きな半径(R ≥ 3mm)による応力分散
- 段階的な移行(急激な変化を避ける)
- 重量を伴わない構造的サポートのためのリブ加工
- 軸外荷重を防止するための位置合わせ機能
デイビッドの機械製造会社は、エンドストップを再設計し、接触面積を50%で拡大するとともに冷却フィンを追加した。ガラス繊維強化アセタール樹脂への材料アップグレードと組み合わせることで、2年間の稼働寿命におけるクリープ関連のドリフトが2.5mmから0.2mmに減少した。.
圧縮前処理と安定化
設置前の初期クリープを促進する:
圧縮前処理:
- 負荷端止めを120-150%のサービス応力まで負荷する
- 高温(50~60°C)での負荷を維持する
- 48~72時間保持する
- 負荷をかけた状態で冷却する
- 寸法を解放し測定する
メリット:
- 一次クリープ段階の大部分を完了する
- 稼働中のクリープを40~60%低減
- 精密校正前に寸法を安定化させる
- 特にアセタール樹脂とナイロンに効果的
使用タイミング:
- 超精密用途(±0.5mm未満)
- 校正間隔が長い
- 重要な位置決めアプリケーション
- 追加の処理コストと時間を払う価値がある
運用戦略
クリープ速度を低減するための操作変更:
サイクル周波数低減:
- 生産に必要な最小限の速度まで減速する
- 休息期間を伴うデューティサイクルを実施する
- 集中作業の合間に冷却時間を設ける
- 高サイクル用途においてクリープ速度を50-70%低減可能
圧力最適化:
- 塗布に必要な最小限の圧力を使用してください
- 低圧は衝撃力と応力を低減する
- 20%の減圧はクリープを30-40%低減できる
- 減圧状態でもアプリケーションが正常に機能することを確認する
温度制御:
- 可能な限り周囲の温度を低く保ってください
- シリンダーを熱源の近くに設置しないでください
- 高サイクル用途向けに強制空冷を実施する
- 温度を監視し、過熱が発生した場合は運転を調整する
監視および保守プログラム
問題を引き起こす前にクリープを検出する:
寸法監視スケジュール:
| アプリケーション精度 | 検査頻度 | 測定方法 | 交換用トリガー |
|---|---|---|---|
| 低(±5mm) | 毎年 | 目視検査、基本測定 | 目に見える損傷または5mm以上の変化 |
| 中程度(±1-2mm) | 半年に一度 | キャリパー測定 | ベースラインからの1mmの変化 |
| 高 (±0.5mm) | 四半期ごとの | マイクロメーターまたは三次元測定機 | ベースラインからの0.3mmの変化 |
| 超高精度(±0.5mm未満) | 月次または継続的 | 精密測定、自動化 | ベースラインからの0.1mmの変化 |
測定手順:
- 新しいエンドストップの基準寸法を設定する
- シリンダーストローク長と位置決め精度を記録する
- エンドストップの厚さを一定間隔で測定する
- 時間の経過に伴うプロットの傾向
- 変更が閾値を超えた場合に置換
予測交換:
故障を待つのではなく、以下の基準に基づいてエンドストップを交換してください:
- 測定されたクリープが許容限界に近づいている
- 稼働時間(過去のデータに基づく)
- サイクルカウント(追跡されている場合)
- 温度曝露履歴
ミシェルの電子機器工場では、重要シリンダーに対する四半期ごとの寸法検査を実施した。この早期警告システムにより、生産中の緊急修理ではなく計画メンテナンス期間中の予定された交換が可能となり、ダウンタイムコストを85%削減した。.
代替エンドストップ技術
極端な要件には非ポリマー溶液を検討してください:
金属製エンドストップ(エラストマー製クッション付き):
- 金属は寸法安定性(クリープなし)を提供する
- 薄いエラストマー層がクッション性を提供する
- 精密用途における両方の長所を兼ね備えた
- コストは高いが、長期的な性能は優れている
油圧式緩衝装置:
- オイル式ダッシュポットは一貫した緩衝効果を提供する
- 寸法安定性による歪みの問題なし
- より複雑で高価
- メンテナンスが必要(シール交換)
エアクッションとハードストップ:
- エネルギー吸収のための空気式緩衝装置
- 位置決め用硬質金属製ストッパー
- クッション機能と位置決め機能を分離する
- 超高精度用途に最適
調整可能な機械式ストッパー:
- ねじ込み式調整器はクリープの補償を可能にする
- 定期的な調整により精度を維持します
- 定期的なメンテナンスと校正が必要です
- 交換が困難な場合の適切な解決策
ベプト・ニューマティクスでは、ロッドレスシリンダー向けに複数のエンドストップオプションを提供しています:
- 汎用標準ポリウレタン
- 精密用途向けガラス繊維強化アセタール樹脂
- 極限性能または温度向けのPEEK
- 特殊用途向けカスタムハイブリッド設計
- 超精密位置決め用調整可能ストッパー
お客様の特定の運転条件(応力、温度、サイクル頻度)に基づいたクリープ予測データも提供し、適切な材料の選定やメンテナンス間隔の計画立案を支援します。.
費用便益分析
耐クリープ性ソリューションへの投資を正当化する:
ミシェルの電子機器工場事例研究:
元の構成:
- 材質:無充填ポリウレタン製エンドストップ
- シリンダーあたりのコスト: $25 (部品)
- 耐用年数:再校正が必要になるまでの期間は18ヶ月です
- 再調整費用:$800/回(人件費+ダウンタイム)
- シリンダーあたりの年間コスト:$25 + ($800 × 12/18) = $558
アップグレードされた構成:
- 材質:30% ガラス繊維強化アセタール樹脂(予備圧縮済み)
- シリンダーあたりのコスト: $85 (部品 + 加工費)
- 耐用年数:36ヶ月以上(最小限のドリフト)
- 再校正:耐用年数内では不要
- シリンダーあたりの年間コスト:$85 × 12/36 = $28
シリンダーあたりの年間節約額:$530
回収期間:1.4ヶ月
彼女の50本の重要なシリンダーのために:
- 年間総節約額:$26,500
- さらに緊急修理と生産中断を排除した
- 総利益:年間100万~400万円以上
結論
ポリマーシリンダーエンドストップにおけるクリープ変形を理解し、適切な材料選択、設計の最適化、およびモニタリングを通じて防止することで、精密空圧システムの長期的な寸法安定性と位置決め精度を確保します。💪
ポリマー製エンドストップにおけるクリープ変形に関するよくある質問
Q: ポジショニングの問題がクリープが原因なのか、それとも他の問題なのか、どう見分ければよいですか?
クリープには他の問題と区別される特徴があります:数週間から数か月にわたり徐々に進行(突然発生しない)、一定方向への位置ずれ(ランダムな変動ではなく漸進的なドリフト)、放置すると悪化、精密工具で測定したストローク長に影響を及ぼします。クリープを確認するには、エンドストップの厚みを測定し新品部品と比較してください。1mm以上圧縮されている場合、クリープが原因です。 センサドリフト、エア漏れ、機械的摩耗などの他の問題は異なる症状パターンを示します。ベプト・ニューマティクスでは、お客様がクリープを他の故障モードと区別できるよう診断ガイドを提供しています。.
Q: クリープ変形したエンドストップは修復可能ですか、それとも交換が必要ですか?
クリープ変形は恒久的かつ不可逆的であり、分子構造が永久的に変化している。荷重を除去し部品を加熱すればある程度の弾性回復が生じる場合もあるが、この回復はごくわずか(通常は総変形の10%未満)で一時的なものである。 クリープ変形した部品を「修復」しようとする試みは信頼性が低い。交換が唯一の有効な解決策である。ただし、クリープを補償する調整可能なストッパーを導入するか、位置決め精度が必須でない重要度の低い用途に変形部品を使用することで寿命を延ばすことは可能である。精密用途では、常にクリープ抵抗性の高い材料で作られた新品部品と交換すること。.
Q: クリープを低減するために、最も費用対効果の高い材料のアップグレードは何ですか?
ほとんどの用途において、無充填材から30%ガラス繊維強化ナイロンまたはアセタール樹脂への切り替えが、コストパフォーマンスのバランスに優れています。 ガラス繊維強化材は非強化材より50~100%高価(部品単価で15~20ドル対8~12ドル)ですが、クリープを70~80%低減し、通常3~5倍の寿命延長を実現します。これにより交換頻度の削減と再調整コストの排除を通じ、2~3倍の投資回収率を達成します。 PEEKはさらに優れた性能を発揮しますが、コストが5~10倍高いため、超精密用途や極限温度環境でのみ費用対効果があります。±1mm以上の精度が要求される場合はガラス繊維強化アセタール樹脂から始めることを推奨します。これはほとんどの産業用途における最適な選択です。.
Q: クリープが深刻な懸念事項となる温度はどれくらいですか?
クリープ速度は約10℃ごとに倍増するため、標準的なポリマーでは40~50℃を超えると問題が顕著になります。60℃ではクリープ速度が40℃時の4倍、80℃では16倍になります。 エンドストップが50℃以上で動作している場合(赤外線温度計またはサーマルラベルで測定)、クリープが重大な要因となる可能性が高い。高サイクル用途では、周囲温度が正常範囲内でも摩擦熱のみで20~40℃の温度上昇が発生し得る。対策としては、サイクル頻度の低減、冷却装置の導入、PEEKなどの高温材料への変更が挙げられる。実際の動作温度を必ず測定すること——周囲環境条件と同一であると仮定してはならない。.
Q: 精密位置決めアプリケーションにおいて、エンドストップはどのくらいの頻度で交換すべきですか?
交換頻度は材質、使用条件、精度要求によって異なります。一般的な目安として:中程度のサイクル用途(±2mm精度)のポリウレタンは年1回の交換を推奨;精密用途(±1mm)の無充填アセタール樹脂またはナイロンは2~3年ごとの交換を推奨;高精度用途(±0.5mm)のガラス繊維強化アセタール樹脂は3~5年使用可能; 超高精度用途(±0.5mm未満)のPEEKは5~10年以上使用可能です。ただし、時間ベースの交換のみに依存せず、寸法監視を実施してください。四半期ごとに測定し、クリープが許容誤差予算の30~50%を超えた時点で交換します。この状態ベースのアプローチにより、コストと信頼性の両方が最適化されます。.
